

El pistón funcionó con suavidad. El tope trasero se movió. La pantalla se iluminó como un árbol de Navidad.
Luego pusimos una tira de prueba de 6 pies debajo. El lado izquierdo se dobló a 82°. El derecho a 87°. Mismo recorrido. Mismo programa. La esquina R del troquel superior desgastada más de 0,03 mm, las guías sueltas, el bastidor nunca nivelado después del último traslado. La tasa de aprobación de la primera pieza habría estado por debajo de 85% en un buen día.
Pero oye — “encendió.”
Esa es la brecha que debes cerrar antes incluso de mirar tu paleta.
“Tal como está, donde está” no significa “barato.” Significa “heredas la historia.”
Y la mayoría de esas historias comienzan con un propietario de taller que ya hizo los cálculos y no le gustó la respuesta.
He visto quebrar un taller porque compró una hidráulica de 200 toneladas en una subasta pensando que era una ganga, solo para descubrir que el bastidor estaba desnivelado 0,12 mm a lo largo de la cama. No parece mucho hasta que el desalineamiento del punzón superior a 0,1 mm empieza a destruir la herramienta y a desechar el 25% de tus piezas. Pasaron seis meses persiguiendo “error del operador” antes de admitir que el problema era la máquina. El flujo de efectivo se desangró mientras discutían con ellos mismos.
Crees que estás comprando hierro. Estás comprando decisiones aplazadas.
Entonces, ¿por qué estas máquinas realmente están dejando el taller?

Imagina un taller rentable con una plegadora ajustada que mantiene ±0,05° de precisión a lo largo de 8 pies. Pedidos estables. Operadores capacitados.
¿Por qué la venderían en una subasta?
No lo harían.
Las liquidaciones ocurren por tres razones: quiebra, presión de actualización o una máquina que no puede cumplir económicamente con el trabajo actual. Quiebra significa mantenimiento pospuesto. Presión de actualización significa que los clientes exigieron tolerancias más estrictas o cambios más rápidos. “No puede cumplir con el trabajo actual” generalmente se traduce en deriva, pérdida de repetibilidad o límites del controlador que hacen que la programación moderna sea un dolor de cabeza.
Ahora viene la parte que nadie dice en voz alta: las plegadoras modernas, incluso las unidades mecánicas o eléctricas más antiguas, pueden repetir el posicionamiento del pistón dentro de 0,0005”–0,001” bajo carga si las guías están ajustadas y la máquina está en buen estado. Así que cuando la precisión se derrumba, rara vez es porque “viejo igual a malo.” Es porque algo se desgastó, se aflojó o se volvió obsoleto — y alguien decidió que repararlo no valía la pena.
Si no valía la pena para ellos, ¿por qué lo valdría para ti?
Cada anuncio de subasta presume: “La máquina enciende.”
Por supuesto que sí. Ese es el listón más bajo del edificio.
Una prensa puede ciclar todo el día y aun así producir una desviación angular sistemática debido al desgaste del troquel mayor a 0,03 mm, a la recuperación elástica no corregida en el programa o a un ariete que no está paralelo bajo carga. Nada de eso aparece en las fotos. Nada de eso aparece en un video de prueba de 30 segundos.
Peor aún, una máquina puede estar “funcionando” y aún ser peligrosa. Una placa de alta resistencia almacena mucha energía de recuperación elástica. Si el radio del punzón es incorrecto y el control del tonelaje no es preciso, has creado una catapulta de acero. Ese riesgo no se anuncia durante un ciclo en vacío.
Entonces, si “enciende” no te dice nada sobre precisión o seguridad, ¿qué es lo que realmente influye en el costo?
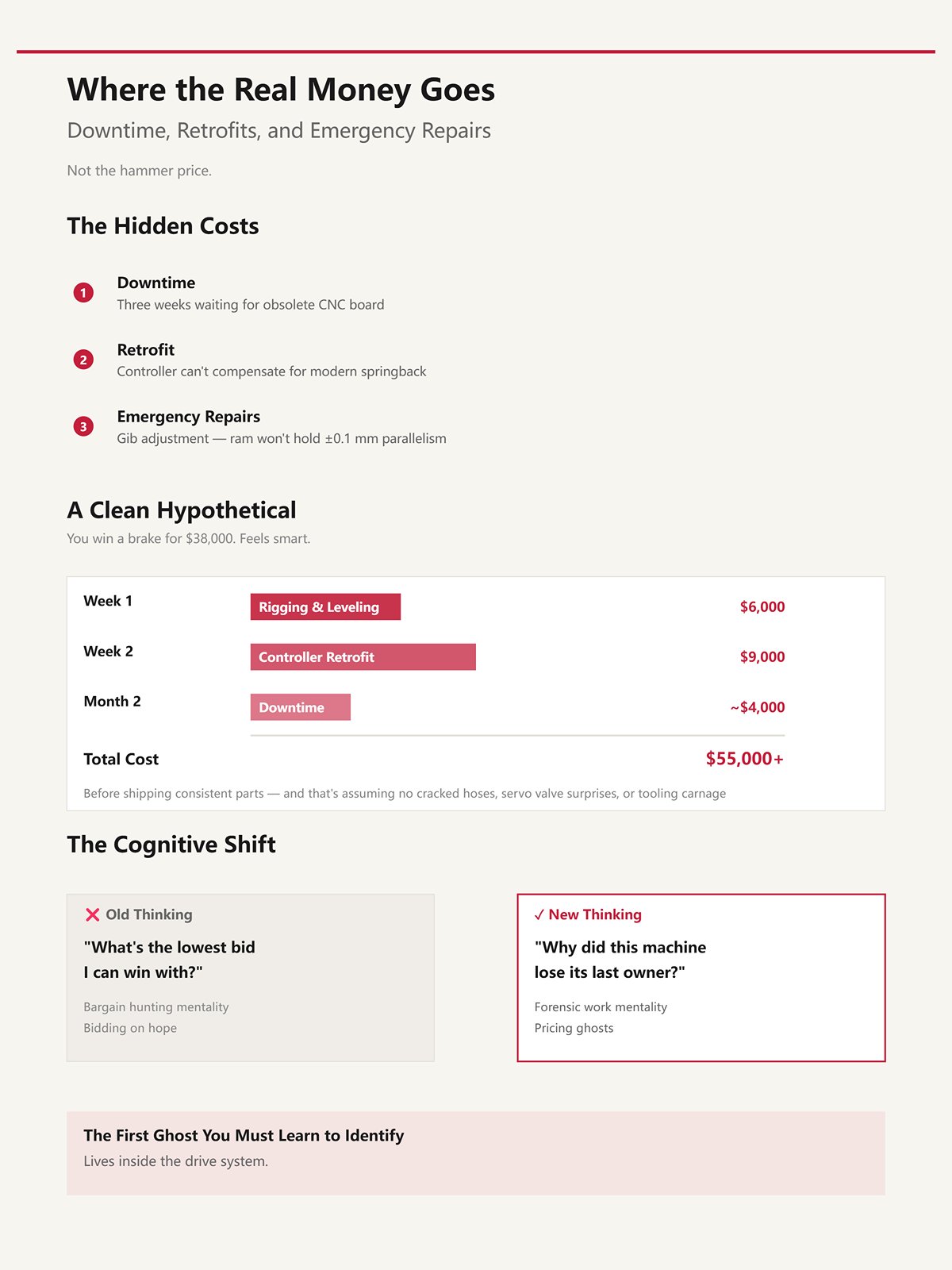
No el precio de martillo.
Tiempo de inactividad mientras esperas tres semanas por una placa CNC obsoleta. Un reacondicionamiento porque el controlador no puede compensar las tablas de recuperación elástica modernas. Ajuste de guías de emergencia porque el ariete no mantiene un paralelismo menor a ±0,1 mm a lo largo de la cama.
Hagamos un hipotético sencillo. Ganas una prensa por $38,000. Parece inteligente.
Semana uno: $6,000 en montaje y nivelación. Semana dos: $9,000 en reacondicionamiento del controlador porque las piezas están discontinuadas. Mes dos: dos días de paro persiguiendo inconsistencia de ángulo que se remonta a la holgura de la guía.
Ya estás por encima de $55,000 antes de enviar piezas consistentes — y eso suponiendo que no haya mangueras agrietadas, ni sorpresas en válvulas servo, ni destrucción de herramientas por deriva de tonelaje.
El cambio cognitivo que necesitas es simple: deja de preguntar, “¿Cuál es la oferta más baja con la que puedo ganar?”
Empieza a preguntar, “¿Por qué esta máquina perdió a su último propietario — y cuánto me costará arreglar esa historia?”
Porque una vez que ves las subastas como trabajo forense en vez de cacería de gangas, dejas de ofertar con esperanza y empiezas a ponerle precio a los fantasmas.
Y el primer fantasma que más vale que aprendas a identificar vive dentro del sistema de accionamiento.
Estás de pie sobre concreto frío a las 9:12 a. m. El subastador ya está sudando a través de su camisa. Frente a ti: una hidráulica de 12 pies, una eléctrica de mediados de los 2000 y una vieja bestia mecánica de volante que parece haber estampado piezas de tanque en otra vida. Las tres “ciclan”. Las tres se ven decentes desde tres metros de distancia.
Entonces, ¿cómo saber cuál es un activo recuperable — y cuál es un impuesto diario por cada doblez que envías?
Empiezas observando cómo falla cada sistema de accionamiento cuando envejece. No el folleto. El patrón de desgaste. La hidráulica se desvía. Los mecanismos se aflojan. Los sistemas eléctricos se vuelven silenciosos justo antes de volverse costosos. Fantasmas diferentes. Facturas diferentes. Y si no sabes leer esas señales, solo estás empujando fichas al bote y esperando que las cartas te devuelvan el favor.
Vamos a desglosarlos como lo haría un corredor que ha tenido que revender sus propios errores.
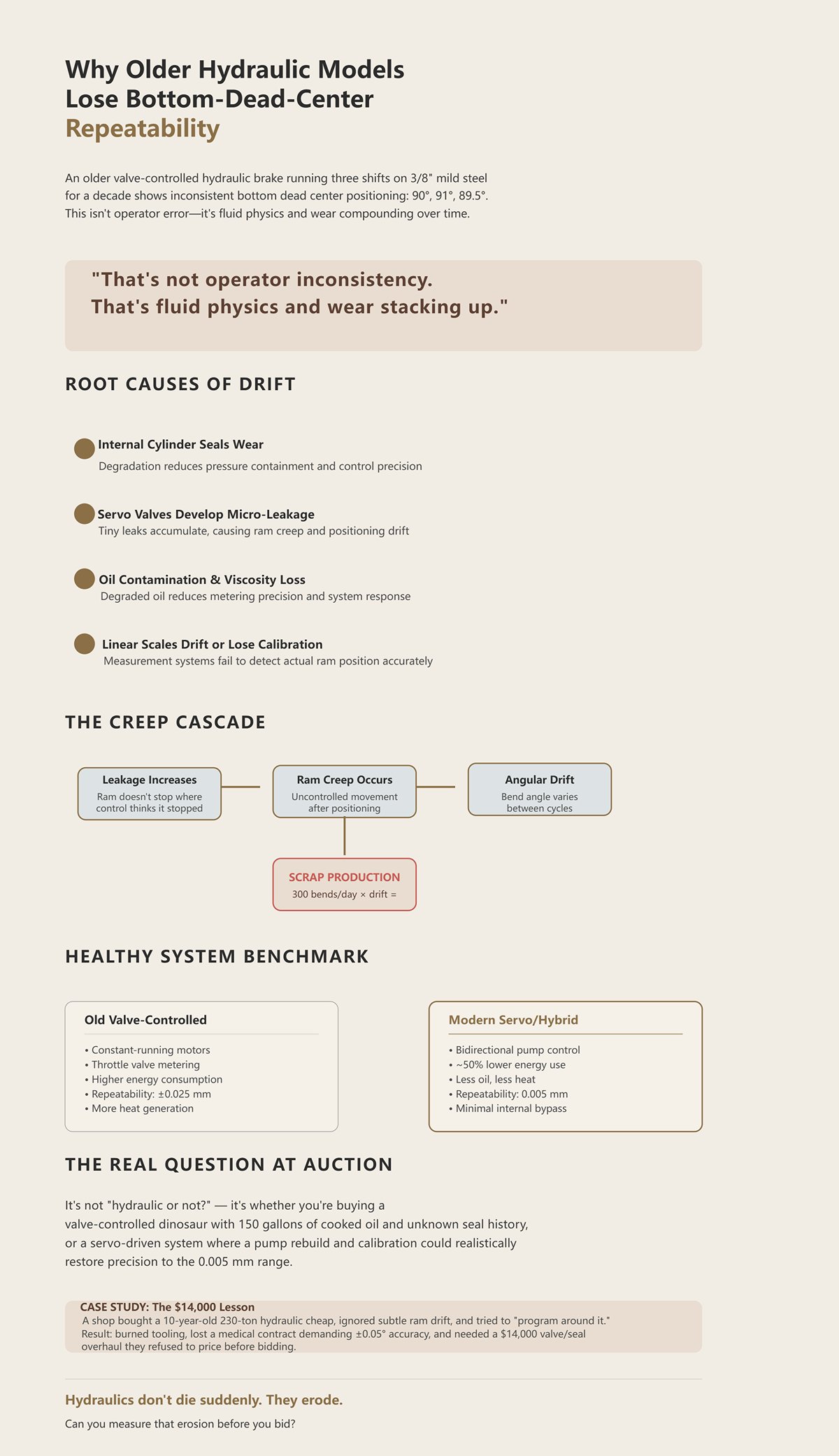
Imagina un freno hidráulico controlado por válvula que ha estado funcionando tres turnos con acero dulce de 3/8″ durante una década. Bajas el émbolo hasta el punto muerto inferior — ese es el punto más bajo de la carrera donde se forma el ángulo. Primer golpe, 90°. Segundo golpe, 91°. Tercero, 89,5°. Sin cambios en el programa.
Eso no es “inconsistencia del operador”. Eso son la física del fluido y el desgaste acumulándose.
Los sistemas hidráulicos dependen del volumen de aceite, la presión y la medición precisa de ese aceite a través de válvulas servo o proporcionales. Con el tiempo:
Bajo carga, el aceite se comprime ligeramente. Cuando los sellos y las válvulas están ajustados, el sistema de control compensa y puedes mantener un posicionamiento impresionante del émbolo — he visto sistemas hidráulicos en buen estado repetir dentro de ±0,025 mm en el émbolo. Pero cuando aumentan las fugas, el émbolo no se detiene exactamente donde el control “cree” que se detuvo. Se desliza.
Ese deslizamiento aparece como variación en el punto muerto inferior. Que se traduce en desviación angular. Que se traduce en chatarra.
Ahora multiplícalo por 300 dobleces al día.
Un freno hidráulico barato con un punto muerto inferior inestable no es una ganga — es una fuga medida en tu margen de beneficio.
Aquí es donde los compradores ingenuos se queman: asumen que “hidráulico antiguo” equivale automáticamente a impreciso. No siempre. Los sistemas servo‑bomba o híbridos modernos utilizan control de bomba bidireccional en lugar de motores de funcionamiento constante y válvulas de estrangulación. Pueden reducir el consumo de energía aproximadamente a la mitad en comparación con la hidráulica tradicional controlada por válvula y lograr posicionamientos repetitivos en el rango de 0,005 mm cuando están en buen estado. Menos aceite. Menos calor. Menos derivación interna.
Así que la verdadera pregunta en una subasta no es “¿hidráulico o no?”
Es: ¿dinosaurio controlado por válvulas con 150 galones de aceite recalentado y un historial de sellos desconocido — o sistema accionado por servos donde una reconstrucción de la bomba y una calibración podrían realísticamente restaurar la precisión?
He visto cerrar un taller porque compraron un hidráulico de 230 toneladas con 10 años de uso, ignoraron un sutil desplazamiento del émbolo y trataron de “programarlo alrededor”. Destruyeron sus herramientas, perdieron un contrato médico que exigía ±0,05° de precisión, y culparon a su operador de prensa plegadora hasta que renunció. La máquina necesitaba una revisión de válvula y sello $14,000 que se negaron a cotizar antes de hacer la oferta.
La hidráulica no muere de repente. Se erosiona.
¿Puedes medir esa erosión antes de hacer tu oferta?
Ahora camina hacia la parte mecánica.
Gran volante. Embrague. Carrera fija. Cuando dispara, dispara igual cada vez. Sin compresibilidad del aceite. Sin oscilación de válvula servo. Solo inercia rotacional convertida en fuerza lineal. El pisón baja a la misma profundidad, suponiendo que el mecanismo y las guías no estén desgastados hasta quedar flojos.
Escucharás a gente burlarse: “Solo ±0.5° a ±1° de precisión.”
Comparado con una hidráulica CNC ajustada que mantiene ±0.05°, eso suena prehistórico.
Pero seamos específicos.
Supón que estás doblando soportes A36 de 1/4″ para equipo agrícola. La tolerancia indicada en el plano: ±1°. Alto volumen. El mismo doblez, todo el día. La fuerza uniforme de una mecánica puede ser brutalmente consistente para ese tipo de trabajo. Menos capas electrónicas. Mantenimiento más simple. Reconstrucción de embrague fácil. Sin fugas hidráulicas que perseguir.
En ese entorno, buscar precisión de nivel eléctrico es simplemente pagar por exceso.
Donde las prensas mecánicas se vuelven peligrosas es en la versatilidad. La carrera fija significa que no obtienes un control programable fino sobre la profundidad sin ajuste mecánico. ¿Doblados complejos de varios pasos al aire? ¿Compensación precisa de recuperación elástica? Olvídalo. Y a medida que los pasadores y bujes del mecanismo se desgastan, introduces variación angular que es más difícil de compensar digitalmente porque no hay una capa sofisticada de compensación.
La holgura en el tren de transmisión se convierte en error angular en la pieza. Eso es geometría mecánica, no software.
Aquí está el costo oculto y fantasma: si tu mezcla de contratos cambia — digamos que obtienes soportes aeroespaciales que requieren ±0.25° — esa misma prensa mecánica ya no es “barata”. Es un límite de capacidad. O doblarás de más y ajustarás matrices como si fuera 1987, o perderás el trabajo.
La deriva de tonelaje también juega aquí. Las prensas mecánicas entregan la fuerza máxima en un punto específico del recorrido. Si el grosor de tu material fluctúa y estás trabajando cerca de la capacidad, no obtienes el control de presión adaptativo que ofrecen las hidráulicas. Así es como se astilla el utillaje y los operadores se ponen nerviosos.
Así que no, ±0.5° a ±1° no te arruinará automáticamente.
Pero si tus ingresos dependen de contratos con tolerancias ajustadas, la limitación de esa mecánica no es teórica. Ya está incorporada en el precio de los trabajos que ni siquiera puedes cotizar.
¿Estás comprando para el trabajo que tienes — o para el trabajo que intentas ganar?
Ahora hablemos de las eléctricas.
Husillos de bolas o sistemas servo accionados por correa. Sin aceite hidráulico. Precisión de transmisión directa. Silenciosas. Limpias. Energéticamente eficientes. Para tonelajes ligeros a medianos, son hermosas cuando están en buen estado.
Vi una eléctrica de mediados de los 2010 ciclar acero inoxidable calibre 14 toda la mañana. El ariete se detuvo como si golpeara un bloque de granito. El tope trasero se colocó de golpe. La variación del ángulo a lo largo de una pieza de 6 pies se mantuvo dentro de ±0,1° sin dramatismo. Ese tipo de repetibilidad reduce el tiempo de inspección de la primera pieza, los replegados y el cuidado constante del operador.
Eso es dinero real.
Pero las eléctricas envejecidas tienen sus propios fantasmas. Los husillos de bolas se desgastan. Los servomotores pierden fidelidad en el codificador. Los variadores se vuelven obsoletos. Y cuando muere una placa de control patentada, no estás reconstruyendo una válvula hidráulica $600 — estás rezando para que el fabricante original todavía responda el teléfono.
Entonces, ¿cuándo tiene sentido ofertar agresivamente?
Cuando tres condiciones se alinean:
Si el juego es mínimo y el control está activo y con corriente, un sistema eléctrico envejecido puede superar en precisión y costo energético a un hidráulico de válvula antiguo, con menos variables que manejar. En entornos de alta variedad y tolerancias ajustadas, esa estabilidad se traduce directamente en un mayor rendimiento en la primera pasada y menor tiempo de configuración.
Ahí es cuando una guerra de ofertas no es emocional. Es estratégica.
Pero aquí está el truco — y es donde los aprendices arruinan el presupuesto — el tipo de accionamiento por sí solo ya no determina la supervivencia. Los sistemas electrohidráulicos híbridos combinan la precisión del servomotor con la fuerza hidráulica. Algunos superan a los eléctricos puros en versatilidad y a los hidráulicos puros en eficiencia.
Entonces, si los sistemas de accionamiento envejecen de maneras predecibles — deriva, holgura, juego — y los híbridos difuminan las líneas, ¿cuál es el componente que finalmente determina si esos pecados mecánicos pueden corregirse… o quedan grabados para siempre?
¿El único componente que decide si los errores del envejecimiento pueden corregirse o quedan integrados para siempre?
El controlador.
No me importa si es hidráulico, eléctrico, híbrido o funciona con un hámster con espresso. Si el CNC no puede leer la retroalimentación, ordenar una corrección proporcional y seguir siendo reparable dentro de cinco años, no estás comprando una prensa plegadora — estás comprando un ariete de profundidad fija con opiniones.
La primavera pasada me quedé en un almacén mirando una prensa europea de 175 toneladas. La pintura aún brillante. Las guías limpias. El ariete se movía con suavidad. La pantalla se encendía. Pero claro — “encendía”. Esa es la mentira en la que cae la gente. El propietario susurró: “El controlador está un poco fallón.” Traducción: fallo intermitente de arranque, el tope trasero pierde comunicación a mitad de ciclo, la corrección de ángulo deshabilitada porque se había puenteado la placa del codificador.
El tipo de accionamiento ya no importaba. Sin un control saludable, ninguno de los pecados mecánicos podía corregirse. El futuro de la máquina no estaba escrito en fugas de aceite o desgaste del husillo de bolas — estaba escrito en silicio.
Así que no preguntas, “¿Es hidráulica o eléctrica?”
Preguntas, “¿El cerebro está vivo — y puedo mantenerlo con vida?”
Vamos a concretar.
Una placa base CybTouch 15 de 15 años todavía está disponible nueva por alrededor de $1,375. Las pantallas y los paneles frontales superan los dos mil. Eso sorprende a los aprendices. Asumen que “propietario” significa extinto. A veces no es así.
Ahora la trampa: la disponibilidad de piezas no equivale a la supervivencia del sistema.
Si ese controlador se comunica limpiamente con válvulas servo de ±10VDC, lee escalas lineales y cierra el bucle lo suficientemente rápido como para mantener ±0,05° de precisión, tienes algo que vale la pena conservar. Cambia una placa, recalibra y vuelves al trabajo.
Pero supón que el fabricante descontinuó el amplificador de servos que hace de interfaz entre el CNC y el bloque de válvulas. La placa base podría estar disponible — la capa de integración no. Ahora entras en territorio de reconfiguración.
He visto un taller reemplazar un control de tope trasero Automec muerto con un conjunto de portátil y motor paso a paso $158. Para posicionar solo el eje X, funcionó. Victoria barata.
Luego intentaron aplicar esa misma lógica a un eje de ariete que necesitaba control de válvula analógica y retroalimentación de codificador. Mach3 no habla servoindustrial con fluidez. La prensa se convirtió en una máquina de adivinanzas. Deriva de ángulo. Fondo inconsistente. Chatarra acumulándose. De repente, ese “retrofit barato” requirió un kit de lazo cerrado de $15,000 con nuevos accionamientos y escalas para hacerlo seguro para la producción.
He visto una tienda quebrar porque compraron una prensa de 200 toneladas de los años 90 barata, asumiendo que “solo iban a modernizar el control.” Cuando reemplazaron servos, escalas y rehicieron el cableado del gabinete, ya estaban $28,000 dentro de una máquina que valía $35,000 en un buen día. Persiguieron errores fantasma durante ocho meses mientras sus competidores enviaban piezas.
La pregunta no es si existe una placa base.
Es si todo el ecosistema de retroalimentación —escalas, accionamientos, interfaces de válvulas, firmware— puede mantenerse sin convertir la máquina en un proyecto científico.
Si el controlador no puede corregir el desgaste, te quedas con la verdad mecánica que te da el hierro. Lo que nos lleva al número que seduce a los novatos en las subastas: el tonelaje.
Una etiqueta dice: 230 toneladas, 12 pies.
Suena como autoridad.
Ahora imagina doblar AR400 de 1/2″ a lo largo de 10 pies. Alta resistencia. Mínimo margen de error. Estás operando cerca de la capacidad nominal. En papel, las 230 toneladas te cubren.
Pero el tonelaje nominal se calcula a una distancia específica desde el fondo del recorrido —a menudo 1/2″ por encima del punto muerto— y generalmente asume acero dulce. Cambia el ancho de la matriz en V, cambia la resistencia a la tracción del material, cambia la longitud del doblado, y ese número varía rápidamente.
Aquí es donde aparecen los costos fantasma.
Si tu controlador no puede compensar la deflexión a lo largo de la cama —sin control de abombamiento, sin retroalimentación de ángulo en tiempo real— tu prensa de “230 toneladas” puede ofrecer resultados consistentes solo en 8 pies de esa pieza de 10 pies. El resto se convierte en ciudad de calces. Eso es el “tonnage creep”: perseguir una fuerza teórica porque tu control no puede distribuirla ni monitorearla correctamente.
Imagina un taller rentable con una plegadora ajustada que mantiene Precisión de ±0.25° a lo largo de 10 pies. No están presumiendo de tonelaje. Están presumiendo de repetibilidad bajo carga.
Un controlador débil convierte el alto tonelaje en fuerza bruta. Un controlador capaz convierte el tonelaje moderado en precisión.
¿Qué número realmente te hace ganar dinero?
Y eso incluso asume que la geometría te permite fabricar la pieza en primer lugar.
| Tema | Detalles |
|---|---|
| Tonelaje en Papel vs. Capacidad Utilizable | El tonelaje nominal no siempre equivale a la capacidad de doblado real para tu material y configuración específicos. |
| Calificación en la Etiqueta de la Máquina | Una etiqueta dice: 230 toneladas, 12 pies — suena autoritativo. |
| Escenario del mundo real | Doblar 1/2″ de AR400 a lo largo de 10 pies implica una alta resistencia a la tracción y una mínima tolerancia, operando cerca de la capacidad nominal. |
| Supuestos de tonelaje nominal | Calculado a una distancia específica desde la parte inferior del recorrido (a menudo 1/2″ por encima del punto muerto) y normalmente se asume acero dulce. |
| Variables que cambian la capacidad | Cambiar el ancho de la matriz en V, la resistencia a la tracción del material o la longitud del doblez altera rápidamente los requisitos reales de tonelaje. |
| Costos ocultos (fantasma) | Aparecen brechas de capacidad cuando la máquina y el controlador no pueden mantener un rendimiento constante a lo largo de toda la longitud. |
| Compensación de deflexión | Sin control de abombamiento o retroalimentación de ángulo en tiempo real, una prensa de “230 toneladas” puede ofrecer resultados consistentes solo en 8 de los 10 pies. |
| Deslizamiento del tonelaje | Perseguir la fuerza teórica porque el sistema de control no puede distribuir o monitorear adecuadamente la carga. |
| Ejemplo de taller rentable | Los talleres que mantienen una precisión de ±0.25° a lo largo de 10 pies se enfocan en la repetibilidad bajo carga, no solo en el tonelaje. |
| Impacto del controlador | Un controlador débil convierte un alto tonelaje en fuerza bruta; un controlador capaz convierte un tonelaje moderado en precisión. |
| Pregunta sobre la rentabilidad | ¿Qué número realmente te hace ganar dinero: el tonelaje bruto o la precisión controlada? |
| Limitación geométrica | Incluso un tonelaje suficiente supone que la geometría de la pieza permite realizar el doblez en primer lugar. |
Vi a un comprador ganar una prensa plegadora de 150 toneladas por casi nada. Mediados de los 2000. Buena marca. Hidráulica limpia. Planeaba doblar secciones de cajas altas para paneles arquitectónicos.
Nunca verificó la apertura (daylight).
La apertura es la distancia entre la mesa y el ariete totalmente abierto. La altura de cierre es la distancia mínima al final del recorrido. El recorrido del ariete es la distancia que el ariete realmente recorre. Estos tres valores determinan si tus herramientas y la pieza caben físicamente dentro de la máquina.
Su prensa tenía 18 pulgadas de apertura. El conjunto de herramientas que planeaba usar necesitaba 21.
No importa qué tan nueva sea la máquina. No importa si el controlador es moderno. El hierro no puede estirarse.
Ahora relaciona eso con la salud del control.
Si el recorrido del ariete es limitado, un controlador inteligente a veces puede optimizar la velocidad de aproximación, las zonas lentas y la posición del punto muerto inferior para aprovechar el espacio útil de conformado mientras mantiene ±0,1 mm de repetibilidad en profundidad. Si el controlador está obsoleto y es tosco, obtendrás una lógica de aproximación fija y un posicionamiento burdo. Menor espacio útil. Más compromisos de configuración.
La edad no dicta la capacidad.
La geometría y la capacidad de control sí lo hacen.
Así que, antes de levantar la paleta para ofertar, mide la apertura. Confirma la altura de cierre. Verifica el recorrido. Luego interroga al controlador como si te debiera dinero.
Porque una vez que quitas la pintura, las etiquetas del accionamiento y el tonelaje del folleto, queda una verdad brutal:
Si el CNC no puede leer, calcular y ejecutar correcciones —y si no puedes mantener vivo ese cerebro—, cada otra especificación de esa máquina es solo una carta visible en la mesa de póker.
La mano oculta sigue siendo el controlador.
Y la siguiente pregunta no es “¿Es buena?”
Es “¿Cómo lo pruebo antes de ofertar?”
La primavera pasada me paré frente a una prensa plegadora de 10 pies y 175 toneladas durante una vista previa de subasta. Pintura nueva. Limpiadores nuevos. El ariete se movía con suavidad. Pero cuando fijé un indicador de carátula a la mesa y empujé la viga del tope trasero a mano, la aguja se movió 0,012″ antes de que el servomotor siquiera reaccionara.
El vendedor dijo: “El controlador está bien. Arranca.”
Pero oye — “encendió.”
Si la salud del controlador es la mano oculta en la mesa de póquer, así es como se leen las señales antes de apostar todas tus fichas. No confías en la pantalla. Pruebas el bucle de retroalimentación. Cargas la estructura. Mides lo que se mueve y no debería.
Las fotos muestran pintura y tonelaje. No muestran el juego perdido entre un husillo de bolas y su tuerca, o un ariete que ha tocado fondo tantas veces que las guías están abocinadas. Si el controlador no puede ver o corregir esos errores lo suficientemente rápido como para mantener ±0,05° de precisión la carga, tu precio de martillo es solo el anticipo.
Entonces, ¿cómo verificas eso antes de ofertar?
Construyes una matriz — desgaste de herramientas, juego de ejes, veracidad hidráulica — y mides en lugar de adivinar.
Acércate al conjunto de punzón y matriz. Ignora las pecas de óxido. Observa el patrón de desgaste.
Una vez retiré una matriz segmentada de 4 vías de una máquina y encontré los 3 pies centrales pulidos como cromo, mientras las secciones exteriores aún tenían marcas de esmerilado de fábrica. Eso te dice que los operadores trabajaban en el medio del lecho. Trabajo repetido de alto tonelaje en una zona. Esa es la manifestación física del arrastre de tonelaje.
Ahora pregunta por qué.
Si el controlador y el sistema de compensación estaban en buen estado, la deflexión a lo largo de 10 pies habría sido compensada. Las piezas se habrían producido a todo lo largo. Desgaste uniforme. Cuando ves brillo localizado, estás viendo uno de dos relatos: o el taller solo doblaba piezas cortas, o los extremos no podían mantener el ángulo dentro de especificación y los operadores los evitaban.
Ahí está tu bifurcación en el camino.
Haz descender el ariete sobre paralelos a lo largo del lecho. Coloca un indicador de 0,0005″ en izquierda, centro, derecha. Lleva el ariete a contacto ligero, luego aumenta la presión gradualmente. Observa la desviación. Un control moderno con escalas lineales funcionales debería corregir la deflexión del bastidor de manera dinámica. Si ves que un extremo se retrasa sin compensación, el bucle de retroalimentación no se está cerrando como la pantalla afirma.
Y aquí está el secreto sucio: los controles multieje de alta gama pueden ocultar los pecados estructurales. Corregirán automáticamente la profundidad para alcanzar el ángulo incluso si el ariete está ligeramente torcido. Obtendrás piezas dentro de especificación — por un tiempo. Pero esa corrección constante acelera el desgaste de las guías y reduce la vida útil de las válvulas. El controlador se convierte en una muleta para el hierro cansado.
He visto cerrar un taller porque confiaron en un CNC insignia para “manejarlo”. La máquina mantenía el ángulo — hasta que falló la escala lineal y nadie notó que el ariete estaba mecánicamente fuera de paralelo por 0,3 mm a lo largo del lecho. Cuando el codificador de respaldo asumió el control, el desperdicio se duplicó de la noche a la mañana.
El desgaste de las herramientas es la primera señal. Plantea una pregunta directa: ¿está recta esta prensa porque está sana — o recta porque el software está haciendo esfuerzos?
Ahora sujeta ese indicador al dedo del tope trasero. Ponlo en cero. Empuja y tira a lo largo del eje X a mano con los servos habilitados.
En un sistema ajustado, podrías ver un movimiento elástico de 0,001″–0,003″ — torsión del husillo de bolas y cumplimiento del servo. Eso es normal. Cuando ves 0,010″–0,020″ antes de que se genere resistencia, estás viendo holgura o cojinetes lineales desgastados.
Aquí es donde los novatos se confunden.
Un calibrador motorizado de un solo eje (solo X) con posicionamiento manual del dedo aún puede producir piezas buenas si el operador conoce sus compensaciones. La holgura en el carro del dedo no siempre es fatal. Pero el retroceso entre el motor y el tornillo, ¿en serio? Eso es un error acumulativo que el controlador tiene que perseguir en cada ciclo.
Ordena 10.000″. Mide la posición real de parada diez veces. Si la dispersión excede ±0,1 mm de repetibilidad sin contacto con el material, el eje no es estable. El controlador puede mostrar números perfectos mientras el conjunto mecánico —acoplamiento, rodamiento de empuje, tuerca de bolas— flota.
Y recuerda: los calibradores multieje (X, R, Z1, Z2) introducen más rodamientos, más tornillos, más oportunidades de error acumulado. Son fantásticos cuando están en buen estado. Son asesinos de presupuestos cuando están desgastados.
He visto compradores asumir “es CNC, así que es preciso”. Luego descubren que el husillo de bolas del eje X tiene juego axial medible y el fabricante original dejó de producir el conjunto de tuerca coincidente. Ahora estás frente a mecanizado personalizado o una renovación completa.
Entonces, ¿qué es aceptable?
Si el juego del eje puede ajustarse en la tuerca y los rodamientos de empuje, y puedes restaurar la repetibilidad dentro de ±0.05 mm a lo largo del recorrido, estás en territorio de mantenimiento. Si el tornillo está picado, los rieles marcados y las tablas de compensación están al máximo solo para alcanzar el valor nominal —estás mirando hacia una reconstrucción.
Y no verás nada de eso en una foto de subasta.
Ponte detrás de la máquina durante un recorrido. Escucha.
Un sistema hidráulico saludable tiene un sonido de carga constante. Si escuchas pulsaciones cerca del punto muerto inferior, eso puede significar derivación interna en los sellos del cilindro. El pistón aún se mueve. Solo que no mantiene la presión de manera constante durante la pausa.
Ahora coloca el pistón en el fondo con presión moderada y observa la lectura de posición. Si deriva más de 0.02 mm durante 10–15 segundos sin entrada de comando, el fluido se está filtrando a través de algo. El controlador puede ordenar corrección —si las válvulas y las escalas responden lo suficientemente rápido. Si no, obtendrás desvanecimiento de ángulo en dobleces largos.
Revisa las guías. Busca marcas de desgaste desigual o rayaduras. El exceso de holgura aquí permite que el pistón se incline bajo cargas asimétricas. El controlador puede compensar en un lado usando control independiente Y1/Y2, pero eso supone que las escalas lineales sean confiables y que las válvulas servo respondan limpiamente a señales de ±10V sin histéresis.
Luego está la coronación.
Los sistemas de cuña manual se desgastan en los puntos de contacto. La coronación CNC utiliza pequeños motores o hidráulicos para precurvar la bancada. Si el mecanismo de coronación se atasca o tiene zonas muertas, el modelo de deflexión del controlador se vuelve una ficción. Perseguirás el ángulo a lo largo de la pieza con calzas como si fuera 1985.
Y aquí está la verdad de la mesa de póquer: cada una de estas fallas puede coexistir con una pantalla que parece perfecta y un pistón que se mueve suavemente sin carga.
La matriz de inspección te obliga a correlacionar tres cosas: la posición comandada, el movimiento medido y la reacción estructural bajo presión. Si esas no concuerdan mecánicamente —no digitalmente—, no estás comprando una ganga. Estás comprando física diferida.
Entonces, una vez que hayas medido el juego, mapeado el desgaste y observado el ariete mantener —o no mantener— la posición, la siguiente pregunta no es “¿Funciona?”.”
Es “¿Cuánto me costará hacerlo honesto?”.”
Has medido el desgaste. Has visto al ariete luchar consigo mismo bajo carga. Ahora la única pregunta que importa es esta: ¿qué número escribes en tu tarjeta de postor para no prender fuego a tu presupuesto operativo?
Así es como conviertes la verdad mecánica en dólares.
Piensa en el precio de venta del martillo como el valor nominal de una mano de póker. La pintura y la demostración “encendida” son las cartas visibles. El verdadero juego son las señales —retraso del accionamiento, obsolescencia del controlador, desvío bajo presión— y cada señal tiene un precio si te molestas en contarla. No estás comprando hierro. Estás comprando el costo de hacer que ese hierro doble piezas el ±0,05° de precisión primer día.
Pierde un fantasma y el “trato” deja de ser trato.
Empieza por lo aburrido. Nunca es aburrido cuando llega la factura.
Una prensa plegadora de 120 toneladas no se teletransporta desde el piso de subastas hasta tu bahía. Pagas por montadores, grúas, permisos, plataformas, pólizas de seguro y el placer de ver a un operador de montacargas avanzar milímetro a milímetro junto a tu marco de puerta con 8.000 kilos de responsabilidad oscilando en el aire. Luego está tu piso. Si tu losa es de 10 cm y la máquina necesita 20 con varillas de refuerzo y almohadillas de mortero, vas a cortar hormigón antes de cortar metal.
Hipotético, pero común: “robas” una prensa por $40,000 por debajo del mercado. El montaje y transporte cuestan $12,000. El recableado eléctrico y la conversión de fase cuestan $6,000. Nuevos anclajes, mortero y un fin de semana de inactividad para verter y curar? Otros $8,000 entre mano de obra y producción perdida. Tu ganancia de $40,000 acaba de reducirse a $14,000 —y aún no hemos tocado las entrañas de la máquina.
El incremento de tonelaje es el asesino silencioso aquí. Compras una prensa más grande de lo que necesitas porque parece margen de seguridad. Ahora necesitas montaje más pesado, más refuerzo de piso y quizá un transformador más grande. Capacidad que nunca facturas, pero siempre pagas para mover.
He visto un taller quebrar porque persiguieron el tonelaje en una subasta, luego descubrieron que su edificio no podía soportar legalmente la carga puntual sin trabajos estructurales que no podían financiar.
Así que antes de pujar, crea una partida logística como si la máquina ya fuera tuya. Si el descuento desaparece en el papel, desaparecerá más rápido en la realidad.
Y si ya estás gastando ese dinero para recibirla, ¿qué pasa cuando OSHA entra y mira la protección?
Las listas de subastas aman la frase “incluye cortinas de luz”.”
Esa frase puede significar “mejora de seguridad gratuita”. También puede significar “chatarra costosa”.”
Si el freno es un diseño de embrague mecánico de revolución completa —común en máquinas antiguas de hierro— las cortinas de luz no pueden servir legalmente como el único resguardo del punto de operación según las normas modernas. Eso no es un ajuste. Es una incompatibilidad fundamental entre el tipo de accionamiento y el método de protección. No estás reubicando sensores. Estás diseñando una arquitectura de seguridad completamente diferente.
Incluso en máquinas hidráulicas, la ubicación importa. La regla de la constante de velocidad de la mano obliga a colocar las cortinas a una distancia mínima de la zona de peligro. Si las colocas demasiado cerca, fallas la inspección. Si las colocas lo suficientemente lejos como para aprobar, puedes bloquear el trabajo con piezas pequeñas a menos que rediseñes la herramienta o agregues una protección secundaria. Ahora tu configuración “conforme” es un punto de estrangulamiento para la productividad.
Y la productividad es un costo.
Las cortinas más antiguas certificadas según normas obsoletas pueden requerir validación de terceros para demostrar que no fallarán de forma peligrosa ante el ruido eléctrico. Si no puedes documentar la debida diligencia y alguien resulta herido, las consecuencias judiciales superarán con creces las pérdidas de la subasta.
He visto un taller quebrar porque asumieron “tiene cortinas de luz, así que estamos cubiertos”, solo para descubrir durante una auditoría de cliente que sus resguardos no cumplían las normas y eran inasegurables hasta que se reemplazaran.
Calcula el precio así: sistema de cortina de luz moderno completo, integración con relé de seguridad o PLC, cableado, programación, validación, documentación y capacitación. Si ese total te resulta incómodo, perfecto. Esa incomodidad es honestidad.
Porque el tiempo de inactividad más costoso no ocurre durante la instalación.
Ocurre cuando enciendes el interruptor por primera vez.
He aquí la fantasía: el ariete funcionó sin problemas en la casa de subastas. Lo descargas, lo cableas, presionas “inicio” y estás doblando metal para el lunes.
He aquí la realidad: pero bueno — “encendió”.”
Las fallas en el arranque no son explosiones dramáticas. Son negativas silenciosas. Un servo falla bajo carga. Un CNC antiguo arranca y luego lanza un error de parámetro porque su memoria alimentada por batería murió durante el transporte. Una válvula proporcional se atasca después de estar seis meses seca. Nada de eso aparece en una demostración de cinco minutos.
Así que asignas un número al riesgo.
Si tu taller factura 15 000 al día en esa celda, y un arranque fallido cuesta dos semanas entre diagnóstico, adquisición de piezas y visitas técnicas, eso son 150 000 en costo de oportunidad. Suma las tarifas de técnicos de emergencia y envío expedito. Ahora tu prensa de freno barata está exigiendo tributo antes de producir una sola pieza vendible.
Aquí es donde dejas de pensar como postor y empiezas a pensar como corredor. Creas tres columnas antes del día de la subasta:
Súmalos al precio del martillo. Esa suma es tu costo real de adquisición.
Entonces —y solo entonces— decide tu puja máxima haciendo una pregunta brutal: con ese número total, ¿sigue esta máquina generando valor en comparación con comprar una más nueva o simplemente pasar de largo?
Si la respuesta es sí, ofertas agresivamente y duermes tranquilo. Si el margen es estrecho, ofertas con cautela. Si los fantasmas se comen la ganancia antes de la primera curva, mantienes tu paleta abajo.
Porque ganar la subasta es fácil.
Ganar después de que el camión se va es la parte que cuenta.
No verificas riesgos ocultos con optimismo. Los verificas con una lista de control y un cronómetro.
El día de la subasta, no estás allí para admirar la pintura. Estás allí para obligar a la máquina a decir la verdad bajo carga. Hazla trabajar en caliente, no una vez, sino diez veces. Doble material real, no aire. Mide el ángulo en ambos extremos de la cama. Si ves desviación que empuja más allá ±0,5° en una simple doblez de 90° sin ajustes de contraflexión, estás mirando desgaste, deriva de compensación o descomposición del programa. Eso no es cosmético. Es margen que se desangra un grado a la vez.
Lleva un indicador de carátula. Revisa la repetibilidad del tope posterior. Si se desvía más de ±0,1 mm en movimientos repetidos, estás viendo holgura en la guía o desgaste del husillo de bolas que no se arreglará solo. Una desalineación del punzón superior a 0,1 mm es suficiente para iniciar un flujo constante de chatarra, especialmente en material más delgado donde el retroceso elástico ya es una pelea cuerpo a cuerpo. Verificas midiendo, no preguntando al subastador si “estaba funcionando la semana pasada”.”
He visto un taller quebrar porque confiaron en un golpe de demostración de cinco minutos, solo para descubrir después de la entrega que la desviación angular se arrastraba más allá de ±1.5° una vez que el aceite se calentaba — la tasa de piezas aprobadas en el primer intento cayó por debajo de 85 %, y el cliente no esperó una reconstrucción.
Así que el filtro comienza antes de la emoción. Defines cómo se ve “aceptable” en números, y si la máquina no puede alcanzarlos en el piso, no ofertas.
Pero ¿cuáles son exactamente esos números para tu taller?
Las especificaciones mínimas viables no son los números más grandes del folleto. Son los números más pequeños que mantienen vivos tus contratos.
Primero el tonelaje. Calcúlalo a partir de tu trabajo regular más grueso, no de la pieza monstruo de una vez al año. Luego añade margen por la variación del material — llámalo margen práctico, no margen de ego. El incremento de tonelaje es real; una prensa de 200 toneladas exige aparejos más pesados, losa más gruesa, servicio más grande. Si tu trabajo se mueve en 120 toneladas, comprar 300 porque “es una ganga” es pagar alquiler por capacidad vacía.
La longitud de la cama trata sobre la variedad de piezas. Si el 80 % de tu trabajo cabe en 8 pies, una cama de 12 pies es peso muerto a menos que estés vendiendo activamente piezas más largas. Las camas más largas también amplifican los problemas de deflexión; los sistemas de contraflexión y el desgaste del bastidor importan más cuanto más ancho vas.
La precisión es donde los aficionados se engañan a sí mismos. Si mantienes trabajo arquitectónico en ±1°, bien. Si persigues trabajo médico o aeroespacial en ±0,05° de precisión, el estándar de inspección cambia por completo. Ahora estás verificando la retroalimentación del codificador, la respuesta de la válvula hidráulica proporcional y la deriva térmica. Un freno que “mantiene 90° todo el día” no significa nada sin una banda de tolerancia asociada.
El tipo de accionamiento decide tu curva de mantenimiento futura. Las antiguas máquinas mecánicas con embrague de revolución completa traen dolores de cabeza en la arquitectura de seguridad. Las hidráulicas traen juegos de sellos, desgaste de válvulas y posible deriva del pistón. Los primeros híbridos servo-hidráulicos pueden atraparte con accionamientos obsoletos. No estás eligiendo una etiqueta. Estás eligiendo los próximos cinco años de disponibilidad de piezas.
Define estas especificaciones en papel antes de la subasta. Si la máquina frente a ti no cumple siquiera una condición no negociable, la decisión ya está tomada.
Y si tienes esa disciplina, ¿por qué no evitar el caos y comprar a un distribuidor de equipos reacondicionados?
Una garantía limitada no es un halo. Es una transferencia de riesgo — y necesitas leer la letra pequeña como un cínico.
Los distribuidores suelen encender la máquina, reemplazar piezas de desgaste evidentes, tal vez repintar, a veces actualizar un controlador. Eso puede eliminar la ruleta del arranque. Si ofrecen 90 días en componentes principales, eso representa dinero real que se descuenta de tu columna de contingencia.
Pero pregunta qué está excluido. ¿Piezas de desgaste? ¿Electrónica? ¿Tiempo de viaje para servicio? Si falla el CNC heredado y el fabricante ya no lo soporta, una cláusula de “funcionando en el momento de la venta” no te salvará de una actualización de cinco cifras.
Aquí está el otro lado que la mayoría de los postores pasa por alto: las subastas a veces te permiten ver la máquina en su estado crudo y sin barnizar. Protectores retirados, paneles abiertos, fugas visibles. Los distribuidores pueden, sin querer, ocultar problemas bajo pintura fresca y cableado ordenado.
He visto cerrar un taller porque asumieron que el reacondicionamiento del distribuidor implicaba una evaluación del ciclo de vida, solo para descubrir que los controles de seguridad no cumplían y el costo del reacondicionamiento eliminó su reserva de efectivo.
Así que comparas dos números: el precio del martillo de la subasta más los fantasmas cuantificados, frente al precio del distribuidor menos la incertidumbre reducida. No sentimientos. No reputación. Totales ajustados.
Lo que nos lleva al único número que realmente importa.
Este es tu momento de póker.
Cartas visibles: precio del martillo y aspecto. Señales ocultas: desgaste del riel, antigüedad del controlador, deriva de tolerancia, soporte de repuestos.
Ya construiste tres columnas — costos conocidos, correcciones probables, contingencia. Ahora añade una más: corrección del peor caso para la falla más cara y plausible. Reemplazo del controlador. Reconstrucción hidráulica mayor. Reacondicionamiento completo de seguridad.
Aquí está la fórmula en matemáticas simples de taller:
Oferta Máxima = (Valor de Mercado de una Máquina Confiable Comparable)
Si ese número es más bajo que la oferta actual, te retiras. Sin discursos. Sin orgullo.
Imagina un taller rentable con una plegadora ajustada que mantiene ±0.05°, operadores confiados, clientes tranquilos. Esa estabilidad vale más que presumir de una victoria barata. Tu filtro protege esa estabilidad.
¿La parte no obvia?
No estás comprando una prensa plegadora. Estás comprando variabilidad.
Si el número total ajustado al riesgo aún deja margen después del escenario más feo y razonable, ofreces como un depredador. Si no, dejas que alguien más arrastre ese hierro a casa y aprenda la lección que acabas de evitar.
Así que cuando el subastador empiece a cantar y tu pulso se acelere, hazte una pregunta fría:
¿He calculado el precio de los fantasmas — o estoy a punto de apostar por ellos?


















