

Il pistone ha ciclato in modo fluido. Il riscontro posteriore si è mosso. Lo schermo si è illuminato come un albero di Natale.
Poi abbiamo messo sotto una striscia di prova da 6 piedi. Lato sinistro piegato a 82°. Lato destro a 87°. Stessa corsa. Stesso programma. La punta superiore con angolo R usurata oltre 0,03 mm, guide lasse, telaio mai livellato dopo l’ultimo spostamento. Il tasso di approvazione del primo pezzo sarebbe stato sotto 85% in una buona giornata.
Ma ehi — “si è accesa”.”
È quel divario che devi colmare prima ancora di guardare la tua leva.
“Come è, dove è” non significa “economico”. Significa “erediti la storia”.”
E la maggior parte di queste storie inizia con un proprietario di officina che aveva già fatto i conti e non gli piaceva la risposta.
Ho visto un’officina fallire perché hanno comprato una pressa idraulica da 200 tonnellate all’asta, sembrava un affare, salvo poi scoprire che il telaio era fuori livello di 0,12 mm lungo il banco. Non sembra molto finché il disallineamento del punzone oltre 0,1 mm non comincia a distruggere gli utensili e a scartare il 25% dei pezzi. Hanno passato sei mesi a rincorrere “errori dell’operatore” prima di ammettere che il problema era la macchina. Il flusso di cassa si è dissanguato mentre litigavano fra loro.
Pensi di comprare ferro. Stai comprando decisioni rimandate.
Allora perché queste macchine lasciano davvero il pavimento?

Immagina un’officina redditizia con una pressa perfettamente tarata che mantiene ±0,05° di precisione su 8 piedi. Ordini stabili. Operatori formati.
Perché la dovrebbero svendere all’asta?
Non lo farebbero.
Le liquidazioni avvengono per tre motivi: fallimento, pressione per l’aggiornamento o una macchina che non può soddisfare economicamente il lavoro attuale. Fallimento significa che la manutenzione è stata rimandata. Pressione di aggiornamento significa che i clienti hanno richiesto tolleranze più strette o cambi più rapidi. “Non può soddisfare il lavoro attuale” di solito si traduce in deriva, perdita di ripetibilità o limiti del controllore che rendono la programmazione moderna un grattacapo.
Ora ecco la parte che nessuno dice ad alta voce: le presse moderne, anche quelle meccaniche o elettriche più vecchie, possono ripetere il posizionamento del pistone entro 0,0005”–0,001” sotto carico se le guide sono serrate e la macchina è in buone condizioni. Quindi, quando la precisione crolla, raramente è perché “vecchio equivale a cattivo”. È perché qualcosa si è usurato, allentato o è diventato obsoleto — e qualcuno ha deciso che ripararlo non valeva la spesa.
Se non valeva la spesa per loro, perché dovrebbe valere per te?
Ogni annuncio d’asta si vanta: “La macchina si accende.”
Certo che lo fa. È il livello più basso nella struttura.
Un freno può ciclarlo tutto il giorno e comunque produrre una deviazione angolare sistematica a causa dell’usura della matrice oltre 0,03 mm, del recupero elastico non corretto nel programma, o di un ariete che non è parallelo sotto carico. Nulla di questo appare nelle foto. Nulla si vede in un video di 30 secondi di prova.
Peggio, una macchina può “funzionare” e comunque essere pericolosa. Una lastra ad alta resistenza immagazzina energia di recupero elastico significativa. Se il raggio del punzone è sbagliato e il controllo della tonnellata non è preciso, hai creato una catapulta d’acciaio. Questo rischio non si manifesta durante un ciclo a vuoto.
Quindi se “si accende” non ti dice nulla sulla precisione o sulla sicurezza, cosa sposta davvero l’ago dei costi?
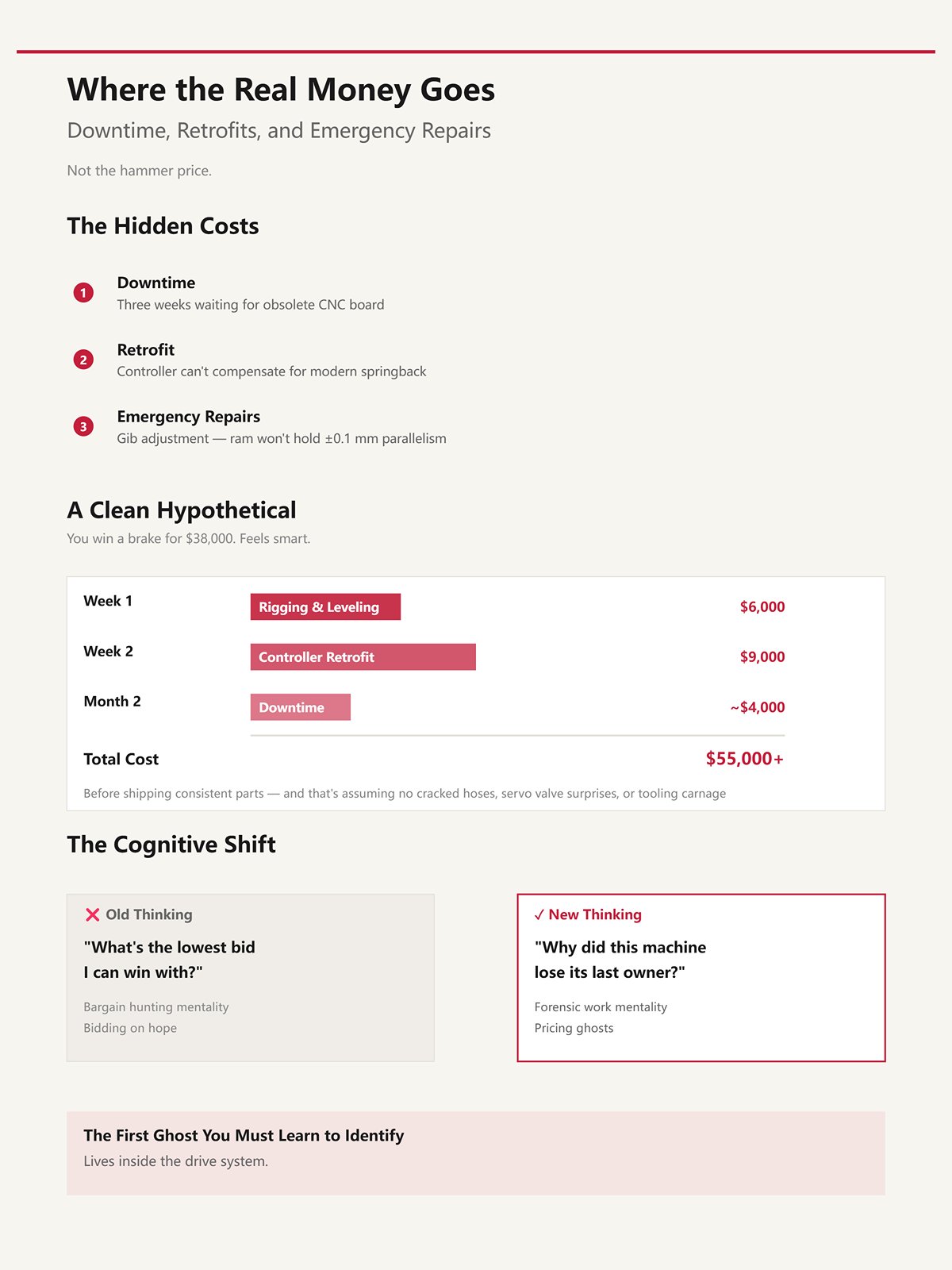
Non il prezzo al martello.
Fermo macchina mentre aspetti tre settimane per una scheda CNC obsoleta. Un retrofit perché il controllore non può compensare le tabelle di recupero elastico moderne. Regolazione urgente della slitta perché l’ariete non mantiene il parallelismo entro ±0,1 mm su tutto il piano.
Facciamo un’ipotesi pulita. Vinci un freno per $38.000. Ti sembra una mossa intelligente.
Settimana uno: $6.000 per movimentazione e livellamento. Settimana due: $9.000 di retrofit del controllore perché i pezzi sono fuori produzione. Mese due: due giorni di fermo per inseguire un’incoerenza di angolo che risale al gioco della guida.
Sei oltre $55.000 prima di spedire pezzi consistenti — e questo supponendo nessun tubo rotto, nessuna sorpresa alla valvola servo, nessuna distruzione degli utensili dovuta alla deriva di tonnellata.
Il cambio di mentalità di cui hai bisogno è semplice: smetti di chiederti, “Qual è l’offerta più bassa con cui posso vincere?”
Inizia a chiederti, “Perché questa macchina ha perso il suo ultimo proprietario — e quanto mi costerà correggere quella storia?”
Perché una volta che vedi le aste come un lavoro forense invece che caccia all’affare, smetti di fare offerte basate sulla speranza e inizi a prezzare i fantasmi.
E il primo fantasma che faresti meglio a imparare a identificare vive all’interno del sistema di trasmissione.
Sei in piedi sul cemento freddo alle 9:12. Il banditore già suda attraverso la camicia. Davanti a te: un idraulico da 12 piedi, un elettrico di metà anni 2000 e un vecchio bruto a volano meccanico che sembra abbia stampato parti di carri armati in una vita precedente. Tutti e tre “ciclano”. Tutti e tre sembrano decenti da tre metri di distanza.
Allora come capire quale è un bene recuperabile — e quale è una tassa quotidiana su ogni piega che spedisci?
Cominci iniziando a osservare come ogni sistema di trasmissione si guasta con l'età. Non il dépliant. Il modello di usura. L’idraulica deriva. Le parti meccaniche si allentano. Gli impianti elettrici diventano silenziosi proprio prima di diventare costosi. Fantasmi diversi. Fatture diverse. E se non sai leggere quei segnali, stai semplicemente spingendo fiches nel piatto sperando che le carte ti ricambino.
Analizziamoli come farebbe un broker che ha dovuto rivendere i propri errori.
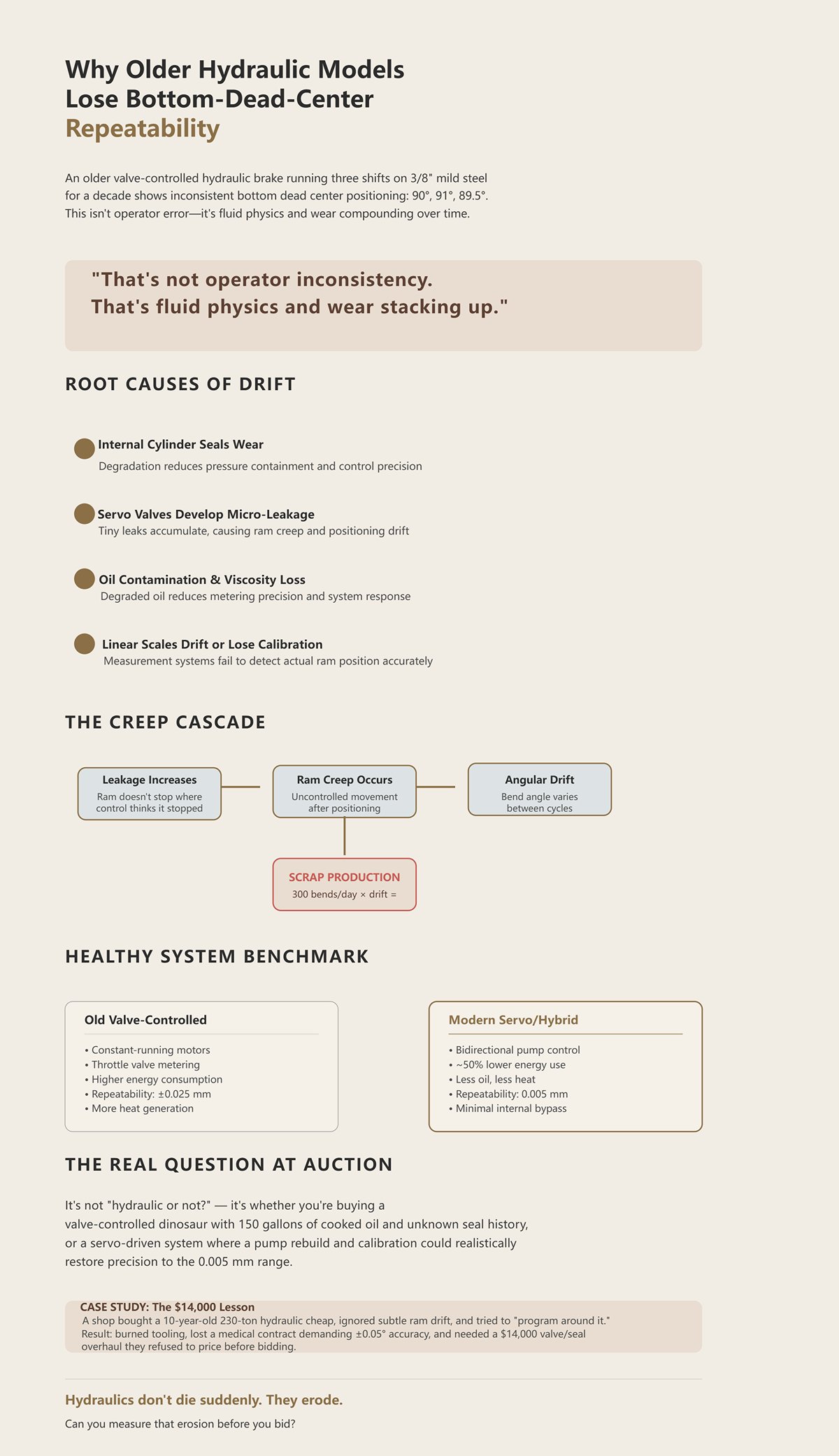
Immagina una pressa piegatrice idraulica a valvole, più vecchia, che lavora tre turni su acciaio dolce da 3/8″ per un decennio. Porti il pistone fino al punto morto inferiore — è il punto più basso della corsa dove si forma l’angolo. Primo colpo, 90°. Secondo colpo, 91°. Terzo, 89,5°. Nessuna modifica al programma.
Non è “inconsistenza dell’operatore”. È fisica dei fluidi e usura che si accumulano.
I sistemi idraulici dipendono dal volume dell’olio, dalla pressione e dall’esatto dosaggio di quell’olio attraverso valvole servo o proporzionali. Col tempo:
Sotto carico, l’olio si comprime leggermente. Quando guarnizioni e valvole sono in buone condizioni, il sistema di controllo compensa e puoi mantenere un posizionamento del pistone impressionante — ho visto idrauliche sane ripetere entro ±0,025 mm al pistone. Ma quando aumenta la perdita, il pistone non si ferma esattamente dove il controllo “crede” di essersi fermato. Scivola.
Quello scivolamento si manifesta come variazione del punto morto inferiore. Che si manifesta come deriva dell’angolo. Che si manifesta come scarto.
Ora moltiplica questo per 300 piegature al giorno.
Una pressa piegatrice idraulica economica con deriva al punto morto inferiore non è un affare — è una perdita misurata nella tua marginalità.
Ecco dove gli acquirenti ingenui si bruciano: pensano che “vecchia idraulica” significhi automaticamente imprecisa. Non sempre. I sistemi moderni a servo-pompa o ibridi utilizzano il controllo bidirezionale della pompa invece di motori a funzionamento costante e valvole di strozzamento. Possono ridurre il consumo energetico di circa la metà rispetto alle idrauliche a valvole tradizionali e raggiungere posizionamenti ripetitivi nell’ordine di 0,005 mm quando sono in buone condizioni. Meno olio. Meno calore. Meno bypass interno.
Quindi la vera domanda all’asta non è “idraulica o no?”
È: dinosauro a valvole con 150 galloni di olio cotto e storia delle guarnizioni sconosciuta — oppure sistema a servo con ricostruzione della pompa e calibrazione che potrebbe realisticamente ripristinare la precisione?
Ho visto un’officina fallire perché ha comprato una pressa piegatrice idraulica da 230 tonnellate con 10 anni di vita, a basso prezzo, ignorando un lieve scivolamento del pistone, e cercando di “programmare compensando”. Hanno bruciato utensili, perso un contratto medico che richiedeva ±0,05° di precisione, e hanno incolpato il loro operatore della pressa piegatrice finché non si è licenziato. La macchina aveva bisogno di una revisione della valvola e della guarnizione $14,000 che si rifiutavano di valutare prima di fare l’offerta.
Gli impianti idraulici non muoiono all’improvviso. Si deteriorano.
Puoi misurare quel deterioramento prima di fare l’offerta?
Ora passa alla meccanica.
Grande volano. Frizione. Corsa fissa. Quando scatta, scatta sempre nello stesso modo. Nessuna comprimibilità dell’olio. Nessuna oscillazione della valvola servo. Solo inerzia rotazionale convertita in forza lineare. Il pistone scende sempre alla stessa profondità, assumendo che il collegamento e le guide non siano usurati fino a diventare laschi.
Sentirai persone dire con disprezzo: “Solo ±0,5° a ±1° di accuratezza.”
Rispetto a un’idraulica CNC calibrata che mantiene ±0,05°, suona come preistorico.
Ma entriamo nello specifico.
Supponiamo che tu stia piegando staffe A36 da 1/4″ per attrezzature agricole. La tolleranza indicata sul disegno: ±1°. Alto volume. Stessa piega, tutto il giorno. La forza uniforme di una meccanica può essere brutalmente coerente per questo tipo di lavoro. Meno strati elettronici. Manutenzione più semplice. Facile revisione della frizione. Nessuna perdita idraulica da inseguire.
In quell’ambiente, inseguire la precisione di livello elettrico significa solo pagare per un eccesso.
Dove le presse meccaniche diventano problematiche è nella versatilità. Corsa fissa significa che non hai un controllo fine programmabile sulla profondità senza regolazione meccanica. Piegature complesse in più passaggi con aria? Compensazione precisa del ritorno elastico? Dimenticalo. E man mano che perni e boccole del collegamento si usurano, introduci variazioni angolari più difficili da compensare digitalmente perché non c’è un sofisticato livello di compensazione.
Il gioco nella trasmissione diventa errore angolare nel pezzo. Questa è geometria meccanica, non software.
Ecco il costo fantasma nascosto: se il mix di contratti cambia — diciamo che ottieni staffe aerospaziali che richiedono ±0,25° — quella stessa pressa meccanica non è “economica”. È un limite di capacità. O piegherai troppo e aggiusterai gli stampi come nel 1987, oppure perderai il lavoro.
Il creep di tonnellaggio entra in gioco anche qui. Le presse meccaniche forniscono la forza di picco in un punto specifico della corsa. Se lo spessore del materiale varia e si lavora vicino alla capacità, non si ottiene il controllo adattivo della pressione che l’idraulica offre. È così che gli utensili si scheggiano e gli operatori si innervosiscono.
Quindi no, ±0,5° a ±1° non ti rovinerà automaticamente.
Ma se il tuo fatturato dipende da contratti a tolleranza stretta, quella limitazione della meccanica non è teorica. È già calcolata nel prezzo dei lavori che non puoi nemmeno quotare.
Stai acquistando per il lavoro che hai — o per quello che stai cercando di ottenere?
Ora parliamo delle elettriche.
Viti a ricircolo di sfere o sistemi servo con cinghia. Nessun olio idraulico. Precisione a trasmissione diretta. Silenziose. Pulite. Efficienti dal punto di vista energetico. Per tonnellaggi leggeri o medi, sono splendide quando sono in buone condizioni.
Ho visto una elettrica di metà anni 2010 piegare acciaio inox calibro 14 per tutta la mattina. Il martinetto si fermava come se avesse colpito un blocco di granito. Il riscontro posteriore scattava in posizione. La variazione di angolo su un pezzo di 6 piedi restava entro ±0,1° senza drammi. Quel tipo di ripetibilità riduce il tempo di ispezione del primo pezzo, le ripiegature e il babysitting da parte dell’operatore.
Questi sono soldi veri.
Ma le elettriche datate hanno i loro fantasmi. Le viti a ricircolo di sfere si usurano. I motori servo perdono fedeltà dell’encoder. I drive diventano obsoleti. E quando una scheda di controllo proprietaria si guasta, non si ricostruisce una valvola idraulica $600 — si prega che il produttore risponda ancora al telefono.
Quindi quando ha senso fare offerte aggressive?
Quando si verificano tre condizioni:
Se il gioco è minimo e il controllo è reattivo e aggiornato, un elettrico datato può superare in precisione e in costo energetico un vecchio idraulico a valvola, con meno variabili da inseguire. In ambienti ad alta varietà e tolleranze ristrette, quella stabilità si traduce direttamente in un rendimento alla prima passata più elevato e in tempi di setup più brevi.
È allora che una guerra di offerte non è emotiva. È strategica.
Ma ecco il punto — ed è qui che gli apprendisti fanno esplodere il budget — il tipo di azionamento da solo non determina più la sopravvivenza. Gli elettroidraulici ibridi combinano la precisione del servo con la forza dell’idraulica. Alcuni di essi superano gli elettrici puri in versatilità e gli idraulici puri in efficienza.
Quindi, se i sistemi di azionamento invecchiano in modi prevedibili — deriva, gioco, backlash — e gli ibridi confondono le linee di demarcazione, qual è il componente che alla fine stabilisce se quei peccati meccanici possono essere corretti… o restano fissati per sempre?
Il singolo componente che decide se gli errori di invecchiamento possono essere corretti o sono impressi per sempre?
Il controller.
Non mi importa se è idraulico, elettrico, ibrido o alimentato da un criceto a espresso. Se il CNC non può leggere il feedback, comandare una correzione proporzionale e rimanere servibile tra cinque anni, non stai comprando una pressa piegatrice — stai comprando un bilanciere a corsa fissa con opinioni.
La scorsa primavera stavo in un magazzino fissando una piegatrice da 175 tonnellate europea. Vernice ancora lucida. Guide pulite. Il bilanciere si muoveva fluido. Lo schermo si accendeva. Ma ehi — “si accendeva.” È questa la bugia in cui la gente cade. Il proprietario sussurrò: “Il controller è un po” instabile.” Traduzione: errore di avvio intermittente, il riscontro posteriore perde comunicazione a metà ciclo, correzione dell’angolo disattivata perché la scheda dell’encoder era stata bypassata.
Il tipo di azionamento non contava più. Senza un controllo sano, nessuno dei peccati meccanici poteva essere corretto. Il futuro della macchina non era scritto nelle perdite d’olio o nell’usura della vite a ricircolo di sfere — era scritto nel silicio.
Quindi non chiedi: “È idraulica o elettrica?”
Chiedi: “Il cervello è vivo — e posso mantenerlo vivo?”
Passiamo ai fatti concreti.
Una scheda madre CybTouch 15 di 15 anni è ancora disponibile nuova per circa $1.375. Gli schermi e i pannelli frontali superano i duemila dollari. Questo sorprende gli apprendisti. Presumono che “proprietario” significhi estinto. A volte non è così.
Ora la trappola: la disponibilità dei componenti non equivale alla sopravvivenza del sistema.
Se quel controller comunica correttamente con valvole servo ±10VDC, legge scale lineari e chiude il ciclo abbastanza velocemente da mantenere ±0,05° di precisione, hai qualcosa che vale la pena preservare. Sostituisci una scheda, ricalibri e sei di nuovo operativo.
Ma supponi che l’OEM abbia cessato la produzione dell’amplificatore servo che fa da interfaccia tra il CNC e il blocco valvole. La scheda madre potrebbe essere disponibile — ma il livello di integrazione no. Ora sei nel territorio del retrofit.
Ho visto un’officina sostituire un controllo riscontro posteriore Automec guasto con un sistema portatile e stepper $158. Per il posizionamento dell’asse X soltanto, funzionava. Vittoria a basso costo.
Poi hanno provato la stessa logica su un asse del bilanciere che richiedeva il controllo analogico delle valvole e il feedback dell’encoder. Mach3 non parla fluentemente il linguaggio dei servo industriali. La piegatrice è diventata una macchina a tentativi. Deriva dell’angolo. Arresti incoerenti. Scarti in accumulo. Improvvisamente quel “retrofit economico” richiedeva un kit ad anello chiuso da $15.000 con nuovi azionamenti e scale per renderlo sicuro per la produzione.
Ho visto un’officina fallire perché aveva acquistato una pressa da 200 tonnellate degli anni “90 a buon mercato, presumendo che avrebbero ”solo adattato il controllo”. Quando hanno sostituito servomotori, scale e rifatto il cablaggio del quadro elettrico, si sono ritrovati con $28.000 spesi su una macchina che valeva $35.000 nei giorni migliori. Hanno inseguito errori fantasma per otto mesi mentre i loro concorrenti spedivano pezzi.
La domanda non è se esista una scheda madre.
La domanda è se l’intero ecosistema di feedback — scale, azionamenti, interfacce valvole, firmware — possa essere supportato senza trasformare la macchina in un progetto scientifico.
Se il controllore non può correggere l’usura, sei bloccato con la verità meccanica che ti dà la struttura. Il che ci porta al numero che seduce i principianti alle aste: la tonnellata.
Una targhetta riporta: 230 tonnellate, 12 piedi.
Sembra autorevole.
Ora immagina di piegare 1/2″ di AR400 su 10 piedi. Alta resistenza alla trazione. Tolleranza minima. Stai operando vicino alla capacità nominale. Su carta, 230 tonnellate bastano.
Ma il tonnellaggio nominale è calcolato a una distanza specifica dal fondo della corsa — spesso 1/2″ sopra il punto morto inferiore — e di solito presuppone acciaio dolce. Cambia la larghezza della matrice a V, cambia la resistenza alla trazione del materiale, cambia la lunghezza della piega, e quel numero varia rapidamente.
Ecco dove i costi nascosti iniziano a insinuarsi.
Se il tuo controllore non può compensare la flessione della tavola — nessun controllo del bombamento, nessun feedback angolare in tempo reale — la tua pressa “da 230 tonnellate” potrebbe fornire risultati costanti solo su 8 piedi dei tuoi 10 piedi di pezzo. Il resto diventa una città di spessori. Questo è il “creep” del tonnellaggio: inseguire la forza teorica perché il tuo controllo non può distribuirla o monitorarla correttamente.
Immagina un’officina redditizia con una pressa perfettamente tarata che mantiene Precisione ±0,25° su 10 piedi. Non si vantano del tonnellaggio. Si vantano della ripetibilità sotto carico.
Un controllore debole trasforma un alto tonnellaggio in forza bruta. Un controllore capace trasforma un tonnellaggio moderato in precisione.
Quale numero ti fa davvero guadagnare?
E tutto ciò presuppone che la geometria ti permetta di realizzare il pezzo per cominciare.
| Argomento | Dettagli |
|---|---|
| Tonnellaggio su carta vs. capacità utile | Il tonnellaggio nominale non equivale sempre alla reale capacità di piegatura per il tuo materiale e configurazione specifici. |
| Targhetta macchina | Una targhetta riporta: 230 tonnellate, 12 piedi — suona autorevole. |
| Scenario reale | Piegare 1/2″ AR400 su 10 piedi implica un’elevata resistenza alla trazione e una minima tolleranza, operando vicino alla capacità nominale. |
| Assunzioni sulla tonnellaggio nominale | Calcolato a una distanza specifica dal fondo della corsa (spesso 1/2″ sopra il punto morto inferiore) e generalmente presuppone acciaio dolce. |
| Variabili che modificano la capacità | Modificare la larghezza della matrice a V, la resistenza alla trazione del materiale o la lunghezza della piega altera rapidamente i requisiti effettivi di tonnellaggio. |
| Costi nascosti (fantasma) | I divari di capacità compaiono quando la macchina e il controllore non riescono a mantenere prestazioni costanti sull’intera lunghezza. |
| Compensazione della deflessione | Senza controllo della bombatura o feedback sull’angolo in tempo reale, una pressa “da 230 tonnellate” può fornire risultati costanti solo su 8 dei 10 piedi. |
| Crescita del tonnellaggio | Inseguire la forza teorica perché il sistema di controllo non riesce a distribuire o monitorare correttamente il carico. |
| Esempio di officina redditizia | Le officine che mantengono una precisione di ±0,25° su 10 piedi si concentrano sulla ripetibilità sotto carico, non solo sul tonnellaggio. |
| Impatto del controllore | Un controllore debole trasforma un alto tonnellaggio in forza bruta; un controllore efficiente trasforma un tonnellaggio moderato in precisione. |
| Domanda di profitto | Quale numero ti fa realmente guadagnare — il tonnellaggio grezzo o la precisione controllata? |
| Limitazione geometrica | Anche un tonnellaggio sufficiente presuppone che la geometria del pezzo consenta di effettuare la piega in primo luogo. |
Ho visto un acquirente aggiudicarsi una pressa piegatrice da 150 tonnellate per una cifra irrisoria. Metà anni 2000. Buona marca. Idraulica pulita. Aveva intenzione di piegare sezioni alte a scatola per pannelli architettonici.
Non controllò mai l’apertura.
L’apertura (daylight) è la distanza tra il banco e il pistone alla massima apertura. L’altezza di chiusura è la distanza minima a fine corsa. La corsa del pistone è quanto il pistone effettivamente si muove. Questi tre numeri determinano se i tuoi utensili e il pezzo fisicamente possono entrare nella macchina.
La sua pressa aveva 18 pollici di apertura. Il suo set di utensili per scatole previsto ne richiedeva 21.
Non importa quanto sia nuova la macchina. Non importa se il controllore è moderno. Il ferro non si può allungare.
Ora collega questo alla salute del controllore.
Se la corsa del pistone è al limite, un controllore intelligente può a volte ottimizzare la velocità di avvicinamento, le zone lente e il posizionamento al punto morto inferiore per spremere spazio di formatura utile mantenendo ±0,1 mm di ripetibilità in profondità. Se il controllore è obsoleto e rudimentale, ottieni una logica di avvicinamento fissa e un posizionamento approssimativo. Minore spazio utile. Maggiori compromessi di setup.
L’età non detta le capacità.
Geometria più controllabilità sì.
Quindi, prima di alzare la paletta, misuri l’apertura. Confermi l’altezza di chiusura. Verifichi la corsa. Poi interroghi il controllore come se ti dovesse dei soldi.
Perché una volta tolta la vernice, le targhette e la tonnellaggio da brochure, rimane una verità brutale:
Se il CNC non può leggere, calcolare e comandare correzioni — e se non puoi mantenere vivo quel cervello — ogni altra specifica su quella macchina è solo una carta visibile sul tavolo da poker.
La mano nascosta è sempre il controllore.
E la prossima domanda non è “È buono?”
È “Come lo dimostro prima di fare un’offerta?”
La primavera scorsa mi sono trovato davanti a una pressa piegatrice da 10 piedi, 175 tonnellate, durante un’anteprima d’asta. Vernice fresca. Nuove guarnizioni. Il pistone si muoveva in modo fluido. Ma quando ho fissato un indicatore a quadrante al banco e ho spinto a mano sulla trave del riscontro posteriore, l’ago ha oscillato di 0,012″ prima che il servo reagisse.
Il venditore ha detto: “Il controller va bene. Si avvia.”
Ma ehi — “si è accesa”.”
Se la salute del controller è la mano nascosta al tavolo da poker, ecco come leggere i segnali prima di spingere le tue fiches. Non ti fidi dello schermo. Testi il circuito di feedback. Carichi la struttura. Misuri ciò che si muove quando non dovrebbe.
Le foto mostrano vernice e tonnellaggio. Non mostrano il gioco perso tra una vite a ricircolo di sfere e la sua chiocciola, o un pistone che è stato portato a fondo corsa così tante volte che le guide hanno preso una forma a campana. Se il controller non riesce a vedere o correggere quegli errori abbastanza velocemente da mantenere ±0,05° di precisione sotto carico, il prezzo al martello è solo l’ante.
Allora come verifichi ciò prima di fare un’offerta?
Costruisci una matrice — usura degli utensili, gioco degli assi, verità idraulica — e misuri invece di indovinare.
Avvicinati al set di punzone e matrice. Ignora le lentiggini di ruggine. Guarda il modello di usura.
Una volta ho tolto una matrice a 4 vie segmentata da una macchina e trovato i 90 cm centrali lucidi come cromo mentre le sezioni esterne avevano ancora i segni di rettifica di fabbrica. Questo ti dice che gli operatori lavoravano sempre al centro del banco. Lavori ripetuti ad alto tonnellaggio in una zona. Questa è la deriva del tonnellaggio in forma fisica.
Ora chiediti perché.
Se il controller e il sistema di compensazione erano sani, la deflessione su 3 metri sarebbe stata compensata. I pezzi avrebbero corso su tutta la lunghezza. Usura uniforme. Quando vedi lucentezza localizzata, stai guardando una delle due storie: o l’officina piegava solo pezzi corti, oppure le estremità non riuscivano a mantenere l’angolo entro le specifiche e gli operatori le evitavano.
Ecco il bivio.
Fai scendere il pistone su paralleli lungo il banco. Metti un comparatore da 0,0005″ a sinistra, al centro, a destra. Porta il pistone a contatto leggero, quindi aumenta gradualmente la pressione. Guarda la deviazione. Un controllo moderno con scale lineari funzionanti dovrebbe correggere la deflessione del telaio in modo dinamico. Se vedi un’estremità in ritardo senza compensazione, il circuito di feedback non si chiude come lo schermo sostiene.
Ecco il segreto sporco: controlli multi-asse di alto livello possono mascherare pecche strutturali. Correggono automaticamente la profondità per mantenere l’angolo anche se il pistone è leggermente storto. Otterrai pezzi in specifica — per un po’. Ma questa correzione costante accelera l’usura delle guide e consuma la vita delle valvole. Il controller diventa una stampella per la struttura stanca.
Ho visto un’officina fallire perché si fidava di un CNC di punta per “gestire la cosa”. La macchina manteneva l’angolo — fino a quando la scala lineare si è guastata e nessuno si è accorto che il pistone era meccanicamente fuori parallelo di 0,3 mm lungo il banco. Quando l’encoder di backup ha preso il controllo, lo scarto è raddoppiato da un giorno all’altro.
L’usura degli utensili è il primo segnale. Pone una domanda diretta: questa pressa è dritta perché è sana — o dritta perché il software sta sudando?
Ora fissa quel comparatore al dito del riscontro posteriore. Azzeralo. Spingi e tira lungo l’asse X a mano con i servo abilitati.
Su un sistema ben serrato, potresti vedere un movimento elastico di 0,001″–0,003″ — torsione della vite a ricircolo di sfere e conformità del servo. È normale. Quando vedi 0,010″–0,020″ prima che la resistenza aumenti, stai guardando del gioco o cuscinetti lineari usurati.
Ecco dove i principianti si confondono.
Un calibro motorizzato a singolo asse (solo X) con posizionamento manuale del dito può comunque produrre buoni pezzi se l’operatore conosce i suoi offset. Il gioco nel carrello del dito non è sempre fatale. Ma il backlash tra il motore e la vite? Quello è errore cumulativo che il controllore deve inseguire ad ogni ciclo.
Comanda 10,000″. Misura la posizione effettiva di arresto dieci volte. Se la dispersione supera ±0,1 mm di ripetibilità senza contatto con il materiale, l’asse non è stabile. Il controllore può mostrare numeri perfetti mentre l’insieme meccanico — giunto, cuscinetto di spinta, madrevite a sfere — fluttua.
E ricorda: i calibri multi-asse (X, R, Z1, Z2) introducono più cuscinetti, più viti, più possibilità di errori di accumulo. Sono fantastici quando in buone condizioni. Sono distruttivi per il budget quando usurati.
Ho visto acquirenti presumere “è CNC, quindi è preciso.” Poi scoprono che la vite a sfere dell’asse X ha un gioco assiale misurabile e che il produttore ha interrotto l’assemblaggio della madrevite abbinata. Ora ti ritrovi con lavorazioni su misura o un retrofit completo.
Allora cosa è accettabile?
Se il gioco dell’asse può essere regolato via madrevite e cuscinetti di spinta, e puoi ripristinare la ripetibilità entro ±0,05 mm su tutta la corsa, sei in territorio di manutenzione. Se la vite è corrosa, le guide sono segnate da brinellatura e le tabelle di compensazione sono al massimo solo per raggiungere il valore nominale — stai guardando un intervento di revisione.
E non vedrai nulla di tutto ciò in una foto d’asta.
Stai dietro alla macchina durante una corsa. Ascolta.
Un sistema idraulico sano ha un suono di carico costante. Se senti fluttuazioni vicino al punto morto inferiore, può significare un bypass interno nelle guarnizioni dei cilindri. Il punzone si muove ancora. Solo che non mantiene la pressione in modo costante durante la sosta.
Ora porta il punzone in basso con pressione moderata e osserva la lettura di posizione. Se deriva di più di 0,02 mm in 10–15 secondi senza input di comando, il fluido sta passando da qualche parte. Il controllore può ordinare la correzione — solo se le valvole e le scale rispondono abbastanza rapidamente. In caso contrario, ottieni perdita d’angolo su pieghe lunghe.
Controlla le guide. Cerca segni di usura irregolare o rigature. Un’eccessiva tolleranza qui consente al punzone di inclinarsi sotto carichi asimmetrici. Il controllore può compensare su un lato usando il controllo indipendente Y1/Y2, ma ciò presuppone che le scale lineari siano affidabili e che le valvole servo rispondano correttamente ai segnali ±10V senza isteresi.
Poi c’è la bombatura.
I sistemi a cunei manuali si consumano nei punti di contatto. La bombatura CNC utilizza piccoli motori o idraulica per pre-piegare il banco. Se il meccanismo di bombatura si blocca o ha zone morte, il modello di flessione del controllore diventa finzione. Inseguirai l’angolo lungo la lunghezza con spessori, come nel 1985.
Ecco la verità da tavolo da poker: ognuno di questi difetti può coesistere con uno schermo che sembra perfetto e un punzone che si muove in modo fluido a vuoto.
La matrice di ispezione ti obbliga a correlare tre elementi: posizione comandata, movimento misurato e reazione strutturale sotto pressione. Se questi non coincidono meccanicamente — non digitalmente — non stai acquistando un affare. Stai acquistando fisica rimandata.
Quindi, una volta misurato il gioco, mappata l’usura e osservato il pistone mantenere — o non mantenere — la posizione, la domanda successiva non è “Funziona?”
È “Quanto mi costerà renderlo affidabile?”
Hai misurato l’usura. Hai visto il pistone lottare con sé stesso sotto carico. Ora l’unica domanda che conta è questa: quale numero scrivi sulla tua scheda da offerente per evitare di bruciare il budget operativo?
Ecco come convertire la verità meccanica in dollari.
Considera il prezzo finale come il valore facciale di una mano di poker. La verniciatura e la dimostrazione “accensione” sono le carte visibili. Il vero gioco sono i “segnali” — ritardo nella trasmissione, obsolescenza del controllore, deriva sotto pressione — e ogni segnale ha un prezzo se ti prendi la briga di calcolarlo. Non stai acquistando il ferro. Stai acquistando il costo per far sì che quel ferro pieghi pezzi ±0,05° di precisione fin dal primo giorno.
Tralasciare un fantasma, e l“”affare” non è più un affare.
Inizia con le cose noiose. Non sono mai noiose quando arriva la fattura.
Una pressa da 120 tonnellate non si teletrasporta dal pavimento dell’asta alla tua officina. Paghi per imbracatori, gru, permessi, camion pianale, assicurazioni supplementari e la gioia di vedere un operatore di muletto avanzare millimetro dopo millimetro verso il telaio della tua porta, con 8.000 kg di responsabilità che oscillano in aria. Poi c’è il tuo pavimento. Se la tua soletta è di 10 cm e la macchina ne richiede 20 con armatura e piastre di malta, taglierai il calcestruzzo prima di tagliare il metallo.
Ipotesi, ma comune: “rubare” una pressa per $40.000 sotto il prezzo di mercato. Imbracatura e trasporto costano $12.000. Ri-cablaggio elettrico e conversione di fase costano $6.000. Nuove ancore, malta e un fine settimana di fermo per colare e curare? Altri $8.000 tra manodopera e produzione persa. La tua vincita di $40.000 si è ridotta a $14.000 — e non abbiamo ancora toccato il cuore della macchina.
Il “creep” della tonnellata è il killer silenzioso qui. Compri una pressa più grande del necessario perché sembra margine di sicurezza. Ora ti serve un’imbracatura più pesante, più rinforzo al pavimento, forse un trasformatore più grande. Capacità che non fatturerai mai, ma che pagherai sempre per movimentare.
Ho visto un’officina fallire perché ha inseguito tonnellaggio all’asta, poi ha scoperto che l’edificio non poteva legalmente sostenere il carico puntuale senza lavori strutturali che non poteva finanziare.
Quindi, prima di fare un’offerta, costruisci una voce di bilancio per la logistica come se la macchina fosse già tua. Se lo sconto sparisce sulla carta, sparirà ancora più velocemente nella realtà.
E se stai già spendendo quei soldi per portarla a casa, cosa succede quando l’OSHA entra e guarda le protezioni?
Gli annunci d’asta adorano la frase “include barriere fotoelettriche”.”
Questa frase può significare “aggiornamento di sicurezza gratuito”. Può anche significare “rottame costoso”.”
Se il freno è di un tipo con frizione meccanica a rotazione completa — comune sulle vecchie macchine — le barriere fotoelettriche non possono legalmente fungere da unico sistema di protezione al punto di operazione secondo le norme moderne. Non è un piccolo adattamento. È una fondamentale incompatibilità tra tipo di trasmissione e metodo di protezione. Non stai solo spostando sensori. Stai progettando una diversa architettura di sicurezza.
Anche sulle macchine idrauliche, il posizionamento conta. La regola della costante di velocità della mano impone che le barriere siano collocate a una distanza minima dalla zona di pericolo. Se le metti troppo vicino, non superi l’ispezione. Se le metti abbastanza lontano da superare, potresti bloccare il lavoro su pezzi piccoli, a meno che tu ridisegni gli utensili o aggiunga protezioni secondarie. Ora il tuo impianto “conforme” diventa un collo di bottiglia per la produttività.
E la produttività è un costo.
Barriere più vecchie, certificate secondo norme superate, possono richiedere una validazione da parte di terzi per dimostrare che non rischiano di fallire in condizioni pericolose a causa di disturbi elettrici. Se non puoi documentare la dovuta diligenza e qualcuno si ferisce, il calcolo in tribunale supera di gran lunga quello dell’asta.
Ho visto una officina fallire perché aveva dato per scontato: “ha le barriere fotoelettriche, quindi siamo coperti”, per poi scoprire durante un audit del cliente che le loro protezioni non erano conformi e non assicurabili fino alla sostituzione.
Valuta così: sistema moderno completo di barriere fotoelettriche, integrazione con relè di sicurezza o PLC, cablaggio, programmazione, validazione, documentazione e formazione. Se il totale ti sembra scomodo, bene. Quello scomodo è onestà.
Perché il periodo di inattività più costoso non avviene durante l’installazione.
Avviene quando alzi l’interruttore per la prima volta.
Ecco la fantasia: Il pistone ha funzionato senza problemi nella casa d’aste. Lo scarichi, lo colleghi, premi “start” e stai già piegando entro lunedì.
Ecco la realtà: Ma ehi — si è “acceso”.”
I fallimenti di avvio non sono esplosioni drammatiche. Sono rifiuti silenziosi. Un servocomando va in errore sotto carico. Un CNC legacy si avvia, poi mostra un errore di parametro perché la memoria tampone alimentata a batteria si è scaricata durante il trasporto. Una valvola proporzionale si blocca dopo essere rimasta a secco per sei mesi. Nulla di ciò emerge in una dimostrazione di corsa di cinque minuti.
Quindi assegni un numero al rischio.
Se la tua officina fattura $5.000 al giorno su quella cella, e un avvio fallito costa due settimane tra diagnosi, approvvigionamento di parti e visite tecniche, sono $50.000 di costo opportunità. Aggiungi tariffe per tecnici di emergenza e spedizioni rapide. Ora il tuo freno economico chiede tributo prima di produrre un singolo pezzo vendibile.
Qui smetti di pensare come un offerente e inizi a pensare come un broker. Crei tre colonne prima del giorno dell’asta:
Aggiungile al prezzo di aggiudicazione. Quella somma è il tuo vero costo di acquisizione.
Poi — e solo allora — decidi la tua offerta massima ponendoti una domanda brutale: con quel totale, questa macchina rende ancora rispetto all’acquisto di una macchina più moderna o alla rinuncia completa?
Se la risposta è sì, fai un'offerta in modo aggressivo e dormi tranquillo la notte. Se il margine è sottile, fai un'offerta con cautela. Se i fantasmi mangiano il profitto prima della prima curva, tieni la paletta abbassata.
Perché vincere l'asta è facile.
Vincere dopo che il camion se ne va è la parte che conta.
Non verifichi i rischi nascosti con ottimismo. Li verifichi con una checklist e un cronometro.
Il giorno dell'asta, non sei lì per ammirare la vernice. Sei lì per costringere la macchina a dire la verità sotto carico. Fallo lavorare a caldo, non una sola volta, ma dieci volte. Piega materiale reale, non aria. Misura l'angolo a entrambe le estremità del banco. Se vedi una deviazione che supera ±0,5° su una semplice piega a 90° senza regolazioni di bombatura, stai fissando usura, deriva di compensazione o decadimento della programmazione. Non è un problema estetico. È margine che sanguina un grado alla volta.
Porta un comparatore centesimale. Controlla la ripetibilità della battuta posteriore. Se si sposta di più di ±0,1 mm in movimenti ripetuti, stai guardando giochi nelle guide o usura della vite a ricircolo di sfere che non si risolveranno da soli. Un disallineamento del punzone oltre 0,1 mm è sufficiente per avviare un flusso costante di scarti, soprattutto su materiali più sottili dove il ritorno elastico è già una lotta all'arma bianca. Verifichi misurando, non chiedendo al banditore se “ha funzionato la settimana scorsa”.”
Ho visto un'officina fallire perché si era fidata di una dimostrazione di cinque minuti, solo per scoprire dopo la consegna che la deviazione angolare superava ±1,5° una volta che l'olio si scaldava — la percentuale di pezzi buoni al primo tentativo è scesa sotto 85% e il cliente non ha aspettato il tempo di una ricostruzione.
Quindi il filtro inizia prima dell'emozione. Definisci cosa significa “accettabile” in numeri e, se la macchina non riesce a raggiungerli sul posto, non fai l'offerta.
Ma quali sono esattamente quei numeri per la tua officina?
Le specifiche minime vitali non sono i numeri più grandi sulla brochure. Sono i numeri più piccoli che mantengono vive le tue commesse.
Tonnellaggio prima di tutto. Calcolalo sul tuo lavoro regolare più spesso, non sulla parte mostro che fai una volta l'anno. Poi aggiungi un margine per la variazione del materiale — chiamalo margine pratico, non margine da ego. Il tonnellaggio può aumentare col tempo; una pressa piegatrice da 200 ton richiede sollevamenti più pesanti, basamento più spesso, maggiore manutenzione. Se il tuo lavoro si svolge sui 120 ton, comprare una da 300 perché “è un affare” significa pagare l'affitto su capacità inutilizzata.
La lunghezza del banco riguarda il mix di pezzi. Se il 80% del tuo lavoro entra in 8 piedi, un banco da 12 piedi è peso morto a meno che tu non venda attivamente pezzi più lunghi. I banchi più lunghi amplificano anche problemi di deflessione; i sistemi di bombatura e l'usura del telaio contano di più quanto più largo vai.
La precisione è dove gli amatori si illudono. Se mantieni lavori architettonici a ±1°, bene. Se stai puntando a lavori medicali o aerospaziali a ±0,05° di precisione, lo standard di ispezione cambia completamente. Ora stai controllando il feedback dell’encoder, la risposta della valvola proporzionale idraulica e la deriva termica. Un freno che “mantiene 90° tutto il giorno” non significa nulla senza una fascia di tolleranza associata.
Il tipo di azionamento decide la tua curva di manutenzione futura. Le vecchie macchine meccaniche con frizione a rivoluzione completa portano grattacapi nella progettazione della sicurezza. Gli impianti idraulici portano kit di guarnizioni, usura delle valvole e potenziale deriva del martinetto. I primi ibridi servo-idraulici possono intrappolarti con azionamenti obsoleti. Non stai scegliendo un’etichetta. Stai scegliendo i prossimi cinque anni di disponibilità dei pezzi.
Definisci queste specifiche su carta prima dell’asta. Se la macchina davanti a te manca anche solo uno dei punti non negoziabili, la decisione è già presa.
E se sei così disciplinato, perché non saltare il caos e comprare da un rivenditore di macchine ricondizionate?
Una garanzia limitata non è un’aureola. È un trasferimento del rischio — e devi leggere le clausole in piccolo con lo scetticismo di un cinico.
I rivenditori spesso avviano la macchina, sostituiscono le parti evidentemente usurate, magari riverniciano, talvolta aggiornano un controller. Ciò può eliminare la roulette dell’avviamento. Se offrono 90 giorni sui componenti principali, è un vero risparmio dalla colonna delle contingenze.
Ma chiedi cosa è escluso. Parti soggette a usura? Elettronica? Tempo di viaggio per il servizio? Se il CNC legacy si guasta e il produttore non lo supporta più, una clausola “funzionante al momento della vendita” non ti salverà da un retrofit a cinque cifre.
Ecco il rovescio della medaglia che la maggior parte dei offerenti ignora: le aste talvolta ti permettono di vedere la macchina nella sua condizione grezza, senza fronzoli. Protezioni rimosse, pannelli aperti, perdite visibili. I rivenditori possono involontariamente mascherare problemi sotto una nuova vernice e cablaggi ordinati.
Ho visto un’officina fallire perché presumeva che il ricondizionamento del rivenditore significasse che era stata effettuata una valutazione del ciclo di vita, solo per scoprire che i controlli di sicurezza non erano conformi e il costo del retrofit aveva spazzato via la riserva di liquidità.
Quindi confronti due numeri: il prezzo finale d’asta più i “fantasmi” quantificati, contro il prezzo del rivenditore meno l’incertezza ridotta. Non sensazioni. Non reputazione. Totali rettificati.
Questo porta all’unico numero che conta davvero.
Questo è il tuo momento da poker.
Carte visibili: prezzo finale e cosmetica. Indizi nascosti: usura delle guide, età del controller, deriva di tolleranza, supporto dei pezzi.
Hai già costruito tre colonne — costi conosciuti, probabili correzioni, contingenze. Ora aggiungine un’altra: correzione peggiore per il singolo guasto plausibile più costoso. Sostituzione del controller. Ricostruzione idraulica importante. Retrofit completo di sicurezza.
Ecco la formula in un semplice calcolo da officina:
Offerta Massima = (Valore di mercato di una macchina affidabile comparabile)
Se quel numero è inferiore all’offerta attuale, te ne vai. Niente discorsi. Niente orgoglio.
Immagina un’officina redditizia con una pressa perfettamente tarata che mantiene ±0,05°, operatori sicuri, clienti tranquilli. Quella stabilità vale più che vantarsi di una vittoria a buon mercato. Il tuo filtro protegge quella stabilità.
La parte non ovvia?
Non stai comprando una pressa piegatrice. Stai comprando una variabilità.
Se il numero totale rettificato per il rischio lascia ancora margine dopo lo scenario più brutto ragionevole, offri come un predatore. Se non lo fa, lasci che qualcun altro si trascini quel ferro a casa e impari la lezione che tu hai appena evitato.
Quindi quando il banditore inizia a cantilenare e il tuo polso accelera, chiediti una fredda domanda:
Ho messo a prezzo i fantasmi — o sto per scommettere su di loro?


















