

O pistão ciclou suavemente. O batente traseiro moveu-se. O ecrã iluminou-se como uma árvore de Natal.
Depois colocámos uma tira de teste de 6 pés por baixo. Lado esquerdo dobrado a 82°. Lado direito a 87°. Mesmo curso. Mesmo programa. Canto R da matriz superior gasto além de 0,03 mm, guias soltas, estrutura nunca nivelada após a última mudança. A taxa de aprovação da primeira peça teria ficado abaixo de 85% num bom dia.
Mas ei — “ligou-se”.”
Esse é o desfasamento que precisas de eliminar antes mesmo de olhares para a tua pá.
“Tal como está, onde está” não significa “barato”. Significa “herdas a história”.”
E a maioria destas histórias começa com um dono de oficina que já fez as contas e não gostou da resposta.
Já vi uma oficina ir à falência porque comprou uma prensa hidráulica de 200 toneladas num leilão por um preço que parecia uma pechincha, apenas para descobrir que a estrutura estava desnivelada em 0,12 mm ao longo da cama. Isso pode não parecer muito até o desalinhamento do punção superior a 0,1 mm começar a destruir as ferramentas e a mandar 25% das tuas peças para o lixo. Passaram seis meses a perseguir “erro do operador” antes de admitirem que a máquina era o problema. O fluxo de caixa esvaiu-se enquanto discutiam entre si.
Pensas que estás a comprar ferro. Estás a comprar decisões adiadas.
Então porque é que estas máquinas estão realmente a sair do chão?

Imagina uma oficina rentável com uma prensa regulada a manter ±0,05° de precisão ao longo de 8 pés. Encomendas estáveis. Operadores treinados.
Porque é que a venderiam num leilão?
Não venderiam.
As liquidações acontecem por três razões: falência, pressão para atualização ou uma máquina que não consegue cumprir economicamente o trabalho atual. Falência significa manutenção adiada. Pressão para atualização significa que os clientes exigiram tolerâncias mais apertadas ou trocas mais rápidas. “Não consegue cumprir o trabalho atual” normalmente traduz-se em desvio, perda de repetibilidade ou limites no controlador que tornam a programação moderna um pesadelo.
Agora vem a parte que ninguém diz em voz alta: as prensas modernas, mesmo as unidades mecânicas ou elétricas mais antigas, conseguem repetir o posicionamento do pistão entre 0,0005”–0,001” sob carga se as guias estiverem apertadas e a máquina estiver em bom estado. Portanto, quando a precisão entra em colapso, raramente é porque “velho” equivale a “mau”. É porque algo se desgastou, afrouxou ou ficou obsoleto — e alguém decidiu que não valia a pena reparar.
Se para eles não valia a pena, porque haveria de valer para ti?
Cada anúncio de leilão gaba-se: “A máquina liga.”
Claro que sim. Esse é o padrão mais baixo do edifício.
Uma prensa dobradeira pode ciclar o dia inteiro e ainda assim produzir desvio angular sistemático devido a desgaste da matriz superior a 0,03 mm, retorno elástico não compensado no programa ou um martelo que não está paralelo sob carga. Nada disso aparece nas fotografias. Nada disso aparece num vídeo de 30 segundos a funcionar.
Pior, uma máquina pode estar “a funcionar” e ainda assim ser perigosa. Chapa de alta resistência armazena uma enorme energia de retorno elástico. Se o raio do punção estiver incorreto e o controlo da tonagem não for preciso, criou-se uma catapulta de aço. Esse risco não se revela durante um ciclo em vazio.
Portanto, se “ela liga” não lhe diz nada sobre precisão ou segurança, o que é que realmente influencia o custo?
Não o preço de martelo.
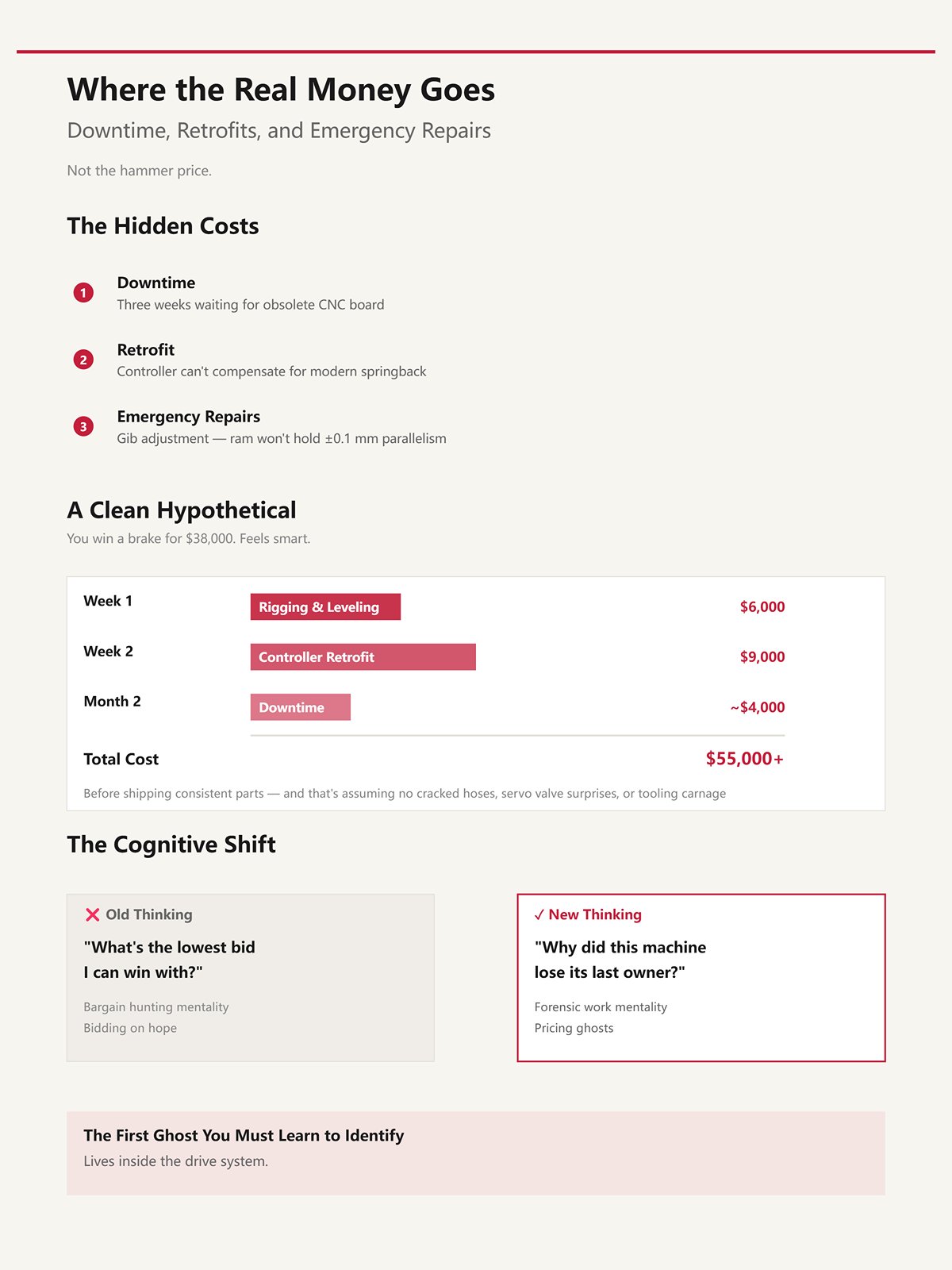
Paragem enquanto espera três semanas por uma placa CNC obsoleta. Uma modernização porque o controlador não consegue compensar as novas tabelas de retorno elástico. Ajuste de guias de emergência porque o martelo não mantém o paralelismo dentro de ±0,1 mm ao longo da mesa.
Vamos imaginar um cenário limpo. Ganha uma prensa dobradeira por $38.000. Parece inteligente.
Primeira semana: $6.000 em instalação e nivelamento. Segunda semana: $9.000 numa modernização do controlador porque as peças estão descontinuadas. Segundo mês: dois dias parados a resolver inconsistências de ângulo que remontam à folga das guias.
Já passou os $55.000 antes de começar a enviar peças consistentes — e isso assumindo que não há mangueiras rachadas, nem surpresas nas válvulas servo, nem destruição de ferramentas por aumento de tonagem.
A mudança cognitiva de que precisa é simples: pare de perguntar, “Qual é o lance mais baixo com que posso ganhar?”
Comece a perguntar, “Porque é que esta máquina perdeu o seu último dono — e quanto me vai custar corrigir essa história?”
Porque, assim que começar a ver os leilões como um trabalho de investigação forense em vez de caça a pechinchas, deixa de licitar com esperança e começa a calcular o preço dos fantasmas.
E o primeiro fantasma que deve aprender a identificar vive dentro do sistema de acionamento.
Está em pé sobre o betão frio às 9h12 da manhã. O leiloeiro já está a suar através da camisa. À sua frente: um hidráulico de 12 pés, um elétrico de meados dos anos 2000 e um velho monstro mecânico de volante que parece ter estampado peças de tanque noutra vida. Todos os três “ciclam”. Todos os três parecem decentes a três metros de distância.
Então, como distinguir qual é um ativo recuperável — e qual é um imposto diário sobre cada dobra que envia?
Começas por observar como cada sistema de acionamento falha com a idade. Não o folheto. O padrão de desgaste. Os hidráulicos derivam. As partes mecânicas afrouxam. As elétricas ficam silenciosas mesmo antes de ficarem caras. Fantasmas diferentes. Faturas diferentes. E se não sabes ler esses sinais, estás apenas a empurrar fichas para o pote e a esperar que as cartas gostem de ti de volta.
Vamos dividi-los da forma como o faz um corretor que já teve de revender os seus próprios erros.
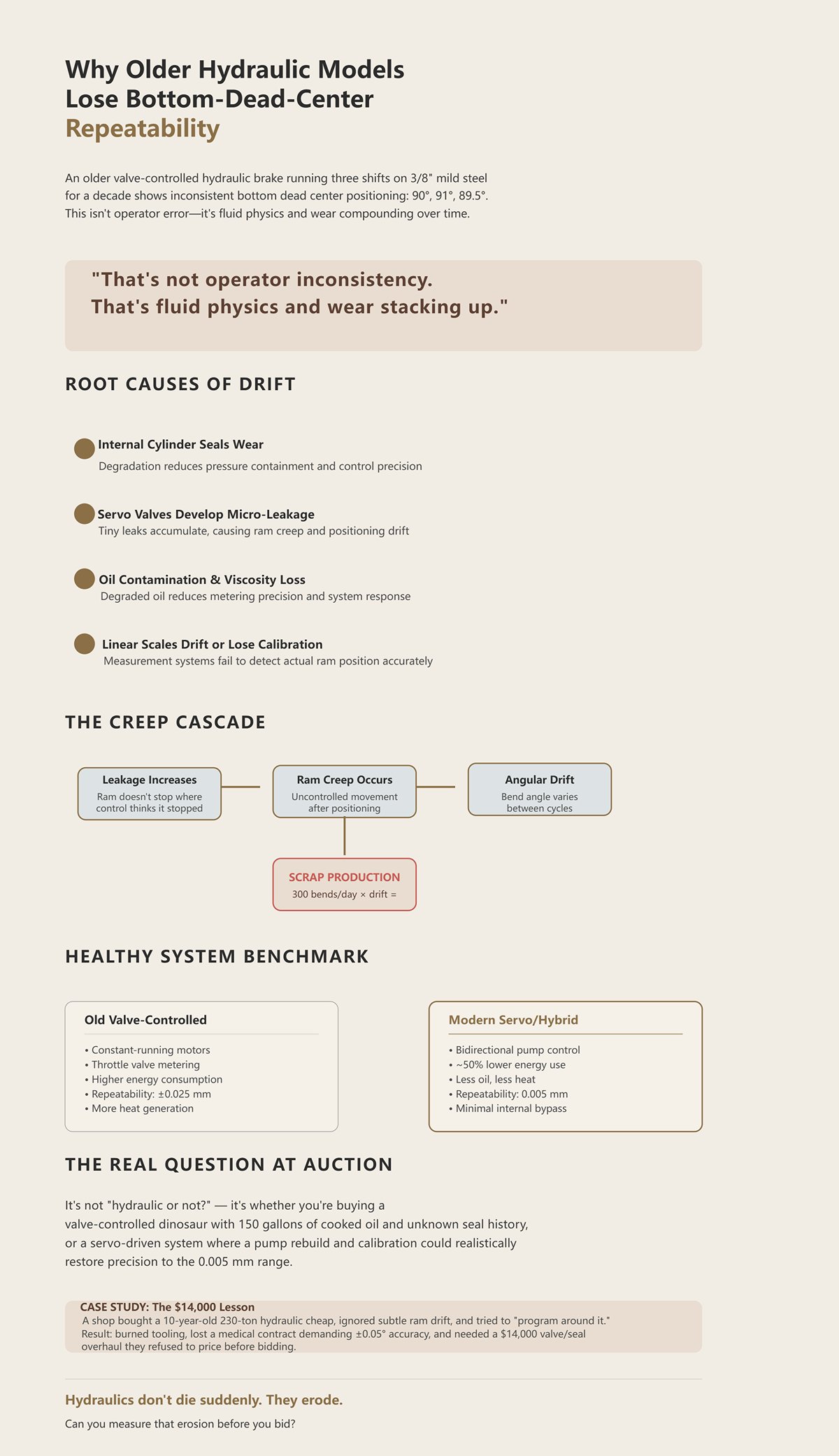
Imagina um travão hidráulico, controlado por válvula, mais antigo, que tem funcionado em três turnos a trabalhar com aço macio de 3/8″ durante uma década. Baixas o cilindro até ao ponto morto inferior — é o ponto mais baixo do curso, onde o ângulo é formado. Primeira prensagem, 90°. Segunda, 91°. Terceira, 89,5°. Sem alterações no programa.
Isso não é “inconsistência do operador”. São as leis da física dos fluidos e o desgaste acumulado.
Os sistemas hidráulicos dependem do volume de óleo, da pressão e da medição precisa desse óleo através de válvulas servo ou proporcionais. Com o tempo:
Sob carga, o óleo comprime-se ligeiramente. Quando as vedações e válvulas estão apertadas, o sistema de controlo compensa e é possível manter um posicionamento impressionante do cilindro — já vi sistemas hidráulicos em bom estado repetirem dentro de ±0,025 mm no cilindro. Mas quando o vazamento aumenta, o cilindro não para exatamente onde o controlo “pensa” que parou. Ele desliza.
Esse deslizamento manifesta-se como variação no ponto morto inferior. O que se traduz em desvio angular. O que se traduz em sucata.
Agora multiplica isso por 300 dobras por dia.
Um travão hidráulico barato com ponto morto inferior a derivar não é uma oportunidade — é uma fuga medida na tua margem.
Aqui é onde os compradores ingénuos se queimam: assumem que “hidráulico antigo” significa automaticamente impreciso. Nem sempre. Os sistemas modernos de bomba servo ou híbridos usam controlo bidirecional da bomba em vez de motores que funcionam constantemente e válvulas de estrangulamento. Podem reduzir o consumo de energia para cerca de metade em comparação com hidráulicos de válvula tradicionais e atingir posicionamentos repetitivos na faixa dos 0,005 mm quando em bom estado. Menos óleo. Menos calor. Menos bypass interno.
Portanto, a verdadeira questão num leilão não é “hidráulico ou não?”
É: dinossauro controlado por válvula com 150 galões de óleo queimado e histórico de vedações desconhecido — ou sistema acionado por servo onde uma reconstrução da bomba e calibração podem realisticamente restaurar a precisão?
Já vi uma oficina fechar porque comprou barato um hidráulico de 230 toneladas com 10 anos, ignorou uma ligeira deriva do cilindro e tentou “programar em torno disso”. Destruíram ferramental, perderam um contrato médico que exigia ±0,05° de precisão, ...e culparam o operador da quinadeira até ele se demitir. A máquina precisava de uma revisão da válvula $14.000 e substituição de vedantes, mas recusaram-se a orçamentar antes de apresentar a proposta.
Os sistemas hidráulicos não morrem subitamente. Eles desgastam-se.
Consegue medir esse desgaste antes de apresentar a proposta?
Agora vá até à parte mecânica.
Grande volante de inércia. Embraiagem. Curso fixo. Quando dispara, dispara sempre da mesma forma. Sem compressibilidade do óleo. Sem oscilações da válvula servocomandada. Apenas inércia rotacional convertida em força linear. O êmbolo desce até à mesma profundidade, assumindo que a ligação e as guias não estão gastas a ponto de criar folga.
Vai ouvir pessoas dizer com desdém: “Apenas ±0,5° a ±1° de precisão.”
Comparado com um sistema hidráulico CNC ajustado e estável a ±0,05°, isso soa pré-histórico.
Mas vamos ser específicos.
Suponha que está a dobrar suportes de A36 com 1/4″ para equipamento agrícola. A tolerância indicada no desenho: ±1°. Alto volume. A mesma dobra, o dia todo. A força uniforme de entrega mecânica pode ser brutalmente consistente para esse tipo de trabalho. Menos camadas eletrónicas. Manutenção mais simples. Fácil reconstrução da embraiagem. Sem fugas hidráulicas para perseguir.
Nesse ambiente, procurar precisão de nível elétrico é apenas pagar por exagero.
Onde as prensas mecânicas se tornam perigosas é na versatilidade. O curso fixo significa que não tem controlo programável fino sobre a profundidade sem ajuste mecânico. Dobramentos complexos em vários passos? Compensação rigorosa do retorno elástico? Esqueça. E à medida que os pinos e buchas das ligações se desgastam, introduz-se variação angular mais difícil de compensar digitalmente porque não existe uma camada sofisticada de compensação.
A folga no sistema de transmissão torna-se erro angular na peça. Isso é geometria mecânica, não software.
Aqui está o custo fantasma oculto: se a sua mistura de contratos mudar — digamos, se conseguir um contrato de suportes aeronáuticos que exigem ±0,25° — essa mesma prensa mecânica deixa de ser “barata”. É um teto de capacidade. Ou vai dobrar em excesso e calçar as matrizes como se fosse 1987, ou vai perder o trabalho.
O aumento gradual de tonelagem também entra aqui. As prensas mecânicas entregam força máxima num ponto específico do curso. Se a espessura do teu material flutuar e estiveres a trabalhar próximo da capacidade, não vais ter o controlo de pressão adaptativo que as hidráulicas oferecem. É assim que as ferramentas se lascam e os operadores ficam nervosos.
Portanto, não, ±0,5° a ±1° não vai arruinar-te automaticamente.
Mas se a tua receita depende de contratos com tolerâncias apertadas, a limitação da prensa mecânica não é teórica. Já está refletida no preço dos trabalhos que nem consegues orçamentar.
Estás a comprar para o trabalho que tens — ou para o trabalho que queres ganhar?
Agora falemos das elétricas.
Fusos de esferas ou sistemas servo acionados por correia. Sem óleo hidráulico. Precisão de acionamento direto. Silenciosas. Limpas. Eficientes em termos energéticos. Para tonelagem leve a média, são maravilhosas quando estão em bom estado.
Vi uma elétrica de meados da década de 2010 trabalhar aço inoxidável de calibre 14 toda a manhã. O êmbolo parava como se atingisse um bloco de granito. O batente traseiro encaixava-se no lugar. A variação de ângulo ao longo de uma peça de 6 pés manteve-se dentro de ±0,1° sem drama. Esse tipo de repetibilidade reduz o tempo de inspeção da primeira peça, as re-dobragens e a supervisão constante do operador.
Isso é dinheiro real.
Mas as elétricas envelhecidas têm os seus próprios fantasmas. Os fusos de esferas desgastam-se. Os motores servo perdem precisão de codificador. As unidades de controlo tornam-se obsoletas. E quando uma placa de controlo proprietária morre, não estás a reconstruir uma válvula hidráulica $600 — estás a rezar para que o fabricante original ainda atenda o telefone.
Então, quando faz sentido licitar de forma agressiva?
Quando três condições se alinham:
Se o jogo for mínimo e o controlo estiver ativo e atualizado, um sistema elétrico envelhecido pode superar um hidráulico de válvulas antigo em precisão e custos energéticos, com menos variáveis a controlar. Em ambientes de alta diversidade e tolerâncias apertadas, essa estabilidade traduz-se diretamente em maior rendimento à primeira passagem e menor tempo de configuração.
É aí que uma guerra de licitações deixa de ser emocional. Passa a ser estratégica.
Mas aqui está o problema — e é aqui que os aprendizes estouram o orçamento — o tipo de acionamento por si só já não determina a sobrevivência. Os sistemas eletro-hidráulicos híbridos combinam a precisão do servo com a força hidráulica. Alguns deles superam os elétricos puros em versatilidade e os hidráulicos puros em eficiência.
Então, se os sistemas de acionamento envelhecem de formas previsíveis — desvio, folga, jogo — e os híbridos esbatem as linhas, qual é o componente que, em última instância, determina se esses pecados mecânicos podem ser corrigidos… ou ficam bloqueados para sempre?
O componente único que decide se os erros de envelhecimento podem ser corrigidos ou ficam gravados para sempre?
O controlador.
Não importa se é hidráulico, elétrico, híbrido ou movido por um hamster com café expresso. Se o CNC não consegue ler o retorno, comandar uma correção proporcional e ainda ser reparado daqui a cinco anos, não está a comprar uma prensa dobradeira — está a comprar um êmbolo de profundidade fixa com opiniões.
Estava num armazém na primavera passada, a olhar para uma prensa europeia de 175 toneladas. Pintura ainda brilhante. Guias limpas. O êmbolo movimentava-se suavemente. O ecrã acendeu-se. Mas pronto — “ligou-se”. É essa a mentira em que as pessoas acreditam. O proprietário murmurou: “O controlador está um pouco instável.” Tradução: falhas intermitentes de arranque, o posicionador traseiro a perder comunicação a meio do ciclo, correção de ângulo desativada porque a placa de codificador foi contornada.
O tipo de acionamento já não importava. Sem um controlo saudável, nenhum dos pecados mecânicos podia ser corrigido. O futuro da máquina não estava escrito em fugas de óleo ou desgaste de fusos — estava escrito em silício.
Portanto, não se pergunta: “É hidráulica ou elétrica?”
Pergunta-se: “O cérebro está vivo — e posso mantê-lo vivo?”
Vamos ser concretos.
Uma motherboard CybTouch 15 com 15 anos ainda está disponível nova por cerca de $1,375. Os ecrãs e painéis frontais ultrapassam os dois mil. Isso surpreende os aprendizes. Eles assumem que “proprietário” significa extinto. Às vezes, não é assim.
Agora o alerta: disponibilidade de peças não equivale a sobrevivência do sistema.
Se esse controlador comunica corretamente com válvulas servo ±10VDC, lê escalas lineares e fecha o circuito rapidamente o suficiente para manter ±0,05° de precisão, tem algo que vale a pena preservar. Troque uma placa, recalibre, e está de volta ao trabalho.
Mas suponha que o fabricante descontinuou o amplificador servo que faz a ponte entre o CNC e o bloco de válvulas. A motherboard pode estar disponível — mas a camada de integração não. Agora entra-se em território de retrofit.
Já vi uma oficina substituir o controlo do posicionador traseiro Automec avariado por uma configuração portátil e de passo $158. Para posicionamento apenas em X, funcionou. Vitória barata.
Depois tentaram aplicar essa mesma lógica a um eixo de êmbolo que precisava de controlo de válvula analógica e retorno por codificador. O Mach3 não fala fluentemente servo industrial. A prensa transformou-se numa máquina de adivinhação. Deriva de ângulo. Fundo inconsistente. Sucata a acumular-se. De repente, aquele “retrofit barato” exigiu um kit de malha fechada de $15,000 com novos acionamentos e escalas para ser seguro para produção.
Vi uma oficina ir à falência porque comprou uma prensa de 200 toneladas dos anos 90 a preço baixo, assumindo que “bastava adaptar o comando”. Quando substituíram os servos, as escalas e refizeram toda a cablagem do armário, já estavam $28.000 euros investidos numa máquina que, em bom dia, valia $35.000. Passaram oito meses a perseguir erros fantasmas enquanto os concorrentes expediam peças.
A questão não é se existe uma motherboard.
É se todo o ecossistema de feedback — escalas, acionamentos, interfaces de válvulas, firmware — pode ser suportado sem transformar a máquina num projeto científico.
Se o comando não consegue corrigir o desgaste, ficas preso à verdade mecânica que o ferro te dá. O que nos leva ao número que seduz os novatos nos leilões: a tonelagem.
A placa diz: 230 toneladas, 12 pés.
Parece autoritário.
Agora imagina dobrar chapa de 1/2″ AR400 ao longo de 10 pés. Alta resistência. Margem mínima de erro. Estás a operar próximo da capacidade nominal. Em papel, 230 toneladas cobrem-te.
Mas a tonelagem nominal é calculada a uma distância específica do fundo do curso — muitas vezes 1/2″ acima do ponto morto — e normalmente assume aço macio. Muda a largura da matriz em V, muda a resistência do material, muda o comprimento da dobra, e esse número altera-se rapidamente.
É aqui que os custos invisíveis aparecem.
Se o teu comando não consegue compensar a deflexão ao longo da mesa — sem controlo de coroa, sem feedback de ângulo em tempo real — a tua prensa de “230 toneladas” pode apenas oferecer resultados consistentes em 8 pés dessa peça de 10 pés. O resto vira “cidade das calças”. Isso é rastreamento de tonelagem: perseguir força teórica porque o teu controlo não a consegue distribuir nem monitorizar corretamente.
Imagina uma oficina rentável com uma prensa regulada a manter Precisão de ±0,25° ao longo de 10 pés. Eles não se gabam da tonelagem. Gabam-se da repetibilidade sob carga.
Um comando fraco transforma alta tonelagem em força bruta. Um comando competente transforma tonelagem moderada em precisão.
Que número é que realmente te faz ganhar dinheiro?
E mesmo isso assume que a geometria te permite fabricar a peça em primeiro lugar.
| Tópico | Detalhes |
|---|---|
| Tonelagem em Papel vs. Capacidade Utilizável | A tonelagem nominal nem sempre equivale à capacidade real de dobra no mundo real para o teu material e configuração específicos. |
| Classificação da Placa da Máquina | A placa diz: 230 toneladas, 12 pés — soa autoritário. |
| Cenário do Mundo Real | Dobrar AR400 de 1/2″ ao longo de 10 pés envolve alta resistência à tração e pouca tolerância, operando próximo da capacidade nominal. |
| Pressupostos de Tonnagem Nominal | Calculada a uma distância específica do fundo do curso (geralmente 1/2″ acima do ponto morto inferior) e normalmente assume aço macio. |
| Variáveis que Alteram a Capacidade | Alterar a largura da matriz em V, a resistência à tração do material ou o comprimento da dobra altera rapidamente as exigências reais de tonnagem. |
| Custos Ocultos (“Fantasmas”) | As lacunas de capacidade aparecem quando a máquina e o controlador não conseguem manter um desempenho consistente em todo o comprimento. |
| Compensação de Deflexão | Sem controlo de arqueamento ou feedback em tempo real do ângulo, um travão de “230 toneladas” pode fornecer resultados consistentes apenas em 8 dos 10 pés. |
| Aumento Gradual de Tonnagem | Perseguir força teórica porque o sistema de controlo não consegue distribuir ou monitorizar corretamente a carga. |
| Exemplo de Oficina Rentável | Oficinas que mantêm uma precisão de ±0,25° ao longo de 10 pés concentram-se na repetibilidade sob carga, não apenas na tonnagem. |
| Impacto do Controlador | Um controlador fraco transforma alta tonnagem em força bruta; um controlador capaz transforma tonnagem moderada em precisão. |
| Questão de Lucro | Que número realmente lhe gera lucro — tonnagem bruta ou precisão controlada? |
| Limitação de Geometria | Mesmo tonnagem suficiente pressupõe que a geometria da peça permita que a dobra seja feita em primeiro lugar. |
Vi um comprador ganhar uma prensa dobradeira de 150 toneladas por uma ninharia. Meados dos anos 2000. Boa marca. Hidráulicos limpos. Planeava dobrar secções de caixa altas para painéis arquitetónicos.
Ele nunca verificou a altura de abertura.
A altura de abertura é a distância entre a mesa e o cilindro totalmente aberto. A altura de fecho é a distância mínima no fundo do curso. O curso do cilindro é quanto o cilindro realmente se desloca. Estes três valores determinam se as suas ferramentas e a peça cabem fisicamente dentro da máquina.
A sua dobradeira tinha 18 polegadas de altura de abertura. O conjunto de ferramentas para caixa que planeava precisava de 21.
Não importa quão nova é a máquina. Não importa se o controlador é moderno. O ferro não estica.
Agora ligue isso ao estado do controlo.
Se o curso do cilindro é limitado, um controlador inteligente pode por vezes otimizar a velocidade de aproximação, as zonas lentas e o posicionamento do ponto morto inferior para aproveitar ao máximo o espaço de conformação útil mantendo ±0,1 mm de repetibilidade em profundidade. Se o controlador é obsoleto e rudimentar, tem lógica de aproximação fixa e posicionamento grosseiro. Menos espaço útil. Mais compromissos na configuração.
A idade não dita a capacidade.
A geometria e a capacidade de controlo é que ditam.
Por isso, antes de levantar a placa para licitar, meça a altura de abertura. Confirme a altura de fecho. Verifique o curso. Depois interrogue o controlador como se lhe devesse dinheiro.
Porque, depois de retirar a tinta, os autocolantes do motor e a tonelagem do folheto, fica apenas uma verdade brutal:
Se o CNC não conseguir ler, calcular e comandar correções — e se não conseguir manter esse cérebro vivo — todas as outras especificações dessa máquina são apenas uma carta visível numa mesa de poker.
A mão escondida continua a ser o controlador.
E a próxima pergunta não é “É boa?”
É “Como é que a provo antes de licitar?”
Na primavera passada, estava à frente de uma dobradeira de 10 pés e 175 toneladas numa pré-visualização de leilão. Pintura fresca. Novos raspadores. O cilindro movia-se suavemente. Mas quando prendi um indicador de relógio à mesa e empurrei a trave do batente traseiro à mão, o ponteiro mexeu-se 0,012″ antes de o servo sequer reagir.
O vendedor disse: “O controlador está bem. Liga-se.”
Mas ei — “ligou-se”.”
Se a saúde do controlador é a mão invisível na mesa de poker, é assim que se leem os sinais antes de apostares todas as tuas fichas. Não confias no ecrã. Testas o circuito de feedback. Carregas a estrutura. Medes o que se move quando não devia.
As fotos mostram a pintura e o tonnage. Não mostram o jogo perdido entre o fuso de esferas e a sua porca, nem um êmbolo que bateu tantas vezes no fundo que as guias ficaram em forma de sino. Se o controlador não consegue ver ou corrigir esses erros com rapidez suficiente para manter ±0,05° de precisão sob carga, o valor final do leilão é apenas a aposta inicial.
Então como é que verificas isso antes de licitares?
Constróis uma matriz — desgaste das ferramentas, folga do eixo, veracidade hidráulica — e medes em vez de adivinhares.
Aproxima-te do conjunto de punção e matriz. Ignora as manchas de ferrugem. Observa o padrão de desgaste.
Uma vez retirei uma matriz segmentada de 4 vias de uma máquina e encontrei os 90 centímetros centrais polidos como cromo, enquanto as secções exteriores ainda tinham as marcas originais de retificação de fábrica. Isso mostra que os operadores trabalhavam sempre no centro da mesa. Trabalho repetido de alto tonnage numa única zona. Isso é a fluência de tonnage em forma física.
Agora pergunta porquê.
Se o controlador e o sistema de compensação estivessem saudáveis, a deflexão ao longo de 3 metros seria compensada. As peças seriam fabricadas no comprimento total. Desgaste uniforme. Quando vês brilho localizado, estás a ver uma de duas histórias: ou a oficina só dobrava peças curtas, ou as extremidades não conseguiam manter o ângulo dentro das tolerâncias e os operadores evitavam-nas.
Aí está o teu ponto de bifurcação.
Desce o êmbolo sobre calços paralelos ao longo da mesa. Coloca um relógio comparador de 0.0005″ à esquerda, ao centro e à direita. Aproxima o êmbolo até haver contacto leve, depois aumenta a pressão gradualmente. Observa a diferença. Um controlo moderno com escalas lineares funcionais deve corrigir a deflexão da estrutura de modo dinâmico. Se vires uma extremidade a atrasar-se sem compensação, o circuito de feedback não está a fechar-se como o ecrã afirma.
E aqui está o segredo sujo: controlos de múltiplos eixos de topo podem mascarar pecados estruturais. Corrigem automaticamente a profundidade para atingir o ângulo, mesmo que o êmbolo esteja ligeiramente torcido. Vais obter peças dentro das tolerâncias — por algum tempo. Mas essa correção constante acelera o desgaste das guias e reduz a vida útil das válvulas. O controlador torna-se uma muleta para ferro cansado.
Já vi uma oficina falir porque confiou num CNC topo de gama para “dar conta do recado”. A máquina mantinha o ângulo — até que a escala linear falhou e ninguém reparou que o êmbolo estava mecanicamente fora de paralelo em 0,3 mm ao longo da mesa. Quando o codificador de reserva assumiu, o desperdício duplicou de um dia para o outro.
O desgaste das ferramentas é o primeiro sinal. Coloca uma questão direta: esta prensa está alinhada porque está saudável — ou alinhada porque o software está a suar?
Agora prende o indicador ao dedo do batente traseiro. Zera-o. Empurra e puxa ao longo do eixo X à mão com os servos ativados.
Num sistema apertado, podes ver um movimento elástico de 0.001″–0.003″ — enrolamento do fuso de esferas e conformidade do servo. Isso é normal. Quando vês 0.010″–0.020″ antes de surgir resistência, estás perante folga ou rolamentos lineares gastos.
É aqui que os novatos se confundem.
Um calibrador motorizado de eixo único (apenas X) com posicionamento manual por dedo ainda pode produzir boas peças se o operador conhecer os seus desvios. Folgas na estrutura de deslocamento do dedo nem sempre são fatais. Mas folga entre o motor e o fuso? Isso é erro cumulativo que o controlador tem de compensar a cada ciclo.
Comanda 10,000″. Mede a posição real de paragem dez vezes. Se a variação exceder ±0,1 mm de repetibilidade sem contacto com material, o eixo não está estável. O controlador pode mostrar números perfeitos enquanto o conjunto mecânico — acoplamento, rolamento de impulso, porca de esferas — flutua.
E lembra-te: calibradores de múltiplos eixos (X, R, Z1, Z2) introduzem mais rolamentos, mais fusos, mais possibilidades de acumulação de erro. São fantásticos quando em bom estado. São arrasadores de orçamentos quando estão desgastados.
Já vi compradores assumirem “é CNC, portanto é preciso”. Depois descobrem que o fuso de esferas do eixo X tem jogo axial mensurável e que o fabricante descontinuou o conjunto de porca correspondente. Agora estás metido em maquinação personalizada ou numa remodelação completa.
Então, o que é aceitável?
Se a folga do eixo puder ser eliminada na porca e nos rolamentos de impulso, e conseguires restaurar a repetibilidade dentro de ±0,05 mm ao longo do curso, estás em território de manutenção. Se o fuso estiver picado, os carris marcados por indentação, e as tabelas de compensação no máximo apenas para atingir o nominal — estás perante uma reconstrução.
E nada disso aparece numa foto de leilão.
Fica atrás da máquina durante um curso. Ouve.
Um sistema hidráulico saudável tem um som de carga estável. Se ouvires variações perto do ponto morto inferior, isso pode significar bypass interno nas vedações do cilindro. O êmbolo ainda se move. Simplesmente não mantém a pressão de forma consistente durante a manutenção da carga.
Agora coloca o êmbolo em baixo com pressão moderada e observa a leitura de posição. Se derivar mais de 0,02 mm ao longo de 10–15 segundos sem entrada de comando, o fluido está a escapar por algum lado. O controlador pode ordenar uma correção — se as válvulas e as escalas responderem com rapidez suficiente. Caso contrário, obténs desvio de ângulo em dobras longas.
Verifica as guias. Procura marcas de desgaste irregular ou riscos. Folga excessiva aqui permite que o êmbolo incline sob cargas assimétricas. O controlador pode compensar de um lado usando controlo independente Y1/Y2, mas isso pressupõe que as escalas lineares são fiáveis e que as válvulas servo respondem corretamente a sinais de ±10V sem histerese.
Depois há a compensação de flexão.
Sistemas de cunha manuais desgastam-se nos pontos de contacto. A compensação CNC usa pequenos motores ou sistemas hidráulicos para pré-fletir a mesa. Se o mecanismo de compensação de flexão encravar ou tiver zonas mortas, o modelo de deflexão do controlador torna-se ficção. Vais andar a corrigir o ângulo ao longo do comprimento com calços como se fosse 1985.
E aqui vai a verdade de mesa de jogo: todas estas falhas podem coexistir com um ecrã que parece perfeito e um êmbolo que se move suavemente sem carga.
A matriz de inspeção obriga-o a correlacionar três elementos: posição comandada, movimento medido e reação estrutural sob pressão. Se esses elementos não estiverem de acordo mecanicamente — não digitalmente — não está a fazer um bom negócio. Está a comprar física adiada.
Assim, depois de medir a folga, mapear o desgaste e observar o êmbolo manter — ou falhar em manter — a posição, a próxima pergunta não é “Funciona?”
É “Quanto vai custar-me torná-lo honesto?”
Já mediu o desgaste. Já viu o êmbolo lutar contra si mesmo sob carga. Agora a única questão que importa é esta: que número escreve no seu cartão de licitante para não incendiar o seu orçamento operacional?
Eis como converter a verdade mecânica em euros.
Pense no preço do martelo como o valor facial de uma mão de póquer. A pintura e a demonstração “ligado e a funcionar” são as cartas visíveis. O verdadeiro jogo está nos sinais — atraso da transmissão, obsolescência do controlador, desvio sob pressão — e cada sinal tem um preço, se se der ao trabalho de o contar. Não está a comprar ferro. Está a comprar o custo de fazer esse ferro dobrar peças ±0,05° de precisão no primeiro dia.
Ignore um fantasma e o “negócio” deixa de ser um negócio.
Comece pelas coisas aborrecidas. Nunca são aborrecidas quando chega a fatura.
Um travão de 120 toneladas não se teletransporta do chão do leilão para a sua baia. Está a pagar por transportadores, gruas, licenças, plataformas, seguros adicionais e pela alegria de ver um operador de empilhadora passar lentamente pela sua porta com 8.000 quilos de responsabilidade a balançar no ar. Depois vem o chão. Se a sua laje tem 10 cm e a máquina precisa de 20 cm com vergalhões e calços de argamassa, vai cortar betão antes de cortar metal.
Hipotético, mas comum: “rouba” um travão por $40.000 abaixo do mercado. O transporte e a instalação custam $12.000. A nova cablagem elétrica e a conversão de fase custam $6.000. Novas ancoragens, argamassa e um fim de semana de paragem para verter e curar? Mais $8.000 entre mão de obra e produção perdida. O seu ganho de $40.000 reduziu-se para $14.000 — e ainda nem tocámos nas entranhas da máquina.
O aumento de tonelagem é o assassino silencioso aqui. Compra um travão maior do que precisa porque parece margem de segurança. Agora precisa de um transporte mais pesado, mais reforço no chão, talvez um transformador maior. Capacidade pela qual nunca cobra, mas paga sempre para mover.
Vi uma oficina falir porque perseguiu tonelagem num leilão, e depois descobriu que o seu edifício não podia, legalmente, suportar a carga pontual sem obras estruturais que não podia financiar.
Portanto, antes de licitar, crie um item de linha para a logística como se a máquina já fosse sua. Se o desconto desaparecer no papel, desaparecerá ainda mais depressa na realidade.
E se já está a gastar esse dinheiro para a trazer, o que acontece quando a OSHA entra e olha para as proteções?
Os anúncios de leilões adoram a expressão “inclui cortinas de luz”.”
Essa expressão pode significar “atualização de segurança gratuita”. Também pode significar “sucata cara”.”
Se o travão for de embraiagem mecânica de revolução completa — comum em máquinas mais antigas — as cortinas de luz não podem legalmente servir como o único dispositivo de proteção no ponto de operação segundo as normas modernas. Isso não é um ajuste. É uma incompatibilidade fundamental entre o tipo de acionamento e o método de proteção. Não se trata de mudar sensores de lugar. Está-se a projetar uma arquitetura de segurança diferente.
Mesmo em máquinas hidráulicas, a localização é importante. A regra da velocidade das mãos obriga as cortinas a uma distância mínima da zona de perigo. Coloque-as demasiado perto e falhará na inspeção. Coloque-as longe o suficiente para passar e poderá bloquear o trabalho com peças pequenas, a menos que redesenhe as ferramentas ou adicione proteções secundárias. Agora, a sua configuração “em conformidade” torna-se um estrangulamento da produtividade.
E a produtividade é um custo.
Cortinas de luz antigas, certificadas segundo normas desatualizadas, podem exigir validação por terceiros para provar que não falham de forma perigosa sob ruído elétrico. Se não conseguir documentar a devida diligência e alguém se magoar, a matemática do tribunal supera em muito a matemática do leilão.
Já vi uma oficina encerrar porque presumiu que “tem cortinas de luz, portanto estamos seguros”, apenas para descobrir, durante uma auditoria de cliente, que as suas proteções eram não conformes e não seguráveis até serem substituídas.
Calcule assim: sistema moderno completo de cortina de luz, integração com relé de segurança ou PLC, cablagem, programação, validação, documentação e formação. Se o total o deixar desconfortável, ótimo. Esse desconforto é honestidade.
Porque o tempo de paragem mais caro não ocorre durante a instalação.
Acontece quando liga o disjuntor pela primeira vez.
Eis a fantasia: o êmbolo funcionou suavemente na casa de leilões. Descarrega-o, liga-o, carrega em “iniciar” e está a dobrar chapa na segunda-feira.
Eis a realidade: mas ei — “ligou-se”.”
Falhas de arranque não são explosões dramáticas. São recusas silenciosas. Um servoacionamento entra em falha sob carga. Um CNC antigo inicia, depois mostra um erro de parâmetro porque a sua memória com bateria se descarregou durante o transporte. Uma válvula proporcional fica presa depois de seis meses sem uso. Nada disso aparece num ciclo de demonstração de cinco minutos.
Por isso, atribui um valor ao risco.
Se a sua oficina fatura $5.000 por dia nessa célula, e um arranque falhado custa duas semanas entre diagnóstico, aquisição de peças e visitas técnicas, isso são $50.000 em custo de oportunidade. Adicione tarifas de técnicos de emergência e transporte expresso. Agora o seu travão barato está a exigir tributo antes de produzir uma única peça vendável.
É aqui que deixa de pensar como licitante e começa a pensar como corretor. Crie três colunas antes do dia do leilão:
Some-as ao preço de martelo. Essa soma é o seu custo real de aquisição.
Então — e só então — decida a sua licitação máxima fazendo uma pergunta brutal: a esse valor total, esta máquina ainda compensa em comparação com comprar uma mais moderna ou simplesmente passar à frente?
Se a resposta for sim, licite de forma agressiva e durma descansado. Se a margem for estreita, licite com cautela. Se os fantasmas comerem o lucro antes da primeira curva, mantenha o remo para baixo.
Porque ganhar o leilão é fácil.
Ganhar depois de o camião partir é que conta.
Não verifica riscos ocultos com otimismo. Verifica-os com uma lista de verificação e um cronómetro.
No dia do leilão, não está lá para admirar a pintura. Está lá para obrigar a máquina a dizer a verdade sob carga. Faça-a trabalhar em quente, não apenas uma vez, mas dez vezes. Dobre material real, não ar. Meça o ângulo em ambas as extremidades da mesa. Se vir desvio a ultrapassar ±0,5° numa simples dobra de 90° sem ajustes de arqueamento, está a olhar para desgaste, deriva de compensação ou apodrecimento de programação. Isso não é cosmético. É margem a sangrar grau a grau.
Leve um relógio comparador. Verifique a repetibilidade do batente traseiro. Se variar mais de ±0,1 mm em movimentos repetidos, está a lidar com folga nos carris-guia ou desgaste no fuso de esferas que não se resolve sozinho. Desalinhamento do punção superior a 0,1 mm é suficiente para iniciar um fluxo constante de sucata, especialmente em chapas mais finas onde o retorno elástico já é uma luta cerrada. Verifica-se medindo, não perguntando ao leiloeiro se “estava a funcionar na semana passada”.”
Já vi uma oficina ir à falência porque confiou num curso de demonstração de cinco minutos, apenas para descobrir após a entrega que o desvio angular estava a ultrapassar ±1,5° assim que o óleo aquecia — a taxa de peças aprovadas à primeira desceu abaixo de 85%, e o cliente não esperou por uma reconstrução.
Portanto, o filtro começa antes da emoção. Define-se o que “aceitável” significa em números, e se a máquina não os atinge no chão de fábrica, não se licita.
Mas quais são exatamente esses números para a sua oficina?
As especificações mínimas viáveis não são os maiores números do folheto. São os menores números que mantêm os seus contratos vivos.
Tonelagem primeiro. Calcule-a a partir do seu trabalho mais espesso e regular, não da peça monstruosa anual. Depois adicione margem para variação de material — chame-lhe margem prática, não margem de ego. O aumento gradual de tonelagem é real; uma prensa de 200 toneladas exige equipamentos mais pesados, fundações mais espessas e maior fornecimento. Se o seu trabalho vive nas 120 toneladas, comprar uma de 300 porque “é um bom negócio” é pagar renda por capacidade vazia.
O comprimento da mesa depende da variedade de peças. Se 80% do seu trabalho cabe em 8 pés, uma mesa de 12 pés é peso morto a menos que esteja ativamente a vender peças mais compridas. Mesas mais longas também amplificam problemas de deflexão; sistemas de compensação e desgaste da estrutura tornam-se mais críticos quanto maior for a largura.
A precisão é onde os amadores se enganam a si próprios. Se está a trabalhar com tolerâncias arquitetónicas em ±1°, tudo bem. Se está a perseguir padrões médicos ou aeroespaciais em ±0,05° de precisão, o padrão de inspeção muda completamente. Agora estás a verificar o feedback do codificador, a resposta da válvula proporcional hidráulica e a deriva térmica. Um travão que “mantém 90° o dia todo” não significa nada sem uma faixa de tolerância associada.
O tipo de acionamento determina a tua curva de manutenção futura. As antigas máquinas de embraiagem mecânica de revolução completa trazem dores de cabeça na arquitetura de segurança. Os sistemas hidráulicos trazem kits de vedantes, desgaste de válvulas e potencial deriva do êmbolo. Os primeiros híbridos servo-hidráulicos podem prender-te com acionamentos obsoletos. Não estás a escolher uma etiqueta. Estás a escolher os próximos cinco anos de disponibilidade de peças.
Define estas especificações em papel antes do leilão. Se a máquina à tua frente falhar até num único ponto inegociável, a decisão já está tomada.
E se fores assim tão disciplinado, porque não saltar o caos e comprar a um revendedor de máquinas recondicionadas?
Uma garantia limitada não é uma auréola. É uma transferência de risco — e deves ler as letras pequenas com o olhar de um cínico.
Os revendedores muitas vezes ligam a máquina, substituem peças obviamente gastas, talvez repintem, às vezes adaptam um novo controlador. Isso pode eliminar a roleta do arranque. Se oferecerem 90 dias sobre componentes principais, é dinheiro real a descontar na tua coluna de contingências.
Mas pergunta o que está excluído. Peças de desgaste? Eletrónica? Tempo de deslocação para assistência? Se o CNC antigo falhar e o fabricante já não o suportar, uma cláusula “a funcionar no momento da venda” não te salva de uma modernização de cinco dígitos.
Eis o outro lado que a maioria dos licitantes ignora: os leilões por vezes permitem-te ver a máquina no seu estado bruto, sem verniz. Proteções removidas, painéis abertos, fugas visíveis. Os revendedores podem, sem querer, mascarar problemas sob tinta fresca e cablagem arrumada.
Já vi uma oficina falir porque presumiu que o recondicionamento de um revendedor significava que a avaliação de ciclo de vida tinha sido feita, apenas para descobrir que os controlos de segurança não eram conformes e o custo de atualização lhes esgotou as reservas de caixa.
Portanto, comparas dois números: o martelo do leilão mais os fantasmas quantificados, versus o preço do revendedor menos a incerteza reduzida. Não sentimentos. Não reputação. Totais ajustados.
O que nos leva ao único número que realmente importa.
Este é o teu momento de poker.
Cartas visíveis: preço final e aspeto. Sinais ocultos: desgaste das guias, idade do controlador, deriva de tolerância, suporte de peças.
Já construíste três colunas — custos conhecidos, correções prováveis, contingência. Agora acrescenta mais uma: correção de pior caso para a falha plausível mais cara. Substituição do controlador. Grande reconstrução hidráulica. Reequipamento completo de segurança.
Eis a fórmula em matemática simples de oficina:
Licitação Máxima = (Valor de Mercado de Máquina Fiável Comparável)
Se esse número for inferior ao valor atual do lance, desiste. Sem discursos. Sem orgulho.
Imagina uma oficina rentável com uma prensa regulada a manter ±0,05°, operadores confiantes, clientes tranquilos. Essa estabilidade vale mais do que vangloriar-se de uma vitória barata. O teu filtro protege essa estabilidade.
A parte não óbvia?
Não estás a comprar uma quinadeira. Estás a comprar variância.
Se o valor total ajustado ao risco ainda deixar margem após o cenário razoavelmente mais feio, licita como um predador. Se não deixar, deixa que outro leve aquele ferro para casa e aprenda a lição que acabaste de evitar.
Portanto, quando o leiloeiro começar a entoar e o teu pulso acelerar, faz a ti próprio uma pergunta fria:
Já coloquei preço nos fantasmas — ou estou prestes a apostar neles?


















