

The ram cycled smooth. Backgauge moved. Screen lit up like a Christmas tree.
Then we put a 6-foot test strip under it. Left side bent 82°. Right side 87°. Same stroke. Same program. Upper die R-corner worn past 0.03 mm, gibs loose, frame never leveled after the last move. First-piece pass rate would’ve been under 85% on a good day.
But hey — it “powered on.”
That’s the gap you need to close before you even look at your paddle.
“As-is, where-is” doesn’t mean “cheap.” It means “you inherit the story.”
And most of these stories start with a shop owner who already did the math and didn’t like the answer.
I’ve seen a shop go under because they bought a 200-ton hydraulic at auction for what felt like a steal, only to discover the frame was out of level by 0.12 mm across the bed. That doesn’t sound like much until punch misalignment over 0.1 mm starts chewing through tooling and scrapping 25% of your parts. They spent six months chasing “operator error” before admitting the machine was the problem. Cash flow bled out while they argued with themselves.
You think you’re buying iron. You’re buying deferred decisions.
So why are these machines really leaving the floor?

Imagine a profitable shop with a dialed-in brake holding ±0.05° accuracy across 8 feet. Orders steady. Operators trained.
Why would they dump it at auction?
They wouldn’t.
Liquidations happen for three reasons: bankruptcy, upgrade pressure, or a machine that can’t economically meet current work. Bankruptcy means maintenance was postponed. Upgrade pressure means customers demanded tighter tolerances or faster changeovers. “Can’t meet current work” usually translates to drift, repeatability loss, or controller limits that make modern programming a headache.
Now here’s the part nobody says out loud: modern brakes, even older mechanical or electric units, can repeat ram positioning within 0.0005”–0.001” under load if the gibs are torqued and the machine is healthy. So when accuracy collapses, it’s rarely because “old equals bad.” It’s because something wore, loosened, or went obsolete — and someone decided fixing it didn’t pencil out.
If it didn’t pencil out for them, why will it for you?
Every auction listing brags: “Machine powers on.”
Of course it does. That’s the lowest bar in the building.
A brake can cycle all day and still produce systematic angular deviation because of die wear past 0.03 mm, uncorrected springback in the program, or a ram that isn’t parallel under load. None of that shows up in photos. None of it shows up in a 30-second jog video.
Worse, a machine can be “functioning” and still be dangerous. High-tensile plate stores serious springback energy. If the punch radius is wrong and control over tonnage isn’t precise, you’ve created a steel catapult. That risk doesn’t announce itself during an idle cycle.
So if “it turns on” tells you nothing about precision or safety, what actually moves the needle on cost?
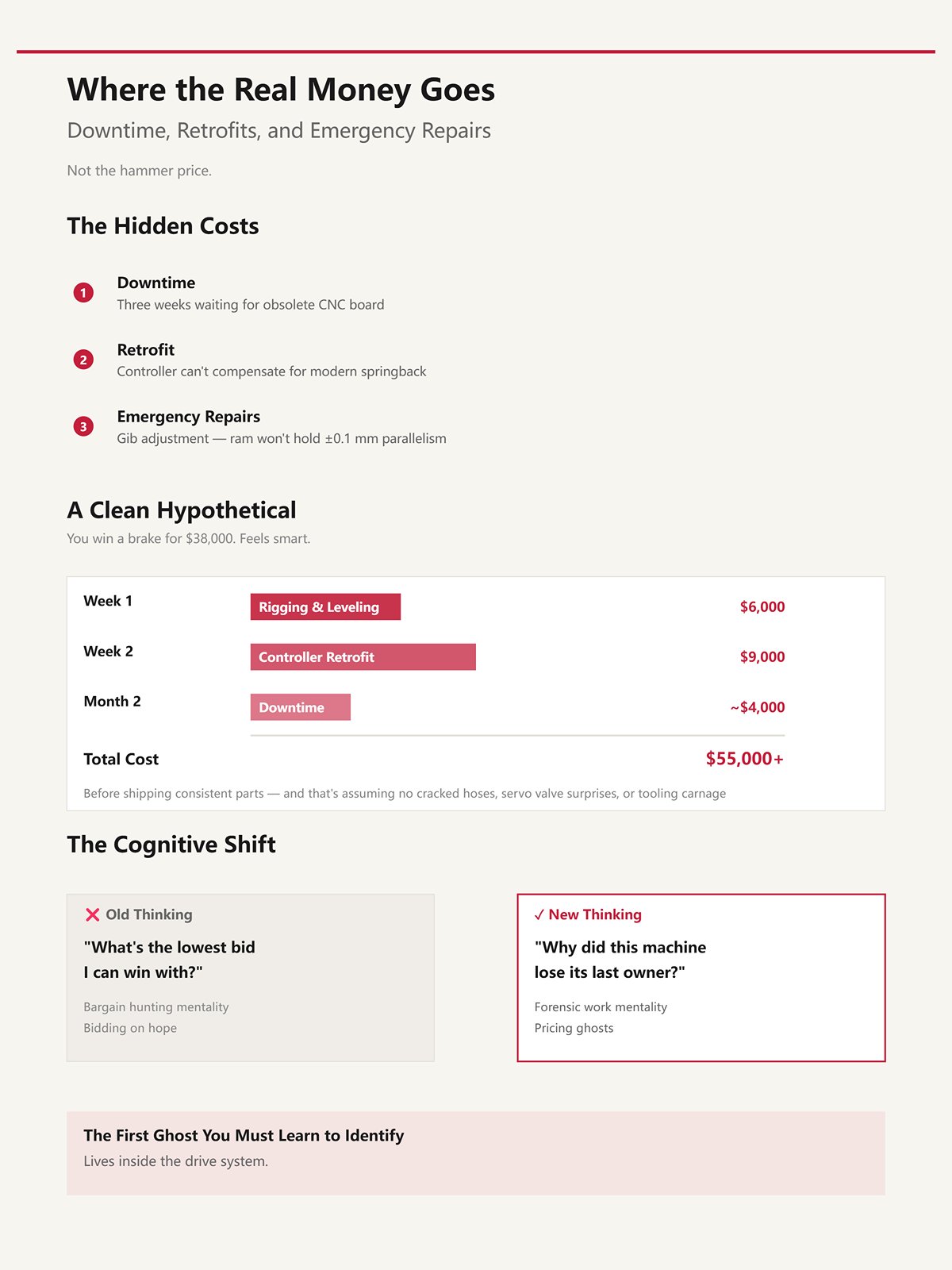
Not the hammer price.
Downtime while you wait three weeks for an obsolete CNC board. A retrofit because the controller can’t compensate for modern springback tables. Emergency gib adjustment because the ram won’t hold parallelism tighter than ±0.1 mm across the bed.
Let’s run a clean hypothetical. You win a brake for $38,000. Feels smart.
Week one: $6,000 in rigging and leveling. Week two: $9,000 controller retrofit because parts are discontinued. Month two: two days down chasing angle inconsistency that traces back to guide rail clearance.
You’re north of $55,000 before you ship consistent parts — and that’s assuming no cracked hoses, no servo valve surprises, no tooling carnage from tonnage creep.
The cognitive shift you need is simple: stop asking, “What’s the lowest bid I can win with?”
Start asking, “Why did this machine lose its last owner — and what will it cost me to fix that story?”
Because once you see auctions as forensic work instead of bargain hunting, you stop bidding on hope and start pricing ghosts.
And the first ghost you’d better learn to identify lives inside the drive system.
You’re standing on cold concrete at 9:12 a.m. The auctioneer’s already sweating through his shirt. In front of you: a 12-foot hydraulic, a mid-2000s electric, and an old mechanical flywheel brute that looks like it stamped tank parts in a past life. All three “cycle.” All three look decent from ten feet away.
So how do you tell which one is a recoverable asset — and which one is a daily tax on every bend you ship?
You start by watching how each drive system fails when it ages. Not the brochure. The wear pattern. Hydraulics drift. Mechanicals loosen. Electrics get quiet right before they get expensive. Different ghosts. Different invoices. And if you can’t read those tells, you’re just pushing chips into the pot and hoping the cards like you back.
Let’s break them down the way a broker who’s had to resell his mistakes does.
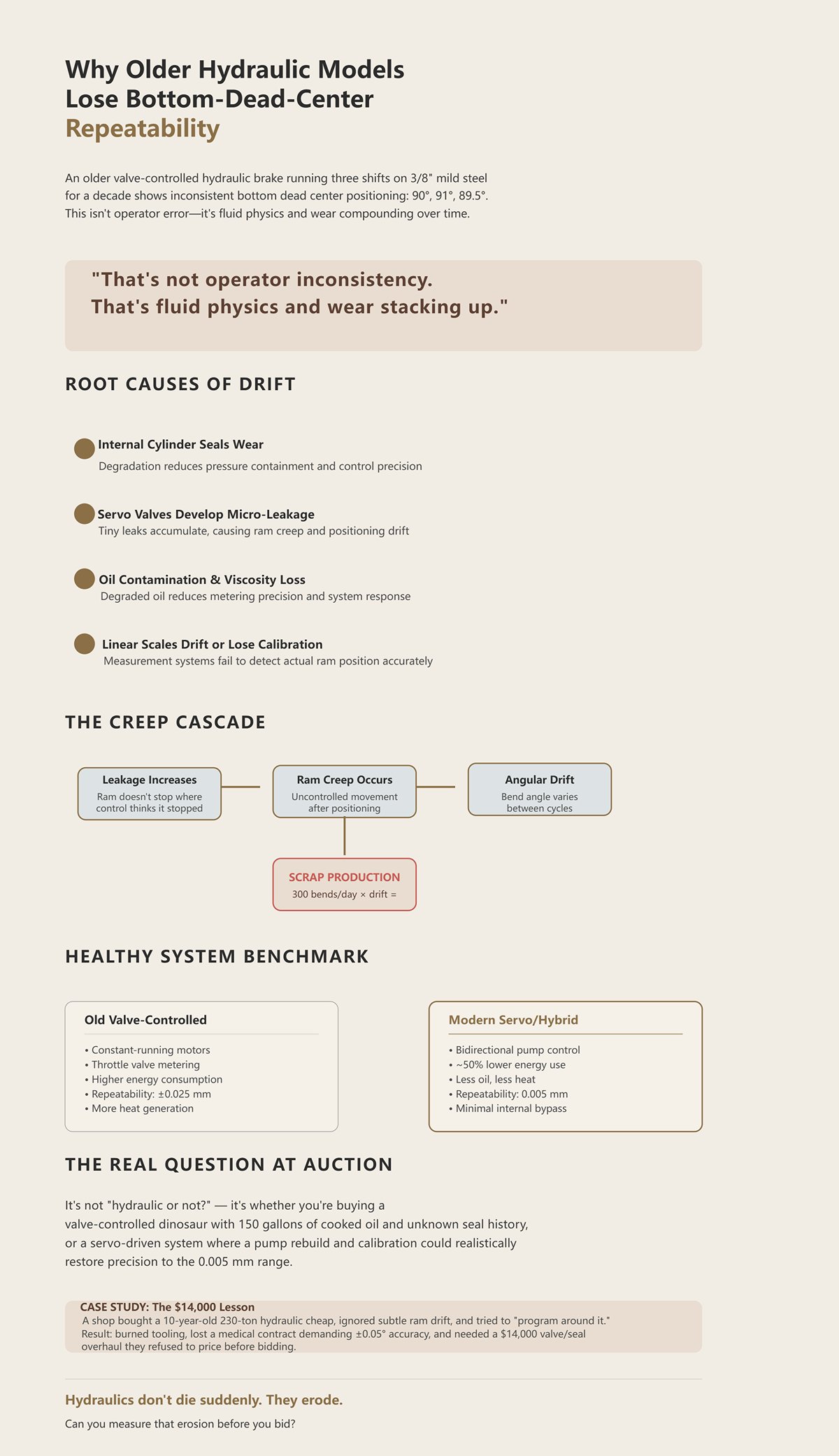
Picture an older valve-controlled hydraulic brake that’s been running three shifts on 3/8″ mild steel for a decade. You bring the ram down to bottom dead center — that’s the lowest point in the stroke where the angle is formed. First hit, 90°. Second hit, 91°. Third, 89.5°. No program changes.
That’s not “operator inconsistency.” That’s fluid physics and wear stacking up.
Hydraulic systems depend on oil volume, pressure, and the precise metering of that oil through servo or proportional valves. Over time:
Under load, oil compresses slightly. When seals and valves are tight, the control system compensates and you can hold impressive ram positioning — I’ve seen healthy hydraulics repeat within ±0.025 mm at the ram. But when leakage increases, the ram doesn’t stop exactly where the control “thinks” it stopped. It creeps.
That creep shows up as bottom-dead-center variation. Which shows up as angular drift. Which shows up as scrap.
Now stack that over 300 bends a day.
A cheap hydraulic brake with drifting bottom-dead-center isn’t a deal — it’s a metered leak into your margin.
Here’s where naive buyers get burned: they assume “old hydraulic” automatically means sloppy. Not always. Modern servo-pump or hybrid systems use bidirectional pump control instead of constant-running motors and throttle valves. They can cut energy consumption roughly in half compared to old-school valve hydraulics and hit repetitive positioning in the 0.005 mm range when healthy. Less oil. Less heat. Less internal bypass.
So the real question at auction isn’t “hydraulic or not?”
It’s: valve-controlled dinosaur with 150 gallons of cooked oil and unknown seal history — or servo-driven system where a pump rebuild and calibration could realistically restore precision?
I’ve seen a shop go under because they bought a 10-year-old 230-ton hydraulic cheap, ignored subtle ram drift, and tried to “program around it.” They burned through tooling, lost a medical contract that demanded ±0.05° accuracy, and blamed their press brake operator until he quit. The machine needed a $14,000 valve and seal overhaul they refused to price before bidding.
Hydraulics don’t die suddenly. They erode.
Can you measure that erosion before you bid?
Now walk over to the mechanical.
Big flywheel. Clutch. Fixed stroke. When it fires, it fires the same every time. No oil compressibility. No servo valve dithering. Just rotational inertia converted into linear force. The ram comes down the same depth, assuming the linkage and gibs aren’t worn into slop.
You’ll hear people sneer: “Only ±0.5° to ±1° accuracy.”
Compared to a dialed-in CNC hydraulic holding ±0.05°, that sounds prehistoric.
But let’s get specific.
Suppose you’re bending 1/4″ A36 brackets for agricultural equipment. Tolerance callout on the print: ±1°. High volume. Same bend, all day. Mechanical uniform force delivery can be brutally consistent for that kind of work. Fewer electronic layers. Simpler maintenance. Easy clutch rebuild. No hydraulic leaks to chase.
In that environment, chasing electric-level precision is just paying for overkill.
Where mechanical presses get dangerous is versatility. Fixed stroke means you don’t get fine programmable control over depth without mechanical adjustment. Complex multi-step air bends? Tight springback compensation? Forget it. And as linkage pins and bushings wear, you introduce angular variation that’s harder to digitally compensate because there is no sophisticated compensation layer.
Slop in the drive train becomes angular error at the part. That’s mechanical geometry, not software.
Here’s the hidden ghost cost: if your contract mix shifts — say you land aerospace brackets needing ±0.25° — that same mechanical brake isn’t “cheap.” It’s a capacity ceiling. You’ll either over-bend and shim dies like it’s 1987, or you’ll lose the job.
Tonnage creep plays in here too. Mechanical presses deliver peak force at a specific point in the stroke. If your material thickness fluctuates and you’re running near capacity, you don’t get the adaptive pressure control hydraulics offer. That’s how tooling gets chipped and operators get nervous.
So no, ±0.5° to ±1° won’t automatically ruin you.
But if your revenue depends on tight-tolerance contracts, that mechanical’s limitation isn’t theoretical. It’s already priced into the jobs you can’t even quote.
Are you buying for the work you have — or the work you’re trying to win?
Now let’s talk electrics.
Ballscrews or belt-driven servo systems. No hydraulic oil. Direct-drive precision. Quiet. Clean. Energy efficient. For light-to-medium tonnage, they’re beautiful when healthy.
I watched one mid-2010s electric cycle 14-gauge stainless all morning. The ram stopped like it hit a granite block. Backgauge snapped into place. Angle variation across a 6-foot part stayed inside ±0.1° without drama. That kind of repeatability reduces first-piece inspection time, re-bends, and operator babysitting.
That’s real money.
But aging electrics have their own ghosts. Ballscrews wear. Servo motors lose encoder fidelity. Drives go obsolete. And when a proprietary control board dies, you’re not rebuilding a $600 hydraulic valve — you’re praying the OEM still answers the phone.
So when does it make sense to bid aggressively?
When three conditions line up:
If backlash is minimal and the control is alive and current, an aging electric can outperform an older valve hydraulic in precision and energy cost, with fewer variables to chase. For high-mix, tight-tolerance environments, that stability translates directly into higher first-pass yield and lower setup time.
That’s when a bidding war isn’t emotional. It’s strategic.
But here’s the catch — and this is where apprentices blow the budget — drive type alone doesn’t decide survivability anymore. Hybrid electro-hydraulics blend servo precision with hydraulic muscle. Some of them beat pure electrics on versatility and pure hydraulics on efficiency.
So if drive systems age in predictable ways — drift, slop, backlash — and hybrids blur the lines, what’s the one component that ultimately determines whether those mechanical sins can be corrected… or are locked in forever?
The single component that decides whether aging errors can be corrected or are baked in forever?
The controller.
I don’t care if it’s hydraulic, electric, hybrid, or powered by a hamster on espresso. If the CNC can’t read feedback, command proportional correction, and still be serviced five years from now, you’re not buying a press brake — you’re buying a fixed-depth ram with opinions.
I stood in a warehouse last spring staring at a 175-ton European brake. Paint still glossy. Ways clean. The ram cycled smooth. The screen lit up. But hey — it “powered on.” That’s the lie people fall for. The owner whispered, “Controller’s a little glitchy.” Translation: intermittent boot failure, backgauge dropping communication mid-run, angle correction disabled because the encoder board had been bypassed.
Drive type didn’t matter anymore. Without a healthy control, none of the mechanical sins could be corrected. The machine’s future wasn’t written in oil leaks or ballscrew wear — it was written in silicon.
So you don’t ask, “Is it hydraulic or electric?”
You ask, “Is the brain alive — and can I keep it alive?”
Let’s get concrete.
A 15-year-old CybTouch 15 motherboard is still available new for about $1,375. Screens and front panels run north of two grand. That surprises apprentices. They assume “proprietary” means extinct. Sometimes it doesn’t.
Now the trap: parts availability doesn’t equal system survivability.
If that controller talks cleanly to ±10VDC servo valves, reads linear scales, and closes the loop fast enough to maintain ±0.05° accuracy, you’ve got something worth preserving. Swap a board, recalibrate, and you’re back in business.
But suppose the OEM discontinued the servo amplifier that interfaces between the CNC and the valve block. The motherboard might be available — the integration layer isn’t. Now you’re into retrofit territory.
I’ve watched a shop replace a dead Automec backgauge control with a $158 laptop-and-stepper setup. For positioning X only, it worked. Cheap win.
Then they tried that same logic on a ram axis needing analog valve control and encoder feedback. Mach3 doesn’t speak industrial servo fluently. The brake turned into a guessing machine. Angle drift. Inconsistent bottoming. Scrap piling up. Suddenly that “cheap retrofit” required a $15,000 closed-loop kit with new drives and scales to make it production-safe.
I’ve seen a shop go under because they bought a 1990s 200-toner cheap, assuming they’d “just retrofit the control.” By the time they replaced servos, scales, and rewired the cabinet, they were $28,000 deep into a machine worth $35,000 on a good day. They chased phantom errors for eight months while their competitors shipped parts.
The question isn’t whether a motherboard exists.
It’s whether the entire feedback ecosystem — scales, drives, valve interfaces, firmware — can be supported without turning the machine into a science project.
If the controller can’t correct wear, you’re stuck with whatever mechanical truth the iron gives you. Which brings us to the number that seduces rookies at auctions: tonnage.
A tag reads: 230 tons, 12 feet.
Sounds like authority.
Now picture bending 1/2″ AR400 across 10 feet. High tensile. Minimal forgiveness. You’re operating near rated capacity. On paper, 230 tons covers you.
But rated tonnage is calculated at a specific distance from the bottom of stroke — often 1/2″ above dead center — and usually assumes mild steel. Change the V-die width, change the material tensile strength, change the bend length, and that number shifts fast.
Here’s where ghost costs creep in.
If your controller can’t compensate for deflection across the bed — no crowning control, no real-time angle feedback — your “230-ton” brake may only deliver consistent results over 8 feet of that 10-foot part. The rest becomes shim city. That’s tonnage creep: chasing theoretical force because your control can’t distribute or monitor it correctly.
Imagine a profitable shop with a dialed-in brake holding ±0.25° accuracy across 10 feet. They’re not bragging about tonnage. They’re bragging about repeatability under load.
A weak controller turns high tonnage into blunt force. A capable controller turns moderate tonnage into precision.
Which number actually makes you money?
And even that assumes the geometry lets you make the part in the first place.
| Topic | Details |
|---|---|
| Tonnage on Paper vs. Usable Capacity | Rated tonnage does not always equal real-world bending capability for your specific material and setup. |
| Machine Tag Rating | A tag reads: 230 tons, 12 feet — sounds authoritative. |
| Real-World Scenario | Bending 1/2″ AR400 across 10 feet involves high tensile strength and minimal forgiveness, operating near rated capacity. |
| Rated Tonnage Assumptions | Calculated at a specific distance from bottom of stroke (often 1/2″ above dead center) and typically assumes mild steel. |
| Variables That Change Capacity | Changing V-die width, material tensile strength, or bend length quickly alters actual tonnage requirements. |
| Hidden (Ghost) Costs | Capacity gaps appear when machine and controller cannot maintain consistent performance across full length. |
| Deflection Compensation | Without crowning control or real-time angle feedback, a “230-ton” brake may only deliver consistent results over 8 of 10 feet. |
| Tonnage Creep | Chasing theoretical force because the control system cannot properly distribute or monitor load. |
| Profitable Shop Example | Shops holding ±0.25° accuracy across 10 feet focus on repeatability under load, not just tonnage. |
| Controller Impact | A weak controller turns high tonnage into blunt force; a capable controller turns moderate tonnage into precision. |
| Profit Question | Which number actually makes you money — raw tonnage or controlled accuracy? |
| Geometry Limitation | Even sufficient tonnage assumes the part geometry allows the bend to be made in the first place. |
I watched a buyer win a 150-ton brake for a song. Mid-2000s. Good brand. Clean hydraulics. He planned to bend tall box sections for architectural panels.
He never checked daylight.
Daylight is the distance between the bed and ram at full open. Shut height is the minimum distance at bottom of stroke. Ram stroke is how far the ram actually travels. These three numbers decide whether your tooling and part physically fit inside the machine.
His brake had 18 inches of daylight. His planned box tooling stack needed 21.
Doesn’t matter how new the machine is. Doesn’t matter if the controller is modern. The iron can’t stretch.
Now tie that back to control health.
If ram stroke is marginal, a smart controller can sometimes optimize approach speed, slow zones, and bottom dead center positioning to squeeze usable forming space while maintaining ±0.1 mm repeatability at depth. If the controller is obsolete and crude, you get fixed approach logic and coarse positioning. Less usable envelope. More setup compromise.
Age doesn’t dictate capability.
Geometry plus controllability does.
So before you raise your paddle, you measure daylight. You confirm shut height. You verify stroke. Then you interrogate the controller like it owes you money.
Because once you strip away paint, drive labels, and brochure tonnage, you’re left with one brutal truth:
If the CNC can’t read, calculate, and command corrections — and if you can’t keep that brain alive — every other spec on that machine is just a visible card at a poker table.
The hidden hand is still the controller.
And the next question isn’t “Is it good?”
It’s “How do I prove it before I bid?”
Last spring I stood in front of a 10-foot, 175-ton brake at an auction preview. Fresh paint. New wipers. The ram cycled smooth. But when I clamped a dial indicator to the bed and pushed on the back gauge beam by hand, the needle twitched 0.012″ before the servo even reacted.
The seller said, “Controller’s fine. It boots.”
But hey — it “powered on.”
If controller health is the hidden hand at the poker table, this is how you read the tells before you push your chips in. You don’t trust the screen. You test the feedback loop. You load the structure. You measure what moves that shouldn’t.
Photos show paint and tonnage. They don’t show lost motion between a ball screw and its nut, or a ram that’s been bottomed so many times the guides are bell-mouthed. If the controller can’t see or correct those errors fast enough to hold ±0.05° accuracy under load, your hammer price is just the ante.
So how do you verify that before you bid?
You build a matrix — tooling wear, axis play, hydraulic truth — and you measure instead of guessing.
Walk up to the punch and die set. Ignore the rust freckles. Look at the wear pattern.
I once pulled a segmented 4-way die off a machine and found the center 3 feet polished like chrome while the outer sections still had factory grind marks. That tells you operators lived in the middle of the bed. Repeated high-tonnage work in one zone. That’s tonnage creep in physical form.
Now ask why.
If the controller and crowning system were healthy, deflection across 10 feet would be compensated. Parts would run full length. Even wear. When you see localized shine, you’re looking at one of two stories: either the shop only ever bent short parts, or the ends couldn’t hold angle within spec and operators avoided them.
There’s your fork in the road.
Run the ram down onto parallels across the bed. Put a 0.0005″ indicator at left, center, right. Bring the ram into light contact, then increase pressure gradually. Watch deviation. A modern control with working linear scales should correct for frame deflection dynamically. If you see one end lagging without compensation, the feedback loop isn’t closing the way the screen claims it is.
And here’s the dirty secret: high-end multi-axis controls can mask structural sins. They’ll auto-correct depth to hit angle even if the ram is slightly racked. You’ll get parts in spec — for a while. But that constant correction accelerates guide wear and eats into valve life. The controller becomes a crutch for tired iron.
I’ve seen a shop go under because they trusted a flagship CNC to “handle it.” The machine held angle — until the linear scale failed and no one noticed the ram was mechanically out of parallel by 0.3 mm across the bed. When the backup encoder took over, scrap doubled overnight.
Tooling wear is the first tell. It asks a blunt question: is this brake straight because it’s healthy — or straight because the software is sweating?
Now clamp that indicator to the back gauge finger. Zero it. Push and pull along the X-axis by hand with servos enabled.
On a tight system, you might see 0.001″–0.003″ elastic movement — ball screw wind-up and servo compliance. That’s normal. When you see 0.010″–0.020″ before resistance builds, you’re looking at backlash or worn linear bearings.
Here’s where rookies get confused.
A single-axis (X-only) motorized gauge with manual finger positioning can still produce good parts if the operator knows his offsets. Slop in the finger carriage isn’t always fatal. But backlash between the motor and screw? That’s cumulative error the controller has to chase every cycle.
Command 10.000″. Measure actual stop position ten times. If the spread exceeds ±0.1 mm repeatability without material contact, the axis isn’t stable. The controller may display perfect numbers while the mechanical stack — coupling, thrust bearing, ball nut — floats.
And remember: multi-axis gauges (X, R, Z1, Z2) introduce more bearings, more screws, more chances for stack-up error. They’re fantastic when healthy. They’re budget killers when tired.
I’ve watched buyers assume “it’s CNC, so it’s precise.” Then they discover the X-axis ball screw has measurable axial play and the OEM discontinued the matched nut assembly. Now you’re into custom machining or full retrofit.
So what’s acceptable?
If axis play can be adjusted out at the nut and thrust bearings, and you can restore repeatability within ±0.05 mm across travel, you’re in maintenance territory. If the screw is pitted, the rails brinelled, and compensation tables are maxed out just to hit nominal — you’re staring at a rebuild.
And you won’t see any of that in an auction photo.
Stand behind the machine during a stroke. Listen.
A healthy hydraulic system has a steady load sound. If you hear surging near bottom dead center, that can mean internal bypass in the cylinder seals. The ram still moves. It just doesn’t hold pressure consistently under dwell.
Now put the ram at bottom with moderate pressure and watch the position readout. If it drifts more than 0.02 mm over 10–15 seconds without command input, fluid is slipping past something. The controller can command correction — if the valves and scales respond fast enough. If not, you get angle fade on long bends.
Check the guides. Look for uneven wear marks or scoring. Excess clearance here lets the ram yaw under asymmetric loads. The controller may compensate on one side using independent Y1/Y2 control, but that assumes the linear scales are trustworthy and the servo valves respond cleanly to ±10V signals without hysteresis.
Then there’s crowning.
Manual wedge systems wear at the contact points. CNC crowning uses small motors or hydraulics to pre-bend the bed. If the crowning mechanism sticks or has dead zones, the controller’s deflection model becomes fiction. You’ll chase angle across the length with shims like it’s 1985.
And here’s the poker-table truth: every one of these faults can coexist with a screen that looks perfect and a ram that cycles smooth at no load.
The inspection matrix forces you to correlate three things: commanded position, measured movement, and structural reaction under pressure. If those don’t agree mechanically — not digitally — you’re not buying a bargain. You’re buying deferred physics.
So once you’ve measured the play, mapped the wear, and watched the ram hold — or fail to hold — position, the next question isn’t “Does it run?”
It’s “What will it cost me to make it honest?”
You’ve measured the wear. You’ve watched the ram fight itself under load. Now the only question that matters is this: what number do you write on your bidder card so you don’t light your operating budget on fire?
Here’s how you convert mechanical truth into dollars.
Think of the hammer price as the face value of a poker hand. The paint and the “powered on” demo are the visible cards. The real game is the tells — drive lag, controller obsolescence, drift under pressure — and every tell has a price if you bother to count it. You’re not buying iron. You’re buying the cost to make that iron bend parts at ±0.05° accuracy on day one.
Miss one ghost, and the “deal” isn’t a deal anymore.
Start with the boring stuff. It’s never boring when the invoice lands.
A 120-ton brake doesn’t teleport from the auction floor into your bay. You’re paying for riggers, cranes, permits, flatbeds, insurance riders, and the joy of watching a forklift operator inch past your door frame with 18,000 pounds of liability swinging in the air. Then there’s your floor. If your slab is 4 inches and the machine wants 8 with rebar and grout pads, you’re cutting concrete before you cut metal.
Hypothetical, but common: you “steal” a brake for $40,000 under market. Rigging and freight run $12,000. Electrical rewire and phase conversion cost $6,000. New anchors, grout, and a weekend of downtime to pour and cure? Another $8,000 between labor and lost production. Your $40,000 win just shrank to $14,000 — and we haven’t touched the machine’s guts.
Tonnage creep is the silent killer here. You buy a bigger brake than you need because it looks like headroom. Now you need heavier rigging, more floor reinforcement, maybe a larger transformer. Capacity you never bill for, but always pay to move.
I’ve seen a shop go under because they chased tonnage at auction, then discovered their building couldn’t legally support the point load without structural work they couldn’t finance.
So before you bid, you build a logistics line item as if the machine were already yours. If the discount disappears on paper, it’ll disappear faster in real life.
And if you’re already spending that money to land it, what happens when OSHA walks in and looks at the guarding?
Auction listings love the phrase “includes light curtains.”
That phrase can mean “free safety upgrade.” It can also mean “expensive scrap.”
If the brake is a full-revolution mechanical clutch design — common on older iron — light curtains cannot legally serve as the sole point-of-operation safeguard under modern standards. That’s not a tweak. That’s a fundamental mismatch between drive type and protection method. You’re not relocating sensors. You’re engineering a different safety architecture.
Even on hydraulic machines, placement matters. The hand-speed constant rule forces curtains a minimum distance from the hazard zone. Put them too close and you fail inspection. Put them far enough to pass and you may block small-part work unless you redesign tooling or add secondary guarding. Now your “compliant” setup is a productivity choke point.
And productivity is a cost.
Older curtains certified to outdated standards can require third-party validation to prove they won’t fail-to-danger under electrical noise. If you can’t document due diligence and someone gets hurt, the courtroom math dwarfs the auction math.
I’ve seen a shop go under because they assumed “it has light curtains, so we’re covered,” only to learn during a customer audit that their safeguards were noncompliant and uninsurable until replaced.
Price it like this: full modern light curtain system, safety relay or PLC integration, wiring, programming, validation, documentation, and training. If that total feels uncomfortable, good. That discomfort is honesty.
Because the most expensive downtime doesn’t happen during installation.
It happens when you flip the breaker for the first time.
Here’s the fantasy: The ram cycled smooth at the auction house. You unload it, wire it, hit “start,” and you’re bending by Monday.
Here’s the reality: But hey — it “powered on.”
Startup failures aren’t dramatic explosions. They’re quiet refusals. A servo drive faults under load. A legacy CNC boots, then throws a parameter error because its battery-backed memory died in transit. A proportional valve sticks after sitting dry for six months. None of that shows up in a five-minute demo stroke.
So you assign a number to risk.
If your shop bills $5,000 a day on that cell, and a failed startup costs two weeks between troubleshooting, parts sourcing, and tech visits, that’s $50,000 in opportunity cost. Add emergency technician rates and expedited shipping. Now your cheap brake is demanding tribute before it produces a single sellable part.
This is where you stop thinking like a bidder and start thinking like a broker. You create three columns before auction day:
Add them to the hammer price. That sum is your real acquisition cost.
Then — and only then — decide your maximum bid by asking a brutal question: at that total number, does this machine still earn its keep compared to buying newer iron or passing entirely?
If the answer is yes, you bid aggressively and sleep at night. If the margin is thin, you bid cautiously. If the ghosts eat the profit before the first bend, you keep your paddle down.
Because winning the auction is easy.
Winning after the truck leaves is the part that counts.
You don’t verify hidden risks with optimism. You verify them with a checklist and a stopwatch.
On auction day, you’re not there to admire paint. You’re there to force the machine to tell the truth under load. Cycle it hot, not just once, but ten times. Bend real material, not air. Measure angle at both ends of the bed. If you see deviation pushing past ±0.5° on a simple 90° bend without crowning adjustments, you’re staring at wear, compensation drift, or programming rot. That’s not cosmetic. That’s margin bleeding out one degree at a time.
Bring a dial indicator. Check back gauge repeatability. If it wanders more than ±0.1 mm over repeated moves, you’re looking at guide rail clearance or ball screw wear that won’t fix itself. Punch misalignment over 0.1 mm is enough to start a steady stream of scrap, especially in thinner stock where springback is already a knife fight. You verify by measuring, not by asking the auctioneer if “it was running last week.”
I’ve seen a shop go under because they trusted a five-minute demo stroke, only to discover after delivery that the angular deviation was creeping past ±1.5° once the oil warmed up — first-piece pass rate fell under 85%, and the customer didn’t wait around for a rebuild.
So the filter starts before emotion. You define what “acceptable” looks like in numbers, and if the machine can’t hit them on the floor, you don’t bid.
But what exactly are those numbers for your shop?
Minimum viable specs are not the biggest numbers on the brochure. They’re the smallest numbers that keep your contracts alive.
Tonnage first. Calculate it from your thickest regular job, not the once-a-year monster part. Then add margin for material variance — call it practical headroom, not ego headroom. Tonnage creep is real; a 200-ton brake demands heavier rigging, thicker slab, bigger service. If your work lives at 120 tons, buying 300 because it’s “a deal” is paying rent on empty capacity.
Bed length is about part mix. If 80% of your work fits in 8 feet, a 12-foot bed is dead weight unless you’re actively selling longer parts. Longer beds also magnify deflection issues; crowning systems and frame wear matter more the wider you go.
Accuracy is where amateurs lie to themselves. If you’re holding architectural work at ±1°, fine. If you’re chasing medical or aerospace at ±0.05° accuracy, the inspection standard changes entirely. Now you’re checking encoder feedback, hydraulic proportional valve response, and thermal drift. A brake that “holds 90° all day” means nothing without a tolerance band attached.
Drive type decides your future maintenance curve. Old mechanical full-revolution clutch machines bring safety architecture headaches. Hydraulics bring seal kits, valve wear, and potential ram drift. Early servo-hydraulic hybrids can trap you with obsolete drives. You’re not choosing a label. You’re choosing the next five years of parts availability.
Define these specs on paper before the auction. If the machine in front of you misses even one non-negotiable, the decision is already made.
And if you’re that disciplined, why not skip the chaos and buy from a refurbished dealer?
A limited warranty is not a halo. It’s a risk transfer — and you need to read the fine print like a cynic.
Dealers often power up, replace obvious wear parts, maybe repaint, sometimes retrofit a controller. That can eliminate startup roulette. If they’re offering 90 days on major components, that’s real money off your contingency column.
But ask what’s excluded. Wear items? Electronics? Travel time for service? If the legacy CNC fails and the manufacturer no longer supports it, a “working at time of sale” clause won’t save you from a five-figure retrofit.
Here’s the flip side most bidders miss: auctions sometimes let you see the machine in its raw, unvarnished state. Guards removed, panels open, leaks visible. Dealers can unintentionally mask problems under fresh paint and tidy wiring.
I’ve seen a shop go under because they assumed a dealer’s refurb meant lifecycle assessment had been done, only to find the safety controls were non-compliant and the retrofit cost wiped out their cash reserve.
So you compare two numbers: auction hammer plus quantified ghosts, versus dealer price minus reduced uncertainty. Not feelings. Not reputation. Adjusted totals.
Which leads to the only number that actually matters.
This is your poker moment.
Visible cards: hammer price and cosmetics. Hidden tells: rail wear, controller age, tolerance drift, parts support.
You already built three columns — known costs, probable corrections, contingency. Now add one more: worst-case correction for the single most expensive plausible failure. Controller replacement. Major hydraulic rebuild. Full safety retrofit.
Here’s the formula in plain shop math:
Maximum Bid = (Market Value of Comparable Reliable Machine)
If that number is lower than the current bidding, you walk. No speeches. No pride.
Imagine a profitable shop with a dialed-in brake holding ±0.05°, operators confident, customers calm. That stability is worth more than bragging about a cheap win. Your filter protects that stability.
The non-obvious part?
You’re not buying a press brake. You’re buying variance.
If the total risk-adjusted number still leaves margin after the ugliest reasonable scenario, you bid like a predator. If it doesn’t, you let someone else drag that iron home and learn the lesson you just avoided.
So when the auctioneer starts chanting and your pulse ticks up, ask yourself one cold question:
Have I priced the ghosts — or am I about to gamble on them?


















