

La primavera pasada, un chico pasó una tira de 10 pies de acero inoxidable calibre 11—material por valor de $312—a través de una configuración perfectamente “segura”. La calculadora indicó 74 toneladas. Nuestra prensa de 135 toneladas ni siquiera se inmutó.
Ambas patas salieron 1/8 de pulgada más cortas.
La máquina estaba bien. La pieza era basura. Ese espacio entre “golpe seguro” y “pieza correcta” es donde la mayoría de los operadores jóvenes viven sin saberlo.
Ingresas el espesor, la resistencia a la tracción, la abertura del troquel, la longitud de plegado. La calculadora arroja un número limpio—luz verde. Sientes que las matemáticas te respaldan.
Lo que en realidad te dijo es esto: si aplicas tanta fuerza en tanto acero a lo largo de tantos pulgadas, el marco no se torcerá y el sistema hidráulico no se sobrecargará. Respondió a una pregunta de la máquina.
Tu cliente no está comprando seguridad de máquina. Está comprando dos patas que midan 2.000 pulgadas cuando se cierren los calibradores.
Entonces, ¿qué ocurre cuando esas dos preguntas se separan?

Imagina una lámina de acero dulce de 0.125 pulgadas de grosor, 36 pulgadas de largo, doblada al aire en un troquel en V de 1 pulgada. La fórmula estándar—resistencia del material × espesor al cuadrado ÷ abertura del troquel, todo multiplicado por la longitud de doblado—dice que necesitas aproximadamente 30 toneladas. Tu prensa de 90 toneladas lo maneja fácilmente.
Aplicas 30 toneladas. El doblez se forma limpio. El ángulo se ve correcto.
Pero el radio interior no es el que tu plano asumía. El material se estira más de lo que tu patrón plano había considerado. Ese estiramiento—la holgura de doblado—es geometría, no fuerza. Si tu plano fue calculado con una deducción de doblado genérica en lugar de una que coincida con ese troquel en V de 1 pulgada y ese radio de punzón, la longitud de la pestaña cambia.
El número de tonelaje era perfecto.
Tu pieza sigue siendo 0.060 corta por pata.
Advertencia de Cubo de Chatarra: Este es el tipo de error que no parece dramático. Sin grietas. Sin marcas de herramienta. Solo una pila de piezas que no se alinean al soldar, y $480 en tiempo de láser y acero inoxidable en el contenedor rojo porque “las matemáticas eran correctas”.”
Entonces, si la fuerza era correcta, ¿qué pregunta respondimos realmente?
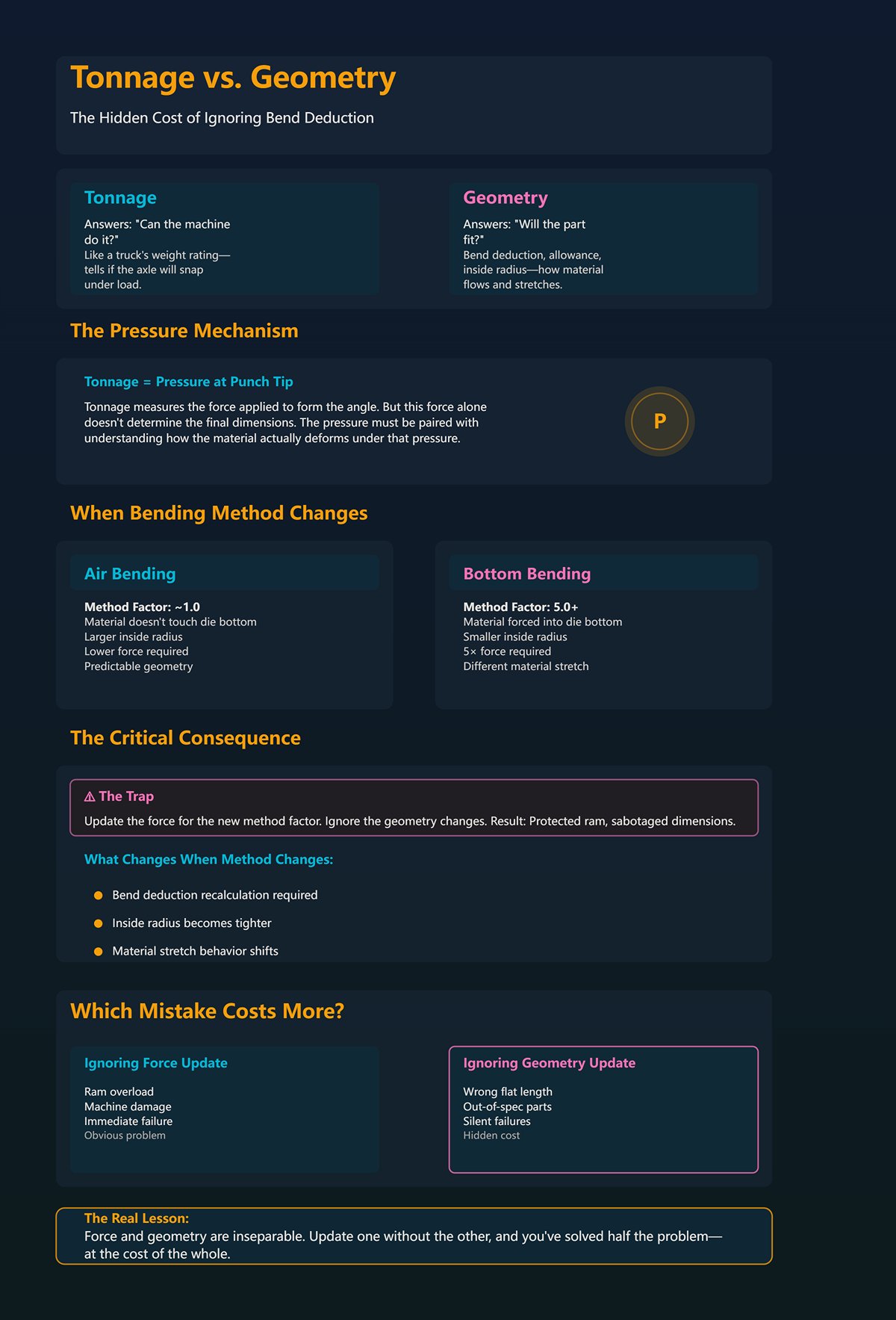
Piensa en el tonelaje como la clasificación de peso de un camión. Te dice si el eje se romperá bajo carga. No te dice si la carga se moverá y se aplastará antes de llegar al sitio de trabajo.
En términos de doblado, el tonelaje trata sobre la presión en la punta del punzón. La geometría—deducción de doblado, holgura de doblado, radio interior—se trata de cómo el material fluye y se estira mientras esa presión forma el ángulo.
Cambia de doblado al aire (factor de método alrededor de 1.0) a doblado al fondo (5.0 o más), y la fuerza requerida puede aumentar cinco veces. La calculadora ajusta el tonelaje para ese factor del método. Bien. La prensa sobrevive.
Pero tu deducción de plegado también cambia, porque el doblado inferior fuerza el material más apretado dentro de la matriz. Radio interior más pequeño. Diferente estiramiento del material. Se necesita una longitud plana distinta antes de siquiera tocar el pedal.
Si actualizas la fuerza e ignoras la geometría, proteges el ariete pero saboteas las dimensiones.
¿Qué error cuesta más a largo plazo?

Algunos dueños de talleres sobrestiman la tonelada a propósito. Prefieren desgastar un poco más rápido la máquina que romper el bastidor. Entiendo ese instinto. Una placa lateral de prensa agrietada es una pesadilla de seis cifras.
Pero desechar veinte paneles de acero inoxidable de 4 pies a $85 cada uno son $1,700 perdidos en un turno. Añade el tiempo de láser a $120 por hora, mano de obra de preparación y la retrabajo de soldadura que sigue cuando alguien intenta “hacer que encaje”. Estás perdiendo dinero en silencio en lugar de de manera dramática.
La mentira cómoda es esta: si la calculadora dice que el golpe es seguro, el trabajo está bajo control.
No está bajo control hasta que la estimación de tonelaje se combine con la deducción de doblado específica de la herramienta—es decir, que el radio exacto del punzón, la apertura exacta de la V y el lote exacto de material se reflejen en tu patrón plano.
Hasta que hagas ese cambio—de “¿Sobrevivirá la prensa?” a “¿Medirán las patas?”—estás resolviendo perfectamente el problema equivocado.
Y eso plantea la verdadera pregunta: ¿qué, exactamente, hay dentro de esa fórmula de tonelaje en la que confías tanto?
En la mayoría de las calculadoras de taller, escribes cuatro cosas: resistencia a la tracción del material, espesor, apertura de la matriz, longitud del pliegue. Presionas enter. Sale un número de tonelaje.
Bajo el capó, esa fórmula “estándar” de doblado por aire está haciendo algo simple: Fuerza por pie = (resistencia del material × espesor²) ÷ apertura de la matriz, luego multiplicado por la longitud. El espesor se eleva al cuadrado. La apertura de la matriz está en el denominador. La resistencia a la tracción escala todo el conjunto.
Ahora traduce eso en acciones del piso de taller.
Eso es matemática pura. Protege el bastidor.
Pero mira lo que falta. No hay un radio de punzón en esa ecuación. Tampoco una ubicación del eje neutro. No hay un término de recuperación elástica. No hay un factor K — esa proporción que te dice qué tan profundo dentro del espesor realmente se estira el metal. La fórmula asume un doblado al aire “típico” donde el radio interior se forma como una fracción predecible de la apertura en V, y el eje neutro se comporta correctamente.
Asume.
Es como cargar un camión basándose solo en su capacidad de peso. El eje no se romperá. Bien. Pero la fórmula nunca preguntó cómo está asegurada la carga.
Advertencia de chatarra: Cuando tratas esa salida de tonelaje como si también predijera el radio interior, verás piezas que son consistentemente de 0.040 a 0.090 más cortas por ala. Se ven limpias. Los ángulos coinciden. Pero el plano se construyó sobre un radio que la fórmula nunca te prometió.
Entonces, si la abertura de la matriz está en el denominador, ¿qué le ocurre realmente al metal cuando la cambias?
Una vez vi a un capataz cambiar una matriz en V de 1 pulgada por una de 1.5 pulgadas en acero dulce calibre 10 porque la prensa se estaba acercando a su zona de confort. La calculadora dijo que el tonelaje bajaría en un tercio.
Y así fue.
El ariete se sintió más ligero. La bomba funcionó más fría. Todos se relajaron.
¿Qué cambió físicamente? Con una matriz en V más ancha, la lámina abarca una distancia mayor antes de rendirse. El punzón tiene que viajar más profundo para lograr el mismo ángulo porque el material se dobla sobre una base más amplia. Eso aumenta el radio interior resultante — en el doblado al aire, el radio interior suele ser una fracción de la apertura en V. Abre más la matriz, y el radio crece con ella.
Ahora piensa en estiramiento, no en fuerza. Las fibras exteriores del doblez deben recorrer una distancia mayor alrededor de ese radio más grande. Eso cambia cuánta cantidad de material se extrae de las alas hacia la zona de doblez. Y el eje neutro — la capa imaginaria dentro del espesor que ni se estira ni se comprime — cambia de posición a medida que cambia la distribución de deformación.
No solo “redujiste el tonelaje”. Alteraste la geometría del estiramiento.
¿Y tu patrón plano? Se calculó con una deducción de doblez asociada a la matriz anterior. Esa deducción asumía un radio interior más pequeño y una posición determinada del eje neutro. Con la matriz más ancha, más material se queda en las patas y menos se consume en el arco — o viceversa, dependiendo de la relación espesor-radio. De cualquier manera, es diferente.
La calculadora celebró porque la prensa sobrevivió. La mesa de soldadura maldijo porque la caja creció 0.125 en ancho a lo largo de cuatro dobleces.
Advertencia de chatarra: Este error se manifiesta como conjuntos que se balancean sobre una mesa plana. Las diagonales no coinciden. Lo perseguirás con abrazaderas y calor, sin darte cuenta de que el verdadero error ocurrió cuando alguien ensanchó la V sin actualizar la deducción de doblez.
Entonces, si el ancho de la matriz cambia silenciosamente el estiramiento, ¿qué pasa cuando cambias todo el método de doblado?
El doblado al aire y el acuñado pueden compartir el mismo material, espesor y abertura de matriz — y requerir una física completamente diferente.
El doblado al aire usa contacto parcial. El punzón presiona la lámina dentro de la V, pero el material nunca se adapta completamente a las paredes de la matriz. El ángulo se controla mediante la profundidad del punzón. La recuperación elástica es real y debe sobrecompensarse. El tonelaje es relativamente bajo.
El punzonado completo obliga a la lámina a contactar con las caras del dado de manera más completa. El material se acerca más al ángulo del dado. El resorteo disminuye. La precisión mejora. La carga de tonelaje puede aumentar de cinco a treinta veces más que el doblado al aire para el mismo espesor.
La calculadora normalmente maneja esto con un “factor de método.” Multiplica el tonelaje del doblado al aire por cinco o más para el punzonado completo. Máquina protegida. Estructura intacta.
Pero aquí está la parte que los operadores jóvenes pasan por alto: el punzonado completo también impone un radio interior más ajustado y controlado por el dado. No dejas que el material elija un radio natural de doblado al aire basado en la abertura en V; estás imponiendo uno más cercano a la geometría del punzón y el dado. Eso cambia cuán severamente se estiran las fibras exteriores y dónde se asienta el eje neutro.
Si tu patrón plano fue diseñado alrededor de un factor K de doblado al aire y realizas un punzonado completo para corregir la inconsistencia del ángulo en una prensa antigua, acabas de cambiar el flujo del material sin ajustar la deducción de doblado.
A la calculadora no le importa. Respondió la pregunta de fuerza que le hiciste.
Advertencia de contenedor de chatarra: este error se manifiesta en piezas que alcanzan el ángulo exacto pero fallan en la longitud de la pestaña cada vez — error constante, lote tras lote. Culparás al tope posterior antes de admitir que el método de doblado cambió el estiramiento.
E incluso si mantienes fija la anchura del dado y el método, hay una variable que la fórmula trata como una sugerencia educada.
Toma dos láminas etiquetadas “acero dulce A36.” Una se prueba con una resistencia a la tracción de 58 ksi. La siguiente colada llega con 72 ksi. Ambas se venden legalmente como el mismo grado.
Introduce 60 ksi en la calculadora y obtendrás un número de tonelaje cómodo. Pero esa lámina de mayor resistencia se resiste a la cedencia por más tiempo. El punzón viaja más profundo antes de que el doblez se forme al mismo ángulo. Una penetración más profunda en el doblado al aire normalmente significa un radio interno efectivo ligeramente menor y un comportamiento diferente de resorteo.
Mismo dado. Mismo ajuste de carrera. Estiramiento diferente.
Una mayor resistencia a la tracción también desplaza el eje neutro hacia el interior del doblez porque el material puede soportar más tensión antes de ceder. Eso altera la proporción del espesor en tensión frente a compresión. La holgura del doblez cambia — no de manera dramática en todos los casos, pero lo suficiente como para acumular error a lo largo de múltiples dobleces.
La fórmula escala la fuerza linealmente con la resistencia a la tracción. No escala la geometría con la misma sensibilidad.
La primavera pasada un aprendiz pasó una tira de acero inoxidable de 10 pies de calibre 11 —material valorado en $312— por una configuración perfectamente “segura”. La calculadora indicó 74 toneladas. La prensa tenía capacidad de sobra. Pero el lote de inoxidable era más rígido que el anterior. Mismo programa. Mismo dado. Las pestañas quedaron cortas.
La máquina respondió a la demanda de fuerza. El metal respondió con un estiramiento diferente.
Advertencia de contenedor de chatarra: presta atención a las primeras piezas que miden bien en el ángulo pero requieren un ajuste del tope posterior de 0.020–0.030 por pestaña en comparación con el lote anterior. Si “corriges” eso sin actualizar la deducción del doblez relacionada con la resistencia a la tracción, estás incorporando inestabilidad en cada corrida futura.
Ahora ves el patrón. Espesor al cuadrado. Abertura del dado dividida. Resistencia a la tracción multiplicada. Factor de método aplicado. Todo ello diseñado para evitar que el hierro se rompa.
Pero cada una de esas entradas también afecta cómo se estira el metal, dónde se coloca el eje neutro y cuánta longitud plana desaparece en el doblez.
Así que la verdadera pregunta no es si la calculadora está equivocada.
Es si vas a permitir que una ecuación de fuerza dicte un problema de geometría.
Estás frente a la prensa con un plano de pieza que pide dos pestañas de 2.000 pulgadas y una alma de 4.000 pulgadas en A36 de 0.250 pulgadas. Revisas la tabla de tonelaje: sobre una matriz en V de 2 pulgadas se requieren 19.7 toneladas por pie — 197 toneladas en 10 pies. A tu prensa de 150 toneladas no le gustará eso. Así que pasas a una matriz de 3 pulgadas. Ahora estás alrededor de 139 toneladas. Máquina segura. Luz verde.
Pero el patrón plano del plano se había hecho suponiendo el radio interior de la matriz más pequeña.
Ese es el momento que la mayoría de los talleres pasan por alto. La matriz que elegiste para proteger la prensa acaba de cambiar la asignación de curvatura — la longitud de material consumida en el arco — y tu calculadora nunca te dijo que eso había sucedido. Si la fórmula de tonelaje solo responde “¿Sobrecargaré la máquina?”, entonces ¿quién responde “¿Quedarán mis pestañas en la medida?”?”
Vi a un capataz cambiar una matriz en V de 1.5 pulgadas por una de 2 pulgadas en acero inoxidable de 0.125 porque el ajuste original se sentía “pesado”. El tonelaje bajó. La prensa dejó de gemir. Todos se relajaron.
Las piezas crecieron.
En el doblado al aire, el radio interior no es un número del plano — es una función de la abertura de la matriz y el material. Una matriz en V más ancha generalmente produce un radio interior mayor. Un radio mayor significa que las fibras exteriores se estiran menos severamente por grado, y el eje neutro — la capa que no cambia de longitud — cambia de posición dentro del espesor. La asignación de curvatura cambia porque físicamente cambiaste cuánto metal se estira frente a cuánto se comprime.
Tu cálculo de tonelaje pasó porque solo evalúa fuerza: espesor al cuadrado, multiplicado por la resistencia a la tracción, dividido por la abertura de la matriz. No tiene idea de dónde se movió el eje neutro. No le importa cuánta longitud de arco reemplazó a la pierna recta.
Así que la máquina sobrevive mientras el patrón plano miente.
Advertencia del contenedor de chatarra: Esto aparece como un crecimiento constante de las pestañas — 0.030 más largas en cada ala de una pieza con cuatro dobleces. El ángulo es perfecto. El tope trasero es repetible. Los conjuntos no escuadran, y desperdiciarás $180 en herrajes antes de admitir que el cambio de matriz alteró la deducción de curvatura, no la habilidad del operador.
Si el ancho de la matriz cambia la geometría, la siguiente pregunta es obvia: ¿cómo estás eligiendo el factor K que impulsa tu asignación de curvatura en primer lugar?
La mayoría de los sistemas CAD usan por defecto un factor K alrededor de 0.33. Es una suposición educada — asume que el eje neutro se encuentra aproximadamente a un tercio del camino desde la superficie interior durante el doblado.
Ahora imagina lo que realmente ocurre en el taller. Doble acero inoxidable 304 de 0.187 pulgadas en una matriz en V de 1.5 pulgadas con un punzón de punta afilada. El acero inoxidable tiene mayor límite elástico y más retorno elástico que el acero dulce. Doblás en exceso para compensar. El punzón penetra más profundamente antes de que se fije el ángulo. El material fluye de forma diferente que el A36.
Esa realidad física desplaza el eje neutro.
El factor K no es una constante mágica del material. Es una descripción de dónde termina el eje neutro para ese espesor, esa abertura de matriz, ese radio de punzón, ese método. Si cambias cualquiera de esos, lo mueves. Si seleccionaste una matriz más ancha para reducir el tonelaje de 160 toneladas a 120 toneladas, también influenciaste el radio interior — lo que cambia la distribución de deformación a través del espesor — lo que a su vez cambia K.
Así que derivar K de una tabla genérica mientras eliges matrices basándote en el tonelaje es como ajustar tu tope trasero según el trabajo del año pasado porque “estaba cerca”.”
La forma disciplinada es hacerlo al revés, desde el taller: realiza una prueba de doblado con el utillaje exacto, mide el radio interior real, mide las longitudes de las pestañas, calcula la asignación de curvatura real y luego resuelve para K que coincida con la realidad. Así tu patrón plano refleja tu configuración física, no un valor predeterminado del software.
No adivinas el eje neutro. Dejas que el metal te muestre dónde se fue.
Y una vez que aceptas que K depende de las herramientas, empiezas a ver el bucle que has creado entre la fuerza y la geometría.
Toma ese ejemplo de una matriz en V de 1,5 pulgadas frente a una de 2 pulgadas. Una matriz más estrecha significa un radio interior más ajustado en el doblado al aire. Un radio más ajustado incrementa la tensión en las fibras externas. Una mayor tensión requiere más fuerza para producir la deformación del material. Por eso el tonelaje se dispara cuando cierras la abertura de la matriz.
Así que ensanchas la matriz para proteger la prensa. La fuerza disminuye porque el material no se dobla tan estrechamente. Pero esa misma relajación incrementa el radio interior, lo que reduce la compensación de doblado por grado.
Menos fuerza. Radio diferente. Longitud plana diferente.
Es un bucle cerrado:
Cada vez que resuelves el problema de la fuerza, ya has tocado el problema de la geometría.
Y si crees que la resistencia del material se mantiene tranquila dentro de ese bucle, no es así. Un lote de acero inoxidable 201 puede requerir una fuerza drásticamente diferente a la del 304 para el mismo espesor. Un límite elástico mayor te obliga a penetrar más antes de formar, ajustando sutilmente el radio efectivo en el doblado al aire. La fórmula de tonelaje aumenta linealmente con la resistencia a la tracción. La respuesta geométrica no es lineal, porque la distribución de la deformación a través del espesor cambia con el comportamiento del límite elástico.
Por eso dos bobinas estampadas con el mismo espesor pueden requerir ajustes diferentes en el tope trasero incluso cuando tu calculadora asegura que el tonelaje es correcto.
Entonces, ¿cuándo deja esta integración de ser algo “bueno de tener” y pasa a ser el factor que decide si entregas piezas o excusas?
Ocurre en el instante en que tu tonelaje calculado queda cómodamente por debajo de la capacidad de la máquina.
Si tu prensa de 150 toneladas solo necesita 110 toneladas para el trabajo, la fuerza deja de ser la restricción. La geometría lo es. A partir de ese momento, la diferencia entre una buena pieza y una pieza desechada se mide en milésimas de la compensación de doblado, no en toneladas de presión.
“El calculador dijo 74 toneladas”. Lo he escuchado como si fuera una insignia de honor. Seguro. Conservador. Aprobado.
Pero el radio interior no es el que asumía tu plano.
Una vez que estás operando dentro del rango seguro de la máquina, obsesionarte con otros 5 toneladas de margen no hace nada por la precisión de la pieza. Lo que importa es si tu deducción de doblez refleja realmente la matriz, el punzón, el material y el método que están en la máquina en este momento.
Advertencia de contenedor de chatarra: la falla se muestra como piezas que solo se ensamblan después de “masajear” — las ranuras necesitan limarse, los orificios de los pernos luchan por alinearse, los soldadores juntan las uniones con abrazaderas. Culparás al apilamiento de tolerancias. El verdadero culpable es que tu patrón plano se calculó con la deducción de doblez de ayer y el utillaje impulsado por la carga de hoy.
Así que aquí está la disciplina: elige el utillaje para mantenerte dentro de los límites de la máquina y el utillaje — en las unidades correctas, con valores reales de tracción — luego valida e inmoviliza inmediatamente la holgura del doblez desde esa configuración exacta antes de liberar el patrón plano a producción.
La fuerza mantiene viva la prensa.
La deducción de doblez integrada mantiene vivas las piezas.
Y si quieres que esto deje de ser conocimiento tribal y empiece a ser repetible, necesitamos un flujo de trabajo que conecte esos dos pasos cada vez.
El mes pasado, un propietario de taller me llamó por un problema de “crecimiento misterioso”. Soportes de acero inoxidable 304 de 3/16 de pulgada. El plano estaba correcto. El láser, preciso. El operador de la prensa aseguraba que la configuración era segura porque la calculadora indicaba 118 toneladas en una máquina de 150 toneladas. Cada pestaña salía 0.060 de más.
La carga fue correcta.
La geometría no lo fue.
Así que este es el flujo de trabajo que hago seguir a cada taller. No es teoría. Una secuencia repetible que mantiene viva la prensa y las piezas honestas. Comienzas con la fuerza para no romper el hierro. Terminas con una deducción de doblez medida para no enviar chatarra. Si te saltas cualquiera de las dos, aprenderás la lección en dólares.
Vamos a recorrerlo.
Imagina 1/4 de pulgada de A36 sobre una matriz en V de 2 pulgadas. La tabla estándar muestra unas 19.7 toneladas por pie. En un pliegue de 10 pies, eso son 197 toneladas. Demasiado para una prensa de 150 toneladas. Abre la matriz a 3 pulgadas y bajas a aproximadamente 139 toneladas en la misma longitud. Ahora estás dentro de la capacidad.
Para eso sirve la calculadora: límites de seguridad.
Pero no introduces el espesor y te olvidas. El espesor en la fórmula no es una “t” abstracta. Es la lectura real del micrómetro tomada de esa bobina. Porque la carga se incrementa con el cuadrado del espesor. Si tu “placa de .250” mide .265, eso no son simplemente 6% más de fuerza. Es más cercano a 12% más. Así es como se rompe el borde inferior de una matriz y se jura que el utillaje estaba defectuoso.
Y la longitud importa. Las tablas indican toneladas por pie. Si estás doblando 36 pulgadas, multiplica por 3. He visto operadores mirar “15 toneladas por pie” y pensar que el trabajo requiere 15 toneladas. Luego ejecutan una pestaña de 4 pies y aplican 60 toneladas a una herramienta clasificada para 50.
La calculadora es tu primer filtro. Confirma:
Ahora sabes si la máquina sobrevive a la configuración.
Pero en el momento en que cambias esa apertura de matriz para reducir la capacidad, ya has cambiado el radio interior. Y eso significa que has cambiado las matemáticas del patrón plano, lo admitas o no.
Entonces, ¿qué le hizo ese cambio de matriz a tu geometría?
En el doblado al aire, el radio interior no es lo que indica la punta del punzón. Es aproximadamente proporcional a la apertura en V de la matriz. El acero dulce suele estar alrededor de 1/6 del tamaño de la apertura de la matriz. El acero inoxidable da radios más ajustados. El aluminio más sueltos. Eso no es folklore. Es la distribución de la deformación a través del espesor respondiendo al límite elástico y a la geometría de la matriz.
Abre ese trabajo en A36 de 1/4 de pulgada de una matriz de 2 pulgadas a una de 3 pulgadas para ahorrar tonelaje, y tu radio interior crecerá con ella. Si tu plano pidió un radio interior de .250 y tu nueva matriz produce uno más cercano a .480, tu tolerancia de curvatura acaba de cambiar.
No por magia. Por mecánica.
Matriz más grande:
Así que antes de aprobar ese número de tonelaje “seguro”, verifica: ¿esta matriz produce un radio interior compatible con el plano?
Si el plano es ajustado y estético, puede que no tengas el lujo de ensanchar la matriz solo para ahorrar fuerza. O rediseñas el patrón plano intencionalmente alrededor del nuevo radio. Lo que no haces es fingir que el radio se mantuvo igual.
Y aquí está la trampa de la que la mayoría de las calculadoras no te advertirán: las clasificaciones de las herramientas dependen de las unidades. Una herramienta marcada con 81 toneladas por pie (tonelada corta) no es lo mismo que 81 toneladas métricas por metro. Los punzones agudos concentran la fuerza hacia afuera y reducen los límites seguros. Si no reconcilias las unidades y la geometría, tu configuración “segura” aún puede sobrecargar los hombros de las herramientas.
Fuerza primero. Luego verificación de la realidad del radio.
Ahora que has seleccionado la matriz en función tanto de la capacidad como del radio, la verdadera decisión importante está frente a ti.
¿Qué longitud plana vas a cortar?
Aquí es donde los talleres actúan como profesionales o como apostadores.
Una vez que el ancho de la matriz está fijado, se estima el radio interior según el material y la abertura. A partir de ese radio, el espesor y el ángulo de doblez, se calcula la tolerancia de doblez. A partir de la tolerancia de doblez, se obtiene la deducción de doblez: la cantidad que se resta de las longitudes totales de las alas para obtener el plano.
Esas no son variables en una pantalla. Son consecuencias físicas de:
Si el cambio de matriz aumentó el radio interior de .250 a .480, tu tolerancia de doblez por 90 grados podría reducirse aproximadamente entre .050 y .080 dependiendo del espesor y el material. En una pieza con dos dobleces, eso representa una diferencia de .100 a .160 en el plano.
En acero inoxidable, esa es la diferencia entre un ajuste perfecto y pelear con una plantilla de soldadura con un martillo de goma.
Y haces esto antes de cortar las planchas de producción. No después de que se haya cortado el primer palé.
La primavera pasada, un chico pasó una tira de acero inoxidable de 11‑calibres de 10 pies —material $312— por una configuración perfectamente “segura”. El tonelaje estaba bien. La máquina estaba feliz. Cada pieza salió .090 más larga en dos alas porque el plano fue programado usando un factor K genérico. Tiraron la tira, culparon al retroceso elástico y ajustaron el tope posterior.
El tope posterior no lo causó.
El plano sí.
Advertencia de contenedor de chatarra: Este error se manifiesta como una desviación dimensional constante en todas las piezas del lote —todas largas o todas cortas por la misma cantidad. Los operadores comienzan a “caminar” el tope posterior para compensar. Ahora has enterrado un error matemático dentro de un ajuste de configuración, y el siguiente trabajo hereda el caos.
Has calculado la deducción. Has cortado una plancha.
¿Confías en las matemáticas o dejas que el metal lo demuestre?
Una plancha. Herramental de producción exacto. Longitud de doblez exacta. Sin atajos.
Dóblala.
Mide:
Ahora compara la suma medida del reborde con el plano menos la deducción teórica de pliegue. Si la diferencia es de 0.015, ajusta la deducción. Si la diferencia es de 0.060, algo en tu suposición de radio estaba mal, o tu lote de material se está comportando de manera diferente a lo indicado en el manual.
Aquí es donde resuelves el factor K real a partir de la realidad, no del valor predeterminado del software. Dejas que la pieza te indique dónde se ubicó el eje neutro.
Toma diez minutos.
Ahorra horas.
Cuando los números se alinean — cuando la deducción de pliegue calculada coincide con el resultado medido — bloqueas el patrón plano y liberas la producción. Ahora tu tonelaje es seguro, tu radio es intencional y tu geometría está comprobada bajo carga.
Esa es una configuración verificada.
Pero incluso con este flujo de trabajo, la variabilidad del material, la dirección del grano y los cambios de tensión entre lotes aún pueden alterar los resultados. Y ahí es donde los límites de cualquier modelo impulsado por calculadora comienzan a hacerse evidentes.
| Paso | Título | Acciones clave | Cálculos / Comprobaciones Críticas | Riesgos si se ignoran | Resultado Clave |
|---|---|---|---|---|---|
| Paso 1 | Establecer Línea Base Segura de Tonelaje | Utilizar la calculadora de prensa plegadora antes de la configuración | Confirmar el espesor real (lectura con micrómetro), la resistencia a la tracción (si se conoce), la longitud de pliegue y la abertura de la matriz; multiplicar toneladas por pie por la longitud real de pliegue; recordar que el tonelaje se escala con el cuadrado del espesor | Sobrecargar la máquina o las herramientas; agrietar los hombros de la matriz; confusión de unidades (ton corta vs métrica); superar la capacidad nominal de la herramienta | La máquina y las herramientas operan dentro de una capacidad segura |
| Paso 2 | Comprobación Cruzada del Ancho de la Matriz vs Radio Interior Objetivo | Verificar que la abertura de la matriz soporte el radio interior requerido | El radio interior ≈ proporcional a la apertura de la matriz en V (p. ej., ~16% para acero dulce); matriz más grande → radio más grande → desplazamiento del eje neutro → reducción de la tolerancia de curvatura por grado | Tolerancia de curvatura incorrecta; errores dimensionales; fallas cosméticas o de ajuste; herramienta sobrecargada debido a desajuste geométrico | La selección de la matriz se alinea tanto con los límites de capacidad como con los requisitos del plano |
| Paso 3 | Calcular la deducción de curvatura antes del corte | Determinar la longitud plana a partir de la geometría real | Estimar el radio interior a partir de la matriz + material; calcular la tolerancia de curvatura a partir del radio, espesor y ángulo; derivar la deducción de curvatura; ajustar según el comportamiento del material y el rebote elástico | Desviación dimensional constante (todas las piezas largas/cortas); desperdicio de material; ocultar errores de cálculo mediante ajustes del tope posterior | Patrón plano exacto antes del corte de producción |
| Paso 4 | Ejecutar una curvatura de prueba controlada | Validar los cálculos con una pieza en blanco de producción | Medir el radio interior real, las longitudes de las alas, el ángulo final; comparar los resultados medidos con la deducción de curvatura teórica; ajustar el factor K si es necesario | Errores en toda la serie; suposiciones incorrectas del factor K; desperdicio en producción | Configuración verificada: tonelaje seguro, radio correcto, geometría probada bajo carga |
Hiciste la curvatura de prueba. Mediste. Ajustaste la deducción de curvatura hasta que las longitudes de las alas quedaron exactas.
Ahora llega un nuevo lote de acero de un número de colada diferente.
¿Repites todo o confías en los números de ayer?
Aquí está la frase que debes grabarte en la cabeza: la calculadora y tu primera calibración prueban lo que hizo esa lámina específica bajo esa carga específica. No prueban lo que hará el siguiente lote. El acero no es un PDF. Es una receta química vertida en caliente y enfriada a una velocidad que no controlas.
La calculadora es el guardarraíl. La calibración es el volante. Pero la carretera aún tiene curvas.
Y las curvas no se preocupan por el número que imprimió tu calculadora.
El rebote elástico es simplemente recuperación elástica. Empujas el punzón hacia abajo, el material fluye más allá de su límite elástico, y luego, cuando liberas la presión, la parte elástica de la deformación se recupera y abre el ángulo.
Sencillo en teoría.
Pero la cantidad que se recupera depende de la resistencia real al límite elástico de esa lámina, no del botón de “acero dulce” que presionaste. Si un lote fluye a 42 ksi y el siguiente a 50 ksi, el lote más fuerte se recupera más. Misma matriz. Mismo punzón. Misma profundidad programada. Diferente ángulo.
Eso significa un radio interior efectivo diferente. Y eso significa que tu tolerancia de plegado cambia aunque no toques el ajuste.
Pero el radio interior no es el que asumía tu plano.
Imagina lo que eso significa físicamente. Estás ordenando que el ariete se detenga a cierta profundidad — esa es tu variable en el mundo real. La profundidad equivale a la penetración en la matriz en V. La penetración controla cuán ajustadamente se enrolla el material. Si el material ofrece más resistencia, se relaja más cuando se libera. El eje neutro — esa capa imaginaria que no se estira ni se comprime — migra de manera diferente a través del espesor.
No cambiaste las matemáticas.
El metal sí.
Advertencia de la papelera de chatarra: La deriva del rebote elástico aparece como ángulos que miden 89 grados una semana y 87.5 la siguiente con el mismo programa. Los operadores comienzan a ajustar la profundidad del ariete en .010 aquí, .015 allá, buscando el ángulo. Ahora tu deducción de pliegue está desajustada, y las longitudes de los rebordes se alargan o acortan .030 en una caja de cuatro pliegues. Ayer encajaba en el útil. Hoy se tambalea.
Entonces, ¿qué sucede cuando la variabilidad no es solo la resistencia, sino la estructura?
Al laminar una chapa en el molino, estiras su grano como si tiraras de un caramelo blando. Si doblas paralelo al grano, se comporta más rígido. Si doblas a través de él, fluye más fácilmente.
Mismo espesor. Misma aleación. Respuesta diferente.
Una calculadora reduce todo eso a una sola entrada: “Material = A36” o “Material = acero inoxidable 304.” Eso es una categoría. La realidad es de lote a lote, de bobina a bobina, a veces de hoja a hoja.
He visto dos cargas de acero laminado en caliente de calibre 10 — mismo proveedor, misma especificación — diferir lo suficiente como para que una necesitara .020 más de profundidad del ariete para alcanzar 90 grados en la misma matriz en V de 1.5 pulgadas. Esa .020 no solo corrige el ángulo. Cambia el enrollado. Ajusta el radio interior. Desplaza la tolerancia de pliegue unos milésimos por pliegue.
En un solo soporte, no importa.
En una carcasa de 12 pliegues, acabas de acumular el error doce veces.
La primavera pasada, un aprendiz trabajó una tira de 10 pies de acero inoxidable calibre 11 — material $312 — con una configuración perfectamente “segura”. La tonelada estaba bien. La máquina estaba contenta. Pero el nuevo lote tenía un límite elástico más alto, el rebote elástico abrió un poco más los ángulos y cada reborde de retorno creció lo suficiente como para que el ensamblaje final fuera .080 más ancho. Lo forzaron en una plantilla de soldadura. Se arqueó como un plátano después del enfriamiento.
Culparon al soldador.
Al grano no le importó su culpa.
Aquí está la traducción de taller: la dirección del grano es una orientación física que puedes ver en el borde de la chapa. La variación entre lotes es una curva esfuerzo-deformación diferente que se esconde dentro de algo que parece idéntico. Ninguna de las dos variables existe dentro de tu calculadora a menos que midas y ajustes.
Y si el material puede desviarse, ¿qué pasa con las herramientas que hacen el doblado?
Los hombros de tu matriz en V no son inmortales. Cada doblez es una presión concentrada a lo largo de dos líneas de contacto. Con el tiempo, esos hombros se abollan —una deformación microscópica que ensancha ligeramente la abertura efectiva.
Una abertura más ancha significa un radio interior mayor.
Un radio mayor significa una tolerancia de curvatura más pequeña por grado.
No lo verás el primer día. Lo verás cuando las piezas comiencen a mostrar una tendencia de .015 más cortas a lo largo del reborde y nadie haya cambiado el programa.
Ahora añade el abombamiento —la curvatura ascendente deliberada en la cama para contrarrestar la deflexión bajo carga. Si el abombamiento está mal configurado, el centro de un doblez largo experimenta una penetración diferente que los extremos. Eso no es teoría. Es la profundidad del ariete variando físicamente a lo largo de la longitud.
Diferente penetración equivale a un ángulo diferente.
Un ángulo diferente a lo largo de la misma pieza equivale a torsión, abombamientos tipo “oil-canning” y problemas en el ensamblaje.
Ninguna calculadora sabe cuán desgastada está tu matriz. Ninguna fórmula sabe si la cama está perfectamente abombada para la tonelada por pie de hoy. “La calculadora dijo 74 toneladas” no te dice nada sobre si esa fuerza está distribuida uniformemente a lo largo de 8 pies o concentrada un poco más en el centro debido a la deflexión.
Por eso esta es la línea divisoria.
De un lado: fórmulas, categorías, estimaciones. Del otro: ángulo medido, radio medido, reborde medido —y el hábito de volver a comprobarlos cuando cambia el material, la herramienta o la longitud.
No controlas la variabilidad confiando en un mejor software.
La controlas construyendo un ciclo de retroalimentación tan ajustado que el metal nunca te sorprenda dos veces.
Has verificado la configuración. El doblez de prueba es bueno. El ángulo llega a 90. El reborde mide exactamente.
Luego llega la siguiente partida de material.
Misma especificación en la etiqueta. Misma espesor en el micrómetro. Pero los ángulos comienzan a abrirse medio grado más, y tu segundo reborde se alarga .020. Ahora estás mirando un programa “correcto” que lentamente convierte buenas piezas en retrabajo.
Entonces, ¿cómo controlas la variación entre lotes una vez que la teoría está comprobada?
Dejas de actuar como alguien que introduce números y comienzas a actuar como alguien que posee el sistema.
Un usuario de calculadora pregunta: “¿Cuál es el tonelaje?” Un responsable de proceso pregunta: “¿Qué cambió en el sistema?”
Fuerza, herramientas, dirección del grano, resistencia real a la fluencia, deflexión de la cama, incluso el punto del bastidor donde aplicas la carga: no son temas separados. Son un único evento mecánico que ocurre bajo 60, 100, a veces 200 toneladas de presión. Cuando una variable se desvía, la geometría se desvía. Si no tienes un modo de detectar y corregir esa desviación, la calculadora se convierte en una falsa sensación de seguridad.
¿La parte no obvia? La precisión de la máquina usualmente no es el problema. Las plegadoras modernas mantienen el ángulo dentro de aproximadamente medio grado cuando todo lo demás está estable. La repetibilidad de posicionamiento es más precisa de lo que la mayoría de los operadores miden. La inestabilidad vive en el ecosistema de material y herramientas alrededor del ariete.
La responsabilidad comienza allí.
Cuando introduces números en una calculadora, estás haciendo una sola cosa: verificando si el camión es demasiado pesado para el puente.
Eso es todo.
“La calculadora indicó 74 toneladas.” Bien. La máquina no se sobrecargará. Pero ese número no dice nada sobre si aplicas esas 74 toneladas a lo largo de 4 pies o 10, si estás dentro de 60% de ancho de bastidor, o si el fabricante de tu matriz calificó esa herramienta en toneladas cortas por pie a 30 grados en lugar de 90.
He visto dos matrices ambas marcadas con “80 ton/ft” que significaban cosas completamente distintas porque los proveedores usaron métodos de clasificación diferentes. Una asumía una curva poco profunda. La otra asumía contacto total. Mismo sello. Realidad distinta. Si no descifras eso antes de abrir la calculadora, estás construyendo matemáticas sobre arena.
Y luego está el intercambio silencioso del que nadie habla en línea: abres la matriz en V para reducir el tonelaje, y sí, la fuerza disminuye, pero el radio interior aumenta. Un radio mayor desplaza tu eje neutro. El desplazamiento del eje neutro cambia la deducción de doblez. Tu patrón plano acaba de moverse.
Máquina más segura. Pieza incorrecta.
Por eso la calculadora es una barandilla. Te mantiene fuera de una sobrecarga catastrófica. No dirige el camión lleno de hojas de acero inoxidable $1,200 hasta el muelle sin daños.
Advertencia del contenedor de chatarra: este error aparece como piezas que pasan la inspección de ángulo pero fallan la longitud de pestaña por .030 a .060 después de un cambio de matriz “por seguridad”. El registro de la máquina se ve perfecto. Las piezas no encajan en el dispositivo de soldadura. Empiezas a culpar la precisión del láser. El verdadero culpable es la deriva de geometría que nunca recalculaste.
Entonces, si la calculadora solo protege del borde del precipicio, ¿cómo se conduce realmente?
Controlas la variabilidad asumiendo que ocurrirá.
¿Nuevo lote de acero? No confías en la deducción de doblez de la tirada anterior. Cortas una probeta de este lote, en esta dirección del grano, en esta matriz, a esta longitud. Mides tres cosas: ángulo después del retroceso del resorte, radio interior si puedes medirlo, y longitud de pestaña.
Ahora traduce eso de nuevo a matemáticas. Si la pestaña es .018 más larga, significa que tu deducción de doblez es ligera por .018. Eso no es teoría; es el metal diciéndote dónde se situó realmente tu eje neutro bajo carga.
Cambia el número en tu tabla de patrones planos para este trabajo, este material, estas herramientas. Etiquétalo por lote o proveedor si puedes. Ahora la siguiente pieza refleja la realidad, no la esperanza.
Este es el ciclo de retroalimentación: Estimar → Doblado de prueba → Medir → Ajustar deducción de doblez → Bloquear programa.
Y lo repites cada vez que cambia una variable: ancho de troquel, lote de material, longitud de pliegue que te acerca a los límites del bastidor.
La primavera pasada, un chico pasó una tira de acero inoxidable de 11 calibres y 10 pies —material por valor de $312— a través de una configuración perfectamente “segura”. El tonelaje estaba bien. La máquina estaba contenta. Lo que no hizo fue volver a probar cuando llegó el nuevo pallet. El límite elástico era mayor. El retorno elástico aumentó. Las pestañas se alargaron ligeramente. Cuando alguien comprobó el ancho del conjunto, tres piezas ya estaban dobladas.
Eso no fue un fallo del calculador.
Fue una ausencia de bucle de retroalimentación.
Alerta de cubo de chatarra: los errores de variación de lote aparecen como una lenta deriva de ángulo —90.0, luego 89.6, luego 89.2— y los operadores ajustan la profundidad del ariete en incrementos de .005 o .010 sin actualizar la deducción de pliegue. El ángulo se corrige. El patrón plano no. Las piezas con múltiples pliegues comienzan a acumular error hasta que la última pestaña fuerza la apertura de la caja.
Ahora estás ajustando la profundidad para perseguir el ángulo. Pero ¿qué protege la máquina mientras haces eso?
Aquí está el cambio mental.
Deja de tratar la seguridad de la máquina y la precisión de la pieza como dos objetivos separados. Son el mismo problema de control visto desde diferentes perspectivas.
La fuerza por pie no es solo un número de capacidad. Es un problema de distribución. Si aplicas el tonelaje total en menos de 60% de la distancia del bastidor lateral, corres el riesgo de dañar el bastidor sin importar lo que diga el calculador. Eso es geometría de la propia máquina. Así que la longitud de la pieza y la ubicación del pliegue se convierten en variables estructurales, no solo en detalles de diseño.
Cuando un nuevo lote requiere más penetración para alcanzar el ángulo, eso significa mayor fuerza de conformado al final del recorrido. Más penetración equivale a un envolvimiento más ajustado. Un envolvimiento más ajustado cambia el radio. El cambio de radio modifica la deducción de pliegue. Y el aumento de fuerza por pie podría acercarte a los límites de las herramientas o del bastidor.
Un ajuste mueve todos los demás.
Un responsable del proceso no solo ajusta más profundo. Se pregunta:
Eso es conducir el camión mientras observas tanto las correas de carga como la clasificación de peso.
La conclusión no obvia —la que te llevas contigo— es esta:
No controlas la variabilidad eliminándola. La controlas acortando el tiempo entre la deriva y la corrección.
Si tu ciclo desde “material cambiado” hasta “patrón plano actualizado” dura una prueba de doblez, la variabilidad te cuesta un cupón. Si ese ciclo dura diez piezas, la variabilidad te cuesta $312 tiras y conjuntos deformados.
La calculadora te mantiene fuera de la cuneta.
La propiedad del proceso hace que la carga llegue al cliente.
Y una vez que empiezas a ver cada doblez como una interacción viva entre fuerza, geometría, capacidad de la herramienta y comportamiento del lote, dejas de preguntar: “¿Qué número debo ingresar?”
Empiezas a preguntar: “¿Qué me está diciendo el metal en este momento?”


















