

彼はその機械を誇りに思っていた。ヨーロッパ製のバッジ。6桁の頭金。仕様書には±0.002の繰り返し精度とあった。.
6か月後、彼の現場のスタッフが曲げていた80%の材質は、3/16インチの軟鋼製ブラケットで、公差は±0.010だった。部品はぴったり合っていた。中位クラスの175トン機でも同じように合っていただろう。だが、支払い額は作業内容に合わせて減ることはなかった。.
購入したものと実際に曲げるものの間にあるそのギャップこそが、名声が利益を食い始める場所だ。.
どの加工フォーラムに入っても、同じ名前が上位に浮かび上がる:トルンプ。アマダ。いわゆる「ハイエンド」。その精度に異論を唱える人はいない。その美しい設計に疑問を呈する人もいない。.
しかし、精度が金になるのは、それに対して誰かが支払ってくれる時だけだ。.
顧客の公差が±0.010で、あなたのブレーキが一日中±0.002を保持できたとしても、0.008インチ分の価値を手に入れたわけではない。請求書で請求できない能力を買っただけだ。その一方で、比較対象となる中堅クラスの機械なら$3,100なのに、あなたの月々の支払いは$4,870になっている。その差額$1,770は? 5年間で利息を除いても$106,200になり、そのお金は別のオペレーターの雇用やファイバーレーザーへのアップグレードに使えたはずだ。.
名声は安心感を与える。しかし、電気を灯し続けるのはキャッシュフローだ。.
スクラップメタル現実チェック: 顧客が航空宇宙産業価格を払ってくれないなら、航空宇宙向け機器の支払いはそのままあなたの利益から差し引かれる。.
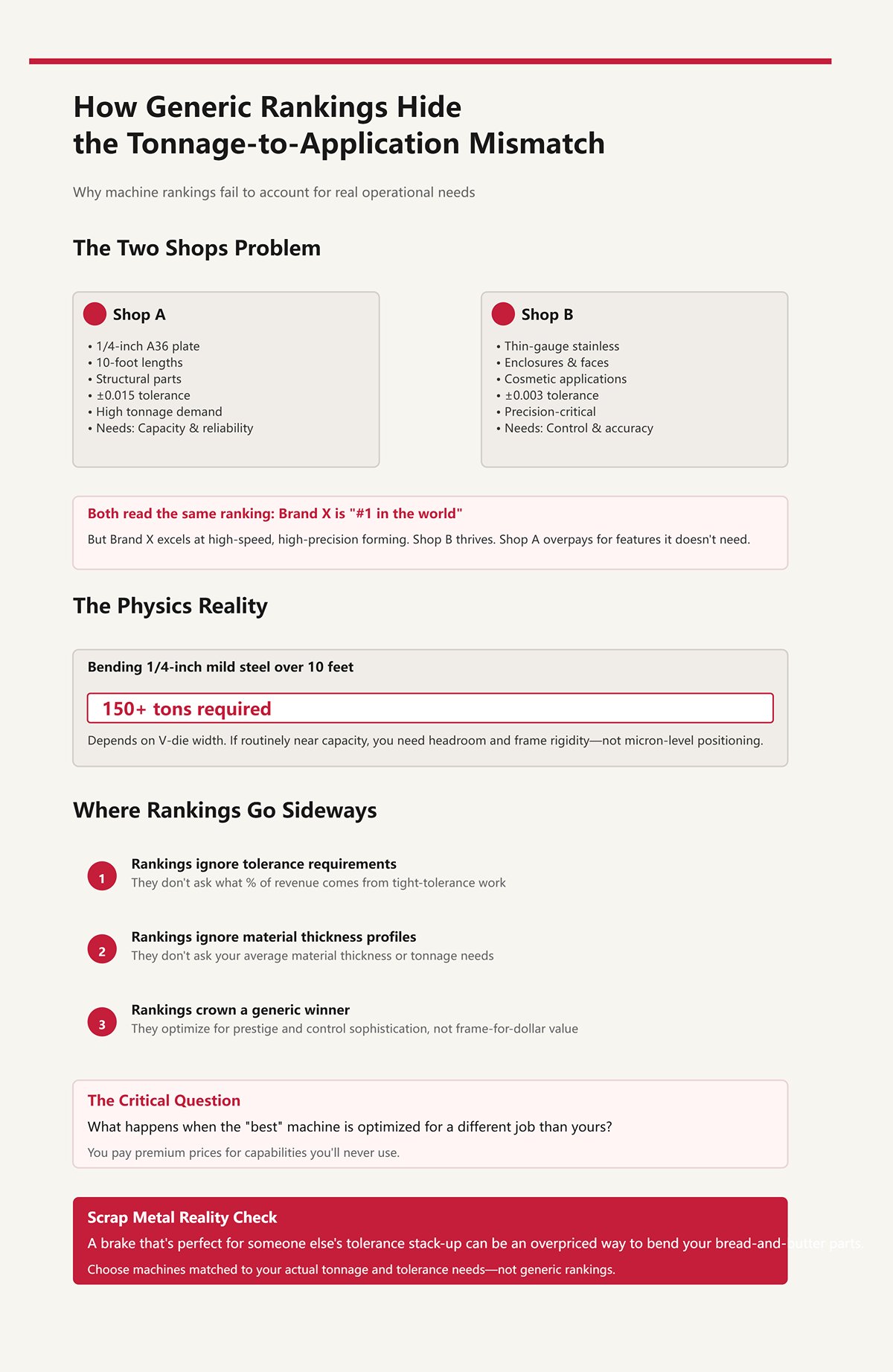
2つの工場を想像してみてほしい。.
工場Aは1/4インチのA36鋼板を一日中、10フィート長で曲げており、構造パーツで公差は±0.015。工場Bは薄板ステンレスの筐体や化粧面を曲げており、公差は±0.003。.
どちらも「ブランドXが世界で#1」というランキングを見る。“
ブランドXは、高速・高精度成形、高度なクラウニングやサーボ制御の点で非常に優れているかもしれない。工場Bはそれで利益を上げられる。工場Aが必要なのは、安定したトン数と信頼できるバックゲージだけだ。.
ここで問題が生じる。トン数は物理だ。大まかなルールとして、1/4インチの軟鋼を10フィートで曲げる場合、Vダイ幅にもよるが150トン以上が必要になることがある。常に能力の限界近くで作業しているなら、余裕とフレーム剛性のためにサイズアップするべきだ。しかし多くの名声ある機械は、フレームのコストパフォーマンスではなく制御の高度さで評判を得ている。実際に必要なのは微細位置決めではなく、ぶれない鋼の質量とシリンダーであるのに、そこにお金を払っているのだ。.
ランキングは、売上の何%が厳しい公差の作業から来ているかを聞かない。平均的な材料の厚さも問わない。ただ王者を決めるだけだ。.
では、「最高」の機械があなたの仕事とは別の用途に最適化されていたらどうなる?
スクラップメタル現実チェック: 他人の公差要求に完璧に応えるブレーキは、あなたの日常的な部品を曲げるには高すぎる方法になり得る。.

工具について話しましょう。.
一流ブランドの中には、美しく独自設計の工具システムを構築するところがあります——クイックチェンジ、精密研磨、制御ソフトと完全統合。デモは洗練されていて、工具IDチップ、自動セットアップ提案、試し曲げの最小化などが揃っています。.
ではこう想像してください:特殊なパンチがひび割れる。致命的ではないが、仕事を中断させるには十分。交換部品は地元のサプライヤーにはない。海外から発送される。到着まで3週間。.
作業員たちは、$280,000の静かなブレーキの周りを掃除しているとしましょう。その機械が通常$150の工場レートで1日6時間稼働すると仮定すると、生産能力は1日$900に相当します。15営業日止まると、粗売上の潜在額は$13,500——給与や間接費がそれを削る前の数字です。.
統合型エコシステムは、稼働時間が絶対的に保証され、部品が地元で入手できる場合には強力です。しかし消耗品やサービスが単一の供給経路にロックされると、高額になります。.
確かに統合はセットアップエラーを減らします。確かに再現性を向上させます。しかし、地元のサービス範囲が、技術者がトラックでなく飛行機で来る距離であるなら、その優雅さはすぐに脆くなります。.
だから本当の問題は「このエコシステムは高度か?」ではなく、「サーボが故障したとき午前2時に誰が直すのか?」です。“
スクラップメタル現実チェック: 地元で整備できない独自機能は、将来交渉の余地がない請求書になります。.
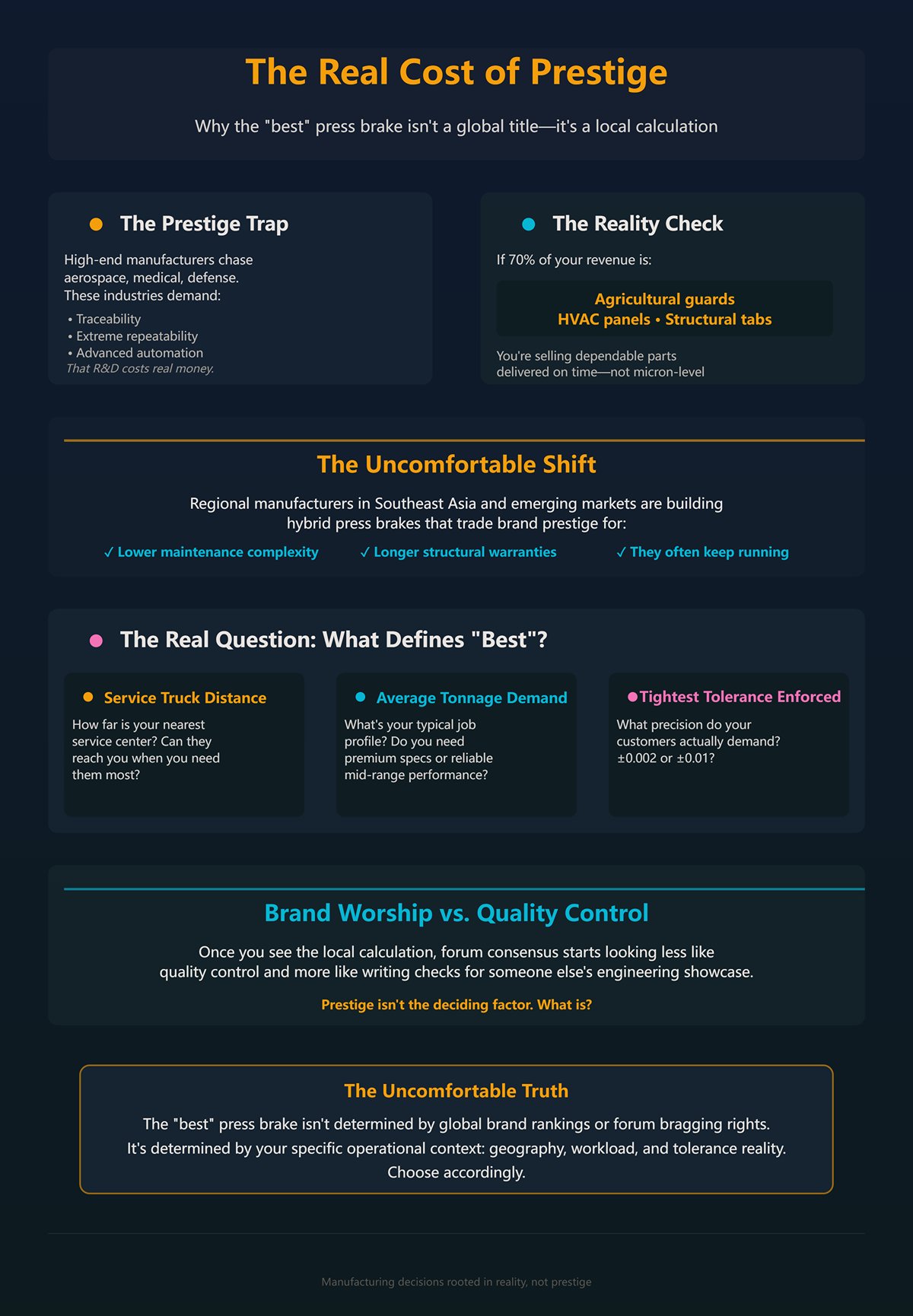
高級メーカーは航空宇宙、医療、防衛を追いかけます——これらの業界はトレーサビリティ、極めて高い再現性、高度な自動化を要求します。その研究開発には本物の金がかかります。.
温度変動をまたいで±0.002を保つ必要のある航空機用ブラケットを曲げているなら、そのエンジニアリングが欲しいでしょう。それに見合った料金を請求しています。その機械を称賛するフォーラムの意見は、その文脈では理解できます。.
しかし収益の70%が農業用ガード、HVACパネル、構造用タブなら、ミクロン単位の完璧さを売っているわけではありません。売っているのは、時間通りに納品される信頼性のある部品です。.
地域メーカーの中には——東南アジアなどの市場で急成長中のところもあり——ブランドの名声を少し犠牲にして、メンテナンスの複雑さを減らし構造保証を長くするハイブリッド型プレスブレーキを作っている企業があります。フォーラムで自慢する権利を占めることはありませんが、多くの場合、稼働し続けます。.
それが不安を伴う変化です:「最良」のプレスブレーキは世界的な肩書ではなく、地域ごとの計算です——サービストラックまでの距離、平均的なトン数要求、顧客が本当に厳守する最小公差。.
それが分かると、ブランド崇拝は品質管理というよりも、誰かのエンジニアリングショーケースのために小切手を書く行為に見えてきます。.
そして、名声が決め手でないなら、決め手は何でしょう?
ある工場主が見積書を机の上に滑らせてきました——320トン、14フィート、側面にはヨーロッパブランド、価格は$480,000弱。彼はその機械を紙上では誇らしく見ていました。そして私は彼に、過去12ヶ月の曲げデータを尋ねました:最も厚い材料、最も長い部品、顧客に実際拒否された最も厳しい公差。私たちは黄色いメモパッドに簡単なグリッドを作りました——最大必要トン数を一方の軸に、最も厳しい収益を生む公差をもう一方に。.
そのグリッドを描くまで、あなたはプレスブレーキを買っているわけではありません。6桁の小切手を持って推測しているだけです。.
このマトリクスは、二つの不快な数値を同じ会話に押し込みます:実際のピークトン数(20%の余裕付き)と最も厳しい収益を生む公差。それがトラック購入の瞬間です。燃料の供給がなければ馬力は無意味。支払い需要のないミクロンレベルの制御は虚飾。そして間違った象限は、初期費用だけでなく、スクラップ、サイクルの遅延、過剰な支払いが利益率を吸収するという形で複合的に影響します。.
スクラップメタル現実チェック:最大トン数と最狭許容差の交点を把握できていないなら、その交点を超えるすべてのドルは商業金利で借りたエゴ資金だ。.
具体的に見ていきましょう。.
10フィートの1/4インチA36を考えてみよう。Vダイの幅によっては150トンを超える。では板厚を1/2インチに倍増するとどうなるか。トン数は倍にならない——およそ4倍に跳ね上がる。厚さこそがこの式のいじめっ子だ。長さは線形にしか比例しない。90度未満の鋭角曲げ?およそ1.5倍の力を追加せよ。それはブランドではなく物理学だ。.
では、多くの工場がこれをどう「解決」しているか見てみよう。月に1〜2回240トンが必要な仕事があるからと300トンの機械を購入する。すると現場の作業員は重い作業の日には80〜100%の容量で稼働していることになる。問題は?健全なブレーキは最大でも80%程度で運転し、より硬い材料や摩耗した工具への保険として予備容量を残すべきだ。日常的に100%まで押し切っても強さを証明しているわけではない。むしろたわみ、シール摩耗、不均一な角度を加速している。.
さて、ここから話がねじれる。.
一部の工場は角度のばらつきを「トン数不足」のせいにしてさらにスペックアップするが、実際の詰まりどころは薄くて外観重視の部品における公差管理だった。精密さの問題を腕ずくで解こうとしているのだ。.
再び二つの工場を想像してみよう。一つは厚板部品が最大容量に達しないように複数回打つ必要があり、時間を失っている。もう一つは、作業員が±0.003を出すために薄いステンレスをシム調整や再曲げして時間を費やしている。両者とも生産性に不満を抱いているが、実際にトン数に制限されているのは一つだけだ。.
そしてトン数チャートはあくまで目安だ。201系ステンレスは304系より必要な力が50%多くなることがある。基準値の15.3トン/フィートは、グレードによって23トン/フィートになる可能性がある。カタログ数値に基づいてマトリクスを組み、実際の仕入れロットを反映していない場合、それは砂上の楼閣を築くようなものだ。.
だから問うべきは「この機械は何トン出せるか?」ではなく、「どの厚さ、長さ、材料のばらつきで80%に達し、それが自分の収益の核心にあるのか?」だ。“
スクラップメタル現実チェック:精度のボトルネックを解消するために過剰なトン数を買えば、スクラップ箱が満杯になるのを止められないまま、遊休容量を抱えることになる。.
| セクション | 内容 |
|---|---|
| タイトル | 高トン数 vs 高精度:実際にあなたの工場の生産を絞っているボトルネックはどっちだ? |
| 厚さ vs 長さの影響 | 10フィートの1/4インチA36を考えると、Vダイの幅によっては150トンを超える。厚さを1/2インチに倍増すると、トン数はおよそ4倍に跳ね上がる——2倍ではない。厚さが式を支配し、長さは線形に比例する。90°未満の鋭角曲げはおよそ1.5倍の力を要する。それが物理だ。. |
| 一般的な購入行動 | 時折240トンが必要な仕事のために、多くの工場が300トンの機械を購入する。その結果、ヘビーな作業の日には作業員は80〜100%の容量で運転している。健全なブレーキは最大でも80%程度で運用し、より硬い材料や摩耗した工具への予備を確保すべきだ。100%で運用すると、たわみ、シール摩耗、不均一な角度が加速する。. |
| 問題の誤診 | 一部の工場は角度のばらつきをトン数不足のせいにして機械を大型化するが、実際の問題は薄くて外観重視の部品における公差管理だ。精度の課題を腕力で解こうとしている。. |
| 二つの工場のシナリオ | 一方の工場は、厚い板部品が最大容量に達しないように複数回打つ必要があり時間を失っている。もう一方は、作業員が±0.003を出すために薄いステンレスをシム調整し再曲げして時間を費やしている。両方とも生産性の問題を訴えるが、実際にトン数に制限されているのは一方だけだ。. |
| 材料のばらつき | トン数チャートはあくまで目安だ。201系ステンレスは304系より50%多くの力を要することがある。基準値の15.3トン/フィートは、グレードによって23トン/フィートになる可能性がある。実際の仕入れロットではなくカタログデータで計算を組むのはリスクがある。. |
| 本当の問い | 重要な問いは「この機械は何トン出せるか?」ではなく、「どの板厚、長さ、材料のばらつきで80%の能力に達するのか――そしてそれが自分の収益と一致しているのか?」である。“ |
| スクラップメタル現実チェック | 精度ボトルネックを解消しようとトン数を過剰購入しても、遊休能力を抱えるだけで、スクラップビンが満杯になるのは止められない。. |
私は12フィートの部品が中級プレスブレーキから出るのを見た。両端の角度は完璧なのに、中央で2度開いていた。典型的なたわみだ。荷重がかかるとフレームが弓なりになり、ラムとベッドは完全に平行を維持できない。補正しなければ、長尺部品は正しい角度を示さない。.
クラウニングはその解決策である――機械的ウェッジ、または油圧システムによって制御された反たわみを導入し、曲げを全長で均一に保つ。この点で、$200,000マシンと$500,000マシンの差が静かに現れる。.
手動クラウニングは機能する。トン数と経験に基づいて調整する。スピードは遅いが、現場の担当者が素材を理解していれば予測可能だ。CNC制御の動的クラウニングは、ベッド全体の計算荷重に基づいて自動調整する。セットアップが速く、長尺で高公差の部品でも繰り返し精度が高い。.
しかし、精度が金になるのは、それに対して誰かが支払ってくれる時だけだ。.
もし収益の70%が±0.015の公差で6フィート以下の部品によるものであれば、ベッド全長をフルに使うことは稀だ。フレームたわみは最小限。動的クラウニングの高度化に$300,000多く支払っても、セットアップごとに数分短縮できる程度で、その時間を今のスケジュールで収益化していないなら意味は薄い。.
逆に考えよう。もし日常的に10~12フィートのステンレスパネルを±0.005で加工し、中央部の角度ずれで25枚に1枚を廃棄しているとする。各パネルの材料と労務コストが$420なら、平均的に1サイクルあたり$16.80の損失となる。年間1,000枚なら$16,800、5年で$84,000――しかも再作業の人件費前だ。突然、クラウニング精度は贅沢ではなく、保険になる。.
このマトリクスは、曲げ長さと公差をたわみリスクに結びつけることを強いる。ブランドのパンフレットでもショールームのデモでもない。.
スクラップメタル現実チェック:もし長尺部品のたわみが5年間で$84,000の損失を生んでいるなら、高度クラウニングを省く方が高くつく。そうでなければ、それに支払う方が高価だ。.
高性能制御――オフラインプログラミング、ツールIDチップ、自動曲げシーケンス、ロボットインターフェース――見事な装備だ。実際に見た。滑らかで、速く、統合されている。.
そして6か月後、現場に行ってみる。.
現場の作業員は「その方が早い」と言って軸を手動で動かしている。ツールライブラリは更新されていない。オフラインプログラムは古びたデータとして放置され、誰も正確なツール情報を維持する時間がない。ロボット導入の見積もりは「フェーズ2」と書かれたフォルダに眠っている。“
自動化が利益を生むのは、3つの条件が揃った時だけだ:繰り返し作業の一貫性、厳密なデータ管理、そしてオペレーターがシステムを信頼し(かつ動機づけられている)こと。1つでも欠ければ、その機能は飾りになる。.
仮に自動化パッケージが購入価格に$120,000追加されるとしよう。セットアップごとに5分節約でき、1シフトで6回のセットアップを行うなら、1日あたり30分の節約だ。工場の時間単価が$150なら、1日あたり$75の能力向上。年間250営業日で約$18,750。回収するのに6年以上かかる――しかも完全導入できた場合である。.
もし業務構成が高変動、短ロット、多頻度の単発作業なら、手動による柔軟性の方が理論上の自動化速度より優れることが多い。未舗装路をレーシングサスペンションで走るようなものだ。.
だから「自動化対応」欄にチェックを入れる前に問おう:その投資を正当化できる稼働量の規律があるのか、それとも将来への期待だけで買おうとしているのか?
希望だけではリースの支払いはできない。.
そして、トン数、許容誤差、たわみリスク、実際の作業フローの規律をマッピングした後に残るのは、不快な真実です。どんなに完璧に仕様を決めた機械でも、2州離れた技術者の到着を待って座っているだけでは何の価値もありません。.
スクラップメタル現実チェック:オペレーターがバイパスする自動化は、月々の支払いに固定された高価なタッチスクリーンに過ぎません。.
昨年私が監査した工場は、世界的に評価の高いブランドから$350,000の油圧プレスブレーキを購入しました。トン数のマッチは完璧。ダイナミッククラウニング搭載。実際に使用している自動化パッケージ。数字の上では、収益と千分位の精度で一致していました。.
その後、油圧回路内の比例弁が故障しました。.
最寄りの認定フィールド技術者は640マイル離れていました。出張スケジュールと部品確認に9営業日。機械は14日間沈黙しました。その工場は2交代制で稼働し、8人の作業員がそのブレーキに従事しており、平均的な負担労働コストは$38/時間。つまり、$608/時間の遊休労働です。週80時間の生産時間では、最初の週だけで$48,640の損失。出荷遅延のペナルティや外部委託費用を加えると、オーナーはラムが再び動くまでに約$72,000が消えたと控えめに見積もっています。.
彼はその機械を誇りに思っていました。.
つまり、トン数を板厚に、許容誤差をクラウニングに、自動化を作業フローの規律に合わせたとしても、今問うべきは性能ではありません。重要なのは、「そのキャビネットを合法的に開けて修理できる人はどれだけ離れた場所にいるのか?」ということです。
スクラップメタル現実チェック:完璧に仕様された$350,000のブレーキでも、MTTR(平均修理時間)が2週間なら実際に$72,000の損失—名声では給料は払えません。.
平均修理時間(MTTR)は、技術者たちが展示会で議論するような話に聞こえます。しかしあなたの工場では、それは作業員が故障した機械の周りを掃除して過ごす日数です。.
2つの工場を想像してみてほしい。.
工場Aは90マイル先に地域メーカーがあり、1人の専任プレスブレーキ技術者が3州を対象にカバー。現場対応の平均時間は24〜48時間。工場Bは、プレミアム輸入品を購入し、工場認定技術者が1,200マイル離れた主要空港近くに配置されています。リモート診断は優れていますが、油圧またはバックゲージのハードウェア問題には現場対応が必要です。.
では数字を見てみましょう。ブレーキが材料費と直接労務費を除いた貢献利益として$180/時間を生み出すとします。その機械で週70時間稼働すれば、稼働時間に関連する週次貢献利益は$12,600です。許容可能なダウンタイムがバックログと顧客納期に基づき48時間なら、損失を吸収できる財務的バッファは約$5,040です。.
24時間のMTTRならその範囲内です。10日のMTTRはそうではありません。.
そして購買担当者が見落とすのはここです:距離は複雑さとともに増幅します。油圧システムにはポンプ、シール、比例弁、圧力トランスデューサがあります。電動ブレーキは油圧オイルとその多くの故障要因を排除し、故障箇所が減るため、修理時間が短くなることが多い。それが計算式を傾ける要因になり得ます。しかし電動駆動装置にもサーボアンプやボールねじがあり、近所の金物店には在庫されていません。.
したがって正しい質問は「このブランドは信頼できるか?」ではなく、「故障した場合、スケジュールが崩壊するまで何時間耐えられるのか—そしてそのサービス半径はそれを支えられるか?」です。“
スクラップメタル現実チェック:バックログが5日の停止を吸収できないなら、5州離れたサポート機械を購入するのは、週$12,600を航空便スケジュールに賭けることになります。.
パンフレットには「全国サポート」と書かれています。その言葉は、オイルが床にこぼれたときに重要になる構造的な違いを隠しています。.
一部のブランドは直販で工場技術者を派遣します。別のブランドは複数ラインを扱う独立ディーラーに依存し、それぞれ独自のサービスチームを持っています。紙面上では工場サポートが優れているように聞こえます—工場訓練済み・工場支援。しかし実際には、地域ディーラーが3人の専任ブレーキ技術者を持つ方が、世界的ブランドの集中ホットラインより高いパフォーマンスを発揮することがあります。なぜなら、そのディーラーの評判は半径200マイル以内で生きるか死ぬかだからです。.
ここで変わるのは、財務面です。.
サポートが工場直結の場合、問題のエスカレーションはしばしば複数の層を経由します:地域代理店 → 全国サービスコーディネーター → 工場技術部門 → 部品承認。各引き継ぎは数時間、場合によっては数日を要します。現場にはあなたのダウンタイムを「自分ごと」として受け止める人はいません。彼らはそれを「管理」しているだけです。.
優秀な販売代理店がいれば、サービスマネージャーはあなたの工場、現場のスタッフ、扱う材料の傾向を理解しています。同じ制御装置を使う顧客が5社いるため、よく摩耗する部品を在庫しています。次回の展示会であなたに会うからこそ、彼には迅速に解決する動機があります。.
しかし、これは両刃の剣です。弱い販売網では、責任が分散します。OEM(製造元)は販売代理店を非難し、販売代理店はOEMの部品承認を待ちます。その間、時計の針は進み、あなたはその狭間で待たされます。.
信頼できるグローバルブランドは、強力な部品供給網とリモート診断でこの問題を軽減します。私は、地元の販売代理店が応答時間に対して非常に厳格だったために、著名ブランドよりも優れた結果を出した中堅輸入機を見たことがあります。地理的条件が輸入品を自動的に不利にするわけではありません。サポートされていない輸入品を不利にするのです。.
したがって契約前に尋ねるべきは、「これは一流メーカーか?」ではなく、「ラムがホームに戻らない朝6時半に、誰の電話が鳴るのか?そしてその人は、許可を取らずに問題を解決できる権限を持っているのか?」です。“
スクラップメタル現実チェック:200マイル以内にあなたのダウンタイムを明確に「自分の責任」とする人がいないなら、そのダウンタイムの責任者はあなたです — 失われた貢献利益1時間あたり$180。.
薄いステンレス筐体を扱う工場で、$4,800のサーボドライブが故障しました。診断は迅速に終わりましたが、部品は手に入りませんでした。.
それは専用設計で、国内在庫はありません。見積もられた納期は18〜22週間。.
機械自体は機械的に問題ありませんでした。しかし制御装置はバックゲージ軸を駆動できません。結果として、その$310,000の資産は5か月もの間、12フィートの文鎮と化しました。オーナーは顧客を維持するため、内部コストに対して1時間あたり$42のプレミアムで曲げ加工を外注しました。週60時間の外注で、週あたり追加コストは$2,520。20週間で$50,400の利益が消失 — 不安定な生産能力のために断らざるを得なかった仕事の機会損失は含めていません。.
ここでブランド神話は崩壊します。.
名門メーカーはしばしば専用の基板やドライブを使用します。それは統合性と性能を高めることもありますが、同時に彼らの部品供給網に縛られることを意味します。中堅や地域メーカーの中には、より標準化された産業用部品 ―― シーメンス製ドライブ、ボッシュ・レックスロス製バルブ、一般的なPLCプラットフォーム ―― を使用するところもあります。緊急時には、そうした部品は複数の販売チャネルから調達可能です。.
電動ブレーキは、この点で有利にも不利にも作用します。油圧部品が減ることで、漏れやシール不良が減ります。しかし専用のサーボモジュールが故障し、それが海外の1つの倉庫にしかない場合、シンプルさは助けになりません。.
したがって購入前に、率直にこの3つの質問をすべきです:
楽観的な回答ではなく、記録に基づく回答を。.
なぜなら、24時間で部品交換できるか、24週間待たされるかの違いは技術の問題ではないからです。それは、生産スケジュールにとって「存亡の問題」なのです。.
スクラップメタル現実チェック:20週間の納期が必要な専用部品ひとつで、利益から$50,400が吹き飛ぶことがある——そしてフレーム横のロゴがそれを変えることはない。.
オハイオのある工場で、175トン・10フィートのブレーキに関する2つの見積もりを見せられたことがある。ひとつは地域の技術者が4州離れた場所にいるグローバルな優良ブランドから。もうひとつは、ハイウェイ沿いに90分の距離に3人のブレーキ専門家と一般的なバルブやドライブを満載したバンを持つ販売店にサポートされている、知名度の低いメーカーから。グローバル機は公表された繰り返し精度が高かった。地域機は購入注文書に現地24時間以内対応が保証として書かれていた。.
オーナーはどちらの機械が「より良い」のか、何度も尋ねてきた。“
質問自体が間違っている。.
72時間のダウンタイムでバックログが崩壊するのなら、評価すべきはブランドではなく復旧速度だ。比較が意味を持つのは、自社が耐えられる最大の停止時間(時間単位)、メーカーの実績として記録された平均修理時間(MTTR)、そして重要部品がどこに物理的に在庫されているか、の3つの数字を重ね合わせたときだけだ。その他は塗装色と宣伝文句にすぎない。.
では実際に現場でどう分類されるのか、その層を分解してみよう。.
彼はその機械を誇りに思っていた。レーザーによる角度測定。材料データベースと連動した自動クラウニング。ミクロン単位で測定されるほどの極めて高い繰り返し精度。.
そして8フィートにわたって±0.2°を維持する航空宇宙用ブラケットでは、その精度は虚栄ではなく生存条件だ。.
しかし、精度が金になるのは、それに対して誰かが支払ってくれる時だけだ。.
多くの購入者が見落とす仕組みがこれだ:エリート層のブレーキはしばしば専用の制御装置、駆動系、ソフトウェアエコシステムを一体化している。その統合こそがその精度を実現する理由だ。同時に、それが部品供給ルートを狭くする理由でもある。サーボアンプや制御基板が故障した場合、開放的な産業部品市場で探すことはできず、管理されたチャネルに入ることになる。.
北米では、これらのブランドは強固な部品倉庫やリモート診断を維持している場合が多い。主要なサービスエリア内であればMTTRは優秀だ。だがそのエリア外では対応は企業の階層を経由する。診断は遠隔で行われ、部品承認には工場の確認が必要となる。出張は即興ではなく計画的に組まれる。.
現場の作業員が週60時間、納期遅延を1週間許容する契約で稼働しているなら、この構造でも問題はない。だが、リードタイム5日の多品種少量生産の工場では、承認レイヤーが増えるごとにリスク期間が延びる。.
では反論をストレステストしてみよう。CNCプレスブレーキは世界市場シェアを支配している。成熟地域では依然としてプレミアム機が購入され続けている。これは何か現実を示している。つまり、多くの工場が本当にその性能を必要としているということだ。医療、航空宇宙、高級建築分野では精度が利益を生む。.
しかし2つの工場を想像してほしい。.
ひとつは±1°で構造用ブラケットを曲げる工場。もうひとつは±0.25°で食品機器用ステンレス筐体を成形する工場。前者は請求されないサブミクロン精度を購入している。後者はそれがなければ契約を失う。同じ機械。ROIは正反対だ。.
スクラップメタル現実チェック:顧客が±0.2°精度のためのプレミアムを払わないなら、エリート層精度に$80,000〜$150,000を融資するのは、商業金利での自尊心ファイナンスだ。.
20年経っても角度精度を維持している北米製ブレーキを見たことがある。タッチスクリーンの華やかさはない。ただ厚いサイドフレーム、特大シリンダー、そして3度のオーナー交代にも耐えたような制御装置。.
これらの機械が重いのには理由がある。質量はたわみを減らす。単純な油圧回路は特殊部品が少ない。多くは広く入手可能な工業用バルブ、ポンプ、PLCプラットフォームを使用している。故障時に現場の作業員は封印されたブラックボックスを見つめるのではなく、圧力ラインを追って、地域の販売代理店に在庫されている部品と交換できるのだ。.
それはノスタルジアではない。それは保守性だ。.
しかし質量にはコストがある。設置面積が大きくなり、輸送費も高くなる。時にはラム速度が遅くなったり、自動化オプションが少なくなることもある。ロボットによる自動稼働を追求している場合、一部の頑丈なモデルは統合システムというより後付け改造のように感じられる。.
サービスの面では、地域のメーカーは密なディーラーネットワークに頼ることが多い。強力であれば、それは宝だ。ディーラーは10社の顧客が同じプラットフォームを使用しているため、シール、比例弁、一般的な基板を在庫している。弱ければ、OEMのエンジニアリングと薄い地元技術陣との間に挟まれることになる。.
では、「戦車のように造られている」という言葉はそれを正当化できるのだろうか?
もしトン数対許容誤差の比率が中程度(例えば135〜230トン、±0.5°〜±1°)で、収益がミクロン単位の精度よりも稼働時間への依存度が高いなら、これらの機械は現実的な選択だ。最先端の自動化を機械的な耐久性と部品調達の柔軟性に交換するわけだ。.
スクラップメタル現実検証:12,000ポンドのフレームと標準化された油圧システムが、5年に一度の大規模修理で3日短縮できるなら、1時間あたり$180で$12,960相当が維持される計算になる。どんなカタログの仕様数値よりも価値がある。.
現在、中国は世界の油圧プレスブレーキ市場の5分の1以上を占め、成長率は北米を上回っている。これは買い手が無知だから起きているわけではない。大量生産は改良を促し、自動車産業のスケールは反復を促す。輸出圧力はコンプライアンスを強制する。.
私はトルコおよび高級中国製のブレーキ機を検査してきたが、それらはボッシュ・レックスロスのバルブ、シーメンスのドライブ、よく知られたCNC制御を搭載し、国内で製造されたフレームに収められていた。昔のような「粗雑な鋼材と緩い精度」という固定観念は、多くのケースで当てはまらなくなっている。溶接品質、機械加工面、電気レイアウトはこの10年で大きく向上している。.
しかし、肝心なのはこうだ:あなたの地域郵便番号でサポートを所有しているのは誰か?
一部の中堅メーカーは北米で積極的なディーラー網を築いている。他方、国内の半分を1社の輸入業者だけがカバーしている場合もある。ハードウェアは堅牢かもしれない。部品も—多くは標準化された欧州製コンポーネント—世界的に入手可能だ。しかし、半径300マイル以内で在庫している人がいなければ、「標準化」とはすなわち「待機」を意味する。.
良い点としては、一般的な産業用コンポーネントを使用しているため、緊急時には調達先が広がる可能性がある。シーメンスのドライブは特定の倉庫に閉じ込められているわけではない。これは独自規格のエコシステムと比べて部品のリードタイムを短縮できることがある。.
悪い点としては、フレームの耐久性、中古市場での評価、長期的なアライメント精度はメーカーによって異なる。新品の導入実績だけでなく、5年以上稼働しているユーザーの事例が必要だ。.
本質的な問いは「トルコ製や高級中国製が十分か」ではない。「彼らの地域代理店が、グローバルな製造規模を地域の稼働信頼性に転換できているか」だ。.
スクラップメタル現実検証:初期費用を$90,000節約しても、地域サポートが弱ければ一度の重大な故障で$50,000の外注費が発生することになる。.
国旗やブランドエンブレムを取り除くと、残るのは一つの実用的な方程式だ―要求される精度、許容できるダウンタイム、そして機械を支えるサービス圏。その「最適な」メーカーとは、最も優れた仕様を持つ会社ではなく、5年間付き合える弱点を持つ会社だ。.
では、入金前にその弱点をどうやって見極めるのか?
メーカーの実力はカタログを読むことで監査できるものではない。最も弱い部分を白日の下にさらし、それに値段をつけさせてこそ評価できる。.
私はプレスブレーキを、泥だらけの現場で働く高性能トラックのように扱う。馬力も重要だ。しかし最寄りの整備士が400マイル先にいて、燃料フィルターが専用設計なら、そのエンブレムはただの飾りになる。以下のフレームワークは「最高の」ブランドを探すためのものではない。どのメーカーの欠点なら5年間受け入れられるか、どの欠点が静かに利益を削り取るかを見極めるためのものだ。.
白紙のシートから始めて、次の3つの数字を書き出してください:
ほとんどの工場は1行目で止まります。なぜなら銀行が融資するのはそこまでだからです。.
真実が宿るのは3行目です。.
もしあなたのブレーキが時間あたりの限界利益で$180を生み出していて(収益ではなく利益です)、週に40時間稼働しているなら、1日丸々失うと$1,440の損失になります。部品の遅延が5日間なら$7,200です。私が見た14日間の専用ドライブ遅延のような2週間の停止なら?残業や外注を払う前に$20,160が消えます。.
それをブランド間の価格差と比較してください。名声ある機械が$90,000高くても、5年間で1回大規模な停止を減らせるなら、それは正当化されるかもしれません。逆に、地域メーカーが同じサービス範囲で同等の稼働率を維持しているなら、その$90,000は商業金利で融資された“プライド”です。.
また、機械タイプも無視しないでください。油圧式か電動式かは宗教ではなく、コスト構造の違いです。油圧は作動油の交換、シールキット、時々の漏れが必要です。電動式はサーボの校正や電子部品の高い感度が伴います。どちらが「優れている」ということはありません。あなたの許容精度要求やメンテナンス文化にどちらが適しているかが鍵です。.
しかし、精度が金になるのは、それに対して誰かが支払ってくれる時だけだ。.
もしあなたのトン数対許容差の比率で、±1°が請求可能であり、堅牢な油圧機構で達成可能なら、サブミクロンの再現性を買っても減価償却が増えるだけで利益にはなりません。.
スクラップメタルの現実確認:5年間のダウンタイムの影響額を正確なドルで算出していないなら、それは予算を立てているのではなく、ただの推測です。.
では、実際に機械が故障したらどうなるのでしょうか?
販売店に電話をして、営業担当が答えにくい質問をしてみましょう:
“「もし主要な比例弁が火曜の午前10時に故障したら、その後48時間で何が起こりますか?」”
それから黙りましょう。.
具体的な答えを聞き取るのです。地元技術者の名前、車で行ける範囲に在庫のある部品、貸出用ボード、平均対応時間を文書で示すかどうか。.
答えが「工場と調整します」に傾いたなら、あなたは弱点の継ぎ目を見つけたということです。.
半径200マイル以内で同モデルを3年以上稼働させている顧客を3社紹介してもらいましょう。彼らに電話をしてください。新品の設置ではなく、故障を経験したものです。最も長い停止がどれくらい続いたか、実際に何が原因だったのかを尋ねてください。.
2つの工場を想像してみてください。1つは、予備ブレーキと柔軟な納品スケジュールを備えているため、3日間の停止にも耐えられます。もう1つは、冗長性のない単一シフト・高混合生産を行っています。.
同じメーカーでも、一方には安全で、もう一方には致命的です。.
完璧を追い求めるのではなく、応答時間を自社の許容ダウンタイムと照らし合わせて把握することが目的です。.
スクラップメタル現実チェック:メーカーが「48時間以内に現場の作業員が部品曲げ作業を続行できるようにする方法」を示せないなら、それは機械を購入しているのではなく、負債を購入しているのです。.
サービスが迅速に到着したとしても、ほとんどのオーナーが過小評価しているもう1つの変数があります。.
私は、デモが滑らかに見えたために洗練されたCNCコントロールを購入するオーナーを見てきました。.
彼はその機械を誇りに思っていました。.
3か月後、高度な機能の半分は使われずに放置されました。現場の作業員は手動修正と経験則に戻り、段取り時間は再び長くなり、角度の不一致が再発しました。ボトルネックは機械ではなく、適応力だったのです。.
コントローラはエコシステムです。異なる論理体系、プログラミングの流れ、曲げ順序の方法があります。オペレーターが1つのプラットフォームで10年経験を積んでいるなら、変更は単なるソフトウェア更新ではありません。生産性の落ち込みを意味します。.
メーカーに尋ねてください:
そしてテストしてください。評価時にインターフェースの前に立つのは営業技術者ではなく、リードオペレーター自身です。.
もしデモで基本的な曲げプログラムを操作することで苦戦するようなら、その摩擦は量産時にさらに増大します。.
精度とはシステム特性です。機械、工具、材料の一貫性、そしてオペレーターの作業実行。このいずれかを変更すれば、累積誤差が変動します。.
スクラップメタル現実チェック:チームが嫌がるコントローラは、今後10年間すべての段取りに隠れた税金のようにのしかかります。.
さて、数学的検証、ダウンタイム耐性テスト、オペレーターの現場感覚テストをすべてクリアした2つのメーカーまで絞り込んだとします。.
ほとんどの購買者はここで気を抜きます。しかし、あなたはここでより鋭くなるべきです。.
もう仕様を比較しているわけではありません。行動を監査しているのです。.
部品の価格を含む予防保全のスケジュールを文書で要求してください。彼らがためらうなら、ライフサイクルコストのモデル化をあなたにさせたくないということです。.
どの部品が独自開発で、どの部品が第三者の販売業者から入手できる標準的な工業部品なのかを尋ねてください。独自仕様であること自体は悪ではありません。隠された依存関係こそが問題です。.
地域での設置のうち、5年後も稼働している割合を尋ねてください。世界全体の数字ではなく、あなたの地域のものです。気候、電力品質、稼働負荷——それらの変数が重要です。.
そして、これを直接尋ねてください:「この地域の顧客の中で、過去2年間で最も長かった部品の遅延はどれくらいでしたか?」“
彼らの答え方をよく見ましょう。具体的で透明性のある回答は信頼を築きます。あやふやで防御的な回答は摩擦を予兆します。.
目的は嘘を見抜くことではありません。彼らがあなたの稼働時間に責任を持つパートナーのように考えるか、四半期売上に責任を持つメーカーのように考えるかを見ることです。.
一度前金を送金してしまえば、もう鋼材や油圧装置を買っているわけではありません。.
あなたが購入しているのは、5年間の応答時間です。.
そしてこれが見落としがちな転換点です。「最良の」メーカーとは、最も強力なブランドを持つ者でも、最も厳密な仕様を備える者でも、紙上で故障率が最も低い者でもありません。避けられない故障があなたの許容できる財務範囲内に収まり、業務を中断させないメーカーこそが最良なのです。.
多くの所有者は能力で選びます。規律ある所有者は「耐えられる弱点」で選びます。.
あなたはどちらになろうとしていますか?


















