

Прошлой весной я наблюдал, как пакет оснастки на $180 000 был одобрен менее чем за десять минут.
Никакого расчёта ROI. Никакого анализа узких мест. Только одна фраза от вице-президента: “Мы — компания TRUMPF”.”
Я подписал немало чеков в своей жизни, но никогда не путал приверженность бренду с производительностью. Так что же мы на самом деле покупаем, называя что-то “безопасным выбором”?
Сначала сделайте расчёт. Если сопоставимая установка WILA или Promecam обходится в $130 000, а TRUMPF стоит $180 000, то лишние $50 000 должны себя оправдать. При 20% валовой марже вам нужно $250 000 дополнительной выручки только для того, чтобы окупить премию. Это реальные гибы, реальные трудочасы, реальное машинное время.
А вот неприятная часть: гидравлические гибочные прессы всё ещё занимают крупнейшую долю рынка по выручке, но более половины покупателей выбирают что-то другое. Серво‑системы растут почти вдвое быстрее, чем вся категория в целом. Мастерские голосуют капиталом, исходя из нагрузки, а не из логотипа.
Если ваше узкое место — не интеграция автоматизации или клиренс для глубоких коробок, то премия в 40% не защищает вас. Она просто лежит в вашем балансе без пользы.
Так что же мы на самом деле оплачиваем?
Закрытая экосистема означает, что есть один ответственный. Оснастка, управление, программное обеспечение, ячейка автоматизации — всё фирменное, всё интегрировано, всё знакомо вашим программистам. Когда последовательность изгибов ведет себя неправильно в два часа ночи, вы звоните по одному номеру.
Этот комфорт чего-то стоит.
Но комфорт — это не возможность. Большинство мастерских, в которые я захожу, обрабатывают средние объёмы кронштейнов, панелей и профильных каналов из мягкой стали и алюминия. Без роботизированных ячеек. Без смен без присутствия оператора. Замена инструментов — вручную, в офлайне. Для такой нагрузки точно шлифованная оснастка WILA или Promecam садится, выравнивается и повторяет с допустимой точностью без проблем.
Вы не убираете риск. Вы убираете тревогу.
Покупайте закрытую экосистему, если вы работаете с автоматизированными ячейками гибки, где простой интеграции обходится в пятьзначные суммы за час. В противном случае вы платите как за грузовик класса люкс, чтобы перевозить полутонные грузы.
Так вы покупаете точность — или просто спите спокойнее?
Я видел, как операторы гнут с повторяемостью ±0,0015 дюйма на оснастке не TRUMPF весь день — потому что пресс был настроен и материал был стабильным. Точность живёт в системе: параллельность ползуна, точность компенсации прогиба, повторяемость заднего упора, контроль вариаций материала.

Оснастка важна. Она не творит чудеса.
История про “безопасный выбор по умолчанию” гласит: если что-то пойдёт не так, по крайней мере никто не сможет обвинить в выборе оснастки. Это не логика производительности. Это логика защиты карьеры.
Страховка от сожалений стоит денег. В этом случае около 30–40 %.
Покупайте премиальную оснастку, когда она открывает возможность, которую вы сейчас не можете реализовать — большой вылет коробки, автоматическая идентификация инструмента, бесшовная интеграция с роботами. Если она не меняет ваше ограничение, это не улучшение. Это подушка для репутации.
А что происходит, когда вы навязываете эту экосистему машине, которая изначально не рассчитана под неё?
Представьте себе пресс не TRUMPF, который переделали, чтобы “сохранять стандарт”. Адаптеры. Модифицированные зажимы. Индивидуальные прокладки. Теперь время наладки постепенно растёт, потому что геометрия не родная. Оператор борется с 40-фунтовым пуансоном, который не садится так, как ожидает управление. Малые трения — каждую смену.
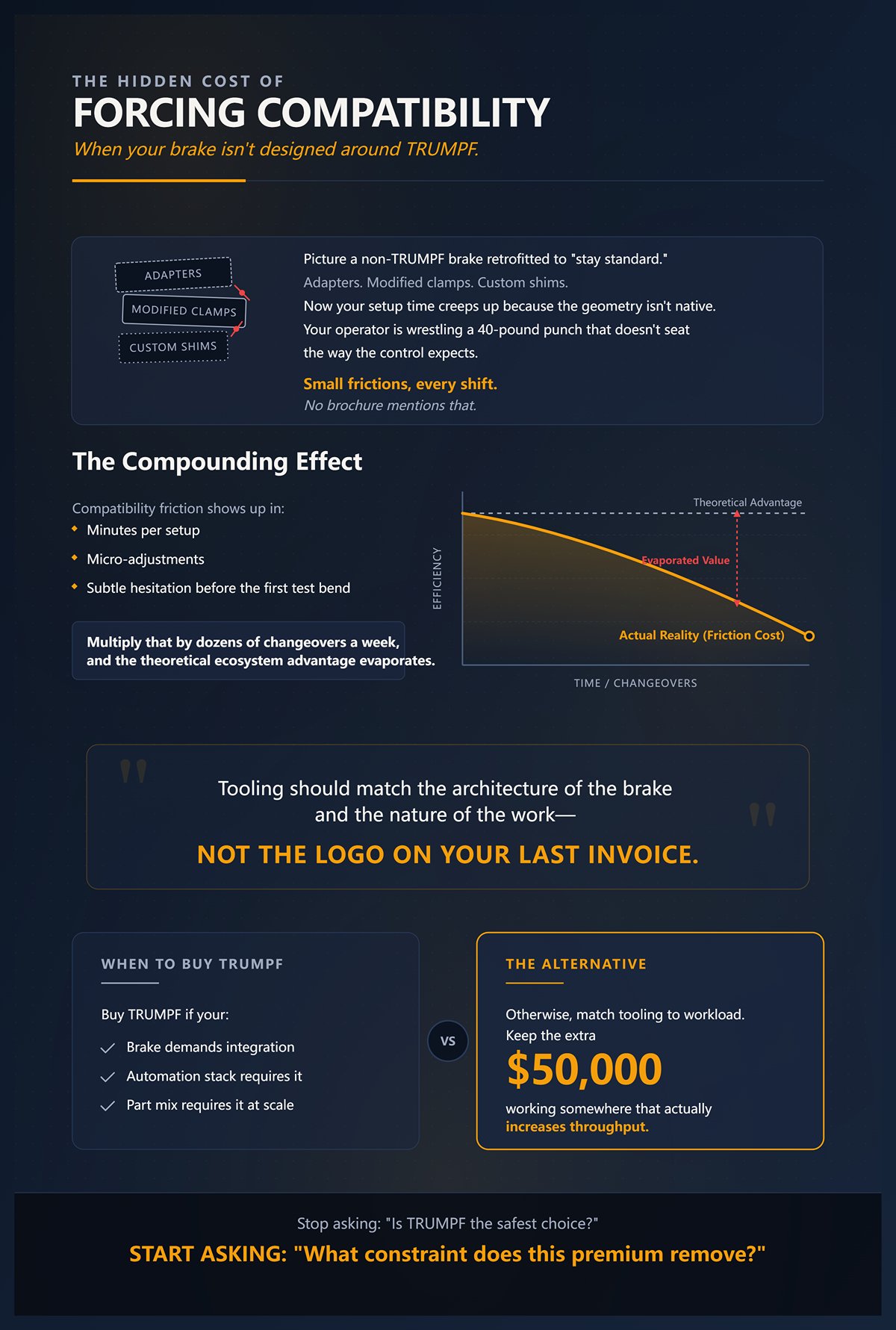
Ни один рекламный буклет это не упоминает.
Трение из-за совместимости проявляется в минутах на настройку, в микро-подстройках, в том едва заметном колебании перед первым пробным изгибом. Умножьте это на десятки перестановок в неделю — и теоретическое преимущество экосистемы исчезает.
Оснастка должна соответствовать архитектуре пресса и характеру работы — а не логотипу в вашем последнем счёте.
Покупайте TRUMPF, если ваш пресс, автоматизация и номенклатура деталей требуют такой интеграции в масштабе. В противном случае подбирайте оснастку под рабочую нагрузку, а сэкономленные 50 000 € направьте туда, где они действительно увеличат производительность.
К концу этого обсуждения смена мышления должна быть простой: перестаньте спрашивать “Является ли TRUMPF самым безопасным выбором?” и начните спрашивать “Какое ограничение снимает эта премиальная система?”
Давайте проведём те же расчёты, что и раньше, но на этот раз предположим, что премиальная система действительно работает.
Вы смотрите на разницу в 50 000 €, между гидравлическим пакетом TRUMPF и сопоставимым комплектом WILA или Promecam. При валовой марже 20 % это означает, что нужно дополнительно заработать 250 000 €, чтобы выйти в ноль. Если ваш пресс приносит 120 € в час, вам нужно чуть более 2 000 продуктивных машинных часов, восстановленных или созданных, чтобы оправдать разницу.
Это не обсуждение бренда. Это обсуждение мощности.
Так что единственный важный вопрос: убирает ли гидравлическая система TRUMPF ваше основное ограничение или просто делает смену инструмента более приятной? Потому что если она не устраняет «узкое место», никакая таблица ROI не спасёт от дорогого комфорта.
Где она реально меняет ситуацию?
Представьте роботизированную ячейку, которая меняет верхние инструменты между заданиями каждые 20 минут. Робот не “чувствует” посадку. Он полагается на стабильную силу зажима, автоматическую идентификацию инструмента и повторяемое вертикальное позиционирование без ручных прокладок. Гидравлический верхний зажим равномерно распределяет давление по хвостовику, компенсирует небольшие допуски и каждый раз точно устанавливает инструмент по высоте Z.
Это решает реальную механическую задачу: удаляет человеческую вариативность из интерфейса зажима.
На ручном прессе тот же гидравлический зажим всё так же требует, чтобы оператор подготовил и выровнял инструмент. Если у вас нет автоматической компенсации прогиба, связанной с управлением, если нет интегрированной системы безопасности типа BendGuard, если переналадки выполняются пакетами и готовятся офлайн, то адаптивная функция не убирает человеческую регулировку — она просто меняет способ фиксации инструмента.
И вот то, на что буклеты не делают акцент: выше определённых усилий — скажем, свыше 200 тонн на метр — ограничивающим фактором является не стиль зажимов. Это геометрия держателя, инструментальная сталь и структурная прочность пресса. Держатели в стиле Promecam могут достигать предела раньше из-за толщины плиты. Но как только вы переходите в область тяжёлой гибки, конструкция рамы станка и класс инструмента определяют, что возможно. Гидравлический зажим не увеличивает магически возможности гибки.
Точность «живет» в системе: параллельность хода балки, точность компенсации прогиба, повторяемость заднего упора, контроль вариаций материала. Зажим обеспечивает повторяемое расположение инструмента. Он не исправит изношенную балку или непостоянную толщину материала.
Покупайте гидравлическую систему TRUMPF, если автоматизация или частая смена инструмента — ваш основной ограничитель. Если же узкое место — это проверка первой детали или вариативность материала, зажим этого не решит.
Так где же TRUMPF действительно позволяет делать гибы, которые другим недоступны?
Возьмём корпус из нержавейки глубиной 10 дюймов с внутренними отбортовками по трём сторонам. Вы формируете четвёртую стенку. Стандартный по высоте пуансон упирается в боковую стенку, прежде чем гиб достигает нужного угла. Корпус пуансона физически сталкивается с геометрией детали.
Это не допуск. Это физика.
Высокие инструменты TRUMPF и пуансоны для глубоких коробов обеспечивают дополнительный просвет и боковой зазор. Увеличенная высота пуансона и облегчённые плечи позволяют балке двигаться без контакта корпуса пуансона с уже сформированными стенками. В таких случаях более короткий инструмент в стиле Promecam просто не может завершить гиб без специальных смещённых конструкций или сегментированных обходных решений.
Да, иногда можно изменить последовательность гибки. Да, можно использовать пуансоны «гусиная шея». Но каждое обходное решение добавляет сложность настройки, увеличивает риск прогиба или требует дополнительных ударов.
Теперь нюанс: если ваша нагрузка — это кронштейны из 14-го калибра, шляпные профили и отбортовки 3 дюйма, дополнительная высота пуансона никогда не используется. Вы платите за зазор, который вам не нужен.
Преимущество глубоких коробов бинарное. Либо ваша геометрия требует его, либо нет. Половинчатого варианта не существует.
Покупайте инструмент TRUMPF, если ваш ассортимент деталей регулярно включает глубокие корпуса или многофланцевые коробки, при которых стандартные пуансоны физически упираются. Если 80 % ваших гибов проходят с обычной высотой, вы покупаете фуру, чтобы доставлять конверты.
Что приводит нас к аргументу, на который все опираются — время настройки.
Давайте составим реалистичный сценарий.
Ручной пресс. Два оператора. Десять переналадок за смену. Каждая смена традиционного зажима занимает, скажем, 6–8 минут, включая ослабление, сдвиг, выравнивание, пробную гибку и микронастройки. Пусть будет в среднем 7 минут. Это 70 минут за смену на переналадку.
Предположим, гидравлический зажим сокращает по 2 минуты на каждую смену, так как посадка быстрее и выравнивание более повторяемое. Вы экономите 20 минут за смену. За 250 рабочих дней это примерно 83 часа в год.
При 120 долларов за машиночас — это чуть меньше 10 000 долларов в год восстановленной мощности.
Вам потребуется пять лет, чтобы окупить надбавку в 50 000 долларов — и то при условии, что вы действительно перераспределите эти 83 часа на оплачиваемую работу.
И эта экономия в 2 минуты предполагает, что гидравлическая система аккуратно интегрирована с управлением тормозом, а ваши операторы обучены её использовать. Без автоматической интеграции коронирования или цифровых библиотек инструментов большая часть теоретического прироста расходуется на проверку первой детали.
Гидравлическое зажимное устройство проявляет себя лучше всего, когда переналадки частые, выполняются без помощи и интегрированы в логику автоматизации. В ручных среднеобъёмных сериях экономия будет постепенной, а не радикальной.
Покупайте гидравлическое зажимное устройство TRUMPF, если у вас высокое разнообразие изделий и частые переналадки, где минуты складываются в реальную производственную мощность. Если ваши задания идут партиями, а наладки готовятся заранее, WILA или Promecam обеспечат такое же качество гиба при более быстром окупаемости.
Итак, после всего этого линия разграничения становится яснее: сколько ваших деталей действительно требуют интеграцию с автоматизацией или большой просвет под коробку — а сколько представляют собой обычные гибы под дорогим брендом?
Возьмите ваши данные по гибке за последние 12 месяцев. Не коммерческие предложения. Реальные протоколы рабочих циклов. Отсортируйте по высоте инструмента, глубине фланца и семейству деталей. Когда я делаю это в большинстве мастерских, 70–85% всех операций — это прямые 90° в мягкой стали толщиной 10–14 калибра, фланцы менее 4 дюймов, обычные смещения, шляпные профили. Ничего экзотического. Просто объём.
Теперь задайте более сложный вопрос: на 10 000 операций с этими деталями сохраняет ли TRUMPF угол или размер заметно лучше, чем WILA?
Вот здесь туман рекламных буклетов рассеивается.
Возьмём гипотетическую — но реалистичную — серию: A36 толщиной 12 калибра, длина гиба 3 фута, 90° воздушный гиб со стандартным открытием V 8x. Вы выполняете 2 000 деталей в неделю в течение пяти недель. Один и тот же пуансон, одна и та же матрица. 10 000 циклов.
TRUMPF рекламирует лазерную закалку поверхностей с крайне точными исходными допусками. WILA обрабатывает и шлифует инструмент с сопоставимой точностью по углу и высоте и реализует адаптивную компенсацию угла на уровне управления. Но ни один из них не публикует данные о скорости износа при большом цикле производства.
Так что смотрим на механизм, а не на маркетинг.
Износ при воздушном гибе происходит в трёх местах: радиус вершины пуансона, плечи матрицы и интерфейс крепления. Если вершина пуансона расплющивается или плечи матрицы скругляются, ваш внутренний радиус увеличивается, а угол "плавает". Если инструмент устанавливается непостоянно, ваша высота Z меняется и глубина гиба изменяется.
Интерфейс крепления контролируется — в обеих системах — точно шлифованными хвостовиками и повторяемыми держателями. После установки параллельность ползуна тормоза и система коронирования обеспечивают стабильность. Точность живёт в системе: параллельность ползуна, точность коронирования, повторяемость заднего упора, контроль вариаций материала. Зажим гарантирует повторяемое крепление. Он не останавливает износ стали.
В производстве прямых 90° скорость износа определяется скорее тоннажем на фут и состоянием поверхности материала, чем тем, что написано на хвостовике — TRUMPF или WILA. Если оба инструмента правильно закалены, и вы не превышаете рекомендованный тоннаж, вы не должны увидеть измеримую разницу в дрейфе угла за 10 000 циклов, которую нельзя исправить обычной регулировкой глубины.
Если вы наблюдаете дрейф, проверьте вариации толщины материала и настройку системы коронирования, прежде чем винить бренд на пуансоне.
Покупайте TRUMPF для устойчивой точности только если вы можете доказать с помощью данных SPC, что инструмент WILA на вашей машине уходит за допустимые Cp/Cpk на длинных сериях. Если оба держат спецификацию с периодическими регулировками глубины, премиум не покупает вам более точные детали.
Но, возможно, настоящее преимущество не в стабильности угла. Возможно, оно в скорости.
Представьте оператора, меняющего 3-футовый сегментированный набор пуансонов между заданиями по кронштейнам. С гидравлическим зажимом TRUMPF он располагает сегменты, нажимает педаль, и система зажимает их равномерно. Чисто. Быстро. Повторяемо.
Теперь поставьте того же оператора на механическую систему быстрого смена WILA New Standard с предохранительными штифтами. Он цепляет выступ, поворачивает в нужное положение, фиксирует рычагом. Никаких болтов. Никаких прокладок. Никакого молотка.
Замерьте время.
На стандартных инструментах длиной менее 12,5 кг на сегмент разница измеряется секундами, а не минутами. Гидравлическая система исключает работу с динамометрическим ключом. Механическая система быстрого смена тоже исключает это. Обе устраняют старомодный танец с болтами и скольжением Promecam.
Гидравлика показывает свои зубы в автоматизации — роботизированная загрузка, автоматическая идентификация инструмента, интеграция с логикой управления. Но для человека, который вручную или полуавтоматически устанавливает инструменты, механическая система быстрого смена обеспечивает 90% скорости без трубопроводов, насосов, уплотнений и ещё одного потенциального места отказа.
И вот тот момент трения, который никто не учитывает в бюджете: обслуживание. У гидравлических зажимов есть уплотнения. Уплотнения стареют. Масло течёт. Механические системы изнашиваются, но они не "кровоточат" на полу цеха в 2 часа ночи.
Если ваши переналадки идут пакетами — прогнали 500 деталей, затем переключили — разница между 3 и 4 минутами на смену не увеличивает годовую производительность настолько, чтобы оправдать гидравлическую систему.
Покупайте гидравлическое зажимное устройство TRUMPF, если ваши записи показывают высокочастотные, мелкосерийные переналадки, где автоматизация или работа без оператора зависят от интеграции зажима. Если обученный оператор выполняет стандартные замены несколько раз за смену, механическая система быстрого смена WILA справляется без лишних затрат.
Скорость выяснили, теперь переходим к части, которая мне действительно важна.
Предположим премиальную разницу — машина и экосистема инструментов вместе — более $40,000, чтобы перейти к полной интеграции гидравлики в стиле TRUMPF по сравнению с гибочным прессом, оснащённым WILA. Вы работаете с низким разнообразием и длинными сериями: сельскохозяйственные кронштейны, телекоммуникационные крепления, компоненты систем HVAC. Одни и те же инструменты находятся в держателях днями.
Какие возможности этот дополнительный капитал открывает для этих работ?
Не более глубокие короба — у вас фланцы меньше 4 дюймов. Не более точные углы — обе системы держат спецификацию в пределах нормальной коррекции машины. Не значительно более быстрые переналадки — вы меняете инструменты дважды за смену.
Итак, возврат должен быть за счёт времени работы, уменьшения брака или снижения затрат на рабочую силу.
Если ваш уровень брака на длинных сериях вызван вариацией рулона материала или неопытными операторами, неправильно измеряющими детали, тип зажима это не исправит. Если потери времени происходят из-за ожидания лазерной резки наверху по линии, то гибочный пресс не является ограничением. Вы вкладываете премиальные деньги в актив, который не является узким местом.
Это математика автопарка. Не покупайте полностью загруженный тягач с каждым заводским опционом, если большинство ваших доставок — это задачи для полутонного пикапа. Капитал должен направляться к ограничениям, а не к комфорту.
Посчитайте показатели из вашей ERP: процент сгибов, требующих высоких инструментов, процент, требующий автоматической идентификации инструмента, среднее количество переналадок за смену, причины брака по корневым причинам. Если менее 20% вашего дохода зависит от функций, уникальных для интегрированной экосистемы TRUMPF, то 80% вашей работы будет производить идентичные детали с WILA при меньшем капитальном бремени.
Покупайте WILA, если ваша основа — прямые сгибы, стандартные смещения и предсказуемые партии, где точность определяется машиной и контролем процесса, а не проприетарным гидравлическим интерфейсом.
| Раздел | Ключевые моменты |
|---|---|
| Реальность нагрузки (70–85% производства) | Большинство производственных цехов выполняет 70–85% операций как прямые сгибы на 90° в мягкой стали толщиной 10–14 калибра, с фланцами менее 4 дюймов, стандартными геометриями. Высокий объём, неэкзотическая работа преобладает. |
| Основной вопрос | За более чем 10 000 гибов, сохраняет ли TRUMPF угол или размер заметно лучше, чем WILA в стандартном производстве? |
| Сценарий износа за 10 000 циклов | Пример: лист A36 толщиной 12 gauge, гиб длиной 3 фута, воздушный гиб под 90°, V-открытие 8×, 10 000 циклов. Оба бренда предлагают закалённый, высокоточный инструмент, но ни один не публикует данные о темпах износа при длительных сериях. |
| Где происходит износ | Точки износа: радиус кончика пуансона, плечи матрицы, интерфейс зажима. Деформация угла обычно возникает из-за расплющивания кончика, скругления матрицы или непостоянного базирования. |
| Точность системы vs. точность инструмента | Зажим обеспечивает повторяемость базирования; стабильность зависит от параллельности ползуна, точности компенсации прогиба, повторяемости заднего упора и контроля вариаций материала. Зажим не предотвращает износ стали. |
| Допуск на протяжении 10 000 ударов | В прямом производстве под 90°, износ определяется больше тоннажем на фут и окалиной материала, чем брендом. Правильно закалённые инструменты не должны демонстрировать заметный дрейф угла, кроме регулярных корректировок глубины. |
| Когда оправдан выбор TRUMPF для обеспечения допуска | Только если данные SPC показывают, что инструмент WILA выходит за допустимые Cp/Cpk при длительных сериях. Если оба держат спецификацию с минимальными корректировками, премия может не дать более точных деталей. |
| Сравнение скорости смены инструмента | TRUMPF: гидравлическое зажимание — быстро, равномерно, с активацией педалью. WILA: механическая быстрая смена — зацепить, повернуть, зафиксировать — без болтов и подкладок. Для стандартных сегментов (<12,5 кг) разница — секунды. |
| Преимущество гидравлики vs. механики | Гидравлика превосходит в автоматизации, интеграции с роботами и идентификации инструмента. Механическая быстрая смена достигает примерно 90 % скорости в ручных/полуавтоматических условиях без усложнения системы. |
| Особенности обслуживания | Гидравлические системы требуют обслуживания уплотнений и жидкости; существует риск утечек. Механические системы изнашиваются, но избегают потенциальных отказов гидравлики. |
| Влияние смены инструмента на производительность | При пакетном производстве (например, серии по 500 деталей) разница между 3 и 4 минутами на смену имеет минимальное влияние на годовую производительность. Гидравлика оправдана только при частых сменах в малых автоматизированных партиях. |
| Анализ соотношения стоимости и возможностей | Оценочная надбавка $40,000+ за полный гидравлический комплекс в стиле TRUMPF по сравнению с тормозом, оснащённым WILA. Для производства с низким разнообразием и длинными сериями дополнительная функциональность может не повлиять на результат. |
| Факторы окупаемости инвестиций | Окупаемость должна обеспечиваться за счёт времени работы без простоев, сокращения брака или экономии труда. Тип зажима не решает проблему вариативности материала, ошибок оператора или узких мест на предыдущих этапах. |
| Принцип расчёта по парку оборудования | Капитал должен устранять ограничения производства, а не повышать удобство. Избегайте премиальных вложений, если тормоз не является узким местом. |
| Метрики оценки ERP | Анализируйте: % гибов, требующих высокого инструмента, %, нуждающихся в автоматической идентификации инструмента, количество переналадок за смену, причины брака. Если менее 20% дохода зависит от уникальных функций TRUMPF, 80% работы даст идентичный результат с WILA. |
| Окончательная рекомендация | Выбирайте TRUMPF для сред с высоким уровнем автоматизации и частыми переналадками. Выбирайте WILA для прямых гибов, предсказуемых партий и экономичной точности, управляемой машиной/процессом, а не фирменной гидравликой. |
В 15:30 на вашем столе оказывается срочный заказ на авиационный кронштейн. Он требует 32-мм гусиной шеи с облегчённым плечом, чтобы обойти сварной шов, который дизайнер забыл учесть. В каталоге TRUMPF нет такого профиля. Срок поставки: пять рабочих дней.
Мастерская Promecam на соседней улице снимает стандартную заготовку с европейским хвостовиком с полки, отправляет её местному шлифовщику и получает модифицированный пуансон обратно к следующему утру.
И вот тут интеграция перестаёт помогать и начинает увеличивать ваши расходы.
Если TRUMPF превосходит WILA только в автоматизации и глубокой коробчатой геометрии, настоящий вопрос звучит так: что происходит с теми 60–70% работ, которые не являются стандартными и не автоматизированными — странные кронштейны, полевые доработки, малосерийные корпуса с “почти стандартными” зазорами. Именно здесь модульность в стиле Promecam оправдывает себя.
И именно поэтому этот раздел важен.
Я наблюдал, как мастерская переоборудовала три тормоза в полностью интегрированную систему, потому что “стандартизация” казалась привлекательной. Через шесть месяцев они вручную модифицировали детали, чтобы подогнать их под инструмент, вместо того чтобы модифицировать инструмент под детали.
Хвостовики Promecam просты: сегмент 150 мм, механический зажим, отсутствует фирменная геометрия кнопок. На тормозе длиной 3 метра у вас примерно 15 сегментов. Если один держатель повреждён, вы заменяете одну деталь. Вы не выбрасываете монолитный узел. Эта простота — не ностальгия. Это экономика ремонта.
Десять лет назад система кнопок WILA была защищена патентом. Если вы хотели фронтальную экстракцию с правильным удержанием, вы покупали оригинал. Пуансон стороннего производителя либо не имел кнопок, либо использовал более медленное удержание на штифтах. Перевод: вы платили цену OEM или мирились с более медленными переналадками. Это тихая привязка, которую большинство покупателей не учитывает в первом заказе.
Мастерская по индивидуальному изготовлению живёт на изменчивости. На одной неделе — оцинкованные кронштейны с необычными загибами. На следующей — 5 мм нержавейка с вырезом для зазора, который требует узкого плеча пуансона. Европейские хвостовики позволяют закупать инструмент у разных производителей — или модифицировать на месте — без опасений, что гидравлический интерфейс или фирменная геометрия отвергнет инструмент.
Да, ручное выравнивание медленнее. Вы цепляете выступ, устанавливаете его, визуально подтверждаете выравнивание. Это не одноручный гидравлический спектакль за менее чем 60 секунд. Но большинство мастерских с большим разнообразием партий работают маленькими сериями. Они не меняют инструмент каждые 20 минут целый день. Дополнительная минута на смену — это шум по сравнению с ожиданием фирменной поставки.
Покупайте инструмент в стиле Promecam, если ваш доход зависит от того, чтобы завтра сказать “да” на странные детали, а не от того, чтобы сегодня запустить ту же настройку в автоматическом режиме.
Представьте корпус из нержавейки толщиной 4 мм с отогнутым фланцем 6 дюймов. Стандартный инструмент Promecam не сможет его обработать. Более высокие системы TRUMPF и WILA смогут. Это реальная возможность.
А теперь представьте более мелкую коробку — фланец 3 дюйма — но с внутренним ребром жёсткости, которое требует облегчённого носа пуансона. Это не высокая деталь. Просто неудобная.
С геометрией Promecam можно купить заготовку у одного поставщика, сделать выборку и начать гнуть через 48 часов. Никакой совместимости с гидравликой поддерживать не нужно. Никаких кнопочных допусков подбирать. Никакого риска, что модифицированный пуансон собьёт датчик давления зажима.
Интеграция TRUMPF предполагает, что вы остаетесь в экосистеме. В этом смысл. Гидравлическое закрепление, автоматическое определение инструмента, интеграция с контролем — эти системы зависят от соблюдения размеров. Как только вы начинаете делать индивидуальные выборки или закупать сторонние варианты, вы рискуете получить непостоянную посадку или потерять автоматическое распознавание. Система незаметно возвращает вас к поставкам OEM.
Это нормально в роботизированной ячейке, где повторяемость и отслеживание оправдывают ограничения. Это трение в мастерской, где завтрашний чертёж отличается от сегодняшнего.
Я утверждал пакеты инструментов $180,000 за десять минут, когда они снимали ограничение. Я не одобрю наценку, из-за которой мы будем ждать пять дней модифицированный пуансон, который можно было бы обработать на месте за копейки.
Вступайте в интегрированную экосистему, если вам нужны идентификация инструмента, обратная связь автоматического зажима и гарантированное соответствие в роботизированных ячейках. Если ваше конкурентное преимущество — быстрый индивидуальный отклик, оставайтесь там, где поставки с рынка — это актив, а не угроза.
Давайте проведём проверку на прочность.
Европейские выступы требуют ручного выравнивания. Даже со пружинными зажимами или рычагами оператор обязан установить и визуально подтвердить. В условиях частых смен — скажем, 20 замен за смену — этот ручной этап множится. За год это измеряемый труд.
И более высокие системы TRUMPF/WILA однозначно побеждают на глубокой геометрии коробок. Если 25–30% вашего дохода связано с фланцами 8–10 дюймов из нержавейки, Promecam вынудит использовать индивидуальные обходные решения или дополнительные операции. Это не теория. Это геометрия.
Так что же вы на самом деле выбираете?
Promecam делает приоритетом совместимость между станками и модульный ремонт. Одна мастерская может одолжить инструмент у другой. Несколько поставщиков могут предложить одну и ту же стандартную форму выступа. Повреждённые сегменты меняются по отдельности. Согласованность точности всё ещё зависит от пресса: параллельность ползуна, точность компенсации, повторяемость заднего упора, контроль вариации материала. Стиль зажима не отменяет этих основ.
Интегрированные системы делают приоритетом соответствие и готовность к автоматизации. Вы получаете возможность обрабатывать большие глубины и беспрепятственное распознавание инструмента. Вы теряете открытую закупку и лёгкую модификацию.
Бесплатного обеда здесь нет.
Если ваше ограничение — геометрическая глубина или пропускная способность роботов, интеграция побеждает и оправдывает свою наценку. Если ваше ограничение — отзывчивость на непредсказуемую, низкообъёмную геометрию, модульность даёт ценность, которую таблица ROI не отразит.
Покупайте TRUMPF, когда автоматизация или высокие инструменты приносят прибыль. Покупайте инструмент в стиле Promecam, когда гибкость и поставки между мастерскими помогают вам держать расписание полным.
А если вы не уверены, к какому лагерю относитесь, следующий вопрос неизбежен: в какой момент полная интеграция перестаёт быть “приятным бонусом” и становится “обязательной”?
На моём производстве граница между “по желанию” и “обязательно” появилась в 1:47 ночи.
Тогда робот остановился, потому что не смог подтвердить, что пуансон установлен. Оператора нет. Некому подтолкнуть шейку, стереть стружку, переустановить и нажать старт цикла. Просто ячейка стоимостью в шесть цифр простаивает, пока часы идут. К тому времени, когда первая смена нашла проблему, мы потеряли шесть часов работы без оператора.
Вот это и есть предел.
Когда вы ожидаете, что пресс будет работать без присмотра, установка инструмента, подтверждение силы зажима и идентификация инструмента перестают быть удобствами и становятся частью фонда заработной платы. Если ваш план предполагает 6–8 часов работы без оператора каждую ночь, пять ночей в неделю, вы перестаёте просто покупать инструмент — вы покупаете страховку от остановки робота. Вот тогда полная интеграция в экосистему заслуживает внимания.
Всё что меньше — и вы всё ещё в зоне выбора.
Подойдите к роботизированной ячейке TRUMPF и посмотрите смену инструмента. Ползун поднимается. Гидравлический зажим отпускает. Робот извлекает пуансон вертикально, используя определённый интерфейс — шейка с канавкой 20 мм, закалённая кнопочная геометрия, повторяемые точки захвата. Управление регистрирует ID инструмента. Давление зажима контролируется. Если инструмент не установлен полностью, машина выдаст ошибку до того, как коснётся материала.
Замкнутый контур — вот в чём суть.
Дело не в том, что WILA физически не подходит — подходит. Геометрия шейки “New Standard” позволяет пуансонам WILA вставляться в держатель TRUMPF и работать. На самом деле, для многих автоматизированных установок WILA — это законная замена с меньшими капитальными затратами. Сталь не знает, чьё на ней логотип.
Где конкуренты начинают нервничать — это на границах: автоматические сменщики инструментов (ATC), рассчитанные на определённую массу, центр тяжести и геометрию захвата. Собственные пальцы ATC TRUMPF, стеллажи и обратная связь зажимов разработаны как согласованный комплект. Когда робот захватывает 40-фунтовый гусак в 2 часа ночи, он берёт известный профиль с известной силой удержания.
Подмешайте сторонний инструмент без проверки этих переменных — и вы вводите риск, который робот не может “почувствовать”. Человек ощущает несоосность. Робот доверяет допускам.
WILA сильно сократила этот разрыв. Их система удержания Safety-Click и допуски ±0,01 мм — это серьёзно. Во многих ячейках они работают неотличимо. Но когда дело доходит до геометрии глубоких коробов с высокими пуансонами, тяжёлыми сегментами и частыми автоматическими сменами, экосистема OEM уменьшает количество неизвестных в цепочке.
Неизвестные — вот что убивает ночные смены без оператора.
Если вы создаёте или эксплуатируете ограждённую роботизированную ячейку с автоматическим хранением инструментов и множественными ночными сменами, работа внутри проверенной экосистемы снижает интеграционные переменные. Если ваша “автоматизация” — это кобот, загружающий заготовки, пока оператор всё ещё меняет инструмент, это преимущество быстро теряется.
Нет листа ROI — нет заказа на покупку.
Давайте построим чистую гипотезу. Предположим, роботизированный пресс работает две смены без оператора в день, пять дней в неделю — 80 часов потенциального времени работы без присмотра. За это время он выполняет четыре автоматических смены инструмента за смену. Ручные смены инструментов заняли бы, по консервативной оценке, 5 минут каждая при присутствии оператора — это 40 минут труда в день, которые вам пришлось бы оплачивать или терять.
Сорок минут в день — это 3,3 часа в неделю. При полной нагрузке ставки труда $35 в час, это примерно $6 000 в год прямых затрат на труд. Пока ещё не впечатляет.
Но это неправильный объектив.
Настоящее число — это восстановленное время работы шпинделя. Если каждый час без присмотра приносит $150 в маржинальном доходе — не в выручке, а именно в марже — то шесть часов, сэкономленных в неделю, дают $46,800 в год. Вот теперь дело реально. Внезапно премия в $40,000–$60,000 за интегрированную способность ATC окупается за 12–18 месяцев.
Вот тогда всё меняется.
Если твой пресс‑тормоз работает одну смену, с ручной подачей, с, возможно, тремя перенастройками в день, автоматический сменщик инструмента — это просто блестящая игрушка. Ты экономишь минуты, а не создаёшь продаваемые часы. И премиальные инструменты, оправданные “для будущей автоматизации”, становятся мёртвым капиталом с нулевой отдачей.
Но комфорт — это не способность.
Я видел цеха, которые покупали интегрированные инструменты, потому что это казалось «на будущее», а затем использовали их пять лет без ограждения машины. Они заплатили за обратную связь гидравлического зажима и идентификацию инструмента, которую ни один робот так и не прочитал. Между тем WILA или даже высококлассный Promecam обеспечили бы ту же точность гибки, потому что точность живёт в системе: параллельность ползуна, точность компенсации прогиба, повторяемость заднего упора, контроль вариаций материала.
Окупаемость автоматизации появляется только тогда, когда участок действительно автоматизирован.
Представьте 10‑футовый пресс‑тормоз, оператор спереди, тележка с пуансонами сбоку. Он вручную меняет гусак 32 мм. Гидравлический зажим делает это одной рукой. Отлично. Всего 60 секунд вместо двух минут с рычажным зажимом.
Он всё ещё должен пройти до стойки. Всё ещё должен проверить ориентацию. Всё ещё должен выполнить пробную гибку.
Вы сэкономили 60 секунд.
Если этот станок меняет инструменты десять раз в день, вы получили десять минут. За год — около 40 часов. Это одна рабочая неделя труда. Если премия за сохранение в экосистеме TRUMPF составила $50,000 сверх пакета WILA, вы только что потратили деньги, как на роскошный грузовик, чтобы перевозить полутонные грузы.
И вот в чём главный момент: в ручных средах гибкость окупается лучше всего. Шлифовка уступа на европейском хвостовике. Заимствование сегмента от другого пресс‑тормоза. Смешивание поставщиков, чтобы справиться с срочным заказом. Интегрированные экосистемы активно препятствуют такому поведению, потому что их ценность — в единообразии.
Так что не размывайте границы.
Покупайте полноценное оборудование экосистемы TRUMPF, когда робот выполняет смену инструмента, обратная связь зажима интегрирована в управление, а часы без присмотра входят в вашу стратегию маржи. Покупайте WILA — или высококлассный Promecam — когда оператор всё ещё стоит перед машиной, и гибкость растёт быстрее, чем автоматизация.
Если вы не знаете, какое условие описывает ваш цех, перестаньте читать брошюры и начните проводить аудит узких мест. Это труд в 2 часа ночи, или это способность сказать “да” на завтрашний нестандартный чертёж?
Вы не ответите на это с помощью брошюры. Вы ответите с помощью секундомера и истории заказов за прошлый месяц.
Пройдите по цеху и задайте один неприятный вопрос: где именно маржа останавливается — при смене инструмента, при программировании, при инспекции или при ожидании появления человека? Если ваш пресс‑тормоз простаивает в 2 часа ночи, потому что никого нет, чтобы заменить пуансон весом 40 фунтов, автоматизация — это ваше узкое место. Если он простаивает в 2 часа дня, потому что инженеры только что выпустили единичный корпус, требующий шлифовки уступа, гибкость — это ваше узкое место.
Разные болезни. Разные лекарства.
Большинство магазинов никогда не разделяют эти два момента. Они видят “быстрый зажим” и предполагают, что скорость равна прибыли. Но комфорт — это не возможности. Точность живет в системе: параллельность хода, точность компенсации прогиба, повторяемость заднего упора, контроль вариаций материала. Оснастка заслуживает премию только тогда, когда она устраняет ограничение, которое действительно крадет у вас продаваемые часы.
Так как же сделать это видимым, а не эмоциональным?
Сначала — жесткая цифра.
Возьмите общий тоннаж, сформированный за смену, и разделите его на общее количество минут, потраченных на смену инструмента в этой смене. Это ваш тоннаж на минуту настройки. Не теоретический. Реальный.
Гипотетический пример: один пресс тормозит формирует 400 тонн за восьмичасовую смену. Операторы тратят в сумме 40 минут на смену пуансонов и матриц. Это 10 тонн на минуту настройки. Другой пресс формирует 300 тонн, но тратит 90 минут на переналадки. Это 3,3 тонны на минуту настройки.
Какой из них кажется готовым к автоматизации?
Низкий тоннаж на минуту настройки говорит мне, что трение настройки съедает производство. Высокое число говорит, что машина формует, а не копается. Если ваш показатель низкий потому, что задания малы и геометрия меняется каждый час, никакая гидравлическая экосистема не исправит вашу бизнес-модель. Если он низкий потому, что вы производите одну и ту же семью деталей и всё равно теряете время на выравнивание сегментов, тогда премиальный быстрый зажим начинает оправдывать себя.
Отслеживайте это в течение 30 дней. Тренд покажет, зависит ли ваша модель маржи от устранения времени настройки человеком — или от дешевого контроля хаоса.
Когда вы увидите закономерность, решение по маршруту становится очевидным.
Высокое разнообразие означает пять гибов этой детали, двенадцать — той, срочный авиакосмический кронштейн в 15:30, который требует 32‑миллиметровый гусиный изгиб, о котором никто не планировал.
Ваш тоннаж на минуту настройки всегда будет выглядеть посредственно, потому что сама работа фрагментирована. Ограничение — это не скорость зажима. Это адаптивность. Можете ли вы сделать выборку сегодня вечером? Можете ли вы одолжить сегмент с другого пресса? Можете ли вы найти специализированный пуансон без ожидания OEM‑номера детали?
Оснастка в стиле Promecam выигрывает здесь, потому что у нее открытая геометрия. Танг 13 миллиметров, механическая защелка, широкий вторичный рынок. Существуют адаптеры, позволяющие использовать держатели быстросменного типа на этих машинах без покупки закрытой экосистемы. Вы можете получить 80% преимуществ быстрых смен без счета размером с TRUMPF.
Нет листа ROI — нет заказа на покупку.
Покупайте Promecam, если ваше расписание меняется быстрее, чем ваша тележка с инструментами.
Другая картина. Вы выпускаете кронштейны из стали A36 толщиной 12 калибра, 10 000 ударов в месяц, та же программа гиба, тот же набор инструментов.
Теперь минуты настройки — это чистые потери. Вы не импровизируете геометрию; вы защищаете повторяемость. Гидравлический или прочный механический зажим с точно шлифованными сегментами снижает дрейф выравнивания и избавляет операторов от подкладывания и постукивания кувалдой в 6 утра.
Геометрия WILA New Standard хорошо работает с несколькими марками машин. Она обеспечивает допуски производства ±0,01 мм и надежное удержание без привязки к одной архитектуре управления OEM. Для повторяющихся семей деталей эта стабильность накапливается.
Вам не нужна полностью интегрированная экосистема. Вам нужна постоянная посадка и быстрые, надежные смены.
Купите WILA, если ваш доход зависит от того, что завтра вы будете выполнять те же детали, что и вчера.
А теперь мы возвращаемся к часам работы без присмотра.
Если вы ограждаете пресс, добавляете автоматическое хранение инструментов, планируете несколько смен инструментов ночью, профиль риска меняется. Робот не может “почувствовать” неправильно установленный пуансон. Он полагается на геометрию, вес и обратную связь от зажимов. Экосистема TRUMPF — пальцы ATC, стеллажи для хранения, датчики зажимов — разработана как единое согласованное целое.
Вот здесь премиальность перестает быть прихотью и становится страховкой.
Да, WILA может работать во многих роботизированных ячейках. Да, кросс-совместимость размывает маркетинговые границы. Сталь есть сталь. Но когда ваша модель маржи предполагает 80 часов в неделю безлюдной гибки, переменные интеграции перестают быть академическим вопросом. Остановка в 1:47 ночи, которая длится шесть часов, уничтожит экономию, которую вы думали получить, комбинируя системы.
Окупаемость автоматизации появляется только тогда, когда участок действительно автоматизирован.
Купите TRUMPF, если производство без присмотра — это не цель, а пункт в прогнозе вашей маржи.
Вот неочевидная часть: большинство мастерских думают, что вопрос “Какой инструмент точнее?” Но это не так. Точность живет в системе. Настоящий вопрос — “Что превратит мой следующий доллар капитала в максимальное количество продаваемых часов?”
Отслеживайте тоннаж на минуту настройки. Сопоставьте это с тем, сколько этих минут проходит без участия человека. Когда вы увидите эти две линии на одном листе, безопасный вариант исчезает — и правильный грузовик для вашего маршрута доставки становится очевидным.


















