

Bir CNC abkant presine ilk kez yaklaştığınızda, kontrol paneli bir jetin kokpiti gibi görünebilir. Renkli ikonlar, dijital göstergeler, “program”, “takımlar”, “bükme sırası” olarak etiketlenmiş sekmeler—kendinizi metal şekillendirici yerine yazılım mühendisi olarak mı kayıt yaptırdım diye düşünebilirsiniz. Ama gerçek neredeyse tam tersidir. Modern CNC abkant presleri, operatörün matematiği yapmamasını, bükme toleranslarını hesaplamamasını ve yaylanmayı tahmin etmemesini sağlamak üzere tasarlanmıştır. Bunları bilgisayar yapar. Sizin göreviniz nasıl yapılacağını değil, ne istediğinizi söylemektir. Manuel preslerde yetişenler, açı düzeltmeleri, bükme sırası ve yaylanma davranışı konusunda sezgisel bir hissiyat geliştirmek için yıllar harcadı. Bugün, makine bu karmaşıklığı kendi içine almış durumda. CNC kontrol sistemleri aynı değişkenleri—malzeme kalınlığı, açı, takım yarıçapı—ele alır ve ilk bükmeden önce gerekli ayarlamaları hesaplar. Geriye kalan tek engel psikolojiktir: ekranın basit, yönlendirilmiş bir girdi yerine bilgisayar programlaması gerektirdiğine inanmak. Bu illüzyon ortadan kalktığında, iş neredeyse refleks haline gelir. “CNC Programlama Gereklidir” Genellikle Çok Daha Basit Bir Şey Anlamına Gelir.
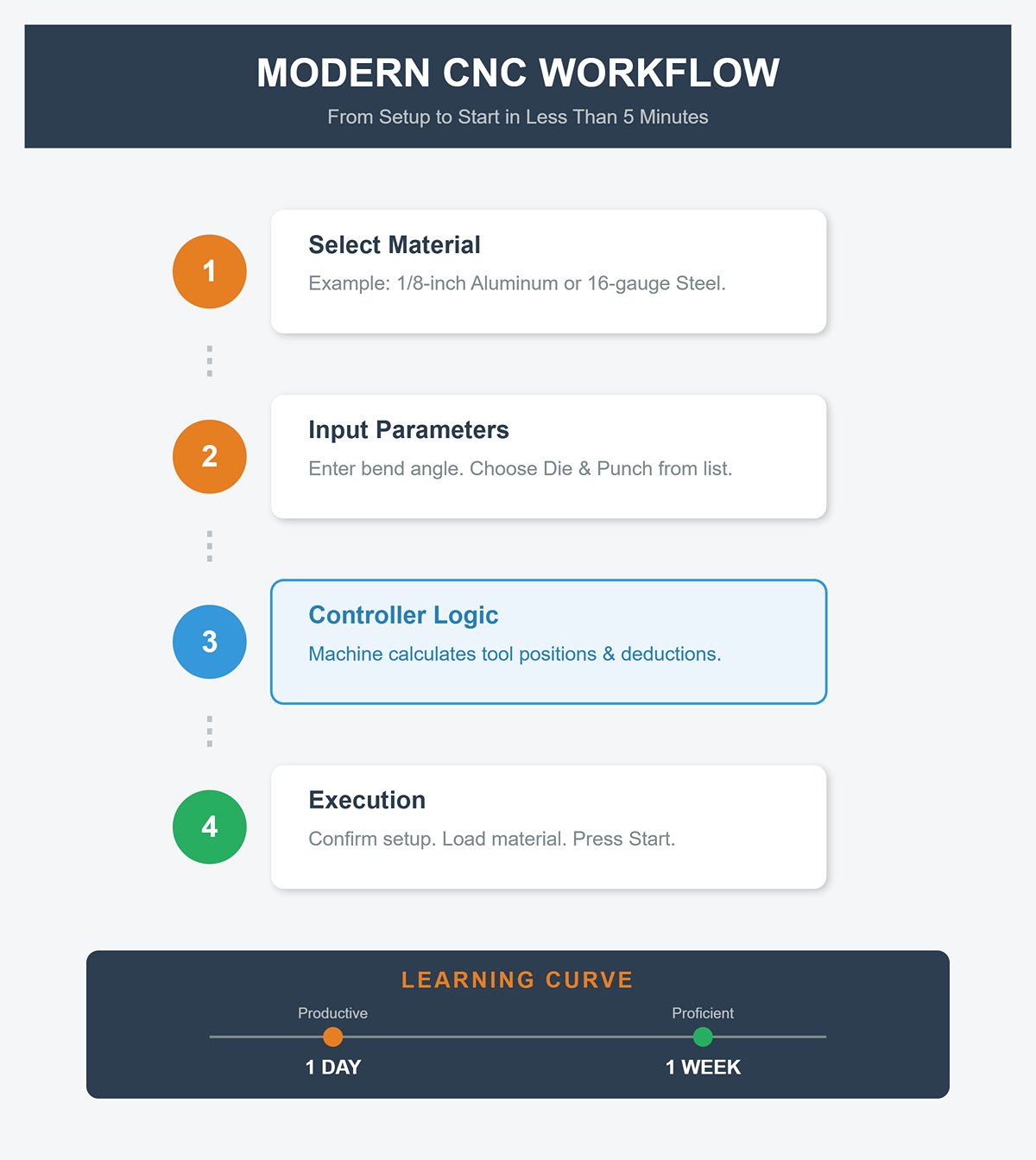
“CNC abkant operatörü—programlama gerekli” diyen bir iş ilanı gördüyseniz, kod satırları ve karmaşık komutlar hayal etmeniz normaldir. Gerçekte, bu bağlamda “programlama” kodlamadan çok veri girişi gibidir. Operatör bir malzeme türü seçer—örneğin, 1/8 inç alüminyum veya 16 numara yumuşak çelik—bükme açısını girer ve önceden yüklenmiş bir kütüphaneden bir zımba ve kalıp seçer. Kontrol cihazı bu takımların nasıl etkileşeceğini zaten bilir.
Bu nedenle operatörler bir günde üretken hale gelebilir ve bir hafta içinde yeterlilik seviyesine ulaşabilirler. “Programlama gerekli” ifadesi çoğu zaman “üç sayı girebilir misin korkmadan?” anlamına gelir. Teknik engel matematiksel değil—arayüzle rahatlıktır. Teknisyenler, geometrisini zaten bilen bir makineye talimat verdiklerini fark ettiklerinde, kaygı ortadan kalkar.
Modern Kontrol Üniteleri Lisede Nefret Ettiğiniz Matematiği Nasıl Yönetiyor.
Her bir bükme eskiden dikkatli hesaplama gerektirirdi. Malzeme yaylanmasından sonra nerede duracağını tahmin etmek için bükme toleranslarına, K faktörlerine ve trigonometrik ayarlamalara ihtiyacınız olurdu. CNC abkant presinde, bu görünmez matematik artık tamamen kontrol ünitesi tarafından yönetilmektedir. Malzeme türünü ve kalınlığını girdiğinizde, yazılım iç veri tabanında o malzeme için uygun K faktörlerini ve bükme yarıçaplarını referans alır. Sonra hedef açıyı elde etmek için arka dayamayı otomatik olarak kaydırır ve tonajı ayarlar.
Every bend once required careful calculation. You needed bend allowances, K-factors, and trigonometric adjustments to predict where the material would end up after springback. On a CNC press brake, that invisible math is now managed entirely by the controller. When you input the material and thickness, the software references an internal database that stores the proper K-factors and bend radii for that material. Then it automatically offsets the backgauge and manipulates tonnage to achieve the target angle.
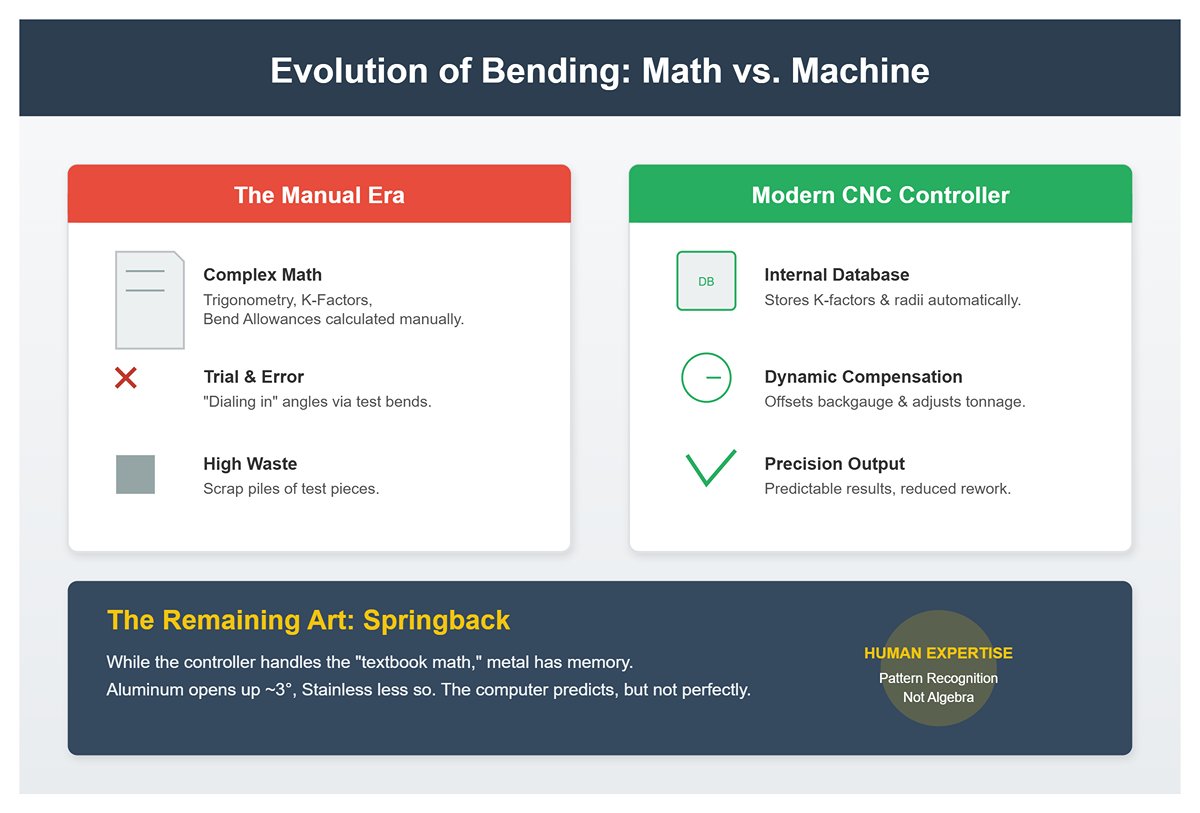
It means no handwritten charts, no trial bends to “dial in” an angle, and no scrap pile of test pieces unless you want a visual confirmation. The system compensates for thickness and tool wear dynamically, reducing rework and wasted material.
Bilginin hâlâ önemli olduğu tek yer—otomasyonun arkasındaki sanat—yaylanmadır. Her metal şeklini biraz farklı “hatırlar.” Alüminyum büküldükten sonra üç derece kadar açılabilir, paslanmaz çelikte ise bu daha az olur. Bilgisayar bunu tahmin edebilir ama her zaman mükemmel değil. Usta bir operatör, parçanın davranışı veri tabanıyla uyuşmadığında bunu fark eder ve hedef açıyı biraz ayarlar. Bu cebir değildir—deneyime dayalı bir desen tanımadır. En iyi operatörler bu hassasiyeti hesaplamayla değil gözlemle geliştirir.
Yani, kontrolör kitap bilgisini özümlerken, insan uzmanlığı hâlâ kaliteyi tanımlar. Makinedeki kişi hatanın kodda değil, metale ait olduğunu bilir.
Modern ekipman, neredeyse herkesin CNC abkant presini temel düzeyde çalıştırmasını mümkün kılmıştır. Bir düğmeye basan kişi levhayı yükler, onaylanmış bir programı çalıştırır ve ilk parçayı kontrol eder. Her şey yolunda giderse üretim sorunsuz devam eder. Ancak bir büküm iki derece az çıktığında veya bir parça düzgün monte olmadığında, düğmeye basan kişi ile gerçek bir operatör arasındaki fark netleşir.
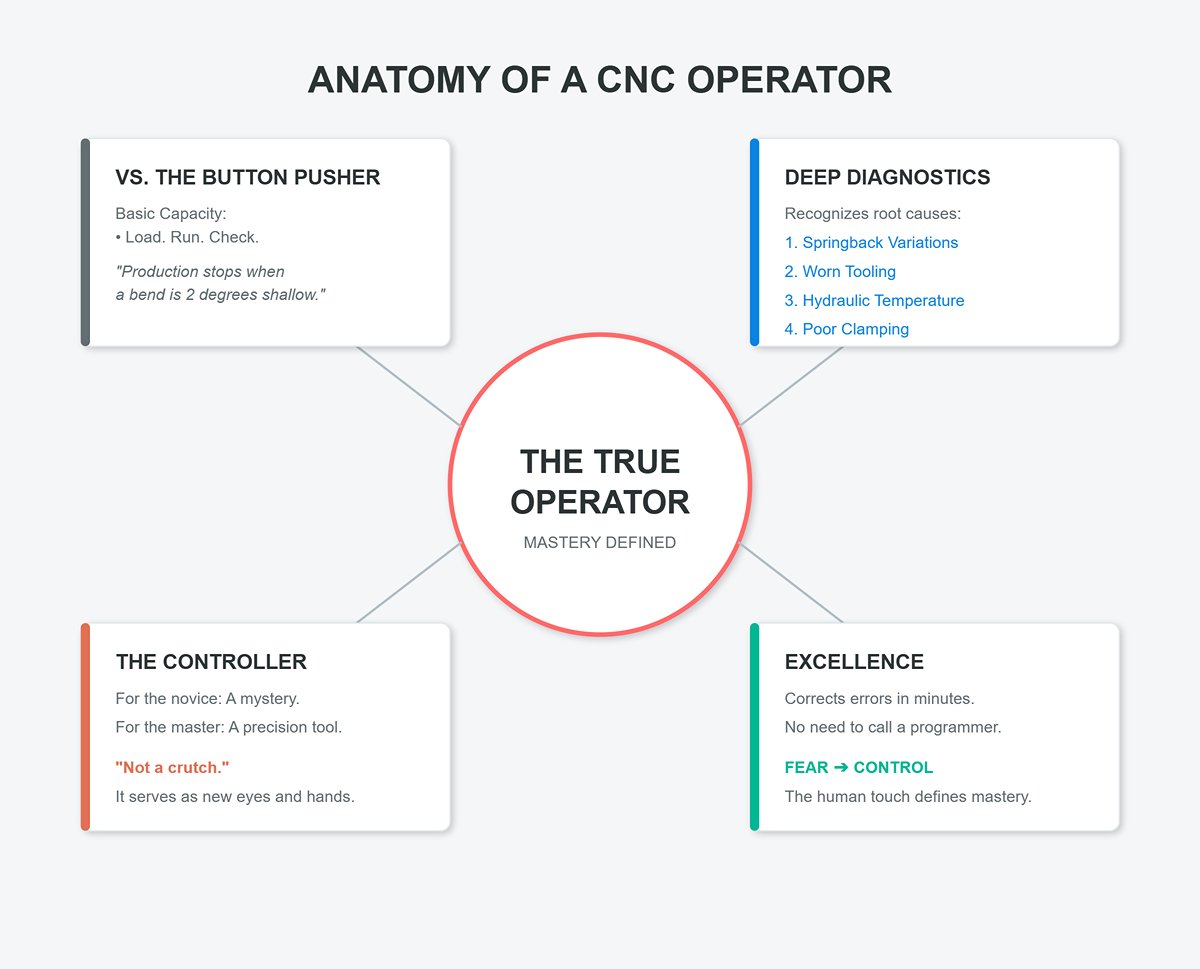
Gerçek bir operatör hatayı sadece fark etmez—onu teşhis eder. Sorunun yaylanma farklılıklarından, aşınmış kalıplardan, hidrolik sistemdeki sıcaklık değişimlerinden veya hatta düzgün oturmamış bir mengene kaynaklanıp kaynaklanmadığını ayırt eder. Bir programcıyı çağırmadan dakikalar içinde düzeltebilir.
Bu daha derin beceri seviyesi yıllar alır, ancak CNC makinesinin zaten sadeleştirdiği aynı temele dayanır. En iyi operatörler kontrolörü bir hassasiyet aracı olarak kullanır, bir baston olarak değil. Onlar bilir ki bir program çalışıyor diye düzgün çalıştığı anlamına gelmez. doğru.
CNC teknolojisi öğrenme sürecini kolaylaştırdı ama mükemmeliyetin sınırını yükseltti. Bilgisayar işe başlamayı kolaylaştırır ancak ustalık hâlâ insan dokunuşuna bağlıdır. Yeni operatörler için asıl sır budur: ekran senin düşmanın değil—yeni gözlerin ve ellerindir. Sana gerçekte ne yaptığını anladığında, korku yerini kontrole bırakır.
Düz bir sacdaki her büküm, gelecekteki bir şekli gizler. En iyi abkant operatörleri o şekli ilk mengene kapanmadan önce görür. Bir düz desen baktığında, görevin ölçüleri ezberlemek değil hareketi görmek—her çizginin bir oyuktan kenara, bir flanşa veya kapalı bir kutuya nasıl dönüştüğünü. Bu uzamsal dönüşüm, iyi parça üreten operatörleri, kaliteli hurda üretenlerden ayırır.
Basit bir üç bükümlü kutu gerçek testtir. Onu düz olarak çiz, sonra hangi bükümlerin yukarı katlandığını, hangi çizgilerin sana dönük olduğunu ve hangilerinin senden uzağa baktığını hayal et. Şimdi o görüntüyü ters çevir—abkant presler bir ekseni ters çevirir çünkü zımba operatöre doğru büküm yapar. Eğer zihinsel katlama bir flanşı içe doğru yerleştiriyorsa veya bir dönüş bacağını aşağıya bakacak şekilde bırakıyorsa, ilk haftasında başarısız olan ama el becerisinden değil, ters yönlendirmeden dolayı 73% grubuna katıldın demektir.
Profesyoneller bunu zihinsel izleme ile telafi eder. Büküm sıralarını oklarla işaretler, her katın içe mi dışa mı olacağını görselleştirir, sonra bir kâğıt şablonu katlar gibi ters çevirme hareketini prova ederler. Ayrıca büküm payından kaynaklı uzamayı öngörürler—parçaların toleransa uygun olması için dış yarıçapta gereken ekstra malzeme. Bu görselleştirme alışkanlığı sonraki adımları otomatik hale getirir: arka referansın nerede ayarlanacağı, kalıbın nerede takılacağı ve çarpışmaların nasıl önleneceği. Bu iki boyutlu düşünmeyi bir dönüş ve tersine çevirme alışkanlığına dönüştürür ki hiçbir yazılım kestirmesi bunu yerine koyamaz.
Çoğu atölye operatörleri iki türe ayırır: düğmeye basanlar ve inşa edenler. İlk grup başkalarının programladığını çalıştırır. İkinci grup ise her kod satırının neyi çözdüğünü anlar. Her iki rol de aynı kontrol ekranını kullanır, ancak zihniyet tamamen farklıdır.
Programları çalıştırmak, önceden ayarlanmış bir işi yüklemek, parça numarasını doğrulamak ve döngüyü başlatmak anlamına gelir. Program yazmak ise her komutu yöneten geometrinin anlaşılmasını gerektirir—bükme açıları, malzeme kalınlığı, K-faktörü (nötr eksen oranı) ve geri esneme düzeltmesi. Ekrandaki 90°’lik bir bükme, malzeme elastikiyeti nedeniyle metalde nadiren 90° olarak oluşur; yalnızca program çalıştıran operatörler bunu deneyerek ayarlar, program yazarları ise bunun neden olduğunu bilir ve formülü düzeltir.
Bu farkındalık, verimlilik açığını kapatır—ortalama abkant pres çalıştırma süresi 13% altında iken, en iyi performans gösterenler deneme parçalarını azaltarak 30%’nin üzerinde sürdürür. Program yazma seviyesindeki yetkinlik, vardiya ortasında teknik çizimler değiştiğinde hızlı düzenleme yapılmasına olanak tanır; özelleştirilmiş imalatta bu bir gerçektir. Bu aynı zamanda bağımsızlık demektir: çevrim dışı programlama beklememek, üretimde daha az duraksamak ve yanlış girilmiş bükme dizilerinden kaynaklanan hata sayısını azaltmak. Bir operatör geometriyle düşünmeye başladığında, makine bir araç değil, bir tercüman haline gelir.
Bükme işleminin fiziksel eylemi—malzemeyi yüklemek, zımba altına hizalamak, döngü başlat tuşuna basmak—aldatıcı biçimde basittir. Asıl zorluk, mekânsal hafızada gizlidir. Yanlış yönelim hataları, arka dayama çenesini yanlış flanşa ayarlamak veya parçayı 180° döndürmek gibi, yeniden işleme ve hurda oranının çoğuna neden olur. Bunlar “makine” arızaları değil; insanın harita okuma hatalarıdır.
Binlerce imalat çalışanını izleyen araştırmalar aynı deseni gösterir: neredeyse dörtte üçü abkant presi çalıştıramadıkları için değil, parçaları ardışık bükmeler boyunca zihinsel olarak döndüremedikleri için başarısız olur. Hangi yüzeyin “iç” olduğunu takip edemezler, çizimi ters okurlar veya tüm bükmelerin aynı yönden görüldüğünü varsayarlar. Hassas toleranslı montajlarda, ters yapılmış tek bir kutu flanşı bile saatlerce yeniden üretim gerektirebilir.
Bunu öğretilebilir bir beceri olarak ele alan atölyeler, deneme döngülerine güvenenlerden daha iyi performans gösterir. Alman çıraklık programları erken dönemde teknik çizim okuryazarlığına odaklanır—geometrik boyutlandırma ve toleranslama (GD&T) sembolleri, referans noktaları ve yüzeyleri. Tekrarlanan “ilk bükmeler” aracılığıyla çıraklar, bir 2D koordinat sisteminin nasıl fiziksel bir şekle dönüştüğünü haritalar. Sonuç ölçülebilir: mekânsal hata oranında 75% düşüş ve on yıl içinde önemli ölçüde daha yüksek maaşlı programlama ve liderlik pozisyonlarına giden kariyer yolu.
Yönelim ustalığı artık bir üretim kaldıracı kadar bir çalışan tutma stratejisi haline geldi. Katlanma maketleri, bükme sıralarını izleme, çalışma yönünü simülasyon gibi yapılandırılmış mekânsal alıştırmalar yapan Amerikan atölyeleri, ek makine olmadan %“ye kadar kullanım geri kazanımı rapor ediyor. Sonuç net: otomasyon, bir çizimde ”yukarı”nın ne olduğunu anlamadaki kafa karışıklığını gideremez. Bunu ancak zihinsel döndürme yeteneği giderir.
Beklenmedik Kıvrım: çoğu yorumun kaçırdığı nokta, CNC abkant pres operasyonlarında başarının el becerisinden çok bilişsel geometriye bağlı olduğudur. Kağıt üzerinde kutuları katlamak için beynini eğiten operatörler, yazılım kısayollarının peşinde koşanlardan tutarlı şekilde daha fazla üretim yapar. Her yüksek performanslı tesiste, saha önce görselleştirmeyi öğretir, sonra kodlamayı. Çünkü bükme işleminde, makine yalnızca sizin zaten görebildiğinizi yineler—ve başka hiçbir şey yapmaz.
Her doğru bükme, alt kalıpla başlar. Usta operatörler 8x kuralınagüvenir—malzeme kalınlığının sekiz katı genişliğinde bir kalıp seçmek. Bu kural, gerilim altındaki metalin öngörülebilir geometri izlemesine dayanır. Sekiz kat, dış yarıçaptaki çekme gerilimi ile iç yüzeydeki sıkıştırmayı dengeleyerek geri esnemeyi ve kenar çatlamasını en aza indirir. Alüminyumun düşük akma dayanımı için 6x’e inin; sert paslanmaz çelik için 10x’e çıkın. Yeni bir operatör göz kararıyla geniş olanı daha güvenli sanabilir—öyle değil. Geniş kalıplar açıları yataylaştırır ve tonnacı yükseltir. 10x kalıpta çeyrek inç yumuşak çelik panel, 60% fazla ram kuvveti gerektirir, zımbaları erken aşındırır ve döngü süresini boğar. 8x kuralı, aşınmayı, tonnacı ve açı doğruluğunu kâr bölgesinde tutar.
CNC veritabanları genellikle ideal koşullara dayalı önceden ayarlanmış kalıp kütüphaneleri içerir, ancak bunlar günlük gerçekleri—kalıp yorgunluğu, hafif eğrilik veya yuvarlatılmış kenarlar—göz ardı eder. 8x kuralıyla manuel geçersiz kılma, insani faktörü tekrar hassasiyete dahil eder: deneyimli bir operatör, bir kalıbın kenar aşınmasının geri esnemeye iki derece eklediğini bilir. Kurulum verimliliğini takip eden atölyeler, operatörler 8x seçimini standart hale getirdiğinde kurulum sürelerinin bir saatten yirmi dakikanın altına düştüğünü rapor eder. Bu batıl inanç değil—bu süreç kontrolüdür.
Hemen Yapılacaklar:
Bir $20 kumpas ve on beş saniyelik matematik, birikmiş hurda ve duruşlarda binler harcamanızı önler. Bir abkant pres operatörü için bu, günlük tekrarın profesyonellik tanımıdır.
Tüm kaynak montajınızı bozan o iki derecelik fark kontrol cihazınızdan kaynaklanmıyor — geri yaylanma, yük serbest bırakıldıktan sonra metalin elastik geri tepmeleridir. Farklı malzemeler farklı şekilde “sıçrar”: yumuşak çelik yaklaşık iki derece geri döner; alüminyum ise dört dereceye kadar. Çözüm tahmine dayanmaz. İç büküm yarıçapını ölçün, K-faktörünü (nötr eksen ile kalınlık oranı—genellikle çelik için 0.33, alüminyum için 0.50) kontrol edin ve beklenen geri yaylanmaya eşit bir aşırı büküm programlayın. Hedef 90° ve iki derecelik geri yaylanma bekliyorsanız, CNC'yi 88°’lik büküm için programlayın. Dijital bir açı ölçerle tekrar kontrol edin, gözünüzle değil.
Deneme-yanılma yöntemine güvenen operatörler tüm gün doğruluğun peşinde koşar; hesaplanmış aşırı büküm kullanan operatörler ise ilk seferde doğru sonucu alır. Bir atölye anketi, programa yalnızca bir geri yaylanma ofseti eklemenin reddedilen parçaları ilk ay içinde neredeyse oranında azalttığını ortaya koydu. Bu hassasiyetin arkasındaki matematik basittir:
Büküm ödeneği
BA = (π / 180) × Açı × (Yarıçap + K-Faktörü × Kalınlık)
Bunu düz deseninize veya çevrimdışı yazılıma girin, böylece parçalar tam ölçüde olur. Bir dakikanın altında yapılan gerçek zamanlı düzeltme, daha sonra hatalı açıları taşlamaktan iyidir.
| Malzeme | Kalıp Oranı | Geri Yaylanma (ort.) | Aşırı Büküm Hedefi | Doğruluk Kazancı |
|---|---|---|---|---|
| Yumuşak çelik 1/8″ | 8x | 2° | 88° olarak programla | ±0.5° |
| Alüminyum 1/4″ | 6x | 3° | Program 87° | ±1° |
| Paslanmaz 3/16″ | 10x | 2.5° | Program 87.5° | ±0.7° |
Programlanabilir telafi, “hissi” doğrulanabilir kontrole dönüştürür — ve sapmayı öngörmeyi öğrendiğinizde, operatörden teknisyene geçersiniz.
Abkant pres tehlikeleri affetmez. Bir anlık dalgınlık—yanlış yerleştirilmiş bir el—ve hassasiyet yaralanmaya dönüşür. Kapalı Yumruk Kuralı doğrudan, fiziksel bir referans sağlar: kurulum sırasında kapalı yumruğunuz zımba ile kalıp arasına sığıyorsa, sıkışma bölgesi affedilemez derecede açıktır. Durun. Devam etmeden önce takım boşluğunu ayarlayın veya kilitleme yapın. Bu görsel ve dokunsal ipucu herhangi bir alarmdan daha hızlı çalışır. Işık perdeleri ve lazer koruyucular hayati öneme sahiptir ancak kusursuz değildir; yansıtıcı paslanmaz veya yağlı malzemeler sensörleri ¹TP3T oranına kadar yanıltabilir. Yanlış hizalanmış arka dayama gibi görünmeyen hatalar da ışın yollarını bozabilir. Manuel yumruk kontrolü voltaja, optiğe veya yazılım güncellemelerine dayanmaz—farkındalığa dayanır.
OSHA verileri, imalat atölyelerindeki ampütasyonların dörtte birinin abkant prese bağlı olduğunu gösteriyor; çoğunlukla kilitleme/etiketleme yapılmadan gerçekleştirilen “hızlı” kurulumlardan kaynaklanıyor. Her cezai durum kaybedilen iş gücü ve itibar kaybını ikiye katlıyor. Kapalı Yumruk + Lazer Koruyucu protokolünü uygulayan bir üretici, üç yıllık kesintisiz üretimde sıfır kayda değer olay gördü. Bu sonuç bürokrasiden değil, kültürden geldi: kurulumdaki hassasiyet, güvenlikteki hassasiyetle aynıdır.
Yaşamak İçin Güvenlik Standartları:
Abkant prese profesyonellik, bükümler arasındaki boşluklarda kendini gösterir. Başarılı her operatör, makineyi bir risk değil, fizik ve disipline bağlı bir ortak olarak görür. Pistonu altında kazanılan alışkanlıklar — ölçülü kurulum, öngörülü kontrol, bilinçli dikkat — programlama ve proses mühendisliğine ilerlemenin temelini oluşturur.
Birçok pres büküm operatörü için yolculuk bir sınıfta değil, uğuldayan bir makinenin yanında başlar; parçaları süpürür, büküm sayısını takip eder ve akıllıca sorular sorar. Üretim şirketleri içeriden terfi etmeyi tercih eder, bu da “makine yardımcısı” rolünü en hızlı meşru giriş kapısı yapar. İçeri girildiğinde öğrenme eğrisi osmoz yoluyla hızlanır — operatörler takım kurulumunu, arka dayama ayarlarını, tonaj sınırlarını ve doğru biçimlendirilmiş bir parçanın ince hissini açıklar. Merak ve hassasiyet gösteren yardımcı hızlıca güven kazanır.
Atölyeler genellikle yardımcılıktan operatörlüğe geçiş için sabit bir zaman çizelgesi duyurmaz, ancak pratikte çoğu yönetici adayların bağımsız kurulumları yapabilmesi için 6–12 aylık bir süre tanımlar. İç terfi çift avantaj sunar: birincisi, şirket gerçek denetim zamanı harcar; ikincisi, yardımcı becerilerini geliştirdiğinde operatör pozisyonu zaten mevcuttur. Metal üretim sektöründe bir milyondan fazla kişinin çalıştığı ve emekliliklerin yeni işe alımlardan hızlı olduğu bir iş gücü piyasasında, içsel eğitim kanalları özgeçmişlerden daha önemlidir. Gözlemleyerek ve yaparak daha iyi öğrenen biri için bu iş başında eğitim rotası hem maliyeti hem de rekabeti azaltır.
Sorumluluk unvan tanınmadan önce genişler. Operatörlük seviyesine doğru ilerleyen yardımcılar açıları açıölçerle doğrulamaya, büküm sıralarını kaydetmeye, kontrol cihazının tanı mesajlarını yorumlamaya ve uyumsuz takımları işaretlemeye başlar. Her görev hassasiyet ve tutarlılığı pekiştirir — bu nitelikler nihayetinde iyi bir pres büküm operatörünü sıradan bir sac bükümcüsünden ayırır.
Bir ekipman üreticisinden alınan resmi eğitim, anlam derinliğini değiştirir. Amada ve Trumpf, kendi kontrol cihazları, programlama arayüzleri ve gelişmiş şekillendirme yazılım simülasyonları üzerine kurslar sunar. Kurs sonuçlarına dair kamuya açık veriler az olsa da, bu programları farklı kılan şey üretim sahasındaki gerçek mantık ve arayüze tam daldırmadır. Bir meslek yüksekokulu programı genel G‑kode sözdizimini tanıtabilir; bir OEM eğitmeni ise bu kodun güvenlik ışık perdeleriyle, hidrolik taçlama sistemiyle ve makine içinde depolanan özel geometrik kütüphanelerle nasıl etkileşime girdiğini gösterir.
Daha geniş üretim eğitimi ekosisteminden alınan veriler bu temeli destekler: 144 saatlik sınıf eğitimiyle 2.000 saatlik denetimli uygulamayı birleştiren adaylar Çalışma Bakanlığı tarafından tanınan belgelere hak kazanır. Fark şu ki OEM eğitimi teoriyi uygulamaya dönüştürür — öğrenciler programı tamamladıklarında kontrol cihazının ne beklediğini değil, aynı zamanda her sayısal girdinin neden bir çarpışmayı veya hatalı parçayı önlediğini de bilir.
Tek bir markada standartlaşan atölyeler için Amada veya Trumpf kursunu tamamlamak deneme süresini kısaltabilir ve daha yüksek başlangıç ücretini haklı çıkarabilir. Aynı sertifika işe alım müdürlerine operatörün doğrudan 3D modelden programlama, dizileri optimize etme ve çıktıları körü körüne takip etmek yerine İnsan‑Makine Arayüzü üzerinden arıza giderme yeteneğine sahip olduğunu gösterir. Bu, prestij için değil; uyumluluk içindir.
Deneyimli kaynakçılar, metal işçileri veya tornacılar zaten ısı ve basınç altında metal davranışının zihinsel haritasına sahiptir. Bu bilgi, CNC kontrol diline çevrildiğinde değerli bir birim haline gelir. Teknik resim okuma, trigonometrik yerleşim ve çelik kalite bilgisi kesintisiz biçimde aktarılır; yeni olan dijital yorumlamadır — düz bir desen çizimini kontrol cihazına programlanan değişken açılara dönüştürmektir.
Toleranslarla rahat çalışan bir kaynakçı, bir derecelik sapmanın sonuçlarını anlar; pres büküm operatörü bu aynı dereceyi dijital açı ölçerle ölçer ve taçlama telafisi veya büküm azaltımı yoluyla düzeltir. Bu zihinsel geçiş eğitimi dramatik biçimde kısaltır. Eksik parçalar kontrol cihazı okuryazarlığıdır — takım kütüphanelerinde gezinmek, büküm dizilerini düzenlemek ve kuru denemeleri gerçekleştirmek — ve programlanabilir arka dayamalarda güvenli kurulumdur. Birçok meslek merkezi artık manuel işlerden CNC işlemlerine geçiş yapanlar için “dönüşüm modülleri” tasarlıyor, ortografik okuma, tolerans birikmesi ve gerçek makine simülasyonlarına odaklanıyor.
İşverenler için kaynak tezgâhından işe almak, hâlihazırda güvenlik protokollerine ve malzeme maliyetlerine saygı duyan çalışanlarla beceri açıklarını doldurur. Çalışanlar için ise bu, tekrarlanan fiziksel güç yerine analitik ustalığı tercih etmek anlamına gelir. Önceki el becerisini programlanabilir hassasiyete dönüştürmek, manuel bir zanaatı dijital olarak yönetilen bir sürece dönüştürür — ve tam da burada ücretler en hızlı yükselir.
Çoğu kariyer rehberi sertifikaları abartır veya tekrarın zorluğunu hafife alır, ancak pres büküm işlemleri kâğıttan çok hassasiyeti ödüllendirir. Gerçek kestirme yol adımlar atlamak değil — her bükümü tekrarlanabilir ve her işi izlenebilir kılan alışkanlıkları ustalıkla kazanmaktır. Belgelendiren yardımcılar, doğrulayan stajyerler ve programcı gibi düşünen kaynakçılar hep aynı kontrol dilini konuşur.
Bu üç yolun her biri farklı bir yatırım gerektirir — zaman, öğrenim ücreti veya deneyim çevirisi — ancak hepsi tek bir ilkeye dayanır: metali tam olarak çizimde belirtildiği şekilde hareket ettirebildiğinizi kanıtlamak. En deneyimli mekaniklerin yaşlandığı bir üretim ortamında operatör koltuğu belgelerle kilitli değildir. Mekanik anlayışı veri odaklı disiplinle birleştirenlere açılır.
Bir CNC pres büküm operatörünün kazandığı ilk maaş, paradan çok ivmeyle ilgilidir. Çoğu acemi operatör işe başlarken saatte $18 ile $23 arasında, yıllık yaklaşık $37.000 ila $48.000 arasında kazanır ve baş operatör veya atölye süpervizörü gözetiminde çalışır. Kesin oran coğrafyaya göre değişir: Kaliforniya Sunnyvale’de bir acemi operatör saatte $24“e ulaşabilirken, daha küçük bir Orta Batı kasabasındaki muadili $16 teklif edilebilir. Veriler bu aralığı gösteriyor — ZipRecruiter’ın ulusal 25. yüzdelik dilimi $18.03”teyken, 75. dilim $23.32“ye çıkar. Bu beş dolarlık fark, yüksek talep gören üretim işine yakınlığın değeridir ve ”deneyimsiz”in “güçsüz” anlamına gelmediğinin kanıtıdır.”
Bir acemi için, çekilecek ilk kaldıraç konum veya sertifikadır. Yüksek talep gören bir pazarı ya da OEM düzeyinde eğitim sağlayan bir üretim tesisini seçin. Bu tek karar, başlangıçta saat başına üç ila beş dolar fazla kazanç anlamına gelir. Indeed’in 7.200 ilanlık örneklemi bunu açıkça gösteriyor: iş tanımında “eğitim sağlanır” ifadesi geçtiğinde, başlangıç ücreti daha yüksektir çünkü çalışan değişimi daha düşüktür. Hassasiyetle bağlantılı bir meslekte, işverenler öğrenebilirliği tıpkı tecrübe kadar ödüllendirir.
Hatırlanmaya değer görüntü: yeşil üniformalı bir operatör, uğuldayan 14 feet’lik bir Accurpress’in yanında, hâlâ süpervizörünün gözü önünde bükme açılarını iki kez kontrol ederken, perakende vardiyası yapan arkadaşından şimdiden daha fazla kazanıyor. Hassasiyet burada çoğu mavi yakalı işten daha erken kazandırır—ama sadece operatör o erken vardiyaları bir eziyet değil, bir çıraklık olarak görürse.
Yaklaşık üçüncü yılda yapısal bir dönüşüm olur. Operatör onay beklemeyi bırakır ve kurulumları artık tek başına yapmaya başlar. Bu özgüven belgelenmiş bir –40’lık artışa yol açar, ulusal verilere göre. Ortalama ücret saatte 25–30 dolar, ya da yılda 52.000–62.000 dolar düzeyine çıkar. Zippia’nın zaman çizelgesi bunu net gösteriyor: 3–4 yıl arası küçük artışlar, ancak denetim sona erdiğinde büyük bir dönüm noktası. Piyasa, süreç sahipliğiyle gelen tecrübeye güvenir—takım değişiklikleri, ilk parça denetimleri ve küçük parti programlamaları buna dâhildir.
Kariyer hareketliliği, kıdem kadar önemlidir. PayScale, iki ila üç yıl civarında stajyer yöneten veya iş değiştiren operatörlerin en hızlı yükseldiğini belirtir. O ilk terfiyi hem teknik hem de örgütsel bir ustalık olarak düşünün: taslak deseni okuyabilen, takımları ayarlayabilen ve denetimsiz güvenlik uyumluluğunu sürdürebilen kişi, tasarım ile üretim arasındaki bağlantı noktası hâline gelir.
Bu aşamada, CNC abkant operatörü artık yalnızca parçaları şekillendirmez—insan ritmini makine hassasiyetiyle hizalar. Korunan her çalışma saati, önlenen her israf levha doğrudan değere dönüşür. Üçüncü yıl, atölyenin sizi işgücü değil “katma değer” olarak gördüğü zamandır, ve maaş çeki buna göre genişler.
Saatte 40 doların üzerindeki iş, dışarıdan aynı gibi görünür—ama atölye içinde tamamen başka bir seviyedir. Bunlar programlama ve optimizasyon yapan Amada veya Trumpf gibi markaların preslerini çalıştıran, havacılık alaşımlarını yarım milimetre toleransla işleyen veya otomasyon hücrelerinde birden fazla makineyi koordine eden operatörlerdir. Derinlikleri onları unvan olarak olmasa da süreç mühendisine dönüştürür. Yıllık 80.000 doların üzerindeki kazançlar nadir ama yeniden işleme hatasını kaldıramayan sektörlerde gerçektir.
Bölge etkisini büyütür. Minnesota, Mankato’daki bir uzman saatlik 28–30 dolar temel ücret alırken, California veya New York’taki havacılık pozisyonları prim öncesi 35 doların üzerine çıkar. Standard Iron veya Webco gibi firmalar “CNC programlama”yı maaş artırıcısı olarak listeler—verimli büküm dizileri yazmanın, on yıl önce yazılım kodlamak kadar kazandırdığının kanıtı.
Sertifikasyon da dengeyi değiştirebilir. İşveren OEM programlama kursları için geri ödeme yaptığında, bu yeterlilik çarpan etkisi yaratır: aynı saat, yeni seviye. Başlangıçta kurulum görevi olan iş, eldiven takılı üretim mühendisliğine dönüşür. Zihinsel görüntü: kontrol panelinin mavi ışığı altında lazer odaklı bir operatör, titanyum levha üzerine inen baskı kolunu izliyor—bazı arabalardan daha değerli bir levha çünkü onu hatasız bükebilen tek kişi odur.
Bu meslekteki her maaş kademesi, stres altında kanıtlanmış beceriyi yansıtır—metal takım ile buluştuğunda ve ya doğru şekilde büküldüğünde ya da sürttüğünde yaşanan an. Başlangıç maaşları disiplinin karşılığıdır; kariyer ortasındaki sıçramalar bağımsızlığı ödüllendirir; uzmanlık ücretleri karmaşa altında kontrolü onurlandırır. Her şeyi değiştiren içgörü basit ama bir kere fark edildiğinde gözden kaçmaz: para ölçülü kesinliği takip eder.
O ilk mütevazı saatlik ücretine bakıp bu mesleğin yeterince genişleyip genişlemeyeceğini merak eden herkes için—yol zaten çelikte çizilmiştir. Büküm hattını mükemmel tutan aynı dikkat, saatte kırk doların ötesine uzanan bir kariyeri inşa eden dikkattir. Kesinlik sadece parçayı üretmez; maaşı da kaçınılmaz kılar.


















