

Bir köşesi sallanan bir kapak.
Üç adet 90 derecelik büküm. Her biri yarım derece hatalı. Baskı toleransı ±1 dereceye izin veriyordu ve yerel atölye “spesifikasyon dahilindeyiz” diye yemin etti. Kâğıt üzerinde haklıydılar. Montaj masasındaysa kutu, kötü bir restoran masası gibi sallanıyordu.
İşte senin durduğun boşluk — “tolerans dahilinde” ile “birbirine monte olmayacak” arasındaki alan. Peki gerçekten nerede başlıyor?
Teklifi onayladın çünkü büküm basit görünüyordu. Doksan derece doksan derecedir. Tedarikçi fren presini 20 yıldır çalıştırdığını söyledi. Fiyat, şehrin öteki ucundaki CNC atölyesinin yarısıydı.
Sonra montajcı tokmağı kaptı.
Atölyede biz buna “ikna edici” deriz — parçaları hizaya zorlamak için kullanılan bir çekiç. Açık İngilizcesi: bütçenize hiç koymadığınız yeniden işleme. Büküm teknik olarak kabul edilebilirdi. Montaj ise değil. İşte o kopukluk, sahte ekonominin gizlendiği yer.
Yani sorun gerçekten operatörde mi?
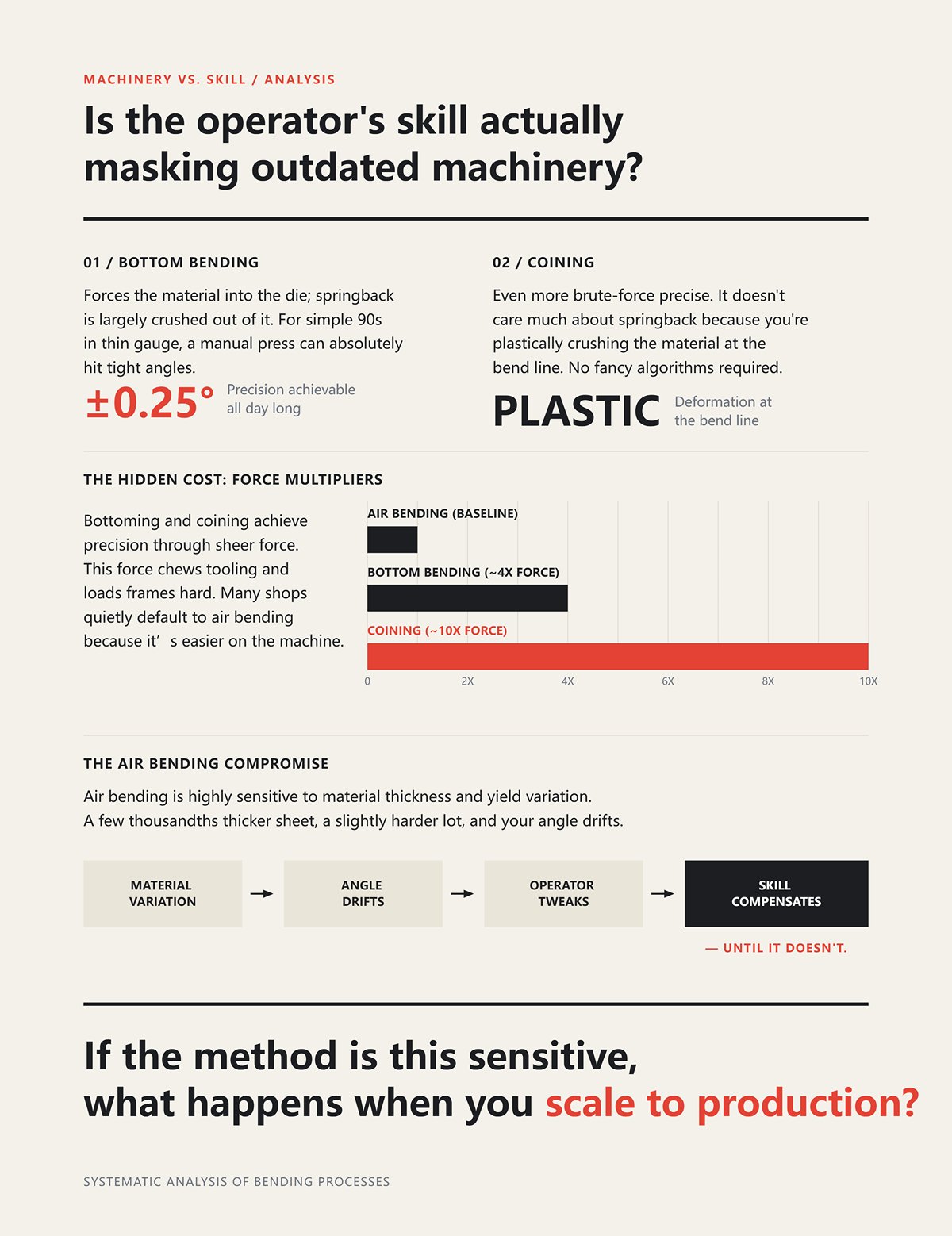
Tecrübeli ustaların ince sacı gün boyu ±0.25 dereceye kadar alt bükümle şekillendirdiğini gördüm. Alt büküm, malzemeyi kalıba zorlar; geri esneme büyük ölçüde yok edilir. İnce sacda basit doksanlıklar için, manuel bir pres kesinlikle dar açılara ulaşabilir.
Peki ya baskılama (coining)? Daha da kaba kuvvetli hassasiyet. Geri esnemeyi pek umursamaz çünkü malzemeyi büküm çizgisinde plastik olarak ezersiniz. Karmaşık algoritmalara gerek yoktur.
Ama bunun mümkün olmasını sağlayan şeye yakından bak: tonaj. Alt büküm, hava bükümünden yaklaşık dört kat daha fazla kuvvet gerektirebilir. Baskılama ise on kata kadar çıkabilir. Bu kuvvet kalıpları aşındırır ve pres gövdelerini zorlar. Birçok “ucuz” atölye, makineye daha az yük bindirdiği için sessizce hava bükümüne yönelir.
Hava büküm, malzeme kalınlığına ve akma direncindeki değişime daha hassastır. Birkaç binthlik daha kalın sac, biraz daha sert bir parti ve açınız kayar. Operatör ayar yapar. Sonra yine yapar. Beceri telafi eder — edemeyene kadar.
Yöntem bu kadar hassassa, üretime geçtiğinde ne olur?
Hassasiyet için iki kez ödeme yapmayı bırakın.
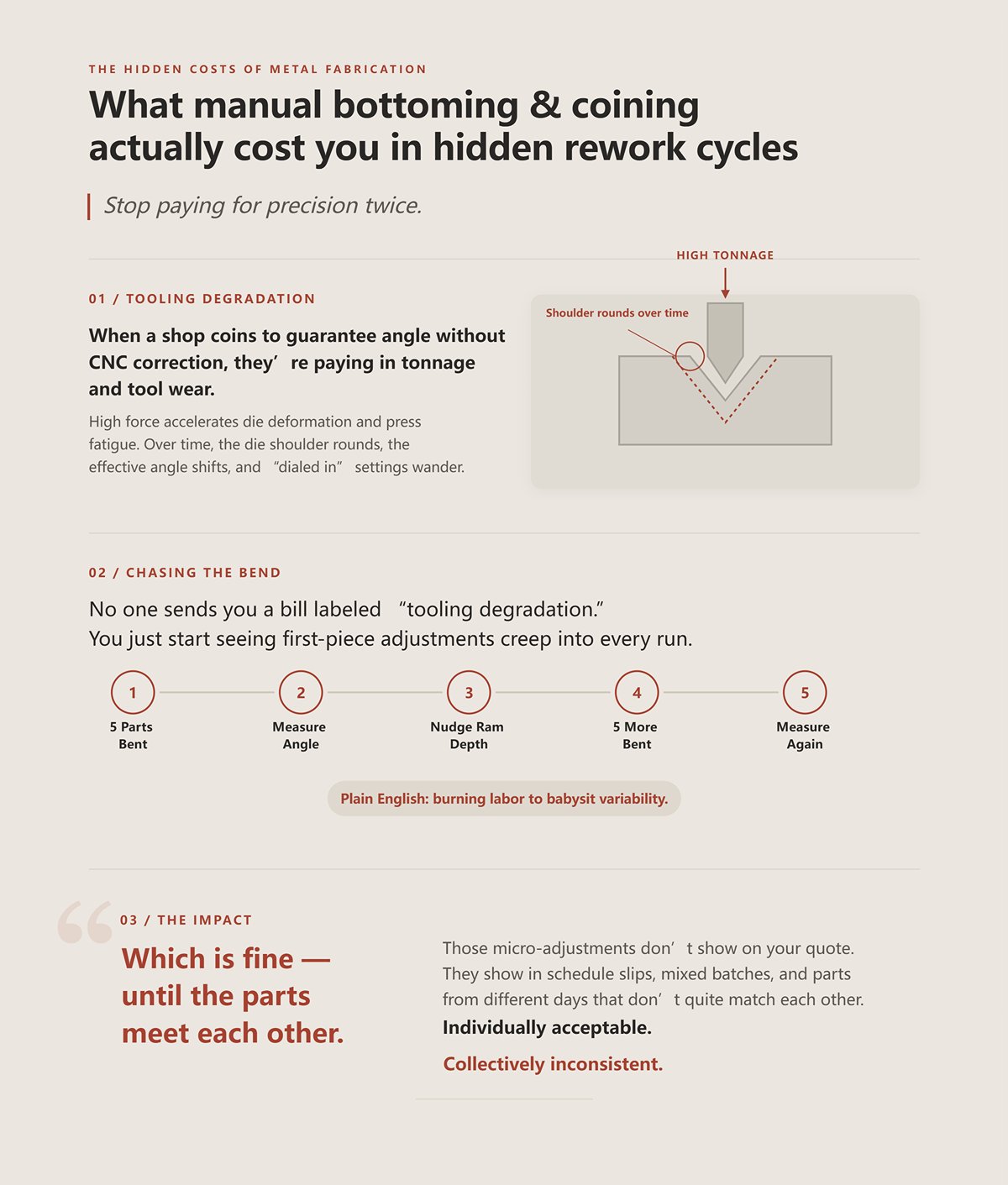
Bir atölye, CNC düzeltmesi olmadan açıyı garanti etmek için baskılama yapıyorsa, tonaj ve takım aşınmasıyla ödeme yapar. Yüksek kuvvet, kalıp deformasyonunu ve pres yorgunluğunu hızlandırır. Zamanla kalıp omzu yuvarlanır, efektif açı kayar ve “ayarlandı” dediğiniz değerler sapmaya başlar.
Kimse size “takım bozulması” başlıklı bir fatura göndermez. Sadece her partide ilk parça ayarlarının yavaş yavaş artmaya başladığını görürsünüz. Beş parça bükülür. Ölç. Koç derinliğini ayarla. Beş parça daha. Tekrar ölç.
Biz buna “bükümü kovalamak” deriz — hedef açıyı tutturmak için sürekli ayar yapmak. Açık İngilizcesi: değişkenliği gözlemlemek için emek yakmak.
Bu mikro ayarlamalar teklifinizde görünmez. Takvim kaymalarında, karışık partilerde ve farklı günlerden gelen, birbirine tam uymayan parçalarda ortaya çıkar. Tek tek kabul edilebilir. Toplamda tutarsız.
Bu gayet iyi — ta ki parçalar birbirine temas edene kadar.

Üç bükümlü U şeklinde bir braket hayal edin. Her büküme ±0,5 derece izin veriliyor. Üçü de +0,5’te. Düz desen doğruydu. Operatör her seferinde spesifikasyona uydu.
Ama geometrinin kontrol raporunuzla ilgisi yok.
Bu üç yarım derecelik hata, son flanşı öyle bir döndürür ki, birkaç yüz milimetrelik uzunlukta bir delik bir milimetre kayar. Şimdi bağlantı elemanınız delikle savaşıyor. Kapak sallanıyor. Conta düzgün sıkışmıyor.
Bu tolerans yığılmasıdır. Teori değil. Binadaki eğri bir temel gibidir: Biraz eğik dökün, ve üstteki her kat hatayı büyütür.
Yapmanızı istediğim değişiklik şu: her bükümün “tolerans içinde” olup olmadığını sormayı bırakın. Onun yerine sistemin, operatörün kahramanca müdahalesine gerek kalmadan, birden fazla bükümün hizalı kalmasını sağlayacak kadar açı tekrarına sıkı biçimde erişip erişemeyeceğini sorun.
Çünkü süreciniz kahramanlıklara dayanıyorsa, hacim iki katına çıktığında — ya da en iyi operatör emekli olduğunda — ne olur?
Dört bükümlü bir muhafaza üç ay sorunsuz çalıştı. Aynı program. Aynı operatör. Sonra yeni bir sac ruloları geldi. Akma mukavemeti, modele göre geri yaylanmayı ikiye katlayacak kadar arttı. Her bir büküm hâlâ teknik resimdeki ±1 derece içinde ölçülüyordu.
Ve montaj hattı kilitlendi.
İşte burada başlıyoruz: tekil bükümler “iyi,” montajlar kötü. Peki bu durumu gerçekten önleyen süreç nedir?
Her şey makinenin mimarisiyle başlar. Boya rengiyle değil. Marka etiketleriyle değil. Mimariyle. Çünkü çerçeve rijitliği, sürücü sistemi, geri bildirim yöntemi ve kontrol mantığı, açının bir insan tarafından tahmin edilip düzeltilen bir değer mi — yoksa gerçek zamanlı ölçülen bir kontrol değişkeni mi olduğunu belirler.
Binadaki eğri bir temel kendini ilk günde belli etmez. Üçüncü katta kapıları takmaya çalıştığınızda ortaya çıkar. Abkant pres sizin temelinizdir. İlk seferde düz dökülmesini istersiniz.
Saat 7:30’da basit bir hidrolik abkant atölyesine girin. Günün ilk parçası: bük, ölç, koç derinliğini ayarla, tekrar bük. Yağ hâlâ ısınıyor; viskozite tepkiyi değiştiriyor. Bu operatör yetersizliği değildir. Fiziktir.
Hidrolik sistemler, koçu konumlandırmak için sıvı basıncına dayanır. Sıcaklık viskoziteyi etkiler. Viskozite akışı etkiler. Akış da yük altındaki koç konumunu etkiler. Telafi edebilirsiniz — ama telafi ediyorsunuzdur.
Servo-elektrik tahrikler farklıdır. Bilyalı vidalar veya kayışla tahrikli sistemler koçu mekanik olarak konumlandırır, kodlayıcı geri bildirimiyle konumu doğrudan ölçer. Sıvı sıkıştırılabilirliği yoktur. Aynı şekilde sıcaklık kayması da yoktur. 12,384 mm strok komutu verdiğinizde, o kadarını elde edersiniz.
Bu sizin için neden önemli?
Çünkü her ilk parça ayarı zamandır ve üretim sırasında yapılan her ayar, erken ve geç parçalar arasında bir değişkendir. 200 parçalık bir partide, her kurulumda beş parçayı ayar için kaybediyorsanız — ve haftada on kurulum yapıyorsanız — bu elli parça saf değersiz kayıptır. Ayları çarpın. “Ucuz” teklifiniz hurda ve işçilikte buharlaşıyor.
Şimdi bunu dayanıklılık testine tabi tutalım.
Hidrolik presle alt büküm, yaylanmayı oldukça iyi kontrol edebilir. Malzemeyi kalıba zorlayarak açı değişkenliğini azaltır. Birçok basit bağlantı parçası için zamanın 80%’sinde işe yarar. Bu şekilde binlercesini çalıştırdım.
Ama bunun mümkün olmasını sağlayan şeye yakından bakın: tonaj.
Alt büküm, hava bükümüne göre yaklaşık dört kat kuvvet gerektirebilir. Darbeleme (coining) ise beş ila on kat kuvvet alabilir. Bu kuvvet çerçeveyi yükler, yatağı eğip büker ve kalıbın aşınmasını hızlandırır. Takım omuzları yuvarlandıkça, etkin bükülme açısı kayar. Bunu tek bir parçada fark etmezsiniz. Haftalar içinde görürsünüz.
Biz buna “çerçeve salınımı” diyoruz — yük altındaki ince eğilme, etkin açıyı değiştirir. Basit anlatımıyla: Makine 20 tonda farklı, 60 tonda farklı büküm yapar.
Parça grubunuz bir gün ince alüminyumdan, ertesi gün yüksek dayanımlı çelikten oluşuyorsa, bu değişkenlik birikir. O halde kendinize şunu sorun: Tedarikçinizin makinesi yükü ve konumu gerçek zamanlı olarak düzeltiyor mu, yoksa malzemeyi zorla şekle sokup dünkü ayarların hâlâ geçerli olmasını mı umuyorlar?
| Bölüm | İçerik |
|---|---|
| Bir Hidrolik Atölyesinde Sabah | Sabah 7:30’da, ilk parça büküm, ölçüm, koç derinliği ayarlama ve yeniden büküm gerektirir. Yağ sıcaklığı, viskoziteyi etkiler; viskozite de sistem tepkisini değiştirir. Bu fizik meselesidir, operatör hatası değil. |
| Hidrolik Sistemler Nasıl Çalışır | Hidrolik sistemler, koçun konumunu ayarlamak için sıvı basıncına dayanır. Sıcaklık, viskoziteyi; viskozite, akışı; akış da yük altındaki koç konumunu etkiler. Doğruluğu korumak için dengeleme (kompanzasyon) gereklidir. |
| Servo-Elektrik Sistemler Nasıl Çalışır | Servo-elektrik tahrikler, koçu mekanik olarak konumlandırmak için bilyalı vidalar veya kayışlar ve enkoder geri bildirimi kullanır. Sıvı sıkıştırılamazlığı yoktur ve sıcaklık kayması minimumdur. 12,384 mm’lik bir stroku komut etmek tam olarak o hareketi sağlar. |
| Neden Önemlidir | Her ilk parça ayarı zaman kaybettirir. Üretim sırasında yapılan ayarlar, erken ve geç parçalar arasında farklılık yaratır. Haftada on kurulumda kurulum başına beş parça kaybı, elli israf parça demektir—bu da zamanla hurda ve işçilik kayıplarını artırır. |
| Hidrolik Preslerde Alt Büküm | Alt büküm, malzemeyi kalıba zorlayarak yaylanmayı kontrol edebilir ve açı değişkenliğini azaltır. Birçok basit bağlantı parçası için zamanın yaklaşık 80%’sinde etkilidir. |
| Kuvvet Gereksinimleri | Alt büküm, hava bükümüne göre dört kat fazla kuvvet gerektirebilir. Darbeleme (coining) ise beş ila on kat kuvvet gerektirebilir. Artan tonaj çerçeveyi yükler, yatağı büker ve kalıp aşınmasını hızlandırır. |
| Takım ve Çerçeve Üzerindeki Etki | Takım omuzları aşındıkça, etkin bükülme açısı yavaş yavaş değişir. Değişken yükler altındaki çerçeve eğilmesi (“çerçeve salınımı”) büküm davranışını değiştirir—20 ton ile 60 ton farklı sonuçlar üretir. |
| Malzeme Değişkenliği | İnce alüminyum ile yüksek dayanımlı çelik arasında geçiş yapmak değişkenliği artırır. Ana soru: Makine yük ve konum için gerçek zamanlı olarak düzeltme mi yapıyor, yoksa kuvvet ve önceki ayarlara mı güveniyor? |
Bir tedarikçi bir zamanlar ±0.1 mm tekrarlanabilirlik reklamı yaptı. Cerrahi hassasiyet gibi kulağa geliyor.
Sonra arka dayama pozisyonu değil, açıyı ölçtük. Malzeme kalınlığı bobin partileri arasında 0.003 inç değiştiğinde açı neredeyse bir derece kaydı. Koç her seferinde aynı derinliğe indi. Açı yine değişti.
Pozisyon tekrarlanabilirliği, açı tekrarlanabilirliği değildir.
Aktif açı ölçüm sistemleri, form verme sırasında gerçek bükme açısını okumak ve koç derinliğini dinamik olarak ayarlamak için lazer veya temas sensörleri kullanır. Makine geri yaylanmayı varsaymaz. Onu ölçer. Her parçayı.
Bunun olmadığı durumda “±0.1 mm”, koçun ne kadar tutarlı hareket ettiğini ifade eder—flanşın 90.0 dereceye ulaşıp ulaşmadığını değil.
Önceki örneği hatırlayın: her biri +0.5 derece olan üç büküm. Şimdi malzeme partisi değiştiği için dört bükümün +0.7 derece kaydığını düşünün. Geometri hatayı büyütür. Büküm başına birkaç onda, uzak kenarda bir milimetreye dönüşür. Delikler şaşar. Kapaklar sallanır.
Bazıları baskı bükümün geri yaylanmayı ortadan kaldırdığını savunur. Doğru. Malzemeyi plastik olarak ezerek elastik geri kazanımı neredeyse ortadan kaldırırsınız. Fakat bunun bedeli tonajdır—genellikle hava bükümünün on katına kadar çıkar—ve bu, malzeme kalınlığını sınırlar, yüksek dayanımlı alaşımlarda çatlama riskini artırır, takım ömrünü azaltır. Bu kaba kuvvet hassasiyetidir.
Aktif açı ölçümü, size kaba kuvvet olmadan hassasiyet sağlar.
Bu nedenle bir atölye dar tolerans iddia ettiğinde şu net soruyu sorun: büküm sırasında açı mı ölçüyorsunuz, yoksa geçen haftanın test kuponuna mı güveniyorsunuz?
Eğer döngüyü kapatmıyorlarsa, gerçekten önemli olan değişkeni kontrol etmiyorlar demektir.
Hava bükümü hassas olduğu için kötü bir ün kazanır. Kalınlığı değiştirin. Akma dayanımını değiştirin. Açı kayar.
Fakat hassasiyet düşman değildir. Kontrolsüz hassasiyet düşmandır.
Modern CNC kontrolleri malzeme kütüphanelerini depolar: kalınlık, çekme dayanımı, takım geometrisi, zımba yarıçapı, kalıp açıklığı. Kontrol, tahmin edilen geri yaylanmaya göre hedef penetrasyon derinliğini hesaplar. Sonra açı ölçüm geri bildirimiyle, bu tahmini anlık olarak hassaslaştırır.
Bu tahmin işi değil. Bu yinelemeli kontroldür.
Üç bükümlü U şeklinde bir braketi hayal edin, sonra dördüncü bir flanş ekleyin. İlk büküm gerçek malzeme koşulları altında otomatik olarak 90.0 dereceye düzeltilirse, ikinci büküm bilinen bir geometriden başlar. Hata zincirleme olmaz. Temel düz kalır.
Bunu basit bir preste elle yapılan hava bükümüyle karşılaştırın. Operatör büküm yapar, ölçer, ayarlar. Belki ilk on parça mükemmeldir. Sonra malzeme sertliği bobin ortasında değişir. Gerçek zamanlı düzeltme olmadan, kayma yavaşça artar. Muayene fark ettiğinde, karışık bir parti elinizde olur.
Atölyede biz buna “bölünmüş lot” diyoruz — aynı üretim partisinden gelen ama birbirine uymayan parçalar. Basitçe söylemek gerekirse: montaj ruleti.
Açısal geri besleme ile eşleştirilmiş algoritmik hava bükme, her parçayı kendi kendini düzeltir hale getirerek bölünmüş lotları önler. Bu yüzden gelişmiş CNC sağlayıcıları daha az takım stoğuyla çalışabilir, malzemeleri daha hızlı değiştirebilir ve yine de tutarlı geometriler sevk edebilir.
Ve işte dönüm noktası bu: tekrarlanabilirliğin sürece gömülü olup olmadığı veya operatör dikkatine mi bağlı olduğu, makinenin mimarisiyle belirlenir.
Donanım gerçek dünya değişkenleri altında açıyı garanti edemiyorsa, ne kadar bireysel büküm denetimi yaparsanız yapın, montajınızı kurtaramazsınız.
Yani bir fiyat teklifini büküm başına maliyetle değerlendirirken, daha zor bir soru sorun: çelik broşürde yazdığı gibi davranmadığında açıyı tam olarak ne kontrol ediyor?
Bir tedarikçinin gerçek zamanlı kontrolünü ve montaj tutarlılığını nasıl doğrulayabileceğinizi mi merak ediyorsunuz?
Kontrol ekranından başlamayın. Takım rafından başlayın.
Parlak CNC frenleri ve lazer açı sensörleri olan atölyelere girdim, sonra makinenin arkasına baktım: üç tane hırpalanmış V-kalıp ve birkaç tane sıradan zımba. Bu bana herhangi bir broşürden çok daha fazlasını söylüyor. Çünkü kapalı çevrim açı kontrolü geri esnemeyi düzeltebilir ama aşınmış omuzları, uyumsuz takım yüksekliklerini veya atölyenin fiziksel olarak sahip olmadığı geometrileri telafi edemez.
Biz buna “idare etmek” diyoruz — mevcut takımların işi yaklaşık olarak yapmaya zorlanması. Basitçe söylemek gerekirse: yetenek süsü verilmiş doğaçlama.
Takım kütüphanelerine yakından bakın. Kalıp açıklığına, zımba yarıçapına ve uygulamaya göre düzenlenmiş mi? Takımlar standart yüksekliklere hassas şekilde taşlanmış mı, yoksa hizalamak için pullar poker fişi gibi mi istiflenmiş? Standart yükseklik önemlidir çünkü CNC kontrolü bilinen bir referans varsayar. Her kurulum, karışık takım yüksekliklerini dengelemek için manuel Z ekseni ayarı gerektiriyorsa, ilk bükümden önce tekrarlanabilirliği zaten kaybettiniz demektir.
İşte parti verimliliğinin yaşadığı ya da öldüğü yer burasıdır.
Derin, iyi bakılmış bir takım kütüphanesi, bir atölyenin açı düzeltmeli hava bükmeyi tasarlandığı şekilde çalıştırmasını sağlar: öngörülen derinlik, ölçülen açı, otomatik telafi. Zayıf bir kütüphane, kurulum süresini artıran, değişkenlik getiren ve maliyeti sessizce montaj aşamasına aktaran geçici çözümler zorlar. Ve işte kaçınmaya çalıştığınız sahte ekonomi budur.
Peki bir atölyenin gerçekten hassasiyete sahip olup olmadığını, yoksa sadece görünüşünü mü kiraladığını nasıl anlarsınız?
Basit bir muhafazayı hayal edin: dört yan, üstte kapak. Kapak bir köşede sallanıyor.
Çizimde 90 derece ±0,5 yazıyor. Kontrol onaylanmış. Yine de kapak sallanıyor.
Şimdi partideki gerçek büküm açılarını ölçün. Çoğu zaman farklılığın makine strokundan değil, kalıp omuzlarından kaynaklandığını göreceksiniz. Standart, taşlanmamış V kalıplar bölümden bölüme birkaç mil kalınlık kadar farklı yükseklik gösterebilir. Kulağa önemsiz gelebilir ama hava bükmede açı, zımbanın kalıp açıklığına ne kadar girdiğinin bir fonksiyonudur. Etkin kalıp geometrisini sadece 0,002–0,003 inç değiştirin, açı ondalık derecelerle kayar.
Bunu dört büküm boyunca üst üste koyduğunuzda, muhafazanız burulur.
Hassas taşlanmış takımlar hem açı hem yükseklikte dar toleranslarla işlenir ve bitirilir. Bölümler birbirinin yerine geçebilir. Bölümlenmiş, hızlı değişim kıskaçlarla eşlendiğinde, operatör her seferinde yeniden hizalama veya pul ekleme yapmaz. Kontrolün programlanmış derinliği, yaklaşık değil, gerçek geometrik değere karşılık gelir.
“±0,5 derece” iddiaları için ödeme yapmayı bırakın; kalıbın zaman içinde tutarlılığını nasıl koruduklarını sormadan. Kalıp aşınması omuzları yuvarlar. Yuvarlak omuzlar V-açılışını fiilen genişletir. Daha geniş V daha az direnç, daha fazla geri yaylanma, daha büyük açı demektir. Bunu tek bir parçada fark etmezsiniz. Haftalar boyunca bir kayma olarak görürsünüz.
İleri seviye sağlayıcılar takım ömrünü izler ve aşınma açı değişkenliğine dönüşmeden önce kalıpları döndürür veya yeniden taşlar. Standart atölyeler ise parçalar şikâyet edene kadar çalıştırır.
Sizce hangi atölye montajınızı daha iyi korur?
Üç kıvrımı olan U şeklinde bir braket hayal edin, sonra parçanın altına geri kıvrılan bir dönüş flanşı ekleyin. Artık bir kaz boynu zımba gerekiyor — son kıvrım sırasında oluşan ayağın üzerinden geçebilen rahatlatılmış bir geometridir bu.
Atölye o zımbaya sahip değilse üç seçeneği vardır: parçanızı yeniden tasarlamak, kıvrımları ödünlü bir sırada yapmak veya sınırlı derinlikte düz bir zımbayla kıvrımı denemek.
Hiçbiri tarafsız seçimler değildir.
Varsayımsal ama yaygın bir senaryoda, operatör çarpışmadan kaçınmak için kıvrım sırasını değiştirir. Bu, biriken toleransın nasıl yığılacağını değiştirir. Daha önce açı geri bildirimiyle düzeltilen ilk flanş artık tam olarak stabilize edilmemiş önceki kıvrımlardan etkilenir. Nihai ölçünüz uzak köşede bir milimetre kayar. Baskı parça bazında muayeneden geçebilir. Montaj affetmez.
Biz buna “takım kutulama” diyoruz — bir parçayı mevcut en yakın takıma sığdırmaya çalışma. Basit anlatımıyla: geometrinin envantere uyması yerine envanteri geometriye uydurmaya zorlama.
Derin takım kütüphaneleri övünmek için değildir. Ödünü ortadan kaldırmak içindir. Özel zımbalar, dar iç yarıçaplar için dar V kalıplar, katlama takımları, ofset takımlar — her biri ek kurulumlar veya geometrik bozulmalar yaratacak geçici çözümleri engeller.
Eğer geometrinizin gerektirdiği zımbaya sahip değillerse, hassasiyet yerine doğaçlama için para ödüyorsunuz demektir. Ve doğaçlama yavaştır.
O halde bir sonraki soru açıktır: doğru araçlara sahip olsalar bile, onlara her dokunmaları size ne kadar mal oluyor?
Bir keresinde aynı 150 parçalık braket ailesine teklif veren iki atölyeyi karşılaştırmıştım. Atölye A, saatte 20% daha fazla ücret alıyordu. Atölye B “yerel fırsat”tı.”
Atölye B, makinede kurulum yaptı. Takımları yükle. Yükseklikleri ayarla. İlk parçayı bük. Ölç. Ayarlama yap. İki parça hurda. Tekrar dene. Kararlı üretim öncesi kırk beş dakika geçti.
Atölye A bana çevrim dışı programlama sisteminden ekran görüntüleri gönderdi. Büküm sırası dijital olarak doğrulandı. Tonaj, malzeme veritabanına karşı hesaplandı. Çarpışma kontrolleri yapıldı. Operatör prese yürümeden önce takım listesi yazdırıldı. Bel hizasındaki arabada hazırlanmış standart yükseklikte, hızlı değişimli takımlar sayesinde kurulum on beş dakikanın altındaydı. İlk parça açı sensörlerinin düzeltme aralığındaydı.
Ama bunun mümkün olmasını sağlayan şeye yakından bakın: tonaj.
Çevrim dışı yazılım, malzeme kalınlığı, çekme mukavemeti, kalıp açıklığı ve büküm uzunluğuna göre her büküm için gerekli kuvveti hesaplar. Tahmini tonaj makine sınırlarına yaklaşırsa, sıralama metale dokunulmadan önce değişir. Bu, gövde sapmasını ve üretim ortasında ayarlamayı önler. Ayrıca aşınmayı hızlandırıp açı kaymasını yeniden ortaya çıkaracak aşırı yüklenmeden takımları korur.
Daha ucuz saatlik ücret, kurulum işçiliğinde ve her yapılandırma için beş hurda ilk parçada buharlaştı. Çoklu parça numaralarında, Atölye A’nın daha yüksek oranı, işi her seferinde yeniden öğrenmediği için daha düşük gerçek parça başı maliyet sağladı.
Bu, CNC’ye karşı hidrolikle ilgili değil. Standartlaştırılmış takımlar ve çevrim dışı planlama ile disiplinli bir hidrolik atölye, dağınık bir CNC atölyesini geride bırakabilir. Ayrım çizgisi operasyonel olgunluktur — sağlayıcının takım derinliğine, standart yüksekliklere, dijital doğrulamaya ve düzenli hazırlığa yatırım yapıp yapmadığıdır.
Ve işte bu sizin pratik testinizdir.
“Sizde açı ölçümü var mı?” diye sormayın. Onlardan araç kütüphanesini göstermelerini isteyin. Her iş için araçları nasıl hazırladıklarını sorun. Programlamanın kontrol ünitesinde mi yoksa vardiya başlamadan önce mi yapıldığını sorun. Kalıp aşınmasını nasıl takip ettiklerini sorun.
Yanıtlar, sağlayıcıları hızlıca kademelere ayırır.
Çünkü takım ve kurulumla nasıl ilgilendiklerini gördüğünüzde, partinizin kontrollü bir süreç gibi mi yoksa 150 kez tekrarlanan bir deney gibi mi davranacağını tahmin edebilirsiniz.
Bir satın alma müdürü bana aynı 3 mm paslanmaz muhafaza için üç teklif göstermişti. Bir atölye 18% daha ucuzdu. Kağıt üzerinde aynı malzeme, aynı bükümler, aynı miktar.
Ama onları ayıran şeye dikkatli bakın: saatlik ücret değil, fren markası değil — frenin arkasındaki takım olgunluğu.
Sağlayıcıları sistematik olarak karşılaştırmak istiyorsanız, hangi makineye sahip olduklarını sormayı bırakın. Bunun yerine üç şey sorun. Yükseklik standardına göre kaç hassas taşlanmış zımba ve kalıp stokluyorlar? Kurulumdan önce çevrimdışı olarak tonaj hesaplamasıyla bükme programlıyorlar mı? Açı sapmasını beklemek yerine kalıp aşınmasını takip edip kalıpları programa göre mi döndürüyorlar?
Bu yanıtlar seçeneklerinizi hızlıca üç kademe halinde ayıracaktır.
Şimdi onları yüz yüze koyma zamanı.
Basit bir L-braketin 50 parçalık üretimini hayal edin. Bir büküm. Yumuşak çelik. ±1 derece tolerans. Kozmetik bir gerekliliği yok.
80–125 ton aralığındaki manuel veya temel NC fren bunu gün boyu alt bükme yapabilir. Alt bükme — zımbayı malzeme her iki kalıp omzuna da temas edene kadar kalıba zorlamak — size sensörlere gerek kalmadan mekanik açı tekrarlanabilirliği sağlar. Ayrıca hava bükmenin yaklaşık dört katı kuvvet gerektirir. 3 mm çelikte 200 mm’lik kısa bir bükümde bu mütevazı bir makinede yönetilebilir.
Kurulum hızlıdır. Takım seti basittir. Küçük hacme yayılacak çevrimdışı programlama yükü yoktur.
İşte geleneksel atölyenin kazandığı yer burasıdır.
Eskiden buna “tek vuruşluk kazanç” derdik — minimal kurulumla kârlı şekilde çalıştırabileceğiniz basit bir büküm. Düz Türkçeyle: karmaşık altyapıyı haklı çıkarmayan sade geometridir.
Ama aynı parçayı 1200 mm uzunluğa çıkarın ve boyunca ±0,5 derece tutun. Artık sapma önemlidir. Artık malzeme değişkenliği önemlidir. Açı ölçümü veya taçlama kontrolü olmadan, operatör açıyla takoz ve deneme vuruşlarıyla uğraşır. Hurda artar. İşçilik artar.
Ya da uzun bir bükümde 12 mm plaka braketi, 280 ton gerektiren bir durumu hayal edin. Birçok elektrikli servo fren yapısal olarak yaklaşık 300 ton civarında sınırda olur. Yerel bir atölyedeki ağır hidrolik bunu gözünü kırpmadan halledebilir. Kalın plakalı, yüksek tonajlı işler için “temel” sağlayıcı tek mantıklı seçenek olabilir.
Yani evet — geometri basitse, tolerans esnekse, büküm sayısı düşükse ve tonaj ya mütevazı ya da aşırı yüksekse, manuel alt bükme finansal olarak mantıklıdır.
Bu değişkenlerden herhangi birini değiştirin ve hesaplama değişmeye başlar.
Şimdi orta karmaşıklıkta parçalardan oluşan 500 parçalık bir parti alalım. Dört büküm. 2 mm alüminyum. Orta toleranslar.
Servo-elektrikli CNC abkant pres hızlı çevrim yapar. İvme ve yavaşlama keskindir. Enerji kullanımı daha düşüktür. Arka dayamalar hızlı konum değiştirir. 125 ton altındaki ince malzemede, bu hız yüzlerce çevrimde katlanarak artar.
Kurulum standartlaştırılmışsa — ortak takım yükseklikleri, hızlı değiştirme kelepçeleri — ilk parça zamanı kısalır. Bu, yüksek hacimde gerçek paraya dönüşür.
Ama bunun mümkün olmasını sağlayan şeye yakından bakın: tonaj.
Servo-elektrik sistemler düşük kuvvet aralıklarında parıldar. Yapısal sınırlarına doğru zorladığınızda pay kaybolur. Gövde esnemesi artar. Güvenli kalmak için çevrimi yavaşlatırsınız. Bazı platformlar sürdürülebilir 300+ tonluk çalışma için tasarlanmamıştır. Parça karışımınız kalınlaştıkça avantaj daralır.
Alıcıların kaçırdığı başka bir tavan var.
Birçok CNC merkezi makineye yatırım yapar ama sığ bir takım kütüphanesini korur. 80% işin standardını karşılayacak kadar standart zımbalar ve V kalıpları. Geometriniz sıkı bir iç yarıçap için dar bir V veya boşluk için derin bir kuğu boynu gerektirdiğinde, doğaçlama yaparlar.
Eskiden buna “idare etmek” derdik — ihtiyacınız olanla değil, sahip olduklarınızla bükmek anlamına gelen atölye deyimi. Düz İngilizcesi: tasarımınızı sınırlı takım setine zorlamak.
Basit, orta hacimli işlerde bu uzlaşma hiç ortaya çıkmayabilir. Daha sıkı montajlarda ise bu, birikmiş hatanın başlangıcıdır.
Bu nedenle otomatik merkez, hacmin hızı ödüllendirdiği, toleransların makul olduğu ve tonajın makinenin ideal aralığında kaldığı durumlarda kazanır.
Bu kapsamın dışına çıktığınızda fark için ödeme yapmaya başlarsınız.
Üç bükümlü U şeklinde bir braketi hayal edin, sonra parçanın altına geri dönen bir dönüş flanşı ekleyin. Toplam beş büküm. İki kritik boyut zıt kenarlara referans verir.
Kâğıt üzerinde, her büküm ±0,5 derece tutar.
Şimdi tolerans birikimini çalıştırın. Üç bükümün her biri +0,5 derece saparsa, uzak kenar o kadar kayar ki kapak bir köşesinde sallanır. Çizim, özellik bazlı kontrolden geçebilir. Montaj geçmez.
Mühendislik odaklı bir imalatçı bunu kaynağında çözer. Aktif açı ölçümü, büküm şekillendirme sırasında gerçek büküm açısını okur ve koç derinliğini gerçek zamanlı olarak düzeltir. Çevrimdışı yazılım, operatör takımı yüklemeden önce kalınlık, çekme dayanımı, kalıp açıklığı ve büküm uzunluğuna göre büküm başına gerekli tonajı hesaplar. Hassas taşlanmış, standart yükseklikteki takımlar, programlanan derinliğin gerçek geometrisiyle örtüşmesini sağlar.
Biz buna “düz dökmek” derdik — hizalamayı temelde düzeltmek. Düz Türkçesi: hatayı aşağı akıştaki parçalara taşıtmamak için bükümü kontrol etmek.
Evet, saatlik ücretleri daha yüksek. Evet, makine daha pahalı — genellikle 50.000 ila 150.000 ve üzeri, manuel ekipmanın bir kısmı kadar.
Ancak bunu 200 parçalık bir seriye uygulayın; her hatalı muhafaza, dolu işçilik maliyetinde montajda 20 dakikalık yeniden işleme zorunluluğu yaratır. Açısal sapmaların birikimi nedeniyle beş birimi hurdaya çıkarırsanız, daha ucuz teklifle elde ettiğiniz tasarrufu silersiniz.
Parça başı abkant süresinin baskın maliyet olduğuna dair yanılsama için ödeme yapmayı bırakın. Çok bükümlü, dar toleranslı parçalarda baskın maliyet hata yayılımıdır — küçük bir açısal hatanın özellikler arasında ve montaj işçiliğine nasıl katlandığıdır.
Büküm sayısı yüksek olduğunda, toleranslar etkileşimli olduğunda, kozmetik standartlar önemli olduğunda ve aşağı akıştaki montaj pahalı veya otomatik olduğunda fark ödemesi haklıdır.
Bu da demek oluyor ki gerçek karşılaştırma aslında makinelerle ilgili değil.
Bu, parça karmaşıklığını, tolerans etkileşimini ve tonaj talebini sağlayıcının kalıp derinliği ve kontrol sistemleriyle eşleştirmekle — ve sipariş formunu (PO) onaylamadan önce bunu nasıl doğrulayacağını bilmekle ilgilidir.
Sipariş formunu onaylamadan önce kalıp olgunluğunu ve kontrol yeteneğini nasıl doğrulayacağınızı bilmek istiyorsunuz.
Güzel. Çünkü yetenek formları çoğu alıcıyı cezbeden yerdir.
Bir abkant broşürü, bir pickup kamyonu reklamı gibidir: 100 ton, 10 fit yatak uzunluğu, CNC arka dayama, markalı kontrol sistemi. Parlak rakamlar. Ama bunların hiçbiri, o atölyenin ısıdan ısıya değişen malzemede 1200 mm’lik bir büküm boyunca üç kez arka arkaya ±0,5 derece toleransı tutup tutamayacağını söylemez. İşte bu, birleştirilebilen bir parçayla, atölyenizde “masajlanması” gereken bir parça arasındaki farktır.
RFQ'yu bir el sıkışması değil, bir röntgen gibi değerlendirin. Önemli olan, ne kadar kuvvetli bastıkları değil, ne kadar hassas durabildikleridir.
Peki, neye bakmalısınız?
Toplam tonajı sanki bir hassasiyet ölçüsüymüş gibi ödemeyi bırakın.
Yan çerçeveler arasında 10 fit olan 100 tonluk bir makine etkileyici görünebilir ama kuralını hatırlayın: tam tonaj, yatağın yaklaşık “ı boyunca uygulanacak şekilde tasarlanmıştır. Yani yaklaşık 6 fit. Aynı 100 tonu kısa, dar bir uzunlukta uygularsanız, ”daha yetenekli” olmazsınız; yatağı ve kalıbı deforme edersiniz.
Ama bunu mümkün kılan şeye yakından bakın: birim uzunluk başına tonaj.
Bir atölye size “300 ton” diyorsa, sonraki sorunuz basit: ayak ya da metre başına kaç ton ve kalıp ne kadar yük için derecelendirilmiş? Standart Avrupa tipi kalıplar genellikle hat yükünde metre başına 100 ton civarında sınırlandırılır. 30 tonu 200 mm’ye uygularsanız, bu yaklaşık olarak metre başına 150 ton eder. Yani kalıbın konfor seviyesinin ötesinde. İlk parça düzgün görünebilir. Dördüncü parça ise ezik taşır.
Birinci gösterge: hem makine hem kalıp için maksimum izin verilen hat yükü (ayak veya metre başına ton).
İkinci gösterge: belgelenmiş sehim (deflection) dengeleme yöntemi. “CNC kontrollü” demeleri yeterli değil. Aktif taçlama kullanıp kullanmadıklarını ve bunun manuel mi, tablo tabanlı mı, yoksa büküm uzunluğu ve kuvvetten otomatik hesaplanıp hesaplanmadığını sorun. Bir makine, ayak başına 0,0015 inç sehim toleransına sahip olabilir, ama gerçek zamanlı telafi yapılmazsa yatağın farklı noktalarında açı sapması yaşanır.
Üçüncü gösterge: açı kontrol yöntemi. Koç pozisyonu kontrolü açı kontrolü değildir. Gerçek bükümü okuyan ve darbe sırasında derinliği düzelten lazer veya mekanik açı ölçümü kullanıyorlar mı? Yoksa operatör deneme bükümleri yapıp ofsetleri mi ayarlıyor?
Hat yükünü dikkate almayan atölyelere eskiden “sıcağa almak” derdik — yani makine veya kalıbın tasarlanmamış olduğu yere kuvvet uygulamak anlamına gelen bir deyim. Düz Türkçesiyle: bugünün parçasını çıkarmak için yarının doğruluğundan ödün vermek.
Şimdi kendinize sorun: Eğer bu rakamları kendiliklerinden paylaşmıyorlarsa, acaba hiç takip ediyorlar mı?
Malzeme yeteneğini nasıl tanımladıklarına yakından bakın.
“Mild çelik, paslanmaz çelik ve alüminyumu bükebiliyoruz” ifadesi size hiçbir şey söylemez. Her pres freni bir şeyi bir defa bükebilir. Asıl soru, sizin çalıştığınız kalınlık ve mukavemet aralığı için yaylanma davranışını doğru ayarlayıp ayarlamadıklarıdır.
Yaylanma, şekil verme sonrası elastik geri kazanımdır. Ekranda görünen 90 derece, parçadaki 90 dereceye eşit olmamasının sebebi budur. Bu değişkenlik rastgele değildir; çekme mukavemeti, tane yönü ve kalıp açıklığıyla ilişkilidir. Düzenli olarak 2 mm 5052 alüminyum işleyen bir atölye, düzeltme katsayılarını, tercih edilen V açıklıklarını ve bilinen tonaj aralıklarını zaten kayıtlı tutar. “Ara sıra” bu malzeme ile çalışan bir atölye ise bu değerleri sizin siparişinizde keşfedecektir.
Haftalık olarak çalıştıkları kalınlık ve kalite aralığını sorun, ara sıra çalıştıklarını değil.
Parçanız 4–6 mm paslanmaz çelikse ve onlar ağırlıklı olarak ince alüminyum büküyorsa, siz yetenek satın almıyorsunuz; deney finansmanı sağlıyorsunuz. Ve eğer işiniz uzun bir bükme boyunca 280 ton gerektiriyorsa, onların en büyük pres freni 100 tonsa, bu bir fiyatlandırma sorunu değil, yanlış makine kategorisidir.
Biz buna “işe göre at” derdik — işi makineyle eşleştirmek için kullanılan atölye deyimi. Basit İngilizceyle: hafif hizmet tipi bir pres freniyle ağır plaka işine girmeyin.
Yetenek “bükebiliyor musunuz” değildir. “Bu malzeme grubunu yeterince büküp kestirebiliyor musunuz”dur.”
Peki bu öngörüyü umut yerine sözleşmeye nasıl dönüştürürsünüz?
İlk hatalı bükme asla sadece ilk bükme değildir.
Sessiz sorun şudur: yoğun aşırı yük veya kötü taçlama her zaman ilk parçada belli olmaz. Takım darbeyi alabilir ama tolerans içinde bir şey üretebilir. Üçüncü veya dördüncü parçaya geldiğinizde, kalıp omzu zedelenmiştir, masada hafif bir iz oluşmuştur ve açılar sapmaya başlar. Artık “onaylanmış” ilk parçanız geçersiz duruma gelir.
Boyutsal onayla biten bir ilk parça maddesini kabul etmeyi bırakın.
Sürecin kararlılığı üzerinden tanımlayın. İlk parça onayının, her bükme için belgelenmiş tonaj hesaplamasını, kalıp seçimini ve hat yükünün takımın kapasite sınırları içinde kaldığını doğrulamayı kapsamasını isteyin. Takımın kapasite sınırını bilmiyorlarsa, cevabınızı almışsınız demektir.
Ve yeniden işleme sorumluluğunu birinci parça ötesinde netleştirin. Süreç kontrol edilmediği için ikinci ila onuncu parçalar saparsa, kim öder? Disiplinli atölye bu riski kabul eder çünkü yük yönetimi ve açı kontrolünün güvence altında olduğunu bilir. Kumar oynayan atölye ise geri adım atacaktır.
Biz kumar yaklaşımına “kes ve dua et” derdik — geçmesi ümidiyle çalıştırmak anlamına gelen bir deyim. Basit İngilizceyle: kapalı döngü kontrolü yok, güvenlik ağı yok.
Bu çatışmacı olmakla ilgili değil. Bu, maliyet yapılarının sizin değişkenliği üstlenmenize dayanıp dayanmadığını ortaya çıkarmakla ilgilidir.
Sağlayıcıları bu şekilde filtrelediğinizde bir şey değişir.
Sohbet “Saat başı kim daha ucuz?” olmaktan çıkar ve “Kimin sistemi parçamın tolerans etkileşimini, bükme sayısını ve tonaj gereksinimini karşılıyor?” haline gelir.”
Ve işte gerçek karşılaştırma o noktada nihayet dürüstleşir.
Yetenek kontrollerini korumaya sıfatlarla çevirmiyorsunuz. Tetikleyicilerle yapıyorsunuz.
Eğer gerçek yetenek, kontrol edilen ve tekrarlanabilir süreç performansından ibaretse, teklif talebinizde (RFQ) kontrolün kanıtını istemelisiniz — ve bu kontrol saparsa ne olacağını tanımlamalısınız. “CNC abkant pres, ±0.5°” değil. Şöyle yazın: işlem sırasında düzeltme sağlayan aktif açı ölçümü; her büküm için belgelenmiş tonaj; üretici sınırları içinde kalıp hat yükü; birinci özel numune onayından sonra X dereceyi aşan açı sapmalarında, tedarikçi maliyetiyle yeniden işleme. Artık bir makine satın almıyorsunuz. Yönetilen bir süreç satın alıyorsunuz.
Görünmeyen kısım mı? Donanım yerine kontrol şartı koyduğunuzda, premium atölye artık pahalı görünmez. Kumar oynayan atölye ise açıkta kalmış gibi görünür.
Peki hangi seviye projenize gerçekten uyuyor?
Süs amaçlı geometriler gönderiyorsanız 48 saatlik teslim süresi talep etmeyi bırakın.
Hızlı CNC abkant atölyeleri, ilk sac yatağa ulaşmadan önce yazılımları sayesinde büküm sırası, çarpışma aralığı ve tonajı önceden hesaplayabildikleri için hızlı hareket ederler. Ama bu sadece CAD dosyanızda gerçek malzeme özellikleri, lif yönü, iç yarıçaplar ve gerçekçi toleranslar varsa işe yarar. Bunları belirsiz bırakırsanız, test bükümlerine ve operatör kararına zorlanırlar — yani kaçınmak istediğiniz değişkenlik tam olarak budur.
Üç bükümlü U şeklinde bir bağlantı parçası hayal edin. ±0.2 mm flanş uzunluğu isterseniz ama iç yarıçapın 304 paslanmazda kalınlığın 1.5דi olması gerektiğini belirtmezseniz, atölye bir kalıp açıklığı seçmek zorunda kalır. Bu seçim yaylanmayı değiştirir. Bu da kol uzunluğunu değiştirir. ”Hızlı” artık üç deneme vuruşu ve geri dayama altına bir şim anlamına gelir.
Eksik teknik çizimlere “hayalet avı” derdik — atölye jargonunda, yanlış girdiler nedeniyle hareket eden ölçüleri yakalamaya çalışma. Açık Türkçesiyle: eksik verileriniz onların kurulum gecikmesi olur.
Bu yüzden RFQ’nuzu, malzeme kesiminden önce bir büküm azaltma yöntemi bildirimi ve simülasyon onayı zorunluluğunu içerecek şekilde yazın. Kontrollü bir CNC sağlayıcısından gelen hız, önden yapılan düşünmedir; panik halinde basmak değil. Onlara o hızın dayandığı verileri veriyor musunuz?
Matematiğin nerede tersine döndüğüne dikkatle bakın.
Yerel bir manuel atölye 50 parçalık işte yüzde 18 daha ucuz teklif verebilir. Aktif açı ölçümü yok. Çevrim dışı programlama yok. Yalnızca yetenekli bir operatör ve bir şerit metre. 50 parça için belki o kumar patlamaz.
Ama 500 parçada sayıları çalıştırın.
Muhafazakâr bir varsayım düşünün: parça başına 5 büküm, CNC’de saklanmış programlar ve açı düzeltmesiyle büküm çevrimi başına 30 saniye. Bu, 2.5 dakika büküm süresi demektir. İlk üç vuruş otomatik düzeltme yaptığı için ayarlama minimum olur. Şimdi, kontrol ve ayar için her büküme ek 20 saniye harcayan manuel süreci karşılaştırın. Yeniden işleme hariç, parça başına 4 dakikadasınız.
Zaman maliyettir. Sapma maliyettir. Montaj hataları gerçek maliyettir.
Ama hacimde CNC’nin istikrarlı olmasını sağlayan şeye yakından bakın: tonaj yönetimi ve açı geri bildirimi. Aktif ölçüm olmadan, yeni bir sac ruloda yaylanma değişimi büküm başına +0.5° sapmaya neden olabilir. Beş bükümü üst üste koyun ve son flanş, kaynak fikstürüne uymayacak kadar sapar. Kapak bir köşede oynar.
Biz buna “kuyruğu kovalamak” derdik — ilk dört bükümü telafi etmek için son bükümü ayarlamaya çalışma anlamında atölye deyimi. Açık Türkçesiyle: aşağı hattaki iş gücünü yakan bileşik hata.
Buradaki sözleşme maddesi basit: açı toleransı, işlem içi ölçümle doğrulanır; işlem sonrası numune alma ile değil. Ve ödemeyi sadece ilk numune onayına değil, parti düzeyinde uygunluğa bağlayan bir hüküm ekleyin. Hacim arttıkça, kapalı çevrim kontrolüne sahip atölye genellikle en düşük gerçek parça başı maliyeti sunar — çünkü size gizli montaj saatleriyle fatura kesmez.
Peki parçanız için gerçek parti eşiği nerede — 200 parça, 2.000, 20.000 mi?
İşte çoğu ekibin tuzağa düştüğü yer burası.
Prototip için esnek, yerel bir atölye. Üretim için başka bir “daha otomatik” tedarikçi. Yeniden nitelendirme. Bükme programlarını yeniden oluşturma. Yaylanmayı yeniden keşfetme. Öğrenme için iki kez ödeme yapma.
Aynı hataya iki farklı saat ücretinde ödeme yapmayı bırakın.
Derin takım kütüphanelerine ve kayıtlı bükme verilerine sahip gelişmiş CNC sağlayıcıları sadece parça üretmez; malzeme, kalınlık ve kalıp setine göre düzeltme faktörleri biriktirirler. Prototipiniz 5.000 parçaya geçtiğinde, tekrar tahmin yürütmezler. Bilinen bir süreç penceresini ölçeklendirirler.
Hidroform verme burada cazip görünecektir — tek adımlı şekillendirme, evrensel takım, saniyeler süren çevrimler. Bazı geometriler için mükemmeldir. Ancak parçanız gelişirse veya üretimde toleranslar sıkılaşırsa, yeniden takım doğrulaması ve süreç ayarıyla uğraşırsınız. Aktif açı kontrolüne sahip pres fren CNC, tasarım her değiştiğinde yeni sert takımlar gerektirmeden derinlik ve sırayı ayarlamanıza olanak tanır.
Eskiden veriyi prototipten üretime taşıyabilen atölyelere “hafıza tutucular” derdik — bir kez öğrenip bir kez ücret alan operasyonlar için kullanılan argo bir ifade. Düz Türkçesiyle: kurumsallaşmış süreç bilgisi.
RFQ diliniz, program saklama, belgelenmiş bükme parametreleri ve değişmeyen geometri ve malzeme spesifikasyonuna bağlı fiyat korumasını şart koşmalıdır. Hiçbir şey değişmezse, fiyat da değişmez. Buna razı değillerse, süreçlerinin taşınabilir olduğundan emin değillerdir demektir.
İşte eğri temel sorunu: prototipte biraz hatalı olan bir büküm, üretim ölçeğinde yapısal hizasızlığa dönüşür. Bunu sonradan düzeltmek, ilk seferde hizasında dökmekten kat kat daha fazla maliyetlidir.
Karmaşıklık ve tolerans yığılmasını kontrol seviyesine göre eşleştirin. Hacmi süreç kararlılığıyla eşleştirin. Ölçekleme planlarını veri saklama ile eşleştirin.
Bunu yaparsanız, sözde “üst düzey” CNC atölyesi bir lüks kalem olmaktan çıkar, talep etmenize gerek kalmayan bir sigorta poliçesine dönüşür.
Şimdi geriye tek bir soru kaldı: siz büküm mü satın alıyorsunuz — yoksa öngörülebilir montajlar mı?


















