

上周二,你弯曲了十个1/8″ A36的支架。第一个弯曲角度是90°。第二个是91.5°。到第八个时,你看到93°,并将活塞再压下0.010″,仿佛这样就能吓唬住钢材,让它听话。.
你并不是在塑形金属。.
你是在和它打架。.
在折弯机前站久了,它开始看起来像一个印章。冲头下压。模具保持在90°。金属被夹在中间。所以如果零件不是90°,新手的答案很简单:增加吨位。.
我看到一个小孩把3/16″的板材送入1/2″的V型模具,并将压力调到接近机器额定极限,因为角度不断打开。他认为如果40吨不行,60吨就可以。到午餐时,活塞在呻吟,工具的肩部已经变形,而零件仍然偏离一个半度。那套工具的成本比他的皮卡还贵。代价高昂的错误。.
折弯机不是模具。它是一个杠杆。而钢材不是粘土。它是一个弹簧。.
那么,当你踩下那个踏板并试图将问题压平时,实际上发生了什么?

假设你有1/8″的低碳钢在1″的V型模具中。在空气弯曲中,冲头从不到底。它将材料推入V型模具中,角度由你下压的深度控制——而不是由模具的角度本身控制。.
现在你变得不耐烦。你将活塞压得更深,追求90°,认为压力等于精度。你真正做的是在与到底接触调情——强迫材料接触模具壁。.
当你到底或冲压时,你使用的吨位是空气弯曲的3到5倍。这会压缩中性轴——金属内部既不拉伸也不压缩的层——并确实减少回弹。这就是为什么到底在生产中可以重复得很准确。.
但这里有个问题:除非你的模具角度、材料厚度和机器校准完全准确,否则你只是将变量更用力地压在一起。.
我曾试图通过增加吨位而不是调整深度来“修复”11号钢的92°问题。结果在200个外观面板上留下了轻微的模具痕迹,而冲头再也无法完全就位。我们没有提高准确性。我们只是造成了损坏。.
如果你认为折弯机是一个印章,你将总是用力量来回应不一致。.
在废料上测试一下。.
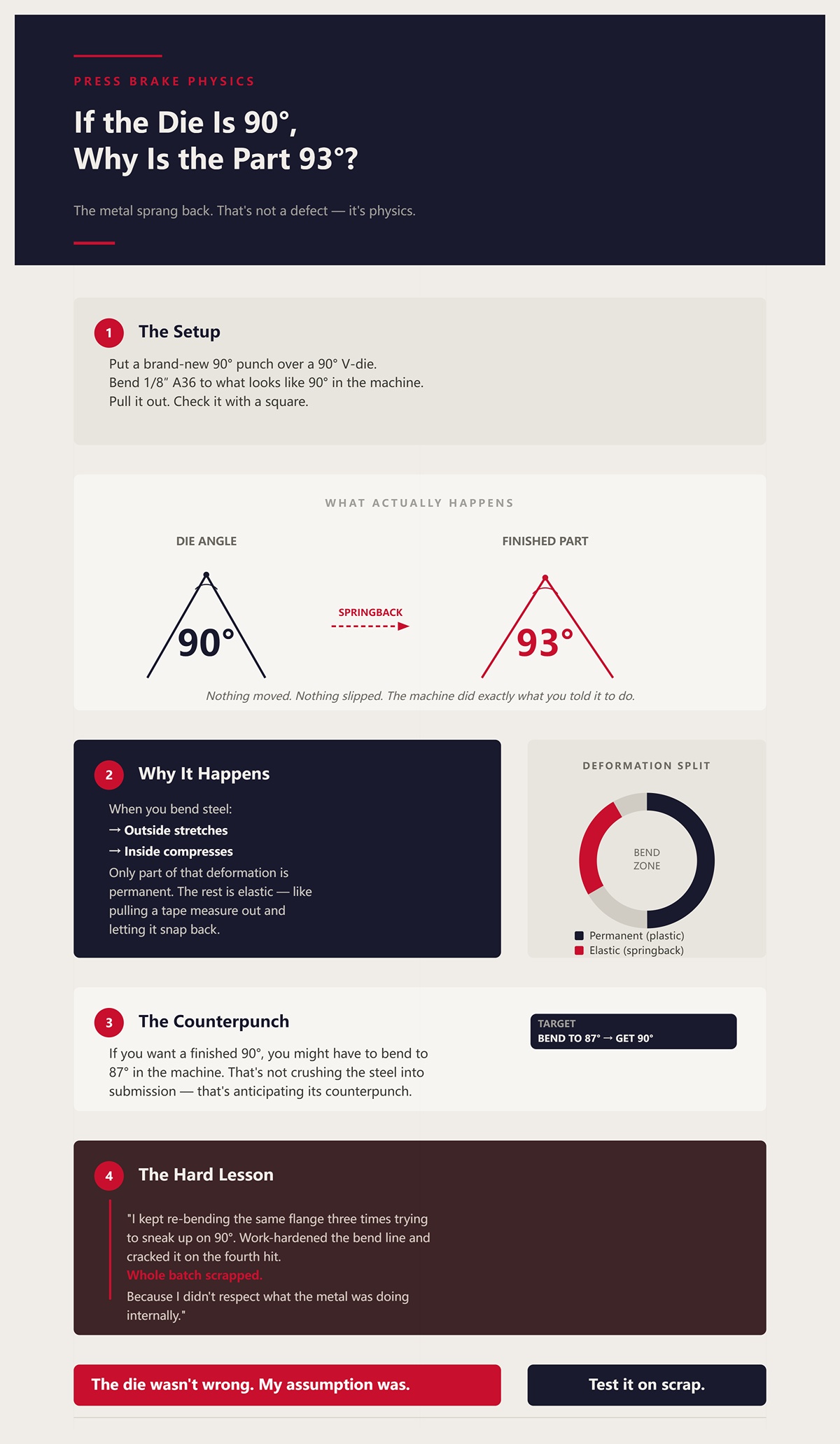
将一个全新的90°冲头放在90°的V型模具上。将1/8″ A36弯曲到在机器中看起来像90°的角度。将其取出。用方尺检查。.
它显示93°。.
没有任何移动。没有任何滑动。机器完全按照你告诉它的方式运行。.
金属反弹了。.
当你弯曲钢材时,弯曲外侧会拉伸,内侧会压缩。只有部分变形是永久性的,其余部分是弹性的——就像拉伸卷尺然后让它弹回。当活塞抬起时,弹性部分释放,角度打开。.
这就是反弹。它不是缺陷。这是物理学。.
如果你想要一个完成的90°,你可能需要在机器中弯曲到87°。这并不是将钢材压迫到屈服,而是预判它的反击。.
我第一次学到这一点时,试图“偷偷接近”90°,反复弯曲同一个法兰三次。在第四次冲击时,弯曲线硬化并开裂。整批材料报废,因为我没有尊重金属内部的行为。.
模具没有错。我的假设错了。.
在废料上测试一下。.
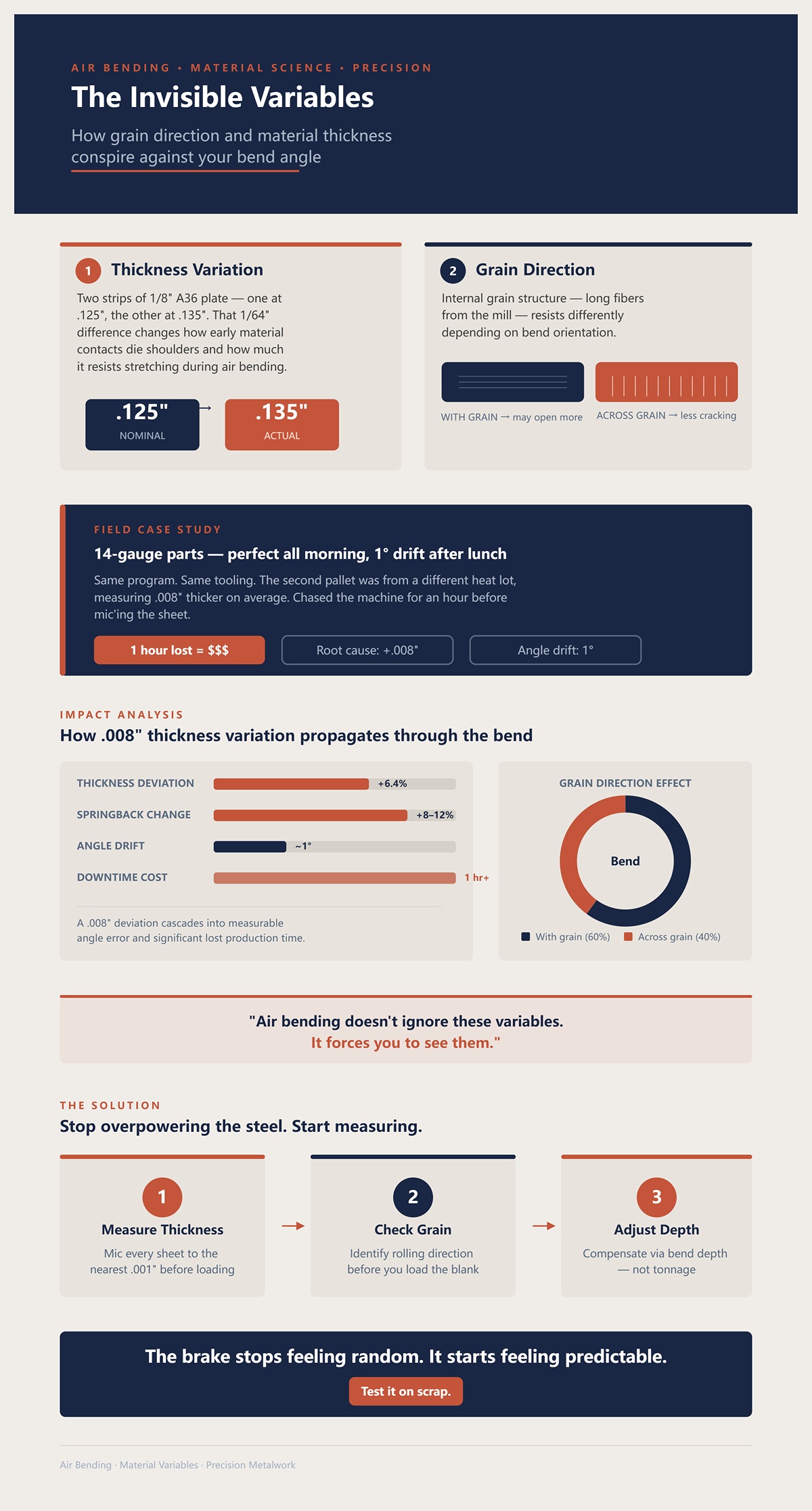
取两条1/8″的板材,均标记为A36。一条厚度为0.125″,另一条为0.135″。这1/64″的差异在你进行空气弯曲时并不显得太多。.
空气弯曲角度由进入V形模具的深度控制。厚度改变了材料接触模具肩部的早晚,以及它抵抗拉伸的程度。较厚的板材反弹的方式与较薄的不同,即使程序是相同的。.
现在将毛坯旋转90°,这样你就是在与滚动纹理垂直的方向上弯曲。内部的晶粒结构——来自轧制的长纤维——根据方向的不同而有不同的抵抗。在晶粒方向上,你通常会得到较少的开裂,但反弹略有不同。与晶粒方向上,可能会打开得更多。.
我曾经在早上运行14号零件,效果完美。午餐后,角度漂移了1°。相同的程序,相同的工具。结果发现第二个托盘来自不同的热批,平均厚度多了0.008″。我们追踪机器一个小时,才测量了板材。那一个小时的成本超过了材料的成本。.
空气弯曲并不忽视这些变量。它迫使你去看清它们。.
如果你停止试图压倒钢材,开始测量厚度到最近的0.001″,在装载毛坯之前检查晶粒方向,并调整弯曲深度而不是吨位,刹车就不再感觉随机。.
它开始变得可预测。.
在废料上测试一下。.
你在机器中将一条1/8″ A36的条带弯曲到87°。测量仪显示87.2°。你放下活塞,取出零件,放上一个方尺。.
它显示90°正好。.
在那半秒钟内没有发生什么神奇的事情。液压系统中没有鬼魂。发生的是应变恢复——弯曲的弹性部分释放。而这一切在你松开踏板之前就已经开始发生。.
这里是大多数新手错过的部分:弯曲既不是“临时的”也不是“永久的”。它们同时存在,通过厚度叠加。外层正在超出屈服点拉伸。内层正在压缩。在它们之间有一层薄薄的材料尚未屈服。那一层在你仍在向下施压时,已经在试图将弯曲拉回打开。.
这种拉回就是你弯曲所支付的税。你不能消除它。你只能为它预算。.
那么金属在什么确切的时刻停止谈判并开始服从呢?
以那条1/8英寸的带子为例。像A36这样的低碳钢屈服强度约为36,000 psi。在这个应力以下,它表现为弹性——意味着应变与应力成正比,当你卸载时,它会恢复到原来的形状。就像弹簧一样。超过屈服点,晶体结构滑移。这个滑移就是塑性变形。那部分保持不变。.
当你开始弯曲时,整个厚度都是弹性的。当冲头深入V形模具时,外层纤维——离中性轴最远的部分——承受着最高的拉力。它们首先达到屈服点。塑性区从外部开始,随着曲率的增加向内延伸。.
弯曲在任何纤维超过屈服点的那一刻变得“永久”。但它变得 有用的永久 只有当足够的厚度屈服,以至于剩余的弹性核心无法完全拉回到平坦状态。.
想象一下横截面:外层1/32英寸屈服,内层1/32英寸在压缩中屈服,中间有一个薄的弹性核心。当你释放负载时,那个弹性核心卸载并重新分配应力。这就是为什么角度会打开。.
我曾经废弃过一批3/32英寸的不锈钢,因为我一直在踩踏板,试图通过四次轻击“悄悄接近”90°而不是一次控制过度弯曲。每次击打都在表面增加了塑性应变,但留下了一个顽固的弹性核心。到第四次击打时,外层纤维已经加工硬化并变得脆弱。50个零件上出现了发丝般的裂缝。那份工作为我上了课。.
如果你想亲自看看,弯曲一个样品到45°,释放它,然后稍微加深再弯曲一下,看看第二次回弹少了多少。你增加了塑性区的厚度。弹性核心变薄了。.
剪下一条2英寸 × 6英寸的带子试试。在每次击打前后测量。用废料测试。.
那么为什么1/4英寸的钢材感觉比0.050英寸的铝材更诚实,即使两者都是干净切割并在同一个刹车中弯曲?
在2英寸的V模具中加工1/4英寸的A36钢。过度弯曲到88°。它可能会回弹1°。.
现在在1/2英寸的V模具中加工0.050英寸的5052铝。过度弯曲到85°。它可能会回弹3°或更多。.
有两件事情正在发生。.
首先是厚度。回弹大致与弹性应变与总应变的比率成正比。较厚的材料,在适当尺寸的V模具中弯曲(以钢材为起点约8倍厚度),相对于其厚度发展出更大的塑性区。更多的横截面已经屈服。弹性核心在整体中所占比例较小,因此它拉开角度的杠杆作用较小。.
薄板?塑性区很浅。弹性部分占主导。它对你撒谎。.
其次是模量和加工硬化。钢的弹性模量约为2900万psi。铝则接近1000万psi。较低的模量意味着在相同的应力下,铝的弹性变形更多。储存了更多的弹性应变。在释放时恢复更多。.
而且铝的加工硬化速度很快。我见过一个工作,我们弯曲了0.080英寸的5052支架,检查后发现我们开了2°,试图通过重新弯曲来纠正。经过两次击打,弯曲线变得如此僵硬,以至于第三次纠正几乎没有移动——而第四次则裂开了。我们不得不停止生产,并在烤箱中退火一批材料才能完成订单。钢材会更好地容忍这种序列。.
这就是为什么更厚的钢材“变形较小”。不是因为它服从,而是因为相对而言,更多的部分已经超过了屈服点,其弹性记忆并不占主导地位。.
将您的板材测量到最近的0.001英寸。在假设相同的程序可以工作之前,检查合金和状态。从每一批材料中弯曲一个试样并记录回弹。用废料进行测试。.
那么,所有这些力量实际上是如何施加的呢?
看看这个设置:冲头在顶部,模具肩部在左右。板材像桥一样跨越V形。当冲头下压时,您并不是在压缩整个法兰。您正在创建一个三点弯曲系统——在模具肩部有两个支撑点,冲头尖端有一个集中载荷。.
这意味着最大弯矩——最高的内部应力——就在冲头下方。应力向模具肩部减小。这并不是均匀的。.
在加载过程中,冲头下方的外层纤维首先屈服。随着深入,屈服区域扩展。当您释放时,卸载也不是均匀的。弹性应变恢复,但由于塑性变形在半径上是不均匀的,应力重新分布。金属不仅仅是“弹回”。它在内部重新平衡。.
这就是空气弯曲有效的原因。您通过深度在可预测的三点系统中控制曲率。它将材料向下推入V形,角度由您深入的深度控制——而不是由模具角度本身控制。.
当您到底或压制时,您改变了模型。现在板材接触模具壁。您不再处于纯三点弯曲中。您正在压缩整个弯曲区域,压倒了弹性恢复。回弹减少,因为您已经将几乎整个厚度驱动过屈服点。这就是为什么压制几乎可以消除回弹税——代价是3到5倍的吨位和更严格的工具公差。.
不同的物理学。不同的账单。.
设置一个简单的测试:在空气中弯曲一个3英寸宽的试样,记录角度。然后在同一模具中以更高的吨位到底相同的厚度并比较回弹。感受踏板压力的差异。释放后测量角度变化。用废料进行测试。.
一旦您将弯曲视为具有分层弹性-塑性截面的三点加载,回弹就不再是侮辱。.
它变成了一个您可以计划的数字。.
这就是空气弯曲不再看起来像妥协——而开始看起来像控制的地方。.
您有1/8英寸的A36钢材,厚度为8倍——那是一个1英寸的V模具。您需要90°的成品。第一个读数为90°。第二个读数为91.5°。第三个为89°。相同的程序。相同的机器。那么,您如何预测过弯而不是逐个零件追逐它呢?
您首先要接受这一点:在空气弯曲中,模具角度几乎无关紧要。冲头从未将板材完全压入模具壁。您在肩部之间漂浮。这意味着您唯一的硬控制是深度——冲头进入V形的深度。它将材料向下推入V形,角度由您深入的深度控制——而不是由模具角度本身控制。.
这就是漏洞。.
如果深度控制角度,那么角度就是冲头穿透减去回弹的函数。回弹是材料、厚度、晶粒方向和内半径的函数。那么真正的问题是:这种漂浮几何如何转化为您可以调节的数字?
想象一个90°的V模具。你将冲头压下,直到零件在负载下测量为88°。你释放它。它回到90°。那2°是弹性恢复。.
现在除了深度外什么都不变。深度加深0.010″。在负载下它显示为86.5°。释放。现在它弹回到89°。.
有什么变化?不是模具角度。也不是冲头角度。只有穿透深度。.
在空气弯曲中,内半径自然形成,约为适当8×设置中温和钢材V开口的16%。因此,在1″的V模具中,无论你喜欢与否,内半径大约为0.160″。该半径决定了厚度的屈服程度。屈服深度决定了弹性核心的厚度。弹性核心决定了回弹。.
因此,你的控制旋钮是穿透深度,它改变弯曲角度,进而改变横截面中有多少部分超过屈服点。.
几年前,一个在第二班的孩子将1″的V模具换成了3/4″的V模具,因为“看起来差不多”。内半径下降。塑性区增加。回弹几乎下降了1°。他没有更改程序。在我们发现模具有问题之前,报废了60个支架。模具宽度改变了半径。半径改变了回弹。代价昂贵的教训。.
以下是正确调整的方法:
然后在废料上测试。.
那么如果深度是关键,为什么不加大力度消除猜测呢?
取两片11号钢板。一片测量为0.119″。另一片为0.123″。四千分的差异。看起来没什么。.
在空气弯曲中,这种厚度变化稍微改变了中性轴——那个不拉伸或压缩的想象层。更厚的板材意味着在相同的V模具中形成稍大的内半径。这可能使回弹变化约半度。.
但因为你只是在三个接触点上接触——冲头尖和模具肩部——系统会随着材料而弯曲。角度主要通过深度变化,而不是通过将厚度压入固定腔体。变化表现为一个小的角度差异,你可以通过调整深度来修剪。.
现在想象将相同的板材到底部。.
你真正做的是接触底部——强迫材料接触模具壁。现在厚度变化无处可去。那额外的0.004″在比零件更硬的钢工具之间被压缩。吨位激增。角度摆动。工具磨损。零件留下痕迹。.
我曾经看到一家商店使用14号化妆面板,因为他们厌倦了“追逐回弹”。他们消除了1°的变异,并在200个可见面上添加了模具标记。客户拒绝了这批货。他们解决了角度漂移,却制造了一个表面灾难。.
空气弯曲可以吸收这种厚度的变化。0.5°的波动比重新加工200个面板要便宜。.
这是原则:
然后在废料上测试。.
如果较小的力给你灵活性,那么在失去对弯曲的控制之前,界限在哪里?
查看你的吨位图表。对于1/8″ A36钢材在1″ V形槽中,空气弯曲可能需要每英尺大约12–15吨。底部同样的设置可能需要双倍或三倍的吨位。.
如果你的刹车在那个工作上显示每英尺30吨,你就不再是空气弯曲了。无论你是否计划这样,你都在过渡到底部。回弹降低——当然。但现在内半径被强迫缩小到自然空气弯曲半径以下。整个厚度被逼近屈服。这意味着弹性核心减少。这意味着宽容度降低。.
控制变成了依赖。现在角度依赖于确切的厚度和确切的模具几何形状。.
在没有CNC深度重复性的旧手动刹车上,这就是初学者受挫的地方。他们认为更多的压力等于更多的一致性。实际上,他们已经去掉了空气弯曲所提供的浮动垫。任何活塞的变化、框架的任何偏转、任何纹理方向的变化都会直接反映在零件上。.
最佳点是这样的:
足够的穿透力以达到角度加上计划的过弯。足够的吨位形成自然的内半径。不足以强迫完全接触模具。.
在行程中观察吨位表。如果在行程底部急剧上升,你可能正在撞击模具壁。退回几千分之一的深度并重新测量。.
然后连续运行三个样品,并在完全卸载后比较角度。如果它们在你的公差范围内重复,锁定它。.
并在废料上进行测试。.
因为一旦你明白冲头深度——而不是蛮力——决定了你的成品角度,接下来你应该问的是:
如果千分之一的深度在控制角度,那么你的设置需要多精确?
上个月我们将1/8″ A36钢在1″ V型模具中弯曲到93°,以便它能回弹到90°。第一个读数是90°。第二个读数是91.2°。程序没有变化。变化的是设置:板材在远端厚了0.006″,而活塞在6′的长度上可能偏离了平行约0.002″。这就是全部。千分之一的深度在工件上变成了整整一个度数。.
你已经知道穿透深度是方向盘。现在我们确保转向连接不会松动。.
从机器开始。用一对磨平的块和一个塞尺检查活塞的平行度。如果你能在行程底部的一侧滑入一个0.003″的塞尺,而另一侧却不能,你将整天追逐角度。这就是冠形的作用——机械或液压补偿,以抵消负载下的框架偏转。如果没有它,中心弯曲到89°,而两端则读到91°。我看到一个车间因为没有在早班的20吨工作后检查偏转而报废了40根建筑轨道,早班的工作使框架变热。刹车刚好长得足以欺骗他们。.
调节平行度。通过全长测试条验证冠形。然后在废料上进行测试。.
一旦机器诚实,工具几何形状就是下一个。这是大多数初学者在不知不觉中冒险的地方。.
拿一个千分尺。测量你的板材。假设它的厚度是0.125″。乘以8。这给你一个1.000″的V型开口,适用于软钢。不是7倍,因为它“接近”。不是10倍,因为它“在货架上”。厚度的八倍是起点,因为它平衡了三件事:内半径形成、所需吨位和回弹可预测性。.
在软钢的真正8倍设置中,你的内半径将在V型开口的16%左右。在1″的V型中,大约是0.160″的内半径。这个半径定义了截面有多少屈服。将V型改为3/4″,你的自然半径缩小到大约0.120″。较小的半径意味着更多的塑性变形。更多的塑性变形意味着更少的回弹——以及更多的吨位。.
我曾经看到一个家伙在1″的V型中挤压3/16″的板材,因为它“合适”。那几乎只有5.3倍的厚度。吨位超出了图表。他们把一个模具肩部完全压断。八千美元就这样没了,因为没有人进行乘法运算。.
有一个限定条件:紧密的偏移量在材料厚度的6倍以内可能会与8倍模具发生冲突。在这种情况下,你可能需要降低V型,但最好重新计算吨位,并期待不同的内半径和回弹数值。改变一个变量,更新数学。.
根据厚度选择V型,而不是方便性。确认你的吨位图表上的数学。然后在废料上进行测试。.
如果V型开口决定了自然半径,那么冲头到底在做什么?
将一个尖锐的冲头——比如一个0.030″的尖端——放在那个1″的V型上,使用1/8″的钢材。初学者认为内半径将是0.030″。其实不是。在空气弯曲中,模具宽度主要决定内半径,而不是冲头尖端,只要冲头半径小于V型想要形成的自然半径。.
我们谈到的0.160″内半径?它形成是因为板材在肩部之间浮动。它将材料推入V型,角度由你去的深度控制——而不是由模具角度本身控制。冲头只是启动弯曲并集中力量。.
现在换一个0.200″半径的冲头——大于自然的0.160″。突然间,冲头成了限制因素。材料包裹住冲头,你的内半径增大。回弹变化,因为你的塑性区域发生了变化。相同的V型。相同的厚度。不同的结果。.
我在3/32″不锈钢上学到了这一点。我们换用了更大的冲头半径,以防止在刷光的外观部件上出现表面裂纹。内半径增加了约1/32″。回弹几乎跳升了一个度。没有人调整过度弯曲。我们在同一周报废了一整批面板,出现了发丝裂纹和错误的角度。.
匹配冲头半径,使其等于或略小于预期的自然半径,除非图纸另有要求。如果你故意改变它,请调整你的过度弯曲目标和吨位预期。.
设置好。运行一个样品。用半径规测量内半径,而不是用眼睛。然后在废料上进行测试。.
一旦几何形状固定,角度的准确性就归结为一个故意的动作:瞄准目标之外。.
以1/8″ A36钢在1″ V中进行弯曲。典型的回弹可能在空气弯曲中为2°。因此,如果图纸要求90°,你需要编程为92°。根据纹理方向,可能是93°。.
不要猜测。在负载下将样品弯曲到90°并让其回弹。如果它打开到92°,你就知道回弹是2°。现在在负载下弯曲到88°,这样它会回弹到90°。这就是透过角度瞄准。.
你真正做的是预测在释放压力后剩下多少弹性核心。你在与它谈判。如果你用力推动它并接近底部,回弹会缩小——但现在厚度变化控制你的角度而不是深度。这就是初学者被误导以为蛮力就是精度的原因。.
我看到一个新操作员通过增加压力而不是深度来追逐0.5°的误差。他进入了模具接触区。五个零件的角度看起来完美。然后下一片,厚度增加了.004″,出来时紧了1.5°。他在不知情的情况下去掉了空气弯曲所提供的缓冲。.
记录该材料、厚度、纹理方向和V的实际回弹数。故意编程超弯曲。然后在完全卸载后确认三个连续的零件。.
是的——在废料上测试一下。.
但这一切都假设你在安全吨位内。如果错过了,其他的就无所谓了。.
打开图表。找到1/8″低碳钢在1″ V中。你会看到空气弯曲大约需要每英尺12–15吨。在4′的零件上,总共是48–60吨。如果你的刹车额定为100吨,长度为10′,你就没问题——只要你实际上是在空气弯曲。.
现在查看相同设置的底部数字。它们可能跳到每英尺25–30吨或更多。这是双倍的,有时是三倍的。.
如果你的吨位计在行程底部剧烈上升,你就不再在肩部之间浮动。你正在将材料压入模具壁。你真正做的是与底部接触调情——强迫材料接触模具壁。工具在你之前就看到了这个负载。.
我们有一台90吨的压力机因为有人假设“这只是11号钢”而折断了一个分段冲头。他们没有注意到V的尺寸不足,而零件长达6′。实际负载超过了工具额定值约20%。钢材不在乎你的假设。.
计算每英尺吨数。乘以弯曲长度。与机器容量和工具额定值进行比较——这两个数字并不总是相同。如果工作要求空气弯曲精度,请保持在底部吨位的舒适范围内。.
根据角度而不是力设置深度停止。观察仪表是否有意外的尖峰。然后运行你的第一件产品并进行测量。.
因为一旦你能够选择正确的V,匹配冲头,透过回弹瞄准,并证明吨位是安全的,你就不再是在压缩金属。.
| 章节完 | 内容 |
|---|---|
| 标题 | 阅读吨位图与猜测:防止工具损坏的计算 |
| 空气弯曲参考 | 打开图表。找到1/8″低碳钢在1″ V中。你会看到空气弯曲大约需要每英尺12–15吨。在4′的零件上,总共是48–60吨。如果你的刹车额定为100吨,长度为10′,你就没问题——只要你实际上是在空气弯曲。. |
| 底部比较 | 现在查看相同设置的底部数字。它们可能跳到每英尺25–30吨或更多。这是双倍的,有时是三倍的。. |
| 警告信号 | 如果你的吨位计在行程底部剧烈上升,你就不再在肩部之间浮动。你正在将材料压入模具壁。你真正做的是与底部接触调情——强迫材料接触模具壁。工具在你之前就看到了这个负载。. |
| 现实世界的失败示例 | 我们有一台90吨的压力机因为有人假设“这只是11号钢”而折断了一个分段冲头。他们没有注意到V的尺寸不足,而零件长达6′。实际负载超过了工具额定值约20%。钢材不在乎你的假设。. |
| 正确的计算方法 | 计算每英尺吨数。乘以弯曲长度。与机器容量和工具额定值进行比较——这两个数字并不总是相同。如果工作要求空气弯曲精度,请保持在底部吨位的舒适范围内。. |
| 最佳设置实践 | 根据角度而不是力设置深度停止。观察仪表是否有意外的尖峰。然后运行你的第一件产品并进行测量。. |
| 结论 | 因为一旦你能够选择正确的V,匹配冲头,透过回弹瞄准,并证明吨位是安全的,你就不再是在压缩金属。. |
你在控制它。.
这时你可以开始问一个更聪明的问题:空气弯曲何时不再足够?
你做对了一切——选择了1″ V用于1/8″ A36,匹配了冲头半径,瞄准了90°的2°,确认了每英尺12-15吨,而你的第一个读数是90°。.
那么,空气弯曲何时不再足够?
不是因为你懒惰。当公差比空气弯曲所提供的缓冲更严格时。.
空气弯曲是可控的,因为穿透深度是方向盘。你在肩部之间漂浮,预测回弹,并通过千分之一的冲程进行调整。这种灵活性是它的优势。但灵活性也是运动,而运动是有极限的。当图纸上标明±0.25°在36″法兰上时,你不再是在谈判——你是在接受审计。.
这就是底部成型和压边发挥作用的地方。不是作为升级,而是作为权衡。.
它们并不会让你更聪明。它们只是减少了零件被允许思考的程度。.
在干净的空气弯曲中,.004″的厚度变化可以使你的角度变化约半度,有时更多,具体取决于V宽度和材料强度。这不是马虎。这是几何学。.
因为在空气弯曲中,角度来自深度。而深度对厚度有反应。.
如果你的板材批次从.119″变化到.123″,你的中性轴——那条在横截面中不拉伸或压缩的虚线——会稍微移动。这会改变卸载后剩余的弹性核心量。回弹会变化。你编程的92°在负载下可能在一块板上回弹到89.5°,而在下一块上回弹到90.7°。.
现在想象一下图纸要求90° ±0.25°。你可以将冲头调节到重复性误差在.001″之内。刹车可以是完美的。数学可以是正确的。但材料本身在移动目标。.
我看到一个孩子试图在1‑1/4″ V中保持±0.25°的3/16″不锈钢。他每次都在深度上调整.002″。零件整天下来时进出公差。我们报废了38个支架,直到他明白问题不在机器——而是空气弯曲礼貌地容忍的变异性。.
当公差带比材料变异更窄时,空气弯曲达到极限。.
那么,如果你停止让深度控制一切,会发生什么?
底部成型意味着你故意将冲头推到材料接触模具壁的程度。不是将其压平——那是冲压——而是将其牢固地放入V形中,这样模具角度就变得重要。.
你将控制权从冲程深度转移到工具几何形状。.
这就是为什么一台老旧的刹车机即使深度重复性一般,仍然可以在底部成型中保持紧密角度。模具成为了调节器。一旦材料完全就位,小的厚度变化不会使角度剧烈摆动,因为墙壁限制了它。.
但这就是代价。.
你的冲头角度、模具角度和材料厚度必须几乎完全匹配。如果你在1/8″的材料上弯曲90°,你需要一个90°的冲头和一个为该厚度设计的90°模具。想要88°?那就需要新的模具。厚度不同?可能又需要新的模具。.
我曾经在生产过程中将材料从0.120″换成0.135″,试图欺骗相同的底部成型设置。角度偏差了1°,因为较厚的板材在没有更多吨位的情况下无法完全就位。我们强行操作,导致模具肩部开裂,修复费用超过整个工作的成本。.
底部成型通过去除灵活性来提供可重复性。对于1,000个相同的零件来说非常好,但对于五个角度各异的零件来说则非常糟糕。.
那么,如果连底部成型都不够紧呢?
冲压是你停止谈判并重写材料记忆的地方。.
你以足够的力量将冲头尖端压入材料——有时是空气弯曲吨位的5到10倍——以使内部表面发生塑性压缩。你不再只是弯曲。你在弯曲线处使材料变薄。.
回弹几乎降到零,因为你已经屈服了几乎整个横截面。.
角度等于冲头角度。就这样。.
听起来很完美,对吧?
但他们没有告诉你的是:吨位迅速上升。以那种需要大约每英尺15吨空气弯曲的1/8″钢材为例,冲压可能需要每英尺超过100吨,具体取决于冲头半径和模具开口。你的工具感受到了这一切。.
我们曾经为一个必须完全平齐的90°装饰卷边冲压16号不锈钢。在600次冲压后,冲头尖端开始膨胀。到1200次时,角度发生了漂移,因为工具几何形状发生了变化。“完美”的方法在生产过程中磨损殆尽。.
而且你已经永久性地使弯曲区域变薄。在结构件上,这一点很重要。.
冲压是一把用大锤制成的手术刀。.
所以现在真正的问题不是哪种方法最精确,而是这项工作是否值得这种惩罚。.
气弯:一个V模具,多角度,最小的设置更换。你调整深度就可以了。工具寿命长,因为你保持在底部吨位以下。.
底部成型:特定角度的工具,仔细匹配,更高的负载。设置时间更长。工具磨损增加,但你在大批量生产中获得了重复性。.
冲压:最大负载,最快的工具磨损,最少的灵活性——但几乎没有回弹。.
如果你在运行25个支架,且有三个不同的角度,气弯每次都胜出。你花在更换底部模具上的时间比实际弯曲的时间还要多。.
如果你在运行5000个不锈钢轨道,必须全天保持±0.25°,底部成型可能仅在减少废料方面就能自我偿还。.
如果你在制造一个精密电气接触件,角度必须精确到位且不能有回弹,冲压就能发挥其价值——而且你会把工具磨损的预算当作消耗品来考虑。.
大多数初学者认为底部成型和冲压“更准确”。其实并不是。它们更具限制性。.
气弯是默认选择,因为它让你控制物理力学,而不是强行压制。底部成型和冲压是当图纸、数量或机器迫使你这样做时你才会选择的。.
一旦你知道你选择了哪种方法以及原因,下一项技能不是选择工艺。.
而是阅读一个不良弯曲并追溯到你遗漏的变量。.
你从刹车上取下一个36英寸长的1/8英寸A36支架。左端读数90°。中间读数91°。右端读数88.5°。同样的程序。同样的工具。同样的操作员。.
那么,是什么失败了——床、工具、材料,还是你的方法?
停止指责机器五分钟,像它在和你说话一样看待这个零件。弯曲从不撒谎。它告诉你力的去向,材料的抵抗,以及你在哪里失去了对回弹的控制。你的工作不是把它压得更直。你的工作是阅读线索,并逐一追溯到一个变量。.
这就是你如何保持对气弯的控制,而不是让它失控。.
再想象一下那个36英寸的支架。两端紧密。中间开口1°。.
第一个问题:错误是逐渐的并且集中吗?这像是偏转。当你在1英寸V模具中弯曲1/8英寸A36时,每英尺加载12-15吨的力量,你是在床上悬挂一座小桥的力量。除非有拱形补偿,否则活塞和床在中间向上弯曲。中间的渗透减少意味着过度弯曲减少,这意味着那里会有更多的回弹。每次中间的角度都会打开。.
我看到一个车间在检查拱形之前报废了40根轨道。他们不断调整深度0.003英寸,试图修复中间部分。这只会导致两端过度弯曲。代价高昂的错误。.
你如何隔离它?运行相同的部分,相同的设置,但只在机器的中心弯曲一个6英寸的样品。然后在左侧弯曲另一个6英寸的样品。如果短的部分匹配,但长的部分不匹配,那么你正在看框架挠度。调整拱度。在废料上测试。.
现在假设角度随机摆动——紧、松、紧——没有规律。这通常是材料厚度变化。还记得我告诉你穿透深度是方向盘吗?在空气弯曲中,角度是由你弯曲的深度控制的——而不是由模具角度本身控制的。如果你的板材厚度从0.119英寸变化到0.123英寸,中性轴会移动,弹性核心也会变化。回弹也会随之变化。.
我见过一个孩子整整一个下午追求±0.25°的精度,使用的是3/16英寸的不锈钢,因为他没有测量堆叠的厚度。四千分之一的厚度让他损失了38个零件。代价昂贵的错误。.
在板材上测量三个点的厚度。如果厚度变化,你的角度也会变化,除非你根据每张板材补偿深度或收紧材料规格。在废料上测试。.
最后一种可能性:工具。如果冲头没有就位或模具肩部磨损不均,一端可能会比另一端更深地穿透。用布局染料将冲头尖端涂成蓝色,轻轻击打一下,检查接触模式。不均匀的见证痕迹意味着设置问题,而不是物理问题。清洁、重新就位、重新夹紧。在废料上测试。.
看到模式了吗?你不能猜测。你要隔离。.
但如果角度正确而金属却在裂开呢?
取一条3/32英寸的不锈钢条。在1/2英寸的V形模具中,沿着纹理方向弯曲90°,冲头半径约为1/32英寸。你会在看到之前听到——那微弱的撕裂声。然后发丝般的裂缝出现在外表面。.
发生了什么?
当你弯曲时,内部被压缩,外部被拉伸。内部半径越紧,外部纤维延展得越多。如果你的冲头半径小于材料所能承受的,你就超出了它的延展极限。沿着纹理方向使情况更糟,因为轧制的纹理方向已经有了延展的结构。你是在艰难地拉伸它。.
我曾经因为用过于尖锐的冲头垂直于纹理弯曲而报废了一整架3/32英寸的不锈钢支架。图纸没有标明纹理方向。我们假设了。这一假设让我们损失了一周的时间。代价昂贵的错误。.
诊断很简单。测量你的内部半径。在空气弯曲中,内部半径大约是温和钢材模具开口的16%。所以一个1英寸的V形模具大约给出0.160英寸的内部半径。再紧一点——比如1/2英寸的V形模具——你就会面临底部接触并强迫形成更小的半径。你真正做的是接触底部——强迫材料接触模具壁——这会在表面引发应变激增。.
将一个空白件旋转90°再弯曲。如果裂缝在纹理方向上消失,你找到了罪魁祸首。如果没有,就将V形模具打开一个尺寸并增加内部半径。在废料上测试。.
裂缝从来不是随机的。它们是应变超过延展性。你的工作是减少应变或改变方向。.
那么,如果一个部件没有裂缝且角度不变化——它只是物理上不让你进行第二次弯曲呢?
想象一个通道:2英寸的腹板,两侧各1英寸的法兰,厚度为1/8英寸。你将一个1英寸的法兰弯曲到90°,使用1英寸的V形模具。清洁。然后你翻转它以弯曲对面的法兰。.
已经弯曲的法兰在第二次弯曲达到90°之前就碰到了冲头主体。你停在75°。机器并不弱。几何形状在阻挡你。.
我看到一个学徒强行这样做,以为吨位可以解决间隙问题。他用力推动。冲头肩部留下了痕迹,第一次法兰变形。在我们阻止他之前,已经损坏了两个零件。代价昂贵的错误。.
问题不在于力量,而在于顺序和工具间隙。在气压弯曲中,冲头有一个体宽。如果回流法兰太近,它会在完全穿透之前发生碰撞。记住:它将材料向下推入V形槽,角度由你深入的深度控制——而不是由模具角度本身控制。如果你无法达到深度,就无法达到角度。.
通过先弯曲最远的法兰,或者使用喇叭口冲头并确保喉部间隙来解决这个问题。在循环之前将零件放在冲头上,并实际检查是否有干涉。如果钢材在不该接触的地方接触到钢材,那么再大的吨位也无法解决这个问题。在废料上进行测试。.
每一个不良弯曲都可以归入一个类别:力量分布、材料行为或几何干涉。零件会告诉你是哪一个——如果你停止将刹车视为锤子,而开始将钢材视为你正在谈判的弹簧。.
一旦你能够在不惊慌的情况下解读这些线索,你就会停止对不良弯曲的反应。.
你开始预测它们。.
你想要不让你惊讶的弯曲吗?
那么就停止尝试达到90°。.
上个月我们在1″ V形槽中弯曲了1/8″ A36。第一个读数是90°。小孩笑了。取出后,五分钟后再次检查——91.5°。钢材放松了。他认为机器偏移了,又将深度调整了0.010″。现在它在回弹后以88.5°的角度出来。三个零件后,我们在追逐幽灵。.
昂贵的错误。.
你并不是在做90°的弯曲。你是在弯曲到92°,以便它回弹到90°。这就是过弯心理模型。你不与回弹抗争。你为它做计划。.
一旦你接受这一点,设置问题就会改变。.
钢材是一个具有屈服点的弹簧。在屈服点之前,它会弯曲并恢复。超过屈服点后,它会保持弯曲——但内部的弹性核心仍然想要打开。这个打开就是回弹。.
在气压弯曲中,冲头并不是将角度压印到模具中。它将材料向下推入V形槽,角度由你深入的深度控制——而不是由模具角度本身控制。这个深度决定了你在放手之前将外层纤维推过屈服的距离。.
所以你真正的目标不是90°。而是90°加上这一批这种厚度在这个V形开口中回弹的量。.
假设的例子:0.125″的低碳钢在1″ V形槽中可能会回弹1.5°到2°。相同厚度的不锈钢在相同的V形槽中可能会回弹3°或更多。相同的机器。相同的模具。不同的行为。.
如果你调到压力下表计读数为90°,你就是在为释放后保持开放而设定自己。这是初学者的思维——将金属压制到屈服。.
我曾经看到一个家伙试图通过将吨位调高到亲吻模具肩部来“消灭”回弹。你真正做的事情是在与底部接触调情——强迫材料接触模具壁。他留下了两条闪亮的见证线和轻微的半径变化,毁坏了24个外观面板。.
昂贵的错误。.
所以这里是转变:在第一个真实零件之前决定你的故意过弯。不是通过猜测,而是通过证明它。在废料上。.
你不能从贴在墙上的图表中学习回弹。你需要从你即将运行的同一张纸上切下的4英寸长的券中学习。.
相同的厚度。相同的纹理方向。相同的工具。相同的机器位置。.
进行一次打击。释放后测量。如果你需要90°,而它出来是91.8°,那么你开了1.8°。稍微增加穿透深度——我们说的是薄规的0.005″到0.010″——然后再打另一个券。.
再测量一次。.
当它放松到90°时,停止调整深度。锁定它。进行生产。.
那个小券刚刚告诉你这个材料在这个设置下的回弹税。一次性支付。.
我见过一些车间跳过这个,因为“我们上个月做过那个工作。”不同的热批次。这次厚度重了0.003″。他们在承认昨天的设置不能弯曲今天的钢材之前,报废了60个支架。.
昂贵的错误。.
券的保质期大约是一个批次。新的托盘?新的测试。你总是在释放后验证,而不是在负载下。.
如果你想要可预测的弯曲,先证明过弯——然后保护它。.
这引出了真正重要的时刻。.
在你的脚移动之前,问自己三个问题。.
第一:这个材料和V形开口的预期回弹是多少?如果你不知道,你就是在猜测。切一个券。.
第二:我的机器能否在几千分之一的范围内保持穿透深度?空气弯曲的角度生死于深度控制。在薄的0.060″材料上,额外的0.005″行程可以使你移动整整一个度。老旧的刹车如果停止不稳,会让空气弯曲看起来“不可预测”,而实际上是机械间隙。如果你的刹车无法重复深度,你要么调整期望,要么选择底部弯曲并接受吨位。.
第三:这个公差是否值得空气弯曲?行业经验法则——空气弯曲可以很好地处理大约90%的工作。但如果图纸要求在薄规上±0.5°,而材料厚度变化±0.005″,要理解你所签署的内容。空气弯曲将精度责任转移给你和材料。底部弯曲则花费吨位以消除变异。.
我曾经看到200个外观面板被损坏,因为有人选择了压印以“保证角度”。吨位是空气弯曲所需的三倍。工具在每个面上留下了痕迹。.
昂贵的错误。.
所以这是我希望你在下一个班次中携带的视角:
你不是在指挥钢材。你是在与弹簧谈判。你故意超出目标进行弯曲。你在废料上验证。你锁定深度,而不是希望。.
当你考虑过弯而不是“打到90°”时,刹车就不再是锤子。.
它成为了一种测量工具。.
现在真正的问题不是要多大力气去推。.
而是你能多准确地预测放手后会发生什么。.


















