

新的175吨数控折弯机刚安装完还带着余温,老板就告诉我:“现在我们可以折任何东西了。”
那一周他们加工了20号规格的电气箱。这里五十个,那里三十个,还有四种不同的翻边。到星期五,操作员花的时间在寻找冲头和更换模具上比实际折金属的时间还多。这台机器可以整天成型半英寸厚的钢板,但实际上从来没这样做过。.
功率不等于性能。若它只是坐在那里等模具,就毫无意义。.
制造商喜欢卖吨位。车间喜欢买“余量”。我见过老板们把折弯机的吨位过度放大20–30%,理由是“为了将来”,深信更大的力量等于更多的机会。而他们真正买到的却是一个 $4,000的模具错误 当他们第一次发现那个超大型模具组并不适配他们实际加工的薄板工作时。.
听着,一台能在十英尺宽度上折半英寸钢板的折弯机确实是奇迹。但如果你的生产计划有80%是18到22号规格的支架、盖板和箱体,这个“奇迹”就变成了一个非常昂贵的换模工作站。超出你工作负载的能力并不是中性的——它像拖着满载铁块的拖车一样拖慢了工作流程。.
那么,如果折弯机如此高级,为何我见过的最好的工厂仍然把指式折弯机固定在地板上?
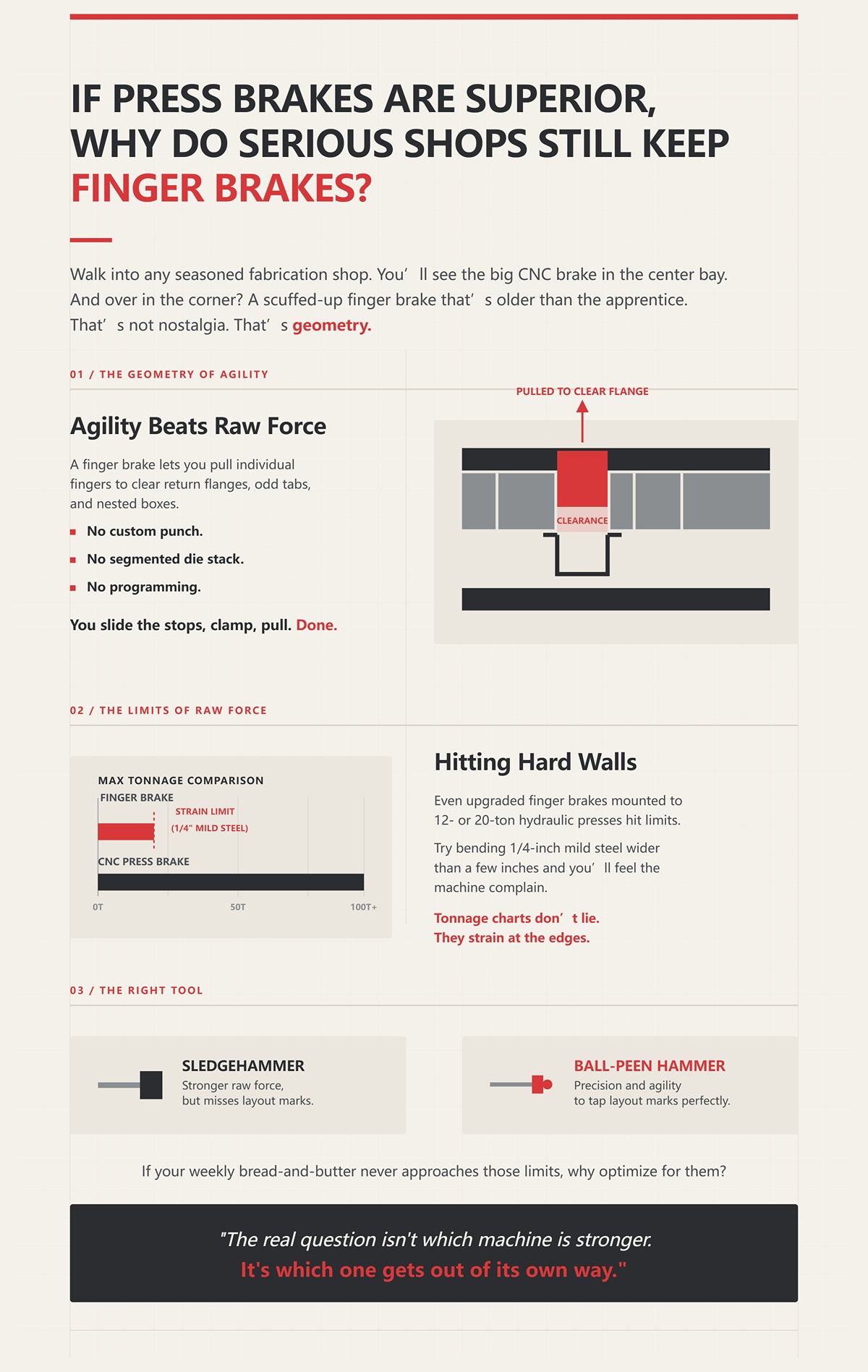
走进任何一家经验丰富的制造车间。你会看到大型数控折弯机在中央区域。而在角落里?一台比学徒还老的、已经划痕累累的指式折弯机。.
那不是怀旧。那是几何。.
指式折弯机允许你移除单个指块以避开回折边、不规则的舌片、嵌套的箱体——不需要定制冲头,不需要分段模具堆叠,不需要编程。你只要移动定位挡块,夹紧,拉动。完成。在低批量零件上,这种几何灵活性每次都胜过单纯的力量。.
现在,我们得诚实谈谈限制。即使是安装在12或20吨液压机上的升级版指式折弯机也会遇到硬极限。尝试折超过几英寸宽的1/4英寸软钢,你就会感到机器在抗议。吨位表不会说谎——它们在边界处会吃力。.
但这正是关键。.
如果你的日常工作从未接近这些极限,为什么要为它们优化?大锤的力量确实比圆头锤强,但你不会用大锤去敲划线标记。那样只会失准。.
真正的问题不是哪台机器更强,而是哪台机器更少碍事。.
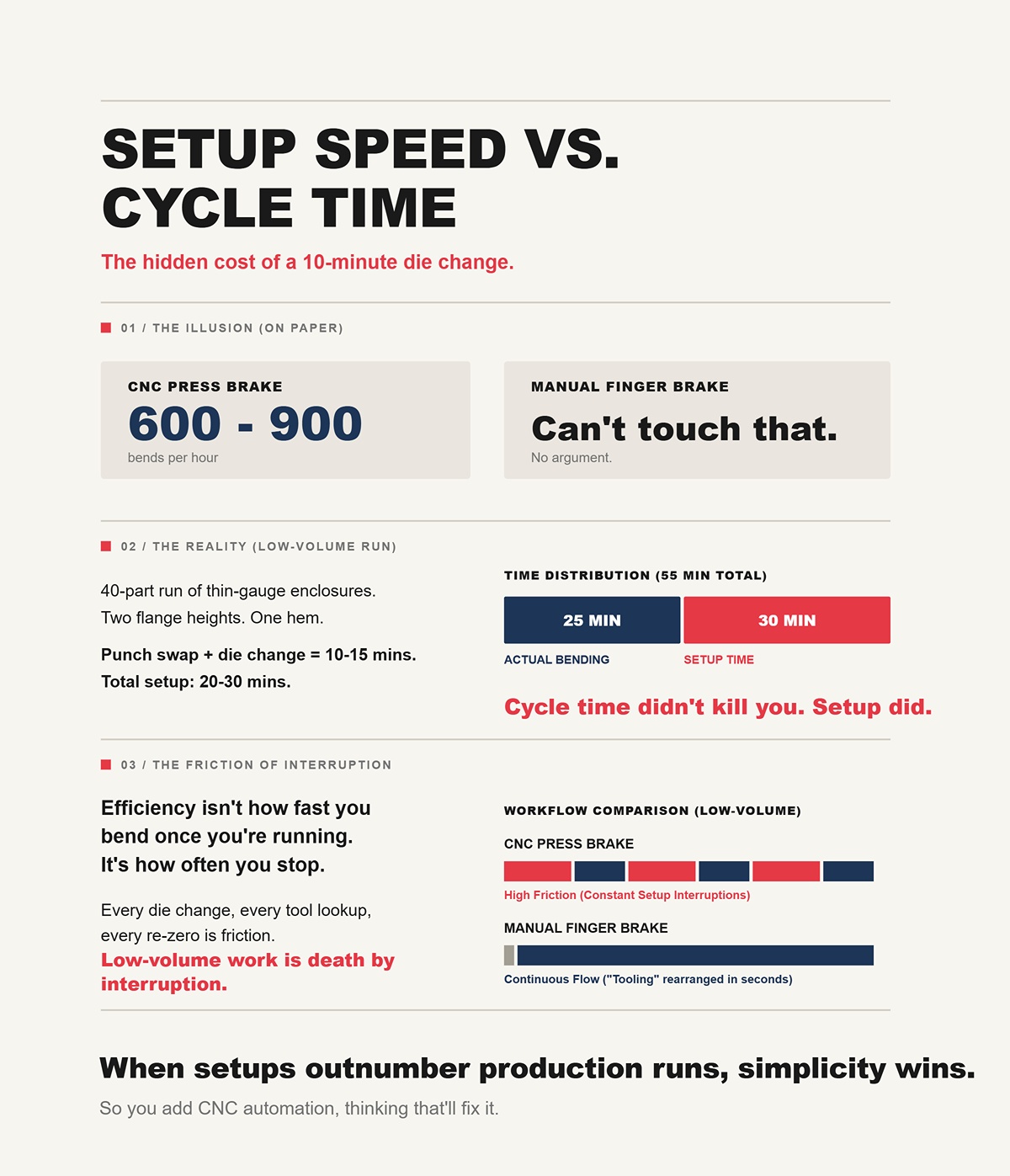
理论上,数控折弯机每小时可达到600到900次折弯。手动指式折弯机远远比不上。毫无争论。.
现在想象一下:一批40件的薄板外壳。两种翻边高度,一个压边。在折弯机上,这意味着一次冲头更换和一次模具更换。如果操作员很熟练,那算10分钟。如果他只是普通人,那就要15分钟。.
那是在一个实际折弯只需 25 分钟的工作上花 20–30 分钟进行设置。.
杀死你的不是循环时间,而是设置。.
听着,效率不是你在运行时弯得有多快,而是你停下来的频率有多高。小批量工作是被中断拖死的。每次换模具、每次找工具、每次重新归零,都是摩擦。折指式折弯机避免了大部分情况,因为“模具”本身就在那里——分段式折指,几秒钟就能手动重新排列。.
当设置次数多于生产次数时,简化才是赢家。.
所以你增加了 CNC 自动化,认为这样就能解决问题。.
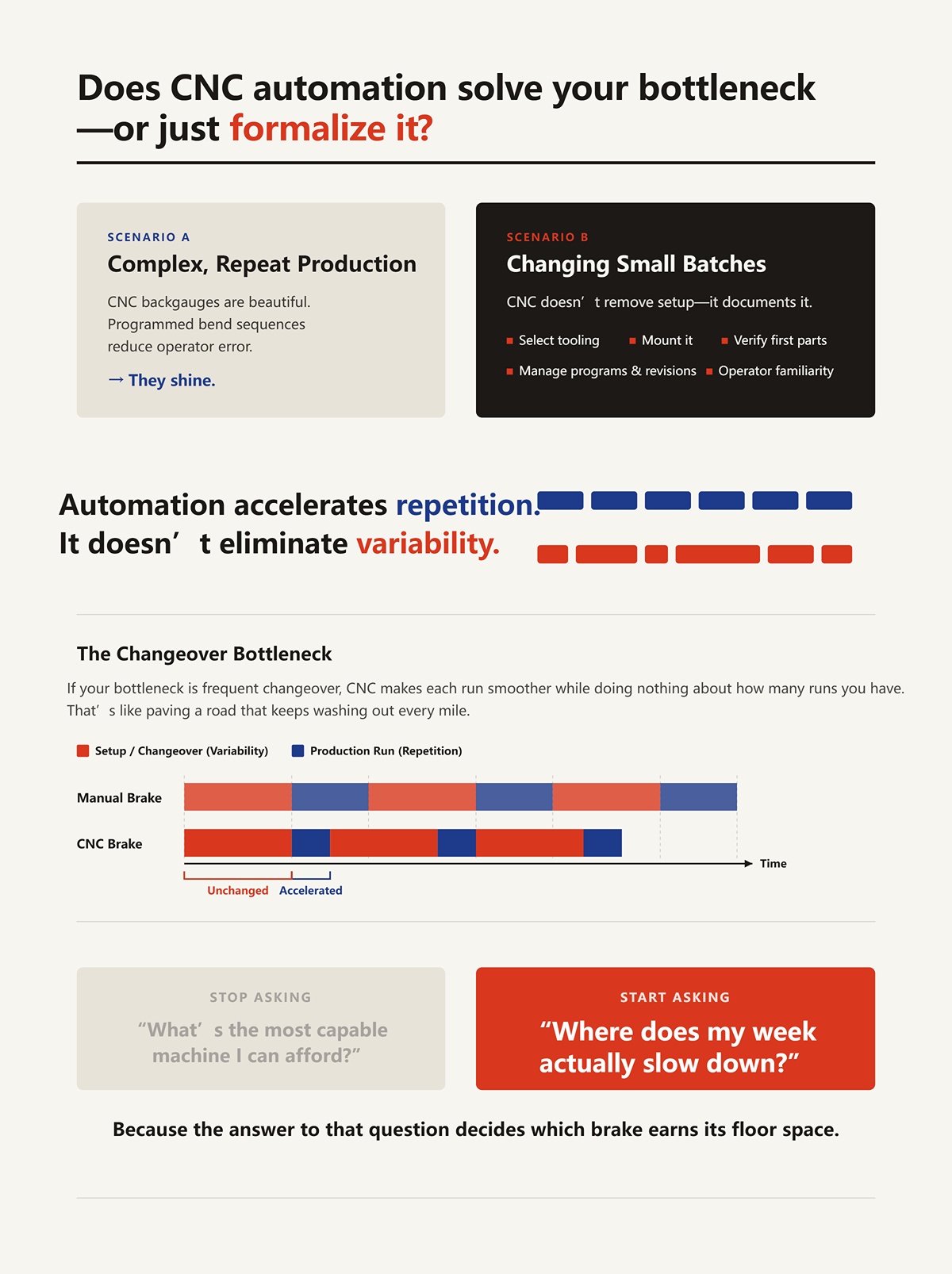
CNC 后挡料系统非常出色。编程好的折弯顺序可以减少操作失误。对于复杂、重复的生产?它们大放异彩。.
但在不断变化的小批量生产中,CNC 并没有消除设置过程——它只是把设置记录下来了。你仍然要选择模具,仍然要安装,仍然要验证首件。现在你还要管理程序、版本和操作员熟悉度。.
自动化加速了重复,它并不能消除变化。.
如果你的瓶颈是频繁换型,CNC 可以让每次运行更顺畅,但对运行次数却无能为力。这就像在不断被冲毁的道路上铺柏油一样。.
在这一切结束时,我希望你能体会到转变:别再问“我能买得起的最强机器是什么?”,而要问“我的一周到底在哪儿被拖慢了?”
因为这个问题的答案,决定了哪台折弯机值得占据你的厂房空间。.
你想要一个实际可行的方法来判断哪种折弯机适合你的工作量吗?
从一个单件零件开始。一个 20 号板厚的电气外壳,宽 12 英寸,深 8 英寸,边高 4 英寸,四个回折边。五十件。然后下周,同样的外形尺寸,但一个边变成 5 英寸,侧边多了一个击穿孔。.
在压力折弯机上,这个零件的成败取决于模具几何结构。而在折指式折弯机上,它的成败取决于你能否拔出两根折指留下间隙。.
这种差别与强度无关,而是与物理空间有关。.
压力折弯机是一个轨道系统——上方是冲头,下方是下模。你成形的所有东西都必须在这两根轨道之间通过,而不能撞上固定不动的钢铁。折指式折弯机则像篱笆——移除不需要的木桩,金属就能在开放空间中自由转动。轨道系统与篱笆系统——同样的岗位,不同的自由度。.
当你的一周充满小批量盒体、盖板、支架和修改版本时,几何自由不是奢侈,而是防止你为了配合机器而重新设计零件的关键。.
那么,这种自由在真实的金属中到底体现在哪里?
想象一个简单的盒子:四个侧面折起,然后你想在最后一个角上加一个小的回折边,让它塞进内部。.
在压力机上,当你成形到第三个侧面时,这个半成形的盒子已经有竖起的墙面。现在你尝试把它滑到直形冲头和直形模具下。那些墙面在你踩下踏板之前就撞上了冲头支架或机架。你可以买鹅颈冲头来避开一部分。你可以分段模具。你可以按顺序分阶段折弯。.
但钢板不会撒谎。如果成形后的墙高超过了可用的喉深和冲头间隙,那就结束了。再大的压力也救不了这个零件。.
听着,我见过车间用定制工具去追这个问题。特别的偏置冲头。定制加工的模具叠层。为了一个每年只卖200件的产品制作一次性工具。这就是你最终盯着 $4,000的模具错误 因为版本更改使边高增加了半英寸。.
现在走到板指折弯机旁。拔掉需要为回折边腾出空间的两个指头。折三个侧边。把最后一个边翻进你腾出的空隙。不撞机架。不定制钢件。只有你需要的空位。.
这就是盒形与平板悖论:更大、更强的机器有时反而被局限住了。.
但几何不仅关乎零件能否放进去,还关乎工具能否让你完成你开始的工作。.
以16号低碳钢为例——对于多数手动板指折弯机来说已是舒适上限。你想在一条边上折出3英寸的边,再在那边上折出1英寸的回折。.
在压力机上,吨位不值一提。用空气折弯方式在一英尺宽度上折16号钢,大约需要几吨,取决于V形模口尺寸。即使是小型液压机也轻松应对。问题不在于力量,而在于“开口空间”——即滑块与工作台之间的垂直开放空间——以及冲头的轮廓。.
如果你的冲头喉深不够,那3英寸的边在1英寸回折达到90度前就撞上冲头本体。于是你换一个更深的鹅颈冲头。这会改变折弯扣减。现在你的展开图发生了偏移。你调整程序。首件长度超出0.030英寸,因为不锈钢回弹比低碳钢严重——大约1.5倍的力,更强的弹性回复。现在你在调整后挡料。.
在你做完五个零件前,已经调了三次。.
在板指折弯机上,间隙是设计的一部分。可拆手指在垂直方向上创造了空隙,让高边可以通过。你不必与固定冲头轮廓对抗。你在决定哪块钢留、哪块钢去。.
但别假装板指折弯机是魔法。多数24英寸盒形折弯机的极限就是16号低碳钢,因为你就是液压系统。你的手臂就是吨位表。试着折10号钢时,你会在中途停下。.
这就是分界线。薄板范围内,几何自由获胜。跨入厚板领域,压力机不仅方便——而是必不可少。.
那么如果板指折弯机无法处理厚板的一次性制件,为什么它们仍主导早期定制加工?
有客户拿着纸巾上的草图走进来。铝板,厚0.090英寸。三条折弯。其中一边可能要根据现场安装情况而更改。.
在折弯机上,你需要选择上模、选择合适的下模开口以达到所需的内半径,设定后挡料,编程顺序,进行试折,测量回弹,再进行调整。如果你动作熟练,大约需要十到十五分钟。如果是从一个使用不同模具的前一道工序切换过来,则会更久。.
在手动分段式折弯机上,你用卷尺设置深度限位,拆下不需要的分段手指,夹紧,然后开始折弯。如果折边需要再长1/8英寸,你只需滑动限位器再折一次。没有工具库。没有程序编辑。也不用等滑枕一个循环又一个循环。.
听着,当产量达到几百件时,数控折弯机的循环时间绝对可以让手动机器望尘莫及。三十件这里,五十件那里。差距巨大。.
但这正是关键。.
在试制阶段,最慢的操作不是折弯,而是决策。你越快能改变主意,零件越快就能收敛到可用的状态。折弯机奖励的是确定性。分段折弯机则容忍犹豫。.
所以这是你要求的实践测试:看看上个月的工单。有多少低于100件?有多少是18至22号厚度?折边高度或搭接位置在首件之后变更的频率是多少?
如果你的多数答案都落在薄料和频繁修改上,那么几何灵活性每周都会为你带来回报。.
但如果不是——如果你的工件逐渐变厚、变长、趋向批量稳定——那么,何时自由不再足够?
我曾合作的一家工厂在折弯电信机架用的18号镀锌支架——每件四道折弯,不算复杂。第一周:40件。第二周:120件。第三个月时,他们每周出货600件,同一图纸、同一材料、无任何修改。.
在40件时,用分段折弯机是合理的。夹紧、折弯、松开。若操作稳健,每次折弯10秒。但当每周600件时,那就是2,400次折弯。即便保持每次折弯8秒,也要花五个多小时只干拉杆动作——还没算上第317件时因疲劳导致角度浅了一度。.
这就是临界点。.
当你的零件不再变动、产量每周达到约300–500件薄料同件或100件以上中等厚度时,问题从“我能做吗?”转变为“我能不能在周五4点半还能做得像周一早上8点一样?”这时,折弯机才真正值得它占据的厂房空间。.
但到底先崩溃的是谁——机器,还是人?
我见过一位优秀的操作员,在20号钢上整个上午都能在分段折弯机上保持±1度精度。到午饭时,那种一致性开始下滑。不是因为他忘了怎么做,而是因为钢在回击。.
手动折弯机依赖肌肉力量与手感。哪怕拉杆速度稍有变化,都会改变折叶的挠曲。上压梁在受力下会轻微变形。回弹——即金属在折弯后张开的倾向——会因每张板不同而变化。在18号软钢上,1英寸折边若角度差1度,边缘位置会偏约0.017英寸。叠加四道折弯,这种误差会积累,导致装配时处处抗拒。.
液压折弯机不会疲倦。滑枕每次行程都相同。即便是没有数控的基础机型,也能靠液压缸而非人肩施力,保持一致压力。加上后挡料——用于定位工件的电动限位器——折边长度不再靠卷尺目测,而是可以被控制在几千分之一英寸的精度。.
听着,重复性极限不是面子问题。这是数学与疲劳的问题。.
当你在生产500件以上的同类支架时,一批产品因超差而报废的成本足以毁掉你一周的利润。我见过一家工厂因为操作员没注意角度在换新卷料后张开了1.5度,最终报废了150件。这是一趟 $3,200 报废批次——全因为工艺依赖手感,而非行程控制。.
折弯机和压力机之间的区别,就像扭矩扳手和长力杆之间的区别。一个能精确且可重复地施力;另一个则取决于你当天的用力方式。.
所以,产量暴露的是人类的极限,厚度暴露的是物理的极限。.
拿10号低碳钢举例——厚约0.135英寸。试着在额定为16号钢的标准24英寸箱式折弯机上,将一块24英寸宽的材料折成90度。折到一半你就会感觉整台机器在抗议。压紧杆抬起,折叶板弯曲。你会在某物断裂之前停下。.
那个额定值不是市场噱头,而是结构设计。枢轴销、折叶刚度、压紧力——都根据最大弯矩精心匹配。一旦超出,就不仅仅是折弯不佳,而是可能永久损坏机器结构。.
压力机根据材料厚度、拉伸强度、折弯长度和下模开口计算吨位。例如,用1英寸V型下模空气折弯10号低碳钢每英尺大约需要12–15吨。折4英尺,你就进入50–60吨的范围。这对中型液压压力机来说不过是日常工作。.
听着,当你的常规工作达到12号钢及更厚时,讨论就结束了。你需要可控的吨位。.
而且问题不仅在于“能不能折”。更厚的材料会放大回弹现象。不锈钢在12号厚度时可能回弹2–3度。在压力机上,你通过编程更深的冲程来补偿。在折弯机上,你只能猜、用力更大、用角尺检查、再重新折。每次修正都会让折线加工硬化并增加裂纹风险。.
几何优势在薄板上胜出。物理规律在厚板上占优。.
所以现在我们划出了两个硬性界线:产量和厚度。那么,一旦跨过它们,是什么让压力机真正变得有利润?
我走进一家工厂,那里的压力机三个月没换过模具。同样的冲头,同样的四面V型下模,同样的后挡料位置。他们生产一系列支架——只是长度变化。操作员装料,踩下脚踏,零件落下,重复。他们在数控压力机上每小时平均能折700–800次。不是因为机器神奇,而是因为一切都没变。.
那就是节奏。.
当你的工作围绕固定模具稳定下来时,压力机就开始回报投资。你选择一个能得到所需内半径的下模开口。你调输入弯补——即材料伸长的平板展开补偿。你编程一次后挡料位置。之后,设置成本就摊销到成千上万个循环中。.
低于100件,设置时间会吞掉利润。超过1000个相同折弯,设置时间则消失在噪音里。.
工厂常犯的错误在这里:他们买下大型压力机,以为“灵活性”能带来利润。但压力机是一套轨道系统,轨道固定时它的表现最好。折弯机则像皮卡车——需要时你随时可以穿过田地改道。.
一旦你的商业模式依赖可预测的重复订单——这周500件,下周500件,图纸相同——轨道系统就获胜。冲程深度一致,边长一致,操作员误差最小。人工工作变成装卸,而不是判断和修正。.
但这正是多数业主忽略的关键。.
压力机的门槛不是情感上的,而是操作上的。当你进入重复生产、更厚材料、以及装配中严格公差叠加的领域时,吨位和重复精度不再是奢侈条件,而是你赖以立足的基础。.
而一旦你确定需要这块基础,下一个问题就不再是“我该不该买压力机?”
鉴于CN-HAWE的产品组合是100%基于CNC的,覆盖激光切割、折弯、开槽、剪切等高端场景,对于正在评估实际应用方案的团队而言,, 折弯机 是相关的下一步。.
关键在于你是否已经准备好面对随之而来的所有附加条件。.
新的175吨数控折弯机在安装后仍然带着余热,老板对我说:“现在我们什么都能折了。”三周后,我们开始重新布置整个车间,因为叉车无法在不挡住激光切割机的情况下,将一块10英尺的板材摆进折弯机的喉口。没人会为这一部分预算。然而折弯机只是方程式的一半——上游的切割设备必须在尺寸、格式和自动化上匹配,以高效地供料。将折弯能力与高功率、大幅面的系统(例如 CN-HAWE 激光切割机——专为全数控钣金生产而建)配对时,会迫使你将整个工作单元作为一个系统来规划,而不是两个独立的采购项目。.
你已经跨过了折弯机非可选的那条线。好吧。但一旦决定购买,它就会改变你的车间布局、工装预算、用电负荷、工序节奏以及操作人员技能结构。机器价格只是首付款;工装架才是你未曾预算的长期贷款。.
那么,这个“必需”的升级实际上都“附送”了什么?
一台典型的10英尺液压折弯机重量超过2万磅,占用约18至22英尺的线性墙面空间(包括维护间隙)。那只是机器本身。现在再加上前方的上料区——至少要有全折弯长度加上操作员通道——以及后方安全空隙,以容纳长边法兰上翻的部件。现实中,你实际上已经承诺腾出一块10英尺×25英尺的黄金车间空间。.
听着,规格表会告诉你工作台长度和吨位,但它不会告诉你摆动半径。.
喉口深度——即滑块到机架的距离——可能是8英寸或12英寸。这听起来很宽裕,直到你要成形一块带回折边的36英寸面板。此时你不得不在成形过程中旋转工件、横向搬动,或者重新考虑折弯顺序,因为机架挡住了。折弯机给你力量;指式折弯机给你开放的几何空间。一个像坑式压机,另一个像开放式虎钳。.
这种权衡体现在材料搬运时间上。在低批量薄板作业中——比如折带卷边和回折边的20号电气盖——在折弯机上的实际折弯循环可能只需三秒。但翻转、旋转、重新定位?时间都花在这些上面。箱式折弯机允许你让工件平放在托板上,顺着工序走,而不用在胸口高度举着4×4英尺的板子较劲。.
但这正是关键。.
当你的车间被一条固定的10英尺导轨系统占满时,每一个形状怪异、频繁修改的薄板作业都得顺应这条导轨。机器不会动,你的流程要动。你准备好围绕一条不可移动的“脊柱”重构你的生产流程了吗?
有位客户曾吹嘘以很低的价格淘到一台二手150吨折弯机。六个月后,他又花了 $4,000的模具错误 一大笔钱,因为他买了按每米公吨计额定的欧式冲头,却把它们装在按每英尺短吨规格设计的美式折弯机上。纸面上数字一样,钢铁中的物理却不同。.
工装额定值并非通用。一个目录标60吨/米,另一个标20吨/英尺。不换算的话,要么低估负载冒着冲头开裂的风险,要么高估机器能力,以为模具太弱。这种混乱悄然驱使车间购买比实际所需更大的折弯机。.
再加上吨位公式:折弯力随材料厚度的平方增加,并随着V型模口加宽而减少。我见过10英尺长的1/4英寸A36钢板,用2英寸V模口时需近200吨,用3英寸模口时则降至约140吨。同样的材料、同样的长度,只是模具选择不同。.
那么,真正的变量是什么——机器尺寸还是模具选择?
听着,每次你为薄板追求更紧的内半径时,就会缩小V形开口。窄V意味着单位长度的吨位需求更高。这意味着要换模。这意味着要花装模时间。对于一批40件的定制工件,20分钟的换模时间足以吞掉全部利润。.
手指折弯机不在意V形开口。它围绕折叶几何形状和可拆卸的手指弯曲。没有模具架,没有冲头库,也不需要垫片调节冠形。这里的压力机与手指折弯机之比,就像套筒扳手与活动扳手的区别:一个在各尺寸上提供精度,但前提是你拥有每个套筒。.
而每个套筒都要花钱。.
一旦你投入压力机生态系统——用于回折的鹅颈冲头、压边模、用于小半径的窄V、用于减少吨位的宽V——你就在建立一个必须保持有序、正确标定并为快速更换而准备的模具库存。那是工时和资本放在架子上。对于高产量重复任务,这个生态系统运转得如同精密机器。对于低产量、薄板、多变任务,则会变成摩擦阻力。.
那么什么时候它不再是摩擦,而开始成为杠杆呢?
我举个假设。你正在折弯90英寸长、10号厚的零件,紧密的90度弯曲、稳定的法兰长度。标准V形模让你接近吨位曲线的顶部。换成1英寸开口,单位长度的吨位下降足够,使中型压力机能够平稳处理并获得更好的半径控制。在这种厚度和长度下,手指折弯机根本无法参与讨论。.
这就是液压压力机套件合理存在的地方。.
并不是因为它看起来令人印象深刻,而是因为你的材料厚度、折弯长度和公差叠加需要受控吨位和模具优化的半径。机器的力矩范围匹配你的生产范围。.
但如果你每周工作中有70%是18–22号厚度、48英寸以下、有奇怪的搭片和最后一分钟的图纸修改,那么那套液压系统就会变成SWAG——科学的大胆猜测——每次你选择模具时都要猜。这个V用哪个?哪个冲头能避开回折?喉深会不会妨碍工序?
听着,SWAG在原型制作中有效,但在生产中会流血——烧钱。.
中间立场是诚实的数学:追踪你换模的频率、每次设置少于100件的次数、还有多少占地面积闲置等待下一个“大”订单。如果你的压力机在设置中花的时间比实际折弯还多,那你买的产能与你的任务组合不匹配。.
压力机在某些产量和厚度下成为结构上的必要条件。超过那条线,它就是你立足的基础。但在那条线以下——薄板、短批次、高几何变化——手指折弯机的开放操作和零换模节奏能跑赢175吨的钢铁巨兽。.
所以在你签下那台机器前,问自己一个刺耳的问题:你的收入是建立在力量之上……还是建立在灵活之上?
你想要的是计算,而不是打气。很好。因为这不是关于机器 能 能做什么。这是关于你的工作 迫使 你每天去做的事情。.
如果你想依据现实世界中的机器能力——CNC压力机、激光切割系统以及集成钣金自动化——运行数据,请查看CN-HAWE可下载的技术细节和配置选项: 下载技术宣传册与规格书. 把实际参数摆在眼前,更容易将产能、控制和自动化水平与车间实际运行的工作匹配起来。.
我看到的错误——三十次里有三十次——是业主在定价铁的时候,还没定价摩擦力。他们看的是吨位图,而不是工时表。他们比较的是最大产能,而不是主要约束。然后他们签下了一台能漂亮地解决错误问题的机器。.
如果这是我的工厂和我的房贷,我会用这样的筛选标准。.
从物理开始,而不是从自尊开始。.
提取你过去90天的工作。对每个零件,记录三个数字:材料类型、厚度和最长单次折弯长度。然后用软钢作基准运行空气折弯吨位公式:P = 650 × S² × L / V。.
S 是厚度(英寸),L 是折弯长度(英尺),V 是模具开口(英寸)。然后根据材料调整——不锈钢乘以1.5,铝乘以0.55。加上一个20%安全裕量。那就是你的 实际 吨位需求,而不是机器铭牌上的数字。.
现在查看这些工作中出现的峰值数字。.
如果即使是最糟糕的零件总吨位低于12–16吨,总长度低于48英寸,那么你的问题很可能不是力量,而是几何结构——回折、包边、盒角、奇怪的舌片。这种情况下指刹机表现出色。.
但如果你在常规工作中需要80、120、180吨——而不是一年一次的“独角兽”式工作——那么形状灵活性救不了你。你需要可控的力量和合适的模具。.
这里是大多数人忽视的部分:压机能力和模具能力是两种不同的东西。一台20吨的压机配12吨的模具系统,仍然只是一个12吨的折弯系统。过载那个冲头,你会在 $4,000的模具错误 午饭前盯着它看。首先失效的不是机架,而是模具。.
压弯机与指刹机此阶段的区别,就像扭矩扳手与破坏杆的区别:一个给你精确的力量,另一个给你操作空间和手感。如果你的日常约束是扭矩规格,你自然知道该选哪一个。.
那么,到底是哪一个数字在扼制你的工作——每英尺吨位,还是法兰周围的间隙?
力量告诉你什么是可能的。设置告诉你什么是有利可图的。.
拿同样的90天数据,统计你更换冲头或模具设置的次数。不是冲程次数,而是设置次数。如果你一天换五次模具来运行20、40、80件的批次,那台机器几乎都在设置状态中。.
现在计算这个:平均每次设置的相同折弯次数 ÷ 平均设置分钟数。.
如果下一步是直接与团队沟通,, 请联系我们 这句自然地衔接在这里。.
如果你花25分钟换模来运行40个零件,每个零件折4次,那就是160次冲程去支付25分钟的停机时间。如果每次冲程耗时3秒,你花了8分钟折弯,却花了25分钟准备。.
机器成了纪念碑,利润在它周围流失。.
在使用折指式折弯机时,没有模具库。你需要调整折指、夹紧、折弯。“设置”通常就是折弯的顺序本身。对于低产量、薄板工作而言,这种节奏更胜一筹,因为几何变化不需要更换钢模。.
听着,如果你的折弯机花的时间更多是在用扳手调整滑块,而不是加工零件,那你就像是买了一辆赛车却跑在城市拥堵的交通里。.
但如果你的工作是每周生产400个相同的零件,相同的材料、相同的折弯,那么设置时间就变得无足轻重。冲程速度与重复精度才是关键。这时候,液压折弯机才能真正发挥价值。.
所以你是在做批量生产……还是在控制混乱?
现在我们要诚实一点。.
写下你按厚度范围划分的营收比例。不是你希望明年能拿到的订单,而是这个季度实际支付给你的业务。.
如果你70%发票上的材料是18–22号、长度不足四英尺的板材,那么你就处于薄板加工领域。折指式折弯机可以整天轻松应对那些工件,几乎没有额外开销。因为收到一个需要折弯8英尺长、1/4英寸厚板的询价就去买175吨折弯机,这就像为一场还没定下日期的婚礼建教堂。.
但如果你的主力业务是3/16、1/4、5/16厚的钢板——哪怕是短批次生产——手动折弯路线会变成疲劳、不一致与风险的代名词。那不是浪漫,而是工伤等待发生。.
以下是一句话总结的框架:
购买能在至少60%营收范围内解决当下主要瓶颈的机器。.
不是最吵的订单,也不是最大的报价,而是你已获得报酬的工作的统计多数。.
听着,我见过的大多数破产并非因为产能不足,而是因为过剩产能无处施展。设备贷款不关心你的“潜力”,只关心利用率。.
折弯机与折指式折弯机的选择,归根结底就像车床与铣床的取舍。你不会因为某台设备看起来更厉害就购买它,而是因为它匹配你当前仓库里的材料。.
所以在联系设备经销商之前,先拿出你的发票做一遍计算。你现有的订单组合其实已经告诉你该买什么。.
你愿意听它的建议吗?


















