

في الشهر الماضي، دخلت إلى متجر كان فيه المالك فخوراً بأنه “أخيراً ملأ المكبح”. بعد ثلاثة أسابيع، كانت هناك منصة من القطع المقطوعة بالليزر موضوعة بعلامة حمراء خلف الماكينة — تسلسل الانحناء خطأ، إعداد مؤشر الارتداد الخلفي خطأ، 400 قطعة تم إتلافها.
لقد وفّر أسبوعين من التوقف عن العمل. لكنه اشترى ثلاثة أشهر من التنظيف.
تظن أنك تحل مشكلة في القدرة الإنتاجية. لكنك فعلياً تغذي خردة معدنية في قالب الاختناق وتتساءل لماذا يتشوه الخط.
يبدو مشغل السنة الأولى عند $17 في الساعة رخيصاً على الورق. أضف ما يقارب $500 شهرياً في الخردة وإعادة العمل — اختيار مثقب خاطئ، تعويض ارتداد نابض غير متسق، إشراف مستمر من المشرف — وسيتغير الحساب بسرعة. مشغل السنة الثالثة عند $23 في الساعة قد يكلف $6 أكثر في الساعة، لكن الفاقد ينخفض إلى نحو $50 شهرياً. الزيادة بالكاد تؤثر على الهامش. الخردة هي ما يضربه فعلاً.
الآن لننظر على نطاق أوسع. المتوسطات الوطنية تدور حول $20 في الساعة. الأجور لم تتحرك بشكل ملحوظ منذ سنوات، حتى مع “نقص العمالة”. التفسير؟ الورش لا تزال تسعّر هذا الدور كسلعة. لذا فهي توظف بناءً على التوفر.
تجاوز هذا النوع: “متعلم سريع”، “عضو فريق”، “مشغل ماكينة (5 سنوات)”.”
وظف هذا النوع: “يستطيع حساب بدل الانحناء بدون جدول”، “أعد إعداد أدوات متعددة المراحل”، “يشرح الارتداد النابض حسب درجة المادة”.”
إذا كان التوظيف الرخيص يكلف أكثر من الماهر، فلماذا يستمر أصحاب الأعمال الأذكياء في تكرار الخطأ؟

تخيل أن مكبحك يعمل بنسبة 60% من الوردية لأن الموظف الجديد يبحث عن الأدوات ويسأل عن حدود القوة ويعيد فحص المخططات. هذا ليس 40% من الخمول. هذا 40% من الاضطراب — الليزر ينتظر، اللحّامون يعيدون التنظيم، الشحن يتأخر.
نظرًا لأن CN-HAWE تستثمر أكثر من 8% من عائدات المبيعات السنوية في البحث والتطوير، فإن شركة ADH تمتلك قدرات بحث وتطوير عبر مكابح الضغط، وبالنسبة للفرق التي تقيم الخيارات العملية هنا،, ماكينة قطع بالليزر هي الخطوة التالية ذات الصلة.
المحطة الفارغة هي ألم مرئي. إعادة العمل هي نزيف غير مرئي. واحدة تظهر على الجدول، والأخرى تختبئ في فرق المواد وساعات العمل الإضافية للمشرف.
إليك التحول الذي أحتاجك أن تقوم به: وقت التوقف هو تكلفة ثابتة. إعادة العمل تتضاعف.
وظف هذا: شخص يسأل عن نصف قطر الداخل قبل أول انحناء. تجنب هذا: أي شخص يقول “لقد شغلت آلات طوال حياتي” ويكتفي بذلك.
إذن إذا كانت حسابات الخردة بهذه الوضوح، فلماذا لا يحل “خبرة مكبح الضغط” المشكلة؟
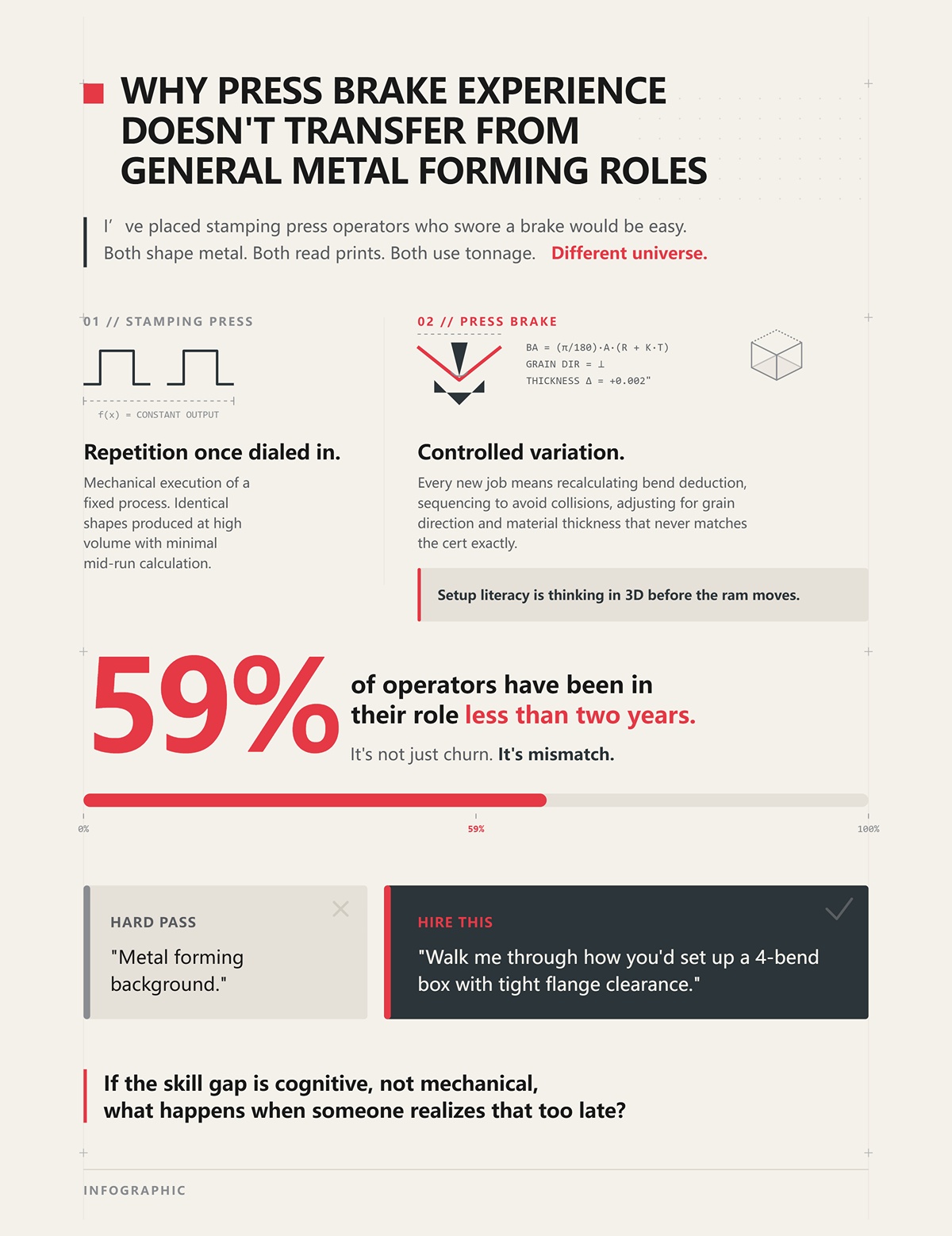
لقد وظّفت مشغلي مكابس تشكيل أكدوا أن مكبح الضغط سيكون سهلاً. كلاهما يشكل المعدن. كلاهما يقرأ المخططات. كلاهما يستخدم القوة.
عالم مختلف تماماً.
مكبس التشكيل هو تكرار بمجرد الضبط. أما مكبح الضغط فهو تباين مضبوط — كل وظيفة جديدة تعني إعادة حساب خصم الانحناء، ترتيب التسلسل لتجنب التصادمات، الضبط بحسب اتجاه الحبيبات وسماكة المادة التي لا تطابق الشهادة تماماً. معرفة الإعداد تعني القدرة على التفكير في ثلاثة أبعاد قبل أن تتحرك المكبس.
لهذا السبب فإن 59% من المشغلين قضوا في مناصبهم أقل من عامين. ليست مجرد دوران وظيفي. إنها عدم تطابق.
تجاوز واضح: “خلفية في تشكيل المعادن.” التوظيف الصحيح: “اشرح لي كيف ستُعدّ صندوقًا بأربعة طيات مع خلوص ضيق للحافة.”
إذا كان الفارق في المهارة معرفيًا وليس ميكانيكيًا، فماذا يحدث عندما يدرك شخص ما ذلك بعد فوات الأوان؟

بعد تسعين يومًا، يتلاشى الأدرينالين. الضوضاء، الإيقاع، والمسؤولية عن $3,000 ورقة من المواد — تستقر على الأكتاف. هذا ليس ضغط أزرار. إنه اتخاذ قرارات تحت الضغط.
هذا هو الوقت الذي أرى فيه الانسحابات الصامتة. أو ما هو أسوأ، المشغل المنهك الذي يتوقف عن طرح الأسئلة ويبدأ بالتخمين.
اثنا عشر في المائة من المشغلين يبقون لأكثر من عشر سنوات. حوالي 30% يتجاوزون الخمس سنوات. هؤلاء ليسوا مجرد أشخاص أكثر صلابة. إنهم أشخاص يفهمون إعدادات التشغيل — ويرون طريقًا نحو البرمجة، والمناصب القيادية، و$25 دولارًا في الساعة فما فوق. الإلمام بإعدادات التشغيل ليس مجرد معيار توظيف. إنه أداة للاحتفاظ بالكوادر.
التوظيف الصحيح: المرشحون الذين يسألون عن مسارات البرمجة ومخزون الأدوات. التجاوز: أي شخص يتركز اهتمامه فقط على فروقات الورديات.
إذا كان ملء المقعد بسرعة يُغذّي معدل الدوران، فماذا سيحدث إذا توقفت عن التوظيف بناءً على التوفر — وبدأت تقييم التفكير في الإعداد بدلاً من ذلك؟
في الربع الماضي، أخبرني أحد المالكين: “نحتاج إلى مشغل مكبس ثني. سنتان على الأقل من الخبرة.” سألت سؤالًا واحدًا: على أي قدرة ضغط وأي نظام تحكم؟ صمت. لم يكن يعلم. ولم يكن مشرفه يعلم أيضًا. ومع ذلك نُشر إعلان الوظيفة.
هكذا تراهن على شخص يضغط الأزرار فقط.
أنت تدرك بالفعل أن التوظيف بناءً على التوفر يخلق نفايات. هذا هو التحول: إذا لم تستطع تحديد الماكينة، ونظام التحكم، ومستوى التفكير في الإعداد المطلوب، فلن تتمكن من التحقق من الإلمام بالإعداد. وإذا لم تتمكن من التحقق منه، فستستمر بإدخال مواد تالفة في قالب الاختناق وتتساءل لماذا يتراكم الضغط في الأسفل.
التعريف الحقيقي للوظيفة يُحدّد آلة الثني (135 طنًا؟ 230 طنًا؟)، ونظام التحكم (Delem؟ Cybelec؟)، ومزيج المواد (حديد A36 بسمك 11 مقابل فولاذ مقاوم للصدأ بسمك 14)، وما إذا كان المشغل متوقعًا منه إعداد أوراق التشغيل أو مجرد اتباعها. هذه الدقة ليست تجميلًا إداريًا؛ إنها مراجعة تقنية قبل بدء المقابلة من الأساس. إذا كنت توائم معايير التوظيف مع قدرات الماكينة الفعلية، فابدأ بالمنصة نفسها — الأنظمة الحديثة المؤتمتة بالكامل CNC مثل تلك الموجودة في خط منتجات مكابس الثني من CN-HAWE مصممة بدقة مع قوة هيكلية وصلابة مثبتة، ومبنية لسيناريوهات الثني عالية الدقة، مما يجعل من الأسهل بكثير تحديد مستوى الإلمام بالإعداد وسلاسة التحكم الذي يتطلبه الدور بالفعل.
تجاوز واضح: “مطلوب مشغل مكبس ثني. خبرة سنتان فأكثر.” التوظيف الصحيح: “مكبس ثني CNC بقدرة 230 طن مع نظام تحكم Delem DA-66T. يجب أن يحسب بشكل مستقل خصم الانحناء ويُنشئ إعدادات أدوات متعددة المراحل.”
إذا لم يستطع إعلانك اجتياز تلك المراجعة، فكيف تتوقع من المرشح أن يفعل ذلك؟
لقد أجريتُ مقابلة ذات مرة مع عاملين، كلاهما يملكان “3 سنوات من خبرة تشغيل مكبس الثني”. أحدهما كان يشغّل مكبسًا بقوة 90 طنًا مزوّدًا بتحكم Cybelec أساسي في ورشة تصنيع تنتج حوامل خفيفة السماكة. والآخر كان يشغّل مكبسًا بقوة 350 طنًا بتحكم Delem، يبرمج خارج الخط ويُدير إعداد الأدوات لمواد بسماكة 1/4 بوصة.
على الورق، متطابقان.
لكن على أرض الواقع، لا مقارنة.
أنظمة التحكم مهمة لأنها تحدد طريقة تفكير المشغل. بيئة Delem غالبًا ما تعني برمجة رسومية، ومحاكاة تسلسل الانحناء، وكشف الاصطدامات. أما Cybelec في الآلات الأقدم فقد يعني إدخالاً يدويًا أكثر واعتمادًا أكبر على الخبرة المكتسبة. لا يُعد أي منهما “أفضل”، لكنهما يبنيان مهارات مختلفة. إذا كانت ورشتك تعتمد على البرمجة خارج الخط ومكتبات الأدوات، وعيّنت شخصًا اعتاد فقط على إدخال الزوايا يدويًا من ورقة الإرشادات، فقد اشتريت لنفسك جولة من إشراف babysitting مستمر من المشرف.
قوة الضغط (الطنّاج) مهمة لأنها تغيّر العواقب. الأعمال الخفيفة التسامح فيها أكبر للأخطاء. أما الصفائح السميكة فلا تغفر. ارتداد المعدن يختلف، وانحراف الأدوات يظهر بسرعة. المشغل الذي لم يحسب من قبل حدود الحمولة سيَتردّد—أو أسوأ، سيخمن—عندما ينزل الكباس على فولاذ مقاوم للصدأ بسماكة 3/16 بوصة.
الآن أضف إلى ذلك بيانات الاستمرارية في الوظيفة: 59% من المشغلين في مناصبهم منذ أقل من عامين. لذا، عندما تُصفّي بـ “سنتين +”، فأنت لا تعزل الخبرة الحقيقية، بل تقطع عشوائيًا عبر مجموعة تتغير بسرعة. الحد الفاصل الحقيقي ليس مدة الخدمة، بل ما إذا كانوا قد انتقلوا من اتباع ورقة الإعداد إلى إنشاء واحدة.
اطرح هذا السؤال في المقابلة: “اشرح لي كيف ستُعدّ صندوقًا بأربع انحناءات مع خلوص ضيق للحواف. ما تسلسل الانحناء لديك، ولماذا؟” إذا تحدّث عن خطر الاصطدام وارتفاع الأدوات قبل أن تسأله، فأنت أقرب إلى شخص متمكن من فهم الإعداد.
رفض قاطع: “خبرة ثلاث سنوات على مكبس الثني” بدون سياق للآلة. التوظيف الموصى به: “برمجة على أنظمة Delem؛ تنظيم الأدوات لتقليل زمن الإعداد بنسبة 20%؛ إعداد استمارات فحص أول قطعة منتجة.”
إذا كانت الخبرة متغيرة إلى هذا الحد، فما الذي يثبت الكفاءة الأساسية عبر الورش المختلفة؟
أحد المرشحين قدّم لي بطاقة على الطاولة مرة—شهادة FMA لمكابس الثني الدقيقة. معظم أصحاب العمل يتجاهلونها. لا تفعل ذلك.
إنها واحدة من القلائل من عمليات التحقق المعيارية في هذا المجال المتخصص. فهي تختبر قراءة المخططات، وحساب الانحناءات، واختيار الأدوات، والسلامة، وإجراءات الإعداد. ليست “لقد عملت قرب المكابس”، بل "معرفة مثبتة".
هل هي مثالية؟ لا. لقد قابلت مشغلين معتمدين ما زالوا بحاجة إلى مزيد من الخبرة العملية. لكن الشهادة تفرض التعرض للجانب الرياضي—سماحية الانحناء، خصم الانحناء، عامل K—وهي ما يفصل بين التخمين والتوقع الدقيق. إنها تشير إلى أن المشغل خاض تجربة التعامل الذهني مع الآلة.
تذكّر حسابات الفاقد: يمكن أن يتكلف المشغّل في السنة الأولى حوالي $500 دولار شهريًا في أعمال إعادة التصنيع؛ وبحلول السنة الثالثة قد ينخفض ذلك إلى حوالي $50. مشغل السنة الثالثة الذي يتقاضى $23 دولارًا في الساعة قد يكلف أكثر بـ $6 في الساعة، لكن الفاقد يتراجع إلى نحو $50 شهريًا. الفارق ليس سحرًا، بل كفاءة. الشهادة لا تضمن أداء السنة الثالثة، لكنها من العلامات القليلة التي تُظهر أن الشخص في هذا المسار.
إذا كنت تقول إنك تُقدّر الوعي بإعداد المكبس ولكنك تتجاهل المؤهل الصناعي الوحيد الذي يختبره، فأنت ترسل رسائل متناقضة للمشغلين الجادين الذين يعرفون قيمتهم.
رفض قاطع: “الخبرة مفضلة، ولا يُشترط الحصول على شهادة” بينما تزعم أن الجودة مهمة. التوظيف الصحيح: “حاصل على شهادة FMA أو قادر على إظهار كفاءة مكافئة في حساب الانحناء والإعداد خلال المقابلة الفنية.”
الشهادة تُثبت التعرض للجانب الرياضي. ولكن كيف تعرف إن كان قادرًا على التفكير أبعد من شاشة التحكم؟
سأعطيك اختبارًا بسيطًا. اسأل: “متى ستتجاوز الزاوية المبرمجة للانحناء؟”
“ضاغط الأزرار” سيقول: “إذا كانت النتيجة مختلفة، أعدلها.” أما المشغل الحقيقي فيقول: "يعتمد الأمر على تفاوت سماكة المادة واتجاه الألياف. سأفحص السماكة الفعلية مقابل شهادة المادة وأعدّل للارتداد قبل أن ألمس البرنامج."
ذلك الجواب يخبرك ما إذا كانوا يفهمون الآلية أم فقط النتيجة.
الإلمام ببرمجة الـCNC لا يعني كتابة كود G من الصفر. بل يعني فهم ما الذي يحسبه نظام التحكم—ومتى يخطئ. نادرًا ما يطابق سمك المادة القيم الاسمية. تآكل الأداة يغير النتائج. الانحناء بالهواء مقابل الانحناء بالإغلاق يؤثران على قوة الضغط وسلوك الارتداد. المشغل الذي يعرف سبب وجود الرقم يمكنه إصلاحه دون استدعاء المشرف.
بيانات الأجور تدعم ذلك. مشغلو المكابح المبتدئون يتقاضون عادة أجرًا في حدود المراهقين من الدولارات في الساعة. أضف قدرة حقيقية على برمجة CNC وستصل إلى منتصف العشرينات. السوق بالفعل يسعّر هذه القفزة الإدراكية. إذا كانت وظيفة إعلانك تذكر “يفضل وجود خبرة CNC” بدلاً من أن تكون مطلبًا—بينما تتوقع إعدادات مستقلة—فأنت تعلن عن أجر مبتدئ مقابل تفكير بمستوى متوسط.
مرّر هذه: “حمّلت البرامج وشغلت القطع.” وظّف هذه: “عدلت تسلسل الثني، وضبطت معامل K بناءً على دفعة المادة، وقللت وقت الإعداد عبر البرمجة خارج الخط.”
إذا كان التفكير موجودًا والرياضيات موجودة، فما الذي ما زال يُخرج الناس في أول 90 يومًا؟
تخيّل وردية عمل تمتد 10 ساعات على أرضية خرسانية. أحذية أمان صلبة. استخدام متكرر لدواسة القدم. رفع صفائح وزنها 40 رطلاً إلى مستوى الصدر لتجاوز الحواف الطويلة. تدوير، محاذاة، ثني. كرر.
الآن اقرأ معظم إعلانات الوظائف. يذكرون “بيئة عمل سريعة الوتيرة.” هذا كل شيء.
تشهد صناعة التصنيع مغادرة ما بين 12–18٪ من مشغلي الآلات خلال أول 90 يومًا. جزء من ذلك سببه عدم تطابق المهارات. والباقي سببه الواقع الجسدي الذي يكون أقسى مما توقعوا. عندما ينهار الجسد، يختفي التركيز معه. وعلى المكبح، فقدان التركيز يعني قطعًا تالفة—أو ما هو أسوأ.
إذا كانت وظيفتك تتعامل بانتظام مع صفائح 4×8 بواسطة مشغل واحد، فاذكر ذلك. إذا كنت تتوقع 8–10 ساعات من الوقوف مع دوران محدود، فاذكر ذلك. المشغلون الذين يبقون لفترات طويلة ليسوا مجهزين ذهنيًا فقط. إنهم مستعدون جسديًا. وهم يحترمون الورش التي تكون صريحة بشأن الحمل المطلوب.
هل تريد الاحتفاظ بالموظفين؟ طابق التوقع مع الواقع قبل اليوم الأول.
مرّر هذه: “يجب أن يكون قادرًا على العمل في بيئة تصنيع.” وظّف هذه: “وردية من 10 ساعات وقوفًا؛ رفع حتى 50 رطلاً بشكل متكرر؛ رفع جماعي للصفائح التي تزيد على 75 رطلاً؛ تُوفر بساطات مضادة للإرهاق.”
عرّف الآلة. عرّف الرياضيات. عرّف الجسد.
وبعد أن تفعل ذلك، لن يكون السؤال التالي هو ما الذي يجب أن تبحث عنه.
بل أين تجد الأشخاص الذين يستوفون ذلك بالفعل.
في الربيع الماضي أجريت بحثًا لمكبح قدرة 175 طنًا مزود بتحكم Delem. نشرنا الإعلان في اللوحات الكبرى. مئتا متقدم خلال عشرة أيام. لم يستطع أحدهم شرح خصم الانحناء دون استخدام Google.
في الأسبوع نفسه، اتصلت بثلاث ورش خاصة أعرفها منذ سنوات. كل منها كان لديه مشغل واحد يمكنه البرمجة في وحدة التحكم، وحساب الارتداد في ذهنه، وتدريب الفنيين الجدد. لم يكن أي منهم “باحثًا عن عمل”. لم يكونوا يتصفحون الإعلانات. كانوا يشغلون القطع.
إليك الآلية التي تواجهها: لوحات الوظائف الواسعة تكافئ كثافة الكلمات المفتاحية، لا المعرفة الحقيقية بالإعداد. فهي تخلط بين مشغلي الأزرار بأجر 16–14 دولارًا في الساعة (حوالي 70٪ من الإعلانات في معظم المدن الكبرى) وبين فنيي الإعداد بأجر 28–14 دولارًا (الأقلية)، ثم تُعدّل متوسط الأجر ليبدو وكأنه دور متوسط مستقر. ذلك الضجيج يطمس الإشارة. فتنتهي بفرز مهارات الرياضيات والتفكير الميكانيكي بعد فوات الأوان، داخل كومةٍ موجهةٍ للنقرات.
أما المهرة؟ أكثر من 90٪ من مشغلي مكابح الضغط يعملون في شركات خاصة عامًا بعد عام. حتى عندما ارتفعت البطالة فوق 6٪ عام 2021، بقي معظمهم في أماكنهم. الولاء زائد العمل الإضافي المنتظم يتغلبان على المخاطرة بإعلان مجهول. لذا إذا كانت خطتك هي “انشر وانتظر”، فأنت تصطاد في مكان لا يسبح فيه المتقنون.
لهذا السبب، فإن التعامل مع التوظيف وكأنه لعبة حجم يضمن وقت التوقف عن العمل. المشغلون الذين يمكنهم برمجة وحدة تحكم Delem وضبط عامل K دون أن يصابوا بالذعر لا يتسوقون في الأماكن العامة. يتم تطويرهم أو ترشيحهم أو استقطابهم بهدوء.
إذن إلى أين تذهب عندما تريد فعلاً معرفة إعداد التشغيل في خط الإنتاج؟
دخلت مختبر كلية مجتمع في أوهايو قبل عامين. ستة طلاب حول مكبس تدريب بقدرة 90 طن. أوقفهم المدرّس أثناء التشغيل وسألهم: “لماذا نما الحافة؟” فأجاب أحدهم: “المادة جاءت بزيادة .008 عن الاسمية، فاختلاف الارتداد غيّر النتيجة.”
ذلك الطالب لم يعمل قط في ورشة إنتاج، لكنه كان يفكر بالفعل كأنه مشغل في السنة الثالثة.
ما زالت مسارات الدخول الأساسية إلى هذه المهنة تمر عبر برامج مهنية وتدريبية وكلّيات تقنية. ليس لأن الشهادات مهمة، بل لأن الخبرة العملية هي المهمّة. عندما يُدرّس البرنامج قراءة الرسومات، وحساب سماحية الانحناء، وإجراءات الإعداد الآمنة قبل أن يلمس الطالب جدول إنتاج فعلي، فإنك تحصل على مادة خام تتناسب مع قالبك.
لكن إليك الفخ: بعض البرامج تخرّج مشغلي آلات، لا مفكرين في الإعداد. إذا اكتفيت بنشر إعلانك في لوحة وظائفهم، ستعود إلى لعبة الحجم.
الاستراتيجية مختلفة. اجلس في لجنة استشارية. أحضر رسوماتك الحقيقية. قدّم تدريباً مدفوعاً يتطلّب من الطالب إكمال إعداد كامل تحت الإشراف — من اختيار الأدوات إلى حساب الحمولة إلى فحص أول قطعة. أنت لا توظّف السير الذاتية، بل تدقق الكفاءة مبكراً.
نعم، ستستثمر وقتاً. قارن ذلك بستة أشهر من الهدر والتبديل الناتج عن توظيف غير مناسب. هذا هو خردة معدنية على قائمة الأرباح والخسائر في كلتا الحالتين. أحد المسارين يمنحك خط إنتاج للمواهب.
تجنّب: “خريج برنامج تشغيل آلات” بدون مشروع إعداد موثّق. وظّف هذا: طالب يمكنه عرض مشروع تخرج يتضمن حسابات الانحناء، وجداول الأدوات، وتقرير أول قطعة موقّع من المعلّم.
المدارس المهنية تمنحك قرباً من المواهب الناشئة. ولكن ماذا عن الأشخاص المتدرّبين بالفعل على التفكير تحت الضغط؟
في لجنة انتقال بقاعدة عسكرية، قابلت فني إنتاج سابق برمز 91E—أخصائي الحرف المتحالفة. كان يشغّل مطاحن ومخارط يدوية ومعدات تصنيع أثناء صيانة المركبات المدرعة. سألته كيف سيتعامل مع صندوق بأربع انحناءات. تحدث عن التسلسل وتفريغ الأدوات وشهادات المادة قبل أن أنهي السؤال.
وفّر أسبوعين من وقت التوقف في ورشته التالية لأنه كان يفهم الأنظمة، لا الأزرار فقط.
بعض التخصصات العسكرية تنطبق بوضوح: 91E (فني تشغيل آلات في الجيش)، 2A7X1 (فني معادن الطائرات في القوة الجوية)، وفنيي صيانة الهيكل في البحرية. هذه الأدوار تتطلب قراءة الرسومات، والانضباط في القياس، والتفكير في الصيانة الوقائية. يتم تدريبهم على التشخيص، لا التخمين.
الاعتراض الذي أسمعه: “ليس لديهم خبرة بمكبس الثني.” صحيح. لكن لديهم تفكير ميكانيكي تحت الضغط، وهذه السمة الأصعب في التعليم. يمكن تدريبهم على التحكم. أما الانضباط الإدراكي فهو أبطأ في التطوّر.
ولا، هذا ليس مسار توظيف خيري. إنه استراتيجي. المحاربون القدامى الذين يغادرون تخصصات MOS التقنية غالباً يدخلون برامج انتقال منظمة حيث يمكن لأصحاب العمل مشاهدة عروض المهارة، لا مجرد قراءة السير الذاتية. هذه عملية تحقق مضمّنة إذا شاركت بشكل صحيح.
تجنّب: “خبرة عسكرية” دون توافق مع رمز MOS تقني. وظّف هذا: 91E، 2A7X1، أو ما يعادله مع مسؤوليات موثّقة في التصنيع والقياس.
المدارس المهنية تلتقطهم وهم في بداياتهم. المحاربون القدامى يجلبون النضج والانضباط. ولكن ماذا لو كان المشغل الذي تحتاجه بالفعل يدير مكبساً في الورشة المجاورة؟
لقد وظّفتُ ذات مرة مشغّلًا عمره 12 عامًا من ورشة ما زالت تستخدم مكبحًا هيدروليكيًا من ثمانينيات القرن الماضي بتحكمٍ أساسي. لم يكن غير سعيد. كان محدودًا. لا أدوات جديدة. لا برمجةٍ غير متصلة. لا نموّ.
انتقل إلى ورشة تستثمر في مكبحٍ بقدرة 350 طن مزوّد بأنظمة تحكم حديثة. خلال أشهر، خفّض زمن الإعداد بنسبة 18% لأنه أخيرًا حصل على الأدوات التي تُطابق طريقة تفكيره.
تذكّر البيانات: مشغّلو مكابح الضغط يتجمّعون في شركاتٍ خاصة ويميلون للبقاء فيها. الإعلانات الباردة لن تُحرّكهم. لكنّ اندماج الشركات، وتقدّم المالكين في السن، أو نقص الاستثمار المزمن، يُنتج حالة من الاستياء الصامت.
الاستقطاب الأخلاقي ليس غزوًا للحصول على الأفراد. إنه رسم خريطةٍ للأماكن التي تُقيَّد فيها الكفاءة. ابحث عن الورش التي يُشاع أنها للبيع، المالكين على وشك التقاعد دون خطة خلافة، والمرافق التي ما زالت تستخدم أنظمة تحكمٍ قديمة بلا خطة رأسمالية. ثم اقترب منهم بسرّية وبعرض قيمة واضح: مكتبات أدوات أفضل، ميزانيات تدريب، دعمٌ للشهادات.
أنت لا تعدهم بطاولات بينغ بونغ، بل توفر لهم مجالًا تقنيًا للتقدّم.
هنا يكمن الخطر. الولاء متبادل. بعضهم لن يرحل أبدًا. وإن اقتربت بطريقةٍ فوضوية، ستحرق الجسور في مجتمعٍ ضيّق. هذا عملٌ جراحي، وليس توظيفًا عشوائيًا.
تمريرٌ صعب: رسائل جماعية لكل مشغّل ضمن 50 ميلًا. التوظيف الصحيح: تواصلٌ موجّه مع مشغّلين ذوي مهارة عالية في بيئاتٍ راكدة، مقرون بخطة تطويرٍ ملموسة.
“إذا كان التوظيف الرخيص يكلّف أكثر من الماهر، فلماذا يكرّر المالكون الأذكياء الخطأ؟”
لأنهم يسعون وراء الظهور بدلًا من الوصول الحقيقي.
أنت الآن تعرف أين يظهر المشغّلون المتمكّنون من الإعداد فعليًا. المشكلة التالية أصعب: عندما يدخلون إلى خطك—سواءً كانوا طلابًا أو قدامى أو محترفين مخضرمين—كيف تفرز القدرة الحقيقية من الكلام الواثق قبل أن يلمسوا قالب الاختناق لديك؟
في العام الماضي، اتصل بي صاحب ورشة بعد أن دمّر موظفٌ جديد قالبًا تدريجيًا $4,800 في اليوم التاسع. المشغّل كان يملك “خبرة مكبح ضغط لمدة 7 سنوات” على الورق. سيرة ذاتية نظيفة. مصافحة واثقة. ما لم يفعله أحد هو مراقبته وهو يقرأ المخطط، يحسب خصم الانحناء، ويُثبت أول قطعة باستخدام الكاليبَر قبل أن يُطلق في مكبس بقدرة 250 طن هو عنق الزجاجة للورشة.
لا تُثبت معرفة الإعداد من خلال السيرة الذاتية، بل تُثبتها كما تُثبت قطعةً مصنَّعة: بقياسها.
هذا هو التحوّل. الوصول جعلك تحصل على مرشّحين قد يكونون جيدين. تدقيق أرض الورشة يُخبرك من هو الجيّد فعلًا. ليس بأسئلةٍ عن الشخصية. وليس بـ“حدثني عن موقف”. بل بالاحتكاك المُتحكَّم فيه والملاحظ: القياس، الحساب، منطق التسلسل، والإعداد الحي تحت إشراف. إذا أزلت هذه الخطوة، فأنت توظّف الأمل—والأمل هو خردةٌ في كشف الأرباح والخسائر.
للشهادات مكانها. شهادة مكبح الضغط الدقيقة من FMA تمنح تعرّضًا جيدًا، لكنهم بأنفسهم يُشيرون إلى أنها ليست ترخيصًا مهنيًا ولا تعني الإتقان. تدريب المصنع يُركّز على الممارسة العملية أكثر من الاختبارات النظرية. جيد. وكذلك هذا التدقيق. نحن لا نُفرط في الاختبار—نكرر الحمل المعرفي نفسه الذي سيفرضه عنق الزجاجة لديك.
تمرير صعب: “خبرة 7+ سنوات” دون عرض فني فعلي. التوظيف الصحيح: أي شخص—سواء كان معتمدًا أم لا—يستطيع اجتياز اختبارات إعدادٍ حيّةٍ وملاحظة مُنظَّمة.
إذا كنت ستُرشِّح بناءً على الكفاءة، من أين تبدأ؟
سألتُ مرةً مرشحًا لماذا ترك ثلاث وظائف مكابح في أربع سنوات. كانت إجابته: “الهندسة كانت تفسد المخططات دائمًا. المواد كانت خاطئة دائمًا. الإدارة كانت تُسارع كل شيء.” لم يتضمّن حديثه جملة واحدة عمّا فعله للسيطرة على النتيجة.
في مكبح الضغط، السيطرة هي جوهر العمل.
في مكالمة هاتفية مدتها 20 دقيقة، أنا لا أتحقق من الجاذبية الشخصية. أنا أرسم خريطة للملكية والمسؤولية. اسأل: “أرشدني خلال آخر قطعة تجريبية سيئة لك. ما الخطأ الذي حدث، وكيف أصلحته؟” المشغّل المتمكّن من الإعداد سيتحدث عن اختلاف نصف القطر الداخلي، واتجاه الحبيبات، وتعويض الارتداد، وتبديل الأدوات، وإعادة حساب بدل الثني. تفاصيل. تسلسل. أرقام.
المشغّل الذي يكتفي بالضغط على الأزرار سيتحدث عن الشخص الذي أعطاه القطعة المسطحة الخاطئة.
التنقل بين الوظائف مهم أيضًا. ليس لأن التغيير أمر سيئ، بل لأن الأنماط تخبرك ما إذا كان المشغّل يرسّخ جذوره بعد إتقان آلة، أم ينسحب عندما تصبح الإعدادات معقّدة. تذكّر، 90% من المشغّلين المهرة يعملون في ورش خاصة ويستمرون هناك. فترات العمل القصيرة المزمنة غالبًا ما تشير إلى شخص بلغ حدّه في التشغيل، وليس في التفكير.
الأمر لا يتعلق بالموقف أو السلوك. إنه يتعلق بالنضج المعرفي تحت الضغط.
رفض واضح: “بيئة عمل سريعة الوتيرة” و“عضو فريق قابل للتكيّف” دون قصة تقنية تدعم ذلك. التوظيف الصحيح: شرح تفصيلي لخطأ في حساب الثني والمعادلات المستخدمة لإصلاحه.
قد يعرفون كيف يتحدثون. جيد. لكن هل يمكنهم قياس ما صنعوه للتو؟
قدّم للمرشح قطعة معدنية بسيطة تحتوي على ثنيتين ومجموعة قدمات قياس. لا توجّهه. فقط قل، “افحصها.”
ستتعلم في خمس دقائق أكثر مما تتعلمه في خمس مقابلات.
راقب أين تنظر أعينهم. هل يتحققون أولاً من طول الحافة؟ البعد الداخلي مقابل الخارجي؟ هل يؤكدون الزاوية باستخدام مقياس قبل أن يلقوا اللوم على خطأ في الطول؟ هل يدركون أن انحراف درجة واحدة يمكن أن يؤثر على الأبعاد الطولية تبعًا لطول الحافة؟
لقد رأيت مشغّلين يضبطون الزوايا بالعين بدقة ويخطئون تسامح ±0.010 لأنهم قاسوا إلى السطح الخطأ. ليست مشكلة في الآلة. إنها مشكلة في فهم الرسومات.
الاختبارات المجانية عبر الإنترنت في الصناعة تكشف بانتظام الثغرات في معايير الرسومات Y14.5 وفي حسابات بدل الثني قبل بدء العمل العملي. لقد طبقت ذلك من خلال اختبار كتابي قصير قبل اختبار القدمات—أساسيات خصم الثني، وتقدير الحمولة بالطن، وتوجيه اتجاه الحبيبات. هذا يقلب الثقة رأسًا على عقب. أحيانًا المرشح الأكثر صخبًا يعجز عن الأساسيات.
أنت لا تبحث عن الكمال. أنت تبحث عن العملية. هل يعيد معايرة القدمات؟ هل يتساءل عن الرسم إذا كان هناك تراكب خاطئ في الأبعاد؟ هل يفهم تراكم التسامحات؟
مشغّل في السنة الثالثة يتقاضى $23 في الساعة قد يكلف $6 أكثر في الساعة، لكن الهدر ينخفض بحوالي $50 شهريًا. هذا الفارق يظهر هنا—في الانضباط في القياس.
رفض واضح: يقوم بالقياس مرة واحدة، يهز كتفيه، ويقول “قريبة”. التوظيف الصحيح: يتحقق ويقارن ويشير إلى الرسم ويشرح سبب التفاوت.
يمكنه القياس. جيد. الآن دعنا نرى إن كان يمكنه التفكير قبل أن يُثنى المعدن.
ضع مخطط إنتاج حقيقي على الطاولة. أربع ثنيات. أطوال حواف مختلفة. بعد داخلي ضيق. اطرح سؤالاً واحدًا: “اشرح لي خطوات إعدادك.”
الصمت لا بأس به. التفكير جيد.
المشغّل المتمكّن من الإعداد سيبدأ بنوع المادة وسماكتها. ثم اختيار الأدوات—عرض قالب الـ V نسبةً إلى السماكة، ونصف القطر الداخلي المستهدف. ثم حساب الحمولة لكل قدم لتجنب زيادة الحمل على آلة الثني. ثم تخطيط التسلسل لمنع الاصطدام الذاتي أو انحباس الحواف.
الترتيب مهم لأن الفيزياء مهمة.
أدلة التدريب من كبار مصنّعي المكابح واضحة: حتى قراءة المخططات الأساسية والإعداد الآمن تستغرق أسابيع إلى شهور لتُستوعب داخليًا. الإعدادات المعقدة لماكينات CNC والقدرات العالية في الطن تحتاج وقتًا أطول. وهذا بالضبط سبب وجود هذا الاختبار. إذا لم يكن المتدرب قد استوعبها بعد، فسترى ذلك هنا — دون تعريض الإنتاج للخطر.
إذا كنت ترغب في قياس منحنى التعلم هذا مقابل إمكانات الماكينات الفعلية، قم بتنزيل الكُتيبات التقنية لـ CN-HAWE للحصول على المواصفات التفصيلية لمكابح الضغط CNC وأنظمة الصفائح المعدنية. إن مراجعة تصميم الإطار، وتصنيفات الطن، وتكوينات التحكم، وتطبيقات الثني المدعومة يجعل من الأسهل فهم سبب أن تدريب الإعداد الصحيح ليس اختياريًا — فمعدات 100% الحديثة المعتمدة على CNC مصممة للدقة، لكنها لا تزال تعتمد على مُشغل يفهم الأساسيات.
أنت لا تستبعد المتعلمين. أنت تميز بين من ينفذ ومن يفكر. المرشح الذي يقول: “أحتاج لتأكيد بدل الثني — هكذا سأحسبه”، هو جدير بالاستثمار. ومن يقول: “الآلة تُحدد ذلك بنفسها”، فليس كذلك.
عندما يتعامل شخص مع وحدة التحكم كما لو كانت سحرًا، فذلك حادث قوالب ينتظر الحدوث.
رفض حازم: “أنا فقط أبرمج ما تعطيني الهندسة إياه.” التوظيف الجيد: يستعرض حساب بدل الثني ومخاطر الاصطدام قبل لمس وحدة التحكم.
الورق والحديث بيئات مضبوطة. الإنتاج ليس كذلك. فكيف تختبر تحت الضغط دون أن تُخاطر بأدوات بقيمة $10,000؟
أُنظم مقابلات العمل المدفوعة كإعدادات نصف يوم تحت إشراف على قطع غير حرجة. ليست وظائف خردة — هندسة حقيقية، مخاطر مضبوطة. نحدد حد الطن، نفحص القطعة الأولى معًا، ونراقب عملية اتخاذ القرار تحت قيود واقعية.
أحد المشغلين الذين وظفتهم قام بضبط موضع مقياس الارتداد بعد ملاحظته انحناءً طفيفًا في المادة قبل أول ثني. أنقذ أسبوعين من التوقف في ورشته التالية لأن تفكيره المنهجي انتقل إلى الصيانة الوقائية وتوحيد إجراءات الإعداد. هذا ما تشتريه بالضبط.
قارن ذلك بالمرشح الذي يتجاوز إنذارات الطن لأنه “سيكون بخير”. هكذا تنشطر القوالب. وهكذا تصبح محاذاة الكباس موضع شك. وهكذا يتزايد الخردة بصمت حتى يُلقي أحدهم اللوم على المادة من جديد.
هل هذا مبالغة؟ ليس مقارنةً بحادث قالب واحد، أو حامل قوالب تالف، أو دفعة من 400 قطعة مثنية بشكل خاطئ تتكدس خلف جهاز الليزر.
أنت تدفع بضع مئات من الدولارات مقابل مقابلة عمل مدفوعة. هذا تأمين ضد أضرار بخمسة أرقام وأشهر من الدوران.
إذا كنت تُشدد معايير التوظيف لديك، فمن المفيد أيضًا اختبار ضغط الماكينات والعمليات التي سيرثها هؤلاء المشغلون. محفظة CN-HAWE المعتمدة على 100% CNC تغطي الثني عالي المستوى، والقطع بالليزر، والتخديد، والقص، وأتمتة الصفائح المعدنية، مدعومةً ببحث وتطوير مستمر عبر مكابح الضغط والمعدات الذكية — بحيث يمكنك مواءمة قدرات المشغل مع قدرات المعدات من اليوم الأول. للنقاش حول تكوين الماكينات، متطلبات الإعداد، أو تقييم الملاءمة لمزيج إنتاجك، يمكنك تواصل مع CN-HAWE بدء المحادثة.
رفض حازم: يرفض التجربة المدفوعة أو يقاوم الفحص تحت الإشراف. التوظيف الجيد: يرحب بالتدقيق، يشرح قراراته مباشرة، ويطلب الملاحظات.
الوصول ملأ خط إنتاجك. تدقيق أرضية الورشة يحمي نقطة الاختناق لديك من توظيفات تسبب الخردة.
الآن يظهر خطر مختلف: بمجرد أن تحصل أخيرًا على مشغل يفهم إعداد الماكينات، كيف تمنعه من المغادرة خلال أول 90 يومًا؟
لقد فحصتهم جيدًا. رأيتهم يحسبون الحمولة، ويخططون التسلسل، ويفحصون القطعة الأولى دون الحاجة إلى توجيه مباشر. وأخيرًا أودعت مواد دقيقة في القالب الذي يمثل عنق الزجاجة في الإنتاج.
ثم بعد ستة أشهر، رحلوا.
تلك هي النقطة التي لا يُحذِّرك منها أحد. حتى المشغل المتمرس في الإعداد سيغادر إن شعر خلال أول 30 يومًا وكأنه أُلقي به داخل مكبس بوزن 200 طن دون مراقب. الكفاءة جعلت توظيفه ممكنًا، لكن البيئة هي التي تحدد ما إذا كان سيبقى.
وإليك الحقيقة المزعجة: معظم حالات الاستقالة خلال أول 90 يومًا لا تتعلق بالأجر، بل بالفوضى. لا معيار للأدوات. لا إعدادات موثقة. لا حدود واضحة للأخطاء. الموظف الجديد يقضي وقتًا أطول في البحث عن اللكمات بدلًا من ثني الأجزاء، ويقع عليه الضغط لأنهم يعتبرونه “الخبير الجديد”.”
وهكذا يلتوي الصلب الجيد.
“إذا كان التوظيف الرخيص يكلّف أكثر من الماهر، فلماذا يكرّر المالكون الأذكياء الخطأ؟”
لأنهم يظنون أن التوظيف حلّ عنق الزجاجة. لكنه لم يفعل. كل ما حدث أنك نقلت نقطة الإجهاد إلى مرحلة الاندماج.
رفض قاطع: “نرميهم لنعرف إن كانوا سيغرقون أم يسبحون.” الأفضل توظيفًا: خطة مكتوبة لتقدم مدروس على مدى 30 يومًا مع تعرض محدد، ودورات تغذية راجعة، ومخاطر مضبوطة.
إذًا أين يتعطل ذلك البروتوكول أولًا عادةً؟
يمكن لأفضل مشغل لديك أن يثني صندوقًا معقدًا وهو شبه نائم. لكنه لا يستطيع شرح طريقة تفكيره.
وهذا ليس عيبًا في الشخصية، إنه ذاكرة عضلية.
لقد صوّرتُ مشغلين محترفين أثناء تغيير القوالب. نصفهم يهدر الحركة في البحث عن الأدوات، وتعديل الوقفة، وإعادة فحص المشابك التي لا يثقون بها. ومع ذلك يحققون زمن الدورة لأنهم سريعين. ولكن عندما يتتبعهم الموظف الجديد، ينسخ عدم الكفاءة إلى جانب المهارة. وهكذا يتضاعف الهدر الخفي في التدريب.
كما أن “أفضل عامل لديك” بنى حلولاً التفافية عبر السنين — اختصارات لا تعمل إلا لأنه يعرف مزايا وعيوب الآلة. الموظف الجديد لا يعرف ذلك. لذا يُقال له “فقط زد الحمولة قليلًا” دون أن يفهم حدود التحميل أو مخاطر الانحراف عن المركز. وهكذا تتشقق القوالب.
لذا لا تجعل أفضل مشغلك مدربًا، بل اجعله موضوع التدريب.
صوّر إعداداته. حدّد الخطوات. أزل البحث عن الأدوات. وحِّد مواقع المشابك. وثّق حسابات الحمولة. حوّل الغريزة إلى قائمة تحقق. الآن يتعلم الموظف الجديد نظامًا وليس شخصية.
التدريب ليس تتبع بطل، بل تثبيت عملية قابلة للتكرار.
رفض قاطع: “اعمل مع جو لبضعة أسابيع.” الأفضل توظيفًا: أوراق إعداد موثقة، وتغيير قوالب مصوّر، ومدرب يمكنه شرح الحسابات — لا مجرد تنفيذها.
بمجرد أن يصبح لديك نظام للتعليم، متى تسمح لهم أخيرًا بالتعامل مع الفولاذ؟
أسبوعان. على الأقل.
ليس لأنهم غير كفؤين. بل لأن آلتك تستحق الاحترام.
الأسبوع الأول ليس للانحناء. إنه للملاحظة وقراءة الكتيبات. نعم، الكتيبات. لقد رأيت موظفين أقوياء يُخفضون الإنتاجية لأنهم خمنوا معايير التحكم بدلًا من فهم الواجهة. المشغل المتمكن من الإعداد الذي يتخطى منطق تحكمك الخاص يمكنه أيضًا أن يخطئ في تسلسل البرنامج.
دعهم يراجعون سير العمل. أين تُخزّن الأدوات؟ كم عدد عرض القوالب الذي يُستخدم فعليًا؟ ما هو مسار التغيير؟ العيون الجديدة تكتشف الاحتكاك الذي توقف المخضرمون عن رؤيته.
الأسبوع الثاني يقدم التشغيل المنضبط: انحناءات فردية، مقالات أولى تحت الإشراف، حمولة محددة، وثني هوائي فقط. لا يوجد ثني سفلي بعد. الثني السفلي يتطلب تحكمًا دقيقًا في الحمولة وتوقعًا لارتداد المادة. لا تجري التجارب هناك.
بحلول اليوم العاشر، ينبغي أن يكونوا قادرين على شرح السبب في أن اختيار قالب V يغيّر نصف القطر الداخلي. إذا لم يستطيعوا تدريسه، فهذا يعني أنهم لا يمتلكونه بالكامل.
أنت لا تؤخر الإنتاجية. أنت تمنع الاحتراق خلال 90 يومًا الناتج عن تحميلهم مسؤولية نظام لم يصممونه.
قرار حازم: لا حصص إنتاج كاملة في الأسبوع الأول. التوظيف المثالي: إتقان الكتيبات، مراجعة سير العمل، ثم الثني الهوائي تحت الإشراف قبل العمل عالي الحمولة.
لكن حتى التعرض المنضبط يثير السؤال الحقيقي: ماذا يحدث عندما يرتكبون أخطاء؟
ليست كل الأخطاء متساوية.
ثني لوحة من الفولاذ المقاوم للصدأ لعميل رئيسي؟ تحمل صفري. تشغيل حوامل داخلية مع تفاوتات واسعة؟ هذا مسار للتعلم.
حدد الأجزاء وفقًا لمستوى المخاطرة، وليس بدافع الذعر من الجدول الزمني. المهام المبكرة يجب أن تكون مكونات منثنية هوائيًا بتفاوتات متسامحة واعتماد منخفض على العمليات التالية. لا تراكمات دقيقة. لا أحمال كبيرة خارج المركز. لا ثني سفلي حتى يثبتوا أنهم قادرون على حساب الحمولة بشكل متكرر تحت إشراف.
هذا ليس تدليلًا. إنه علم فيزيائي.
عندما يعلم الموظف الجديد أن هناك منطقة محددة لتحمل الخطأ، يقل التوتر. يركز على العملية بدلًا من البقاء. هذا الثقة تتضاعف. وبحلول الأسبوع الرابع، توسع النطاق—تُدخل تفاوتات أكثر دقة، وتسلسلات أكثر تعقيدًا، وأخيرًا الثني السفلي المنضبط مع فحوصات حمولة موثقة.
التقدم المنهجي يمنع قاتلين: الذعر والملل. ضغط زائد فيتركون العمل. نمو قليل فيتركون العمل.
البروتوكول ذو الثلاثين يومًا ليس لإبطائهم. إنه لإثبات أن الورشة تعمل وفق أنظمة، لا بطولات فردية. المشغلون المهرة يبقون حيث تحميهم العمليات.
قرار حازم: “كل شيء عاجل.” التوظيف المثالي: مهام مصنفة حسب مستوى المخاطر، تقدم موثق، وحدود واضحة لما لا يُتوقع منهم تشغيله بعد.
لقد تحققت من إمكانية الإعداد لديهم. وحميتها بالهيكل التنظيمي.
الآن يأتي المفترق الاستراتيجي: متى يكون من المنطقي أكثر بناء هذه الكفاءة داخليًا بدلًا من ملاحقتها في السوق؟
لقد بنيت النظام. يمكنك تعليم مهارات الإعداد دون المقامرة على البطولات الفردية.
الآن السؤال الحقيقي: متى تتوقف عن مطاردة وحيد القرن وتبدأ في تصنيعه؟
إليك الإجابة غير الواضحة: نقطة التعادل لا تتعلق بالأجور، بل بعرض السوق. عندما يعجز السوق الخارجي باستمرار عن تقديم مشغلين ملمين بالإعداد ضمن فترة التسعين يومًا الحرجة للبقاء، فإن كل شهر إضافي تقضيه في “البحث” هو خردة معدنية في حساب الأرباح والخسائر.
انظر إلى واقع فترات الخدمة. معظم المشغلين في هذه المهنة تقل خبرتهم عن عامين في المنصب. أصحاب الخبرة العميقة في الإعداد حالات استثنائية إحصائيًا. إذا كان مخطط التوظيف لديك يفترض تدفقًا ثابتًا من الخبراء الجاهزين للعمل فورًا، فأنت تصمم استراتيجية تعتمد على مجموعة عمالية شبه معدومة. هذا ليس تفاؤلًا، بل إنكار يرتدي زي الصبر.
إذن، ارسم خطًا واضحًا: إذا أجريت ثلاث عمليات بحث جدية، وقيمت المرشحين بدقة، وما زلت عاجزًا عن توظيف شخص يمكنه شرح حسابات الضغط دون تخمين، فقد قال السوق كلمته. توقف عن تغذية عنق الزجاجة بمواد مشوهة.
وظف هذا: خطة تطوير داخلية لمدة 6–9 أشهر مع أهداف محددة. تجاوز هذا: “دعنا نستمر في نشر الإعلان ونرى من يتقدم”.”
لأنك إذا لم تتمكن من شراء الكفاءة بسعر يسمح بالبقاء، فخياراتك تقتصر على خيار واحد — أن تبنيها بنفسك.
خذ مثالًا افتراضيًا. لديك عامل عام موثوق يعمل بسعر $18 في الساعة. يحضر مبكرًا. يقرأ المخططات بشكل معقول. بلا خبرة في مكبح الثني.
تستثمر 200 ساعة تدريب منظمة على مدى ستة أشهر — يتعلم بالملاحظة ضمن نظامك الموثق، يشارك في ثني الهواء تحت الإشراف، وينفذ قطع اختبار أولية مضبوطة. خلال هذه المرحلة، افترض انخفاضًا محافظًا في الإنتاجية: ربما تحتاج إلى بعض وقت المشرف وتأخير في دورات العمل.
قارن ذلك بالبديل: توظيف خارجي متكرر يفشل بعد الشهر الرابع. رسوم التوظيف. العمل الإضافي لتغطية الثغرات. الهدر الناتج عن عمليات إعداد مستعجلة. النزيف غير المرئي.
المشغل في السنة الثالثة بسعر $23 في الساعة قد يكلف $6 أكثر في الساعة، لكن الهدر ينخفض إلى حوالي $50 شهريًا. هذا الفرق البسيط في الأجر بالكاد يؤثر على هامش الربح لأنه يُعوض بتقليل عدد القوالب المكسورة، والألواح المعاد صنعها، ووقت الإشراف الزائد. يبدو الرفع مكلفًا في كشوف الرواتب، لكنه غير مرئي في الأرباح.
إليك الرافعة التي غالبًا ما يغفلها أصحاب الأعمال: استهدف الكفاءة في برمجة CNC أولًا. ليس “أن يكونوا أفضل”، بل أن يكونوا مبرمجين أكفاء. الكفاءة في البرمجة تمنح زيادة في الأجر لأنها تضاعف إنتاجية الماكينة. المشغل الذي يستطيع تعديل التسلسل، وتحسين ترتيب الانحناءات، والتنبؤ بالارتداد، لم يعد مرتبطًا بمجرد الضغط على الأزرار — لقد أصبح يتحكم في الإنتاجية.
تجنب تمامًا: “سنعلمهم فقط تشغيل الأجزاء.” وظف هذا: مسار مكتوب من مشغل إلى مبرمج مع زيادة أجور مرتبطة.
لكن إليك الفخ: ماذا يحدث عندما تطورهم… ويصطدمون بالسقف؟
على الورق، يبدو إقران مشغل مبتدئ بمخضرم متقاعد خيارًا مثاليًا. نقل المعرفة. الحفاظ على “رياضيات المهنة” المتوارثة. الجميع يستفيد.
إلا أن معظم الورش ليس لديها في الواقع مجموعة من أساتذة مكبح الثني بخبرة 20 عامًا ينتظرون التوجيه. المشغلون طويلي الخبرة نادرون. تصميم خطة النمو الخاصة بك حول فئة عمالية تتلاشى أشبه ببناء جدول إنتاج اعتمادًا على آلة بعتها العام الماضي.
لذا غيّر النموذج.
بدلاً من “تدرّب تحت إشراف المعلم القديم”، فكّر في “تدرّب وفق العملية الموثقة، التي يراجعها أفضل المفكرين لديك.” يصبح المخضرم محررًا، لا مضيفًا خفيًا. يقوم بالتحقق من حسابات الحمولة. ينتقد إعدادات العمل. يختبر المنطق تحت الضغط. النظام هو الذي يقدّم التعليم اليومي.
هذا الفرق مهم لأنه قابل للتوسيع. يمكن لمخضرم واحد أن يراجع عمل ثلاثة مشغّلين متدربين إذا كانت العملية موحدة. بدون توثيق، بالكاد يستطيع تدريب واحد فقط.
مرفوض: “اعمل مع جو حتى يتقاعد.” الأفضل: إعدادات مسجلة، قوائم فحص، وجلسات مراجعة منظمة حيث يتم شرح العمليات الحسابية بصوت عالٍ.
لكن حتى لو درّبت موظفيك داخليًا ونقلت المعرفة بالشكل الصحيح، فلماذا يترك أفضل العاملين لديك الورش النظيفة إلى الورش في الجوار؟
أفضل المشغلين لا يتركون العمل أولاً لأنهم غير سعداء. إنهم يتركون أولاً لأن لديهم خيارات.
المشغل الماهر للمكابح الضاغطة يعرف الفرق بين لوحة تحكم منهكة وأخرى حديثة. يعرف متى تنحرف مؤشرات الارتداد. يشعر بعدم انتظام الأنظمة الهيدروليكية في معصميه. تشغيل معدات قديمة ليس مجرد إزعاج—it يحد من نموه.
إذا كان سوق العمل يصنّف عمل مكبس الثني على أنه “إنتاج”، بينما تريد الاحتفاظ به كـ“حرفة ماهرة”، فعليك أن تجعل معداتك تعكس هذا الفرق. الاستثمار في أنظمة تحكم مطوّرة، وأنظمة أدوات دقيقة، وإمكانات برمجة خارجية—ليست عمليات شراء من باب المظهر. إنها ركائز للاحتفاظ بالموظفين.
الاستثمار في التدريب وتخصيص المعدات يسيران جنبًا إلى جنب. عندما يرى المشغل أنك تحدّث بيئة العمل، يفسّر ذلك كالتزام منك برفع سقفهم التقني. وعندما يراك تلصق شريطًا على لوحة تحكم عمرها 20 عامًا، يبدأ بتحديث سيرته الذاتية.
مرفوض: الترويج لـ“نمو مهني” على آلات تحد من التعبير عن المهارة. الأفضل: ترقيات رأسمالية متماشية مع سلّمك التدريبي الداخلي.
وجهة النظر التي أريدك أن تحتفظ بها.
مكبس الثني لديك هو القالب الذي يختنق منه الإنتاج بأكمله. إذا ملأته بموظفين دون مهارة كافية، يتصاعد الضغط، تنحرف القطع، وتبدأ خطوط الإنتاج بالتنافر. أما إذا غذّيته بخامات بشرية دقيقة—مشغلين تم بناؤهم داخل نظام، وعلى معدات تليق بمهارتهم—فسيتحول الضغط إلى إنتاجية.
خط التعادل المالي ليس تاريخًا في جدول حسابي. إنه اللحظة التي تدرك فيها أن السوق لن يحل مشكلة ضعف المعرفة التقنية لديك.
عندما تدرك ذلك، تتوقف عن السؤال: “من يمكننا توظيفه؟”
وتبدأ بالسؤال: “ما هي القدرة التي سنصنعها بعد ذلك؟”


















