

لقد ثنيتها إلى زاوية 88°. ثم صدمتها مرة أخرى. 91.5°. أزلت القالب، وضعت لوح شِمّ بسُمك 0.5 مم، أجريت اختباراً آخر لقطعة، وأخيراً وصلت إلى 90°.
تلك “الرقصة الصغيرة” استهلكت 18 دقيقة وقطعتين من صفائح A36 بسمك 11‑عيار. ومع ذلك ما زلت تسمي هذا القالب “متعدد الاستخدامات”.”
أنت لا تشعر بالهدر لأنه يختبئ داخل “الإعداد العادي”. هذه هي الفخاخ.
على مكبس انحناء بقدرة 120 طن، أثناء ثني فولاذ معتدل بسماكة 3 مم في فتحة قياسية 8×V، شاهدتُ مشغلين مهرة يقومون بثلاث ضربات اختبارية قبل اعتماد أول قطعة. وبمعدلات ورشة تبلغ $85 في الساعة، فإن ذلك يعادل تقريباً $25 من تكلفة العمالة قبل بدء الإنتاج—لكل إعداد. أضف قطعتين تالفتين بقيمة $6 لكل منهما، وستجد نفسك أنفقت $37 قبل أن تبيع أول قطعة.
كرر ذلك خمس مرات في اليوم وستكون قد دفنت $185 في “تعديلات طفيفة”.”
قاعدة أرضية الورشة: إذا كنتَ تصحح الزاوية أكثر من مرة لكل إعداد، فالقالب ليس متنوع الاستخدام—بل غير متطابق.
القالب V يشبه مفتاح الربط القابل للضبط في بناء محرك دقيق. سيُدير الصامولة. وقد يبدو جيداً في يدك. لكن في كل مرة تنزلق فيها وتُدوّر الحافة، تدفع ثمن تلك الراحة لاحقاً.
إذن، لماذا تُرغم الأداة التي “تعمل على كل شيء” على تعديل كل شيء؟
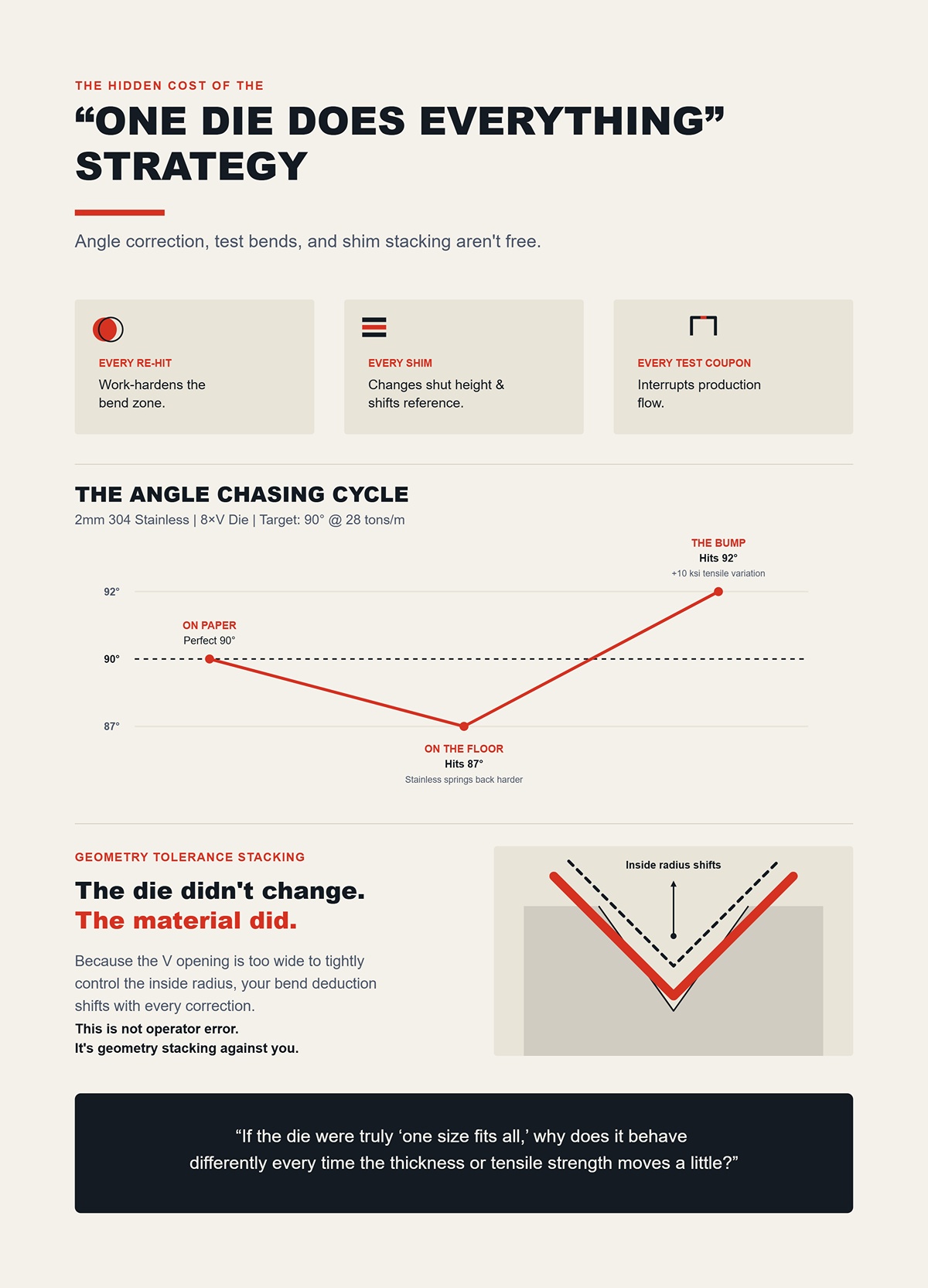
تصحيح الزاوية ليس مجانياً. فكل ضربة إضافية تُقوّي منطقة الانحناء. وكل شِمّ يغيّر ارتفاع الإقفال ويحوّل مرجعك. وكل قطعة اختبارية تُعطل سير العمل.
افترض أنك تعمل على فولاذ مقاوم للصدأ 304 بسماكة 2 مم في نفس فتحة 8×V. الفولاذ المقاوم للصدأ يرتد أكثر من الفولاذ المعتدل. أما جدول الوزن فذكر أن 28 طن لكل متر ستُعطيك زاوية 90°. على الورق، مثالية. على أرض الواقع، تحصل على 87°.
لذا، تقوم بزيادة الضغط. الآن أصبحت 92° لأن دفعة المادة الجديدة تمتلك مقاومة شد أعلى بمقدار 10 آلاف رطل لكل بوصة مربعة عن السابقة.
تبدأ بمطاردتها.
القالب لم يتغير. المادة هي التي تغيرت. وفتحة V واسعة جداً للتحكم في نصف القطر الداخلي بدقة، لذلك يتغير خصم الانحناء مع كل تصحيح. هذا ليس خطأ المشغل. هذه هي تَراكُم التفاوتات الهندسية ضدك.
لو كان القالب حقاً “مقاساً واحداً يناسب الجميع”، فلماذا يتصرف بشكل مختلف في كل مرة يتغير فيها السُمك أو مقاومة الشد قليلاً؟
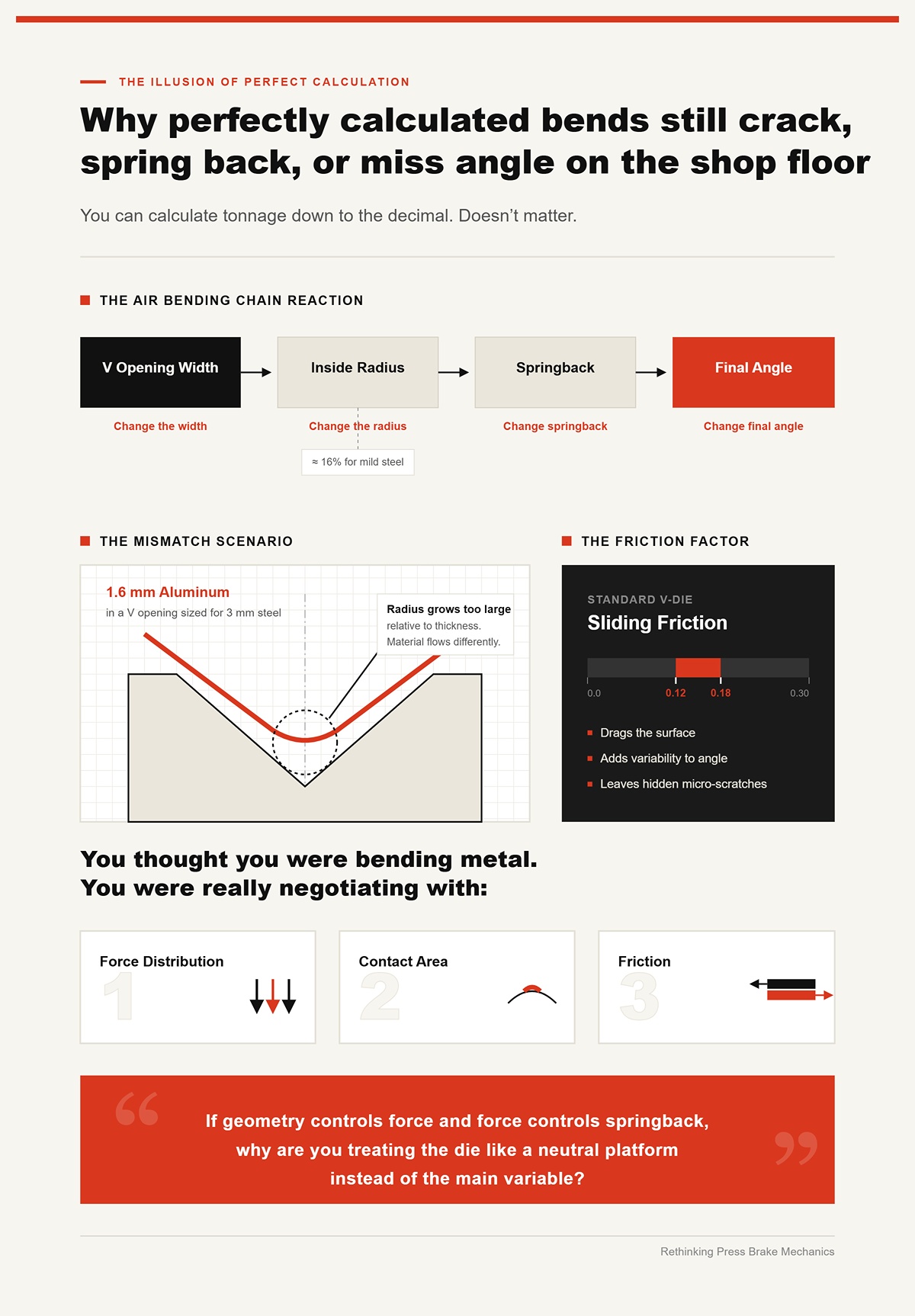
يمكنك حساب القوة المطلوبة حتى العُشر. لا يهم.
في الانحناء بالهواء، يتشكل نصف القطر الداخلي كنسبة من فتحة V—عادة حوالي 16% للفولاذ المعتدل. عندما تُغيّر عرض فتحة V، تُغيّر نصف القطر. وحين تُغيّر نصف القطر، تتغيّر الارتدادات. وعندما تتغيّر الارتدادات، تتغيّر الزاوية النهائية.
تخيل الآن ألمنيوم بسماكة 1.6 مم في فتحة V مصممة لفولاذ بسماكة 3 مم. نصف القطر الداخلي الناتج يصبح كبيراً جداً مقارنة بالسماكة. يتدفق المعدن بطريقة مختلفة. تحصل على زوايا غير متناسقة على طول القطعة لأن الاحتكاك في قالب V القياسي هو احتكاك انزلاقي—عادة بين 0.12 و0.18. هذا الانزلاق يَجر السطح، ويضيف تبايناً، ويترك خدوشاً دقيقة لا تراها إلا بعد الطلاء بالمسحوق.
كنت تظن أنك تقوم بثني المعدن. في الواقع كنت تتفاوض مع توزيع القوة، ومساحة التلامس، والاحتكاك.
إذا كانت الهندسة تتحكم في القوة والقوة تتحكم في الارتداد، فلماذا تتعامل مع القالب (المصفاة) وكأنه منصة محايدة بدلًا من كونه المتغير الرئيسي؟
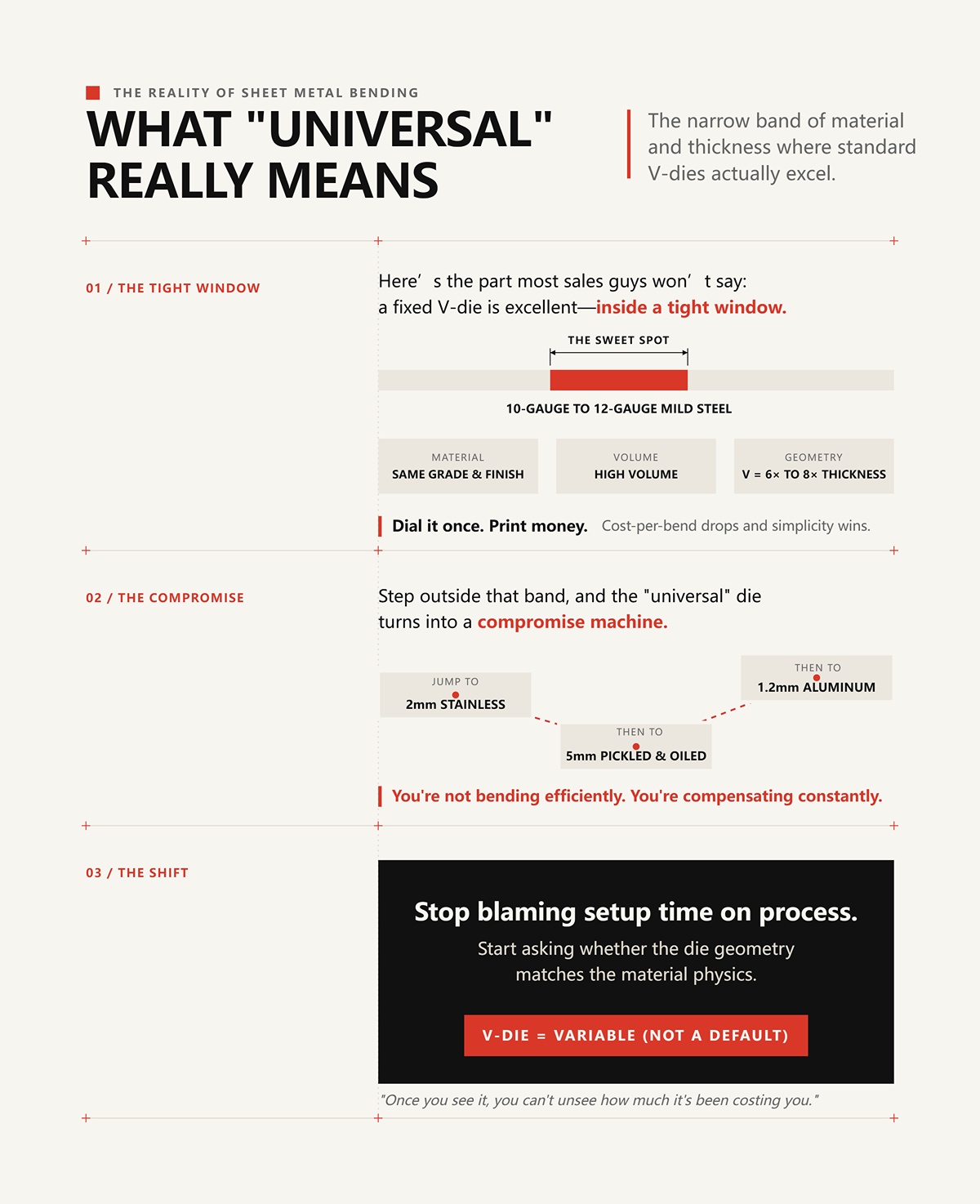
إليك الجزء الذي لا يقوله معظم مندوبي المبيعات: القالب الثابت على شكل V ممتاز—ولكن ضمن نطاق ضيق جدًا.
شغّل فولاذًا خفيفًا بسمك من قياس 10 إلى 12 طوال اليوم، بنفس النوع ونفس التشطيب وبكميات عالية. حافظ على فتحة الـV عند 6× إلى 8× من السماكة. اتركه في الماكينة. اضبطه مرة واحدة. اطبع المال.
هناك ينخفض التكلفة لكل ثنية وتفوز البساطة.
اخرج عن ذلك النطاق—انتقل من فولاذ مقاوم للصدأ بسماكة 2 مم إلى فولاذ مخلل ومزيت بسماكة 5 مم، ثم إلى ألومنيوم بسماكة 1.2 مم—وسيتحول القالب الـ“عالمي” إلى آلة تسويات وتنازلات. لن تكون عملية الثني فعّالة. ستقوم بالتعويض باستمرار.
التحول الذي أريدك أن تجريه بسيط وغير مريح: توقف عن إلقاء اللوم في زمن الإعداد على العملية، وابدأ في التساؤل عمّا إذا كانت هندسة القالب تتطابق مع فيزياء المادة.
لأنه بمجرد أن ترى القالب على شكل V كمتغير وليس كخيار افتراضي، لن تستطيع أن تتجاهل كم كان يكلّفك.
استبدلت قالب V بفتحة 16 مم بآخر بفتحة 24 مم لفولاذ A36 بسماكة 3 مم لأن جدول الحمولة قال إنك ستنخفض من نحو 40 طنًا لكل متر إلى حوالي 27. خطوة ذكية، أليس كذلك؟
أول ضربة تعطي زاوية 88°. نفس البرنامج. نفس السنّة. نفس مقياس الرجوع الخلفي. التغيير الوحيد كان القالب.
في تلك اللحظة تلوم معظم الورش العامل. أنا ألوم الفيزياء.
لم تقلل الحمولة فحسب. لقد زدت نصف القطر الداخلي من حوالي 2.5 مم إلى ما يقارب 4 مم، لأن نصف القطر الداخلي في الثني الهوائي للفولاذ الخفيف يتكون تقريبًا بنسبة 1/6 من عرض فتحة الـV. افتح الـV، ينمو نصف القطر. ينمو نصف القطر، تقل الإجهادات في المادة. تقل الإجهادات، يزداد الارتداد. وفجأة يتغير طرح الثني لأن المحور المعتدل تحرك.
تغيرت ثلاثة متغيرات. ولمست واحدًا فقط.
قاعدة ورشة العمل: عندما تغيّر فتحة الـV، فإنك تغيّر تلقائيًا القوة، ونصف القطر، والارتداد—لا وجود لتعديل يعتمد على متغير واحد فقط.
إذا كان عرض القالب يغير في الوقت نفسه هندسة التلامس وتوزيع الإجهاد، فكيف يُفترض بك أن تختار العرض الصحيح بدلًا من التخمين؟
على مكبس ضغط بقوة 120 طنًا، عند ثني فولاذ خفيف بسماكة 3 مم في قالب V بعرض 16 مم، قد تحتاج إلى نحو 40 طنًا لكل متر. استبدله بـ24 مم وسينخفض ذلك إلى حوالي 27. هذا الجزء واضح—القوة المطلوبة تنخفض كلما زاد عرض فتحة الـV.
ما هو أقل وضوحًا هو ما يحدث عند خط الثني.
في عملية الثني بالهواء، تلامس الصفيحة فقط كتفي القالب وطرف السنبة. كلما كان عرض الـV أكبر، زادت مساحة الدعم. ينثني المعدن أكثر قبل أن يخضع كليًا في المركز، مما يخلق نصف قطر داخلي أكبر. نصف القطر الأكبر يعني إجهادًا لدنياً أقل على ألياف السطح. والإجهاد الأقل يعني أن الجزء المرن من التشوه يصبح نسبة أكبر من الإجمالي.
والإجهاد المرن هو ما يتسبب في الارتداد (الرجوع المرن).
والآن لنتحدث عن الألمنيوم. سبائك السلسلة 5000 الصلبة قد ترتد أكثر من 5 درجات اعتمادًا على نصف القطر والمعالجة الحرارية. نفس قالب الـV، لكن سبيكة مختلفة، والمثلث يتشوه مجددًا. الفتحة الواسعة للـV التي تصرفت بشكل متوقع مع فولاذ A36 أصبحت الآن تبالغ في الارتداد مع 5052-H32 لأن معامل المرونة ونمط الخضوع في الألمنيوم مختلفان.
لذا عندما تقول إن القالب “شامل”، فأنت في الواقع تقول إنك مرتاح للسماح لثلاث متغيرات مترابطة بالتحرك بحرية.
وفتحة الـV الواسعة جدًا تجعل من الصعب التحكم بدقة في نصف القطر الداخلي، لذلك يتغير خصم الثني مع كل تعديل.
إذا كان هذا المثلث لا يمكن فصله، فمن أين جاءت قاعدة “ثماني مرات السُّمك” القديمة أساسًا، وهل ما زالت صالحة؟
شغّل فولاذًا طريًا بسماكة 2 مم في قالب V بعرض 16 مم — أي ثماني مرات السُّمك. في العادة ستحصل على نصف قطر داخلي حوالي 2.5 مم وارتداد يمكن التحكم به، ربما درجة أو درجتين. لعقود، كانت تلك القاعدة تجلب الأرباح في الورش.
الآن ضع فولاذًا عالي الشد بحد خضوع 700 ميغاباسكال في نفس قالب الـV بعرض 16 مم.
سترتفع القوة المطلوبة. وسيزداد الارتداد. بدلًا من درجتين، قد ترى 3 أو 4 درجات. ستقوم بالمبالغة في الثني للتعويض، ولكن لأن الـV كبيرة نسبيًا بالنسبة لمقاومة الخضوع الأعلى، فلن يخضع المعدن كليًا عبر السمك كما فعل الفولاذ الطري. أنت تثني ضمن هندسة تم ضبطها لمادة بخضوع 250 ميغاباسكال، لا 700.
كانت قاعدة 8× تفترض نطاقًا ضيقًا من مقاومات الخضوع وليونة يمكن التنبؤ بها. أما الفولاذات الحديثة فقد نسفت ذلك الافتراض تمامًا.
يمكنك تضييق الـV إلى 6× من السمك لزيادة الإجهاد وترويض الارتداد، لكن في المقابل ستقفز القوة المطلوبة. على آلة 120 طن تعمل بالقرب من طاقتها، لذلك تأثير واضح. يزداد تآكل الأدوات. يرتفع الضغط على الأكتاف. ويصبح خطر ترك علامات على السطح حقيقيًا.
الاختصار لم يكن خاطئًا، لكنه لم يكن كاملًا.
إذا كانت مقاومة الخضوع ومعامل المرونة يغيران معادلة الارتداد، فماذا يحدث عندما تغيّر طريقة الثني بالكامل؟
دعنا نكسر خرافة.
الثني بالالتصاق بالقاع لا يلغي الارتداد. لقد قمت بثني فولاذ طري سماكته 3 مم في قالب 90° واضطررتُ إلى خفض القالب إلى 88° للحصول على قطعة حقيقية بزاوية 90°. المادة لا تنسى مرونتها الساكنة لمجرد أنها لامست جدران القالب.
لكن الثني بالالتصاق بالقاع يغيّر الميكانيكا.
في الثني بالهواء، يتم تحديد الزاوية بواسطة عمق اختراق السنبة. في الثني بالالتصاق بالقاع، تُحدد الزاوية بواسطة هندسة القالب. أنت تُجبر المادة على مطابقة زاوية القالب تحت قوة أكبر — غالبًا بمقدار 3 إلى 5 أضعاف قوة الثني بالهواء.
تلك القوة الأعلى تدفع جزءًا أكبر من المقطع العرضي إلى ما بعد حد الخضوع، مما يقلل من الارتداد المرن. لا يُلغيه، بل يُقلّله.
المقايضة؟ قوالب فريدة لكل زاوية. مزيد من الضغط. مزيد من تآكل الأدوات. مزيد من عمليات التبديل. في الأعمال القصيرة المدى، تفقد وقتًا أثناء تبديل القوالب وضبط ارتفاع الإغلاق. في الأجزاء ذات الإنتاج الكبير والتفاوتات الضيقة ±0.25°، تكسب قابلية تكرار أعلى.
إذن نعم، الانحناء السفلي يعيد كتابة معادلة الارتداد المرن—لكنه يعيد كتابة اقتصاديات الإعداد أيضًا.
عندما يحذر مصنّعو الأدوات من الانحناء السفلي العشوائي، فليس لأنه غير دقيق. بل لأن دفع 90 طنًا في موقف يكفي فيه 30 طنًا يُظهر الانحراف في الماكينة، وعدم اتساق المشغل، واختصارات الصيانة.
لذلك أنت الآن توازن بين سعة القوة، القابلية للتكرار، ووقت التبديل.
وعندما تظن أنك أخذت في الاعتبار درجة المادة وطريقة الانحناء، هناك متغير واحد لا يزال قد يسبب تشقق الجزء إذا تجاهلته.
خذ الفولاذ المقاوم للصدأ 304 بسماكة 4 مم. إذا ثنيت باتجاه موازٍ لاتجاه الدرفلة في فتحة V بحجم 32 مم فقد تحصل على زاوية 90° نظيفة وبنصف قطر داخلي 5 مم.
قم بتدوير القطعة الفارغة 90°—وانحنِ بعرض اتجاه الحبيبات—باستخدام القالب نفسه.
الآن سترى تشققات مجهرية على السطح الخارجي.
لماذا؟
تعمل الدرفلة على إطالة بنية الحبيبات. عندما تنحني بعرض اتجاه الحبيبات، فإنك تمد تلك البنى الممدودة بشكل أكثر حدة. تقل ليونة المادة في هذا الاتجاه. نفس السماكة. نفس القالب. لكن سلوك الكسر يختلف.
إذا ضيّقت فتحة الـ V إلى 24 مم لتقليل نصف القطر الداخلي وزيادة الإجهاد، فقد تتمكن من التحكم بالارتداد المرن بشكل أفضل—لكنّك أيضًا تزيد إجهاد الألياف الخارجية وتجعل التشقق أسوأ بعرض اتجاه الحبيبات. وإذا وسّعت فتحة الـ V إلى 40 مم تقلل الإجهاد وتحمي السطح، لكن يزيد الارتداد ونصف القطر.
لا يوجد خيار محايد.
اتجاه الحبيبات ليس حاشية سفلية. إنه أمر بإعادة النظر فورًا في فتحة الـ V.
ومتى ما قبلت أن عرض الـ V، وقوة الخضوع، وطريقة الانحناء، واتجاه الحبيبات كلها تؤثر في قطعة المعدن نفسها في الوقت ذاته، تبدأ فكرة القالب “القياسي” في الظهور أقل كفاءةً وأكثر شبهًا بالمقامرة بأموال الورشة.
إذن إذا كانت الهندسة تحدد القوة، ونصف القطر، والإجهاد، ومخاطر الكسر في الوقت نفسه، فكيف سيكون شكل اختيار القوالب بالطريقة التي يختار بها بنّاء المحركات عزم الشد—بشكل مدروس، حسب المادة، حسب السماكة، في كل مرة؟
في الشهر الماضي شاهدت ورشة تقضي 3 ساعات في ثني نصف قطر داخلي 6 مم في فولاذ A36 بسماكة 4 مم بطول 2.4 م. خمس ضربات لكل شفة. تلميع خفيف بين الأجزاء لأن الأكتاف كانت تترك علامات. عند تكلفة تشغيل آلة قدرها $85 في الساعة، كان المجموع حوالي $255 قبل احتساب الهدر الناتج عن القطعتين اللتين خرجتا بزاوية مفتوحة 1.5° في الضربة الأخيرة.
هل تريد إطارًا لاختيار قالب الـ V المناسب؟ ابدأ من هنا:
لاحظ ما هو الأخير. الشكل الهندسي. لأنه بمجرد تحديد نصف القطر، وتوزيع الإجهاد، والتداخل، فإن فتحة V “القياسية” تتوقف عن كونها الخيار الافتراضي وتصبح مجرد خيار من الخيارات.
المفتاح القابل للضبط يستطيع أن يدير كل صامولة في المحرك. لكنه أيضًا سيجعل رؤوسها دائرية واحدًا تلو الآخر.
قاعدة أرضية الورشة: إذا كانت هندسة القطعة تجبرك على ضربات إضافية، أو تصحيحات، أو إعدادات ثانوية، فالهندسة الخاطئة هي هندسة القالب — وليس المشغّل.
الآن دعنا نقارن أين فعليًا تخسرك فتحة V القياسية المال.
قالب V مفرد بفتحة 32 مم مصنوع من فولاذ أداة صلادته 60 HRC يستطيع ثني فولاذ معتدل بسماكة 6 مم بالهواء طوال اليوم بسهولة. سعة حمولة عالية. انبعاج ضئيل. حواف نظيفة.
الآن ضع نفس العمل على قالب متعدد الفتحات يحتوي على فتحات 16 و22 و32 و40 مم مكدسة في جسم واحد.
الإعداد سريع. حرّك، ثبّت، واختر الفتحة. لعمل مكوّن من 10 قطع من فولاذ A36 بسماكة 3 مم اليوم وسبائك 5052 بسماكة 2 مم غدًا، يبدو ذلك فعّالاً.
لكن إليك الآلية التي تتجاهلها: القالب متعدد الفتحات يركّز المزيد من الإجهاد في جسم قالب أضيق. كتلة أقل تحت كل فتحة تعني انبعاجًا موضعيًا أكبر تحت ضغط 80–100 طن لكل متر. على سرير بطول 3 أمتار، فإن فرق ضغط رأسي بمقدار 0.1 مم فقط يغيّر زاوية الثني على طول القطعة. ويظهر ذلك كانحراف من 0.5° إلى 1° من طرف إلى آخر.
قوالب V المفردة أكثر سماكة. تحتوي على مادة أكثر أسفل الأخدود. انضغاط أقل. وثبات أفضل في الزاوية أثناء التشغيلات الطويلة.
في المواد السميكة أو عالية المقاومة — مثل الفولاذ بسماكة 8 مم ومتانة 700 ميغاباسكال — تكون الكتلة مهمة. القالب المفرد المخصص يوزع الحمل بشكل أكثر توازنًا، مما يقلل من تآكل القالب ويحافظ على تكرار الزاوية عبر مئات الضربات. القالب المتعدد سيؤدي الوظيفة، لكنك ستلاحظ تآكل الحواف في وقت أبكر، وتصحيح الزاوية سيبدأ بالتزايد تدريجيًا.
إذًا من الفائز؟
في التشغيلات القصيرة والقياسات المتنوعة: القالب المتعدد يوفر 10–15 دقيقة من وقت التغيير. في التشغيلات الطويلة، والأحمال العالية، والدقة الضيقة ±0.25°: القالب المفرد يحقق الاستقرار وطول عمر الأداة.
قالب V ليس هو المذنب. العادة المتمثلة في استخدام نوع واحد لكل أحجام الإنتاج هي المشكلة.
لكن التداخل لا يهتم بمدى راحتك.
تخيل صندوقًا كهربائيًا بعمق 150 مم. تقوم بتشكيل الحافتين الأوليين في فتحة V بعرض 24 مم. النتيجة نظيفة. مستقيمة الزوايا.
الآن جرّب الانحناء الثالث.
يصطدم الجدار الجانبي بجسم الكبّاشة قبل أن تصل إلى زاوية 90°. تحرك القطعة. تغيّر الزاوية قليلًا. تثني عند 88° وتأمل أن يعيدك الارتداد إلى الزاوية المطلوبة.
لقد ثنيتها إلى 88°.
المشكلة ليست في التحكم بالزاوية. إنها في مساحة الخلوص عند الحلق.
تسمح الكبّاشة ذات العنق الإوزي — بفضل شكل جسمها المخفّف — بمرور الحافة المشكلة إلى الأعلى دون تصادم. هذا الخلوص يسمح لك بدفع الكبّاشة بعمق كافٍ للتحكم بالزاوية بشكل صحيح، حتى في الانحناءات المرتدة أو الأشكال على هيئة حرف Z.
تفرض الكبّاشات القياسية حلاً وسطًا: انحناء ناقص لتفادي التداخل، ثم تعويض مفرط في مكان آخر. كل تعويض يغيّر خصم الثني، وكل تغيير يضيف خطأً تراكميًا عبر الصندوق ذي الجوانب الأربعة.
تكلفة أدوات العنق الإوزي أعلى في البداية. لكنها أيضًا تقضي على “رقصة” الضربات الجزئية، وتقليب القطع، أو تقسيم صندوق واحد معقد إلى إعدادين منفصلين.
إذا كان المشغّل يميل الصفيحة لـ “تمريرها خلسة” بجانب جسم الكبّاشة، فأنت بالفعل تدفع ثمن هندسة خاطئة.
لكن ماذا لو كانت الزاوية نفسها هي القيد؟
لقد رأيت عمّال التشغيل يحاولون تشكيل زاوية شاملة مقدارها 30° باستخدام قالب V قياسي بزاوية 88° من خلال دفع الكبّاشة أعمق فقط.
ينتهون بالاصطدام بالقاع. يتركون علامات على الحواف. ويرتفع الحمل بشكل حاد.
إليك سبب الفشل: في الثني بالهواء، يتم التحكم بالزاوية بواسطة عمق الاختراق نسبة إلى فتحة V. ولكن عندما تقترب رأس الكبّاشة كثيرًا من أكتاف القالب، تبدأ بالانتقال نحو الثني على القاع دون مطابقة هندسة القالب. تُجبر المادة على تماس مع أسطح غير مصممة لتلك الزاوية. يرتفع الضغط بشدة — غالبًا ثلاثة أضعاف حمل الثني الهوائي — وتظل الزاوية غير مستقرة.
القالب الحاد — لنقل بزاوية شاملة 30° أو 45° — يغيّر هندسة التماس. فالمادة تُدعَم على وجوه تتطابق مع الزاوية المستهدفة، مما يسمح بثني على القاع متحكم به مع تقليل متوقع للارتداد الزاوي.
الآلية هنا مهمة: عند استخدام أدوات حادة، يخضع جزء أكبر من المقطع للانفعال خلال السمك بالزاوية الصحيحة. أما في القالب القياسي الذي يتم إغلاقه بالقوة، فتحدث إجهاdات موضعية مفرطة قرب الأكتاف واستعادة مرنة غير متسقة.
إذا كنت بحاجة إلى ±0.25° على حافة بزاوية 30° في فولاذ مقاوم للصدأ بسماكة 3 مم، فالقالب الحاد ليس خيارًا ثانويًا. إنه الشكل الوحيد الذي يوافق اتجاه القوة مع الزاوية النهائية.
محاولة “إغلاق قالب V أكثر قليلاً” تشبه استخدام مفتاح 24 مم على مسمار 19 مم والضغط بقوة أكبر.
ثم هناك السطح.
خذ فولاذًا مقاومًا للصدأ من نوع 304 بسماكة 3 مم ونصف قطر داخلي محدد يبلغ 8 مم وطول 2 متر وسطح تجميلي.
الطريقة القياسية باستخدام قالب على شكل V؟ قم بثنيه تدريجيًا. أربع أو خمس ضربات على طول القوس.
كل ضربة تخلق سطحًا مستويًا قليلًا. وكل سطح يتطلب دمجًا وتنعيمًا. في الفولاذ المقاوم للصدأ، كل تماس مع الحافة يعرضك لخطر الالتصاق والاحتكاك المفرط. لكن في كل مرة تنزلق فيها وتكسر الحافة، ستدفع ثمن هذا “الاختصار” لاحقًا.
قالب نصف القطر المخصص يطابق الشكل بقطر 8 مم. ضربة واحدة محكومة تكوّن القوس. يُوزَّع التماس على طول نصف القطر بدلًا من أن يتركز على كتفين فقط. ينخفض الضغط السطحي لكل مليمتر مربع. وتنخفض معه العلامات.
نعم، تزيد القوة المطلوبة مقارنة بالانحناء بالهواء باستخدام V واسع لأنك تتعامل مع كمية أكبر من المادة في وقت واحد. عليك تأكيد سعة الماكينة والانحراف. لكن زمن الدورة ينهار من خمس ضربات إلى واحدة. تتقلص تقلبات الزاوية ونصف القطر. وتنخفض النفايات التجميلية إلى ما يقارب الصفر إذا كان القالب مصقولًا ومصطفًا بشكل جيد.
القلب (Hemming) قصة مماثلة. انحنِ بالهواء إلى 30°، ثم قم بتسطيحها في قالب قلب بجيب مطابق. إذا حاولت التسطيح في قالب V عادي، فسوف يطفو الحافة الخارجية، ويصبح الضغط غير متساوٍ، وتبدأ بمطاردة التوازي باستخدام شرائح تثبيت والدعاء.
القوالب المتخصصة تزيل الخطوات. إزالة الخطوات تزيل التباين. إزالة التباين تزيل الهدر.
لكن الآن تفكر في ذروات القوة المطلوبة، وحدود الارتفاع المفتوح، وما إذا كانت ماكينتك ذات 120 طن يمكنها تحمل هذه “الأفكار المتخصصة” دون أن تلتوي قاعدة الماكينة.
في الشتاء الماضي شاهدت مكبس ثني بقدرة 160 طنًا يلتوي خارج المحاذاة على مدى 2.5 متر لأن أحدهم وضع قالبًا حاد الزاوية لمادة بسمك 6 مم من نوع 4140 في قالب ضيق مصمم لتحمل 120 طنًا لكل متر. أقسم المشغل أن الماكينة “لديها القدرة”. على الورق كان محقًا. عمليًا، كان يدفع أكثر من 140 طنًا لكل متر بمجرد أن بدأ التماس الكامل على الجدار الجانبي.
القالب لم يهتم بلوحة التعريف.
حين تنتقل من الانحناء الهوائي في قالب 8×V متسامح إلى الانحناء السفلي في قالب حاد 30°، فإن القوة المطلوبة لا تزيد بلطف. بل تتضاعف. الانحناء الهوائي قد يتطلب 60 طنًا لكل متر؛ بينما الانحناء السفلي لنفس الجزء قد يقفز إلى 180. هذا الحمل لا يذهب فقط إلى المادة. بل يدفع نحو الكباس، والقاعدة، وكتفي الأداة، والمقبض.
وبمجرد أن تتجاوز ما صُمم القالب والماكينة لتحمله، فلن تتدهور الدقة تدريجيًا. بل تنهار فجأة. يزداد انحراف الكباس، وتنجرف الموازاة أكثر من 0.1 مم، وفجأة يصبح هدفك ±0.25° مجرد خيال.
قاعدة أرضية الورشة: القالب “المثالي” للمادة لا قيمة له إذا كان يطلب من ماكينتك أن تقوم بما لا يمكن لإطارها تحمله بغض النظر.
على سبيل المثال، تتكون محفظة منتجات CN-HAWE من سلسلة 100% المعتمدة على CNC، وتغطي سيناريوهات راقية في القطع بالليزر، والانحناء، والحفر، والقص؛ تستثمر CN-HAWE أكثر من 8% من إيرادات المبيعات السنوية في البحث والتطوير. تمتلك ADH قدرات بحث وتطوير عبر مكابس الثني؛ وللفِرق التي تقيّم الخيارات العملية هنا،, ماكينة ثني الصفائح هي الخطوة التالية ذات الصلة.
كنتَ تريد صفر هدر. جيد. إذن أول عامل تصفية ليس الشكل الهندسي. بل القوة وهيكل مكبس الثني نفسه.
تخيل خطأين.
الأول: تقوم بالانحناء الهوائي للفولاذ معتدل الصلابة بسماكة 4 مم في قالب V بعرض 32 مم على ماكينة بقدرة 100 طن. أنت دون السعة القصوى. في أسوأ الأحوال، سترى بعض التموج أو زاوية غير متسقة لأن القالب واسع جدًا. مزعج. لكنه قابل للإصلاح.
الثاني: تثني نفس الجزء بسماكة 4 مم في قالب حاد 12 مم لتحقق ±0.25°. الآن تصل إلى تماس كامل مع الجدار الجانبي. ترتفع القوة فجأة. يتركز الحمل عند كتفي القالب وفي القاعدة. إذا كان القالب مصممًا لتحمل 90 طنًا لكل متر ودفعْتَ خلاله 120، فلن يحذرك القالب بلطف. سيصبح سطحه مُجعدًا. سيتشقق. وستأخذ القاعدة انحناءة دائمة تُقاس بأعشار مليمتر لكل متر.
هذا ليس افتراضًا نظريًا. بمجرد أن تشوه القاعدة أو الكباس تشوهًا بلاستيكيًا حتى بمقدار 0.05 مم على مدى مترين، تصبح محاذاة المثقاب مع القالب غير صحيحة. وانحراف يتجاوز 0.1 مم كفيل بإحداث ربع عيوب الانحناء — التواء الحواف، انحراف الزاوية، نصف قطر غير متناسق — حتى لو كان شكل القالب مثاليًا رياضيًا.
تشغيل أداة تشكيل متخصصة بضغط مفرط يركز الإجهاد لأنها تشجع على التلامس الكامل على الوجه السفلي. أما قالب الـ V العالمي، عند تشغيله في الانحناء الهوائي، فيوزِّع الحمل ونادرًا ما يشهد نفس الذروة المركزة.
أي خطأ أكثر كلفة في الإصلاح: جزء قالب متشقق أم آلة تحتاج الآن إلى حَشْو وإعادة معايرة في كل عملية؟
فلنفصل فولاذ A36 بسماكة 10 مم عن ألمنيوم 5052 بسماكة 1 مم. إنهما لا يوجدان في نفس العالم.
في الفولاذ العادي سماكة 10 مم، الانتقال من فتحة V بعرض 80 مم إلى 100 مم يقلل الحمولة بشكل ملحوظ. يزداد نصف قطر الانحناء، تنخفض الإجهادات، ويقل الحمل. تكسب مساحة أمان إضافية للآلة. خطوة آمنة—إذا كان المخطط يسمح بنصف قطر داخلي أكبر.
جرّب هذه المنطقية على فولاذ ستانلس بسماكة 1 مم وحاول الحصول على نصف قطر داخلي 1 مم باستخدام فتحة V بعرض 16 مم. ستضطر لزيادة عمق اختراق القالب للتعويض عن ارتداد الزنبرك. يزداد الاختراق. وفي مرحلة ما تتحول من الانحناء الهوائي النظيف إلى الانطباق السفلي دون قصد. وفتحة الـ V الواسعة جدًا تجعل من الصعب ضبط نصف القطر الداخلي بدقة، فتتغير قيمة خصم الانحناء مع كل تصحيح.
في المواد الرفيعة، فتحة الـ V الواسعة أكثر من اللازم لا تغيّر نصف القطر فحسب. بل تزيد عمق الاختراق المطلوب للوصول إلى الزاوية، مما يرفع الطنّاقة محليًا عند الأكتاف. هناك تبدأ بملاحظة تشقّق الحواف عبر الألياف في فولاذ 304 سماكة 4 مم عندما يعتقد أحدهم أن “الأوسع أكثر أمانًا”.”
القوانين الفيزيائية بسيطة: الصفائح السميكة تتحمل أنصاف أقطار أكبر وتستفيد من فتحات V أوسع؛ أما الصفائح الرفيعة ذات نصف القطر الضيق فتحتاج إلى دعم محكوم، لا إلى وادٍ مفتوح.
إذن عندما توسّع فتحة الـ V، هل تقلل القوة على المقطع—أم تجبر نفسك على اختراق أعمق وأقل قابلية للتنبؤ؟
تخيل أنك تحدد الترتيب المثالي: قالب سفلي حاد مرتفع، وسكّين علوي طويل بعنق إوزة، وحافة صندوق بارتفاع 150 مم تحتاج إلى خلوص. على الطاولة يبدو مذهلًا.
ثم تُركّبه في ماكينة كبس ذات ارتفاع مفتوح 400 مم وشوط 250 مم. ومع استهلاك ارتفاع الأداة وضوء النهار، لا يمكنك فعليًا وضع القطعة في الموضع الصحيح دون ثني مسبق أو قلبها.
فماذا يحدث؟
يقوم المشغلون بالتحايل على العمق. يقسمون الثني إلى ضربتين. يتجنبون الانطباق الكامل لأن الكباس لا يمكنه التحرك لمسافة كافية. لقد ثنيتها إلى 88° وأملت أن يعيدها ارتداد الزنبرك إلى الزاوية المطلوبة.
هنا يفشل “القالب المثالي”—ليس لأن شكله خاطئ، بل لأن غلاف الماكينة لا يستطيع تنفيذ الهندسة في ضربة واحدة محكومة. وبمجرد أن تضيف ضربات إضافية، تعيد إدخال التفاوت الذي دفعت أموالًا طائلة لتقليله.
قوالب الانطباق الحاد غالبًا تتطلب اختراقًا أعمق ودقة أعلى في ارتفاع الإغلاق. إذا انحرف تكرار ارتفاع الإغلاق في الماكينة حتى بمقدار 0.02 مم تحت الحمل بسبب الانحناء، تتغير الزاوية. لم يعد ذلك مشكلة أدوات، بل مرونة هيكلية.
قبل أن تطلب القالب الدقيق، هل قست فعليًا الارتفاع المتاح تحت الحمل—not فقط الرقم الموجود في الكتيب؟
لقد رأيت قالبًا أوروبي الطراز بطول 3 أمتار يتحمل 100 طن لكل متر بسلاسة لأن لسانه كان مرتكزًا بعمق داخل مشبك مصقول بدقة. كما رأيت لسانًا أمريكي الطراز يتأرجح تحت 70 طنًا لكل متر لأن مسامير التثبيت لم تكن توزع الحمل بالتساوي.
التركيب ليس مظهرًا جماليًا. إنه ما يحدد كيفية انتقال القوة إلى قاعدة الماكينة.
يستخدم الطراز الأوروبي شوكة ضيقة وتثبيتًا ميكانيكيًا — تغيير سريع، تكرارية عالية، لكنه يعتمد على أسطح تثبيت نظيفة ودقيقة. يعتمد الطراز الأمريكي على شوكة أعرض وبراغي تثبيت؛ متين عند الصيانة، لكنه عرضة لتحميل نقطي إذا لم تُشد البراغي بشكل صحيح. يوزع طراز WT الحمولة بطريقة مختلفة مرة أخرى، وغالبًا ما يسمح بتصنيفات حمولة أعلى لكل متر بفضل قاعدة الجلوس الأوسع.
إذا كانت آلتك مصممة حول نظام واحد، فإن استخدام محولات لتكييف نظام آخر يمكن أن يقلل من سعة الحمولة الفعلية. أضعف نقطة تصبح هي الواجهة، وليس جسم القالب نفسه.
وعندما تنحرف تلك الواجهة تحت الحمل، يخرج القاطع والقالب عن التوازي بعُشر الدرجة. وهذا كافٍ لإتلاف لوحة تجميلية بطول 2 متر.
أنت تريد دقة بدون فاقد. جيد. إذًا توقف عن التفكير بمفهوم “أفضل قالب” وابدأ التفكير بمفهوم مصفوفة آلة–قالب–مادة. الهندسة، الحمولة لكل متر، الارتفاع المفتوح، نظام الشوكة، سماكة المادة، اتجاه الحبيبات — هذه الأمور غير قابلة للفصل في التطبيق العملي.
السؤال الحقيقي ليس ما إذا كانت القوالب المتخصصة تعمل.
بل هو ما إذا كان مكبح الضغط لديك، بشكله الحالي على أرض المصنع، يمكنه تحمّل الأحمال والهندسة التي تتطلبها تلك القوالب دون أن يتقوس أولًا.
أنت تضيع من 15 إلى 20 دقيقة في كل إعداد لمجرد البحث وتبديل قوالب V “المناسبة تقريبًا” — ثم تتلف قطعة أو قطعتين أثناء ضبط الزاوية من 92° إلى 90° لأن المادة لم تتصرف كما في المهمة السابقة.
إليك كيفية إيقاف ذلك قبل أن تلمس حتى وحدة الإرجاع الخلفية.
أولًا، قِس الآلة — وليس الكراسة الدعائية، الآلة نفسها. نفّذ عملية ثني هوائي مضبوطة في فولاذ A36 بسماكة 6 مم على طول 2 م باستخدام V معروف مقاس 60 مم. احسب الأطنان النظرية لكل متر. قارنها بما يُظهره التحكم الإلكتروني وما تفعله الزاوية فعليًا تحت الحمل. إذا لاحظت انحرافًا بمقدار 0.5° بين المركز والطرفين عند حمولة إجمالية 120 طن، فهذا انحراف فعلي. انحراف حقيقي. وليس خللًا في أداة العمل.
نظرًا لأن CN‑HAWE تستثمر أكثر من 8% من إيرادات المبيعات السنوية في البحث والتطوير. تدير ADH قدرات بحث وتطوير عبر مكابح الضغط، فإذا كانت الخطوة التالية هي التحدث مباشرة مع الفريق،, اتصل بنا فهي تتناسب بشكل طبيعي هنا.
الآن أعد التجربة باستخدام فولاذ مقاوم للصدأ 304 بسماكة 3 مم في V مقاس 24 مم. راقب عمق الاختراق. راقب الارتداد المرن. إذا اضطررت لإضافة 0.3 مم من المشوار الإضافي لاستعادة الزاوية بعد إزالة الحمل، فذلك تراكم بين مرونة الهيكل وارتداد المادة معًا.
هذا التراكم هو مجال عملك الفعلي.
قاعدة أرضية الورشة: إذا لم تثنِ عينة معروفة عند 70% من الحمولة المرسومة عبر الطول العامل الكامل، فأنت لا تعرف حدود آلتك.
أنت لا تحاول كسر آلة الثني. بل ترسم نقطة بداية انحراف تكرارية الزاوية بما يتجاوز ±0.25°. لأن عند حدوث ذلك، أي قالب “دقيق” سيضخّم هذا التفاوت.
إذًا يبدأ الإطار من هنا: فيزياء المادة ضمن سعة آلة مؤكدة. وليس من راحة رف القوالب.
وإذا بدا لك ذلك أبطأ من التقاط قالب V القياسي، فاسأل نفسك كم عدد القطع الأولى التي أهدرتها الشهر الماضي في ملاحقة درجة واحدة.
أنت تهدر أموالًا أكثر مما تتخيل بخلط ألمنيوم 5052 وفولاذ 304 المقاوم للصدأ في منطق 8×V نفسه.
الألمنيوم يخضع مبكرًا، ارتداده المرن منخفض، وحاجته للحمولة قليلة. الفولاذ المقاوم للصدأ مقاوم، يرتد بقوة، ويعاقب الزوايا الضيقة. الفولاذ الطري يقع في المنتصف لكنه يزيد الحمولة بسرعة مع السماكة.
عندما تختار القالب قبل أن تختار بناءً على المادة، فأنت تفترض أن منحنى الإجهاد–الانفعال لا يهم.
إنه يفعل ذلك.
5052 بسماكة 2 مم في فتحة V مقدارها 16 مم سيصل إلى الزاوية بدقة مع اختراق بسيط وربما ارتداد زنبركي بمقدار 1°. أما الإعداد نفسه مع فولاذ 304 بسماكة 2 مم فسيحتاج إلى ضربة أعمق، وقوة ضغط أعلى لكل متر، وتحكم أدق في ارتفاع الإغلاق. كما أن فتحة الـ V الواسعة جدًا تجعل من الصعب التحكم بدقة في نصف القطر الداخلي، لذا فإن خصم الانثناء يتغير مع كل تعديل.
هذا التغير ليس خطأ من المشغل. إنها الهندسة تتفاعل مع معامل المرونة للمادة.
قاعدة أرضية الورشة: اختر فتحة الـ V بناءً على نصف القطر الداخلي المطلوب وقوة شد المادة أولاً — أما القوة المطلوبة فهي القيد، لا نقطة البداية.
البدء من المادة يعني أن تسأل: ما هو نصف القطر الذي يمكن أن يتحمله هذا السبيكة دون تشقق عبر اتجاه الألياف عند هذه السماكة؟ ثم: هل يمكن لمكبح الانثناء الخاص بي تحقيق تلك الهندسة دون انحراف يتجاوز حدود التحمل؟
إذا بدأت من رف القوالب، فقد عكست بالفعل السبب والنتيجة.
فماذا يحدث عندما تكون المادة صحيحة، ولكن هندسة الجزء لم تعد بسيطة؟
ثلاث قطع تالفة لكل عملية. هذا هو ثمن الأجنحة الصندوقية الضحلة والطيات العائدة عندما تُصر على استخدام قالب V مستقيم.
الطية العائدة بطول 40 مم على فولاذ 304 بسماكة 1.5 مم لا تفشل لأن المشغل نسي العمق، بل لأنها تفشل عندما تصطدم الجدار الجانبي بكتف القالب قبل الوصول إلى 90°. لذلك تقسم الضربات. تعيد الثني. وتترك علامات على السطح.
لقد ثنيتها إلى 88° وأملت أن يعيدها الارتداد الزنبركي إلى الزاوية المطلوبة.
هذا ليس مشكلة تدريب. بل هندسة خاطئة للشكل المطلوب.
القنوات التي يزيد عمقها عن 80 مم، والطيات التي تكون أكثر إحكامًا من 1.2× سماكة المادة، والألواح التجميلية الأطول من 2 م — ليست أعمال “قالب V مع الحذر”. إنها تتطلب قوالب حادة، أو قوالب متدرجة، أو مجموعات طي تتحكم في الدعم والاختراق.
لكن في كل مرة تنزلق فيها وتدوّر الحافة، تدفع ثمن تلك السهولة لاحقًا.
قاعدة أرضية الورشة: إذا أجبرك الجزء على ضربات متعددة للوصول إلى الزاوية، فالقالب خاطئ.
التعقيد يُلغي العموم. فكلما تراكمت الميزات في جزء واحد، قلّت قدرتك على تحمل استخدام أدوات عامة.
فكيف تعرف متى يتوقف هذا عن كونه ألمًا عرضيًا ويصبح تكلفة منهجية؟
إذا احتاج أكثر من واحد من كل عشرين قطعة أولى إلى تصحيح زاوية يتجاوز 0.5°، فإن إستراتيجية الأدوات لديك تفاعلية.
ليس سوء حظ. ولا إرهاق مشغل. بل إستراتيجية.
لن تُظهر سجلات الإعداد اليدوي ذلك بوضوح. فهي منحرفة بما يصل إلى ربع في الورش الحقيقية. لكن سلة الخردة لديك لا تكذب. احسب عدد القطع المعاد تصنيعها لكل مادة ولكل سُمك خلال 30 يومًا. إذا أظهر الفولاذ 304 بسُمك 3 مم ثلاثة أضعاف إعادة العمل مقارنةً بالفولاذ A36 بسُمك 3 مم، وكلاهما يعمل في فتحة V بعرض 24 مم، فالقالب ليس محايدًا—إنه منحاز.
الأدوات المنحازة تُنتج خردة يمكن التنبؤ بها.
وعندما تتركز الخردة حول سبائك أو أنواع حواف معينة، فذلك هو المؤشر على حاجتك للاستثمار في هندسة مخصصة لتلك الفئة. قد يعني ذلك قالبًا حاد الزاوية يتناسب مع ارتداد الفولاذ المقاوم للصدأ، أو قالبًا ضيق الكتف للتحكم في نصف القطر عند العمل بالألمنيوم التجميلي.
إذا كانت عمليات التبديل تستهلك وقتك، فاقرن مكتبتك بمشابك تبديل سريع. إحدى ورش الطيران خفّضت وقت التبديل إلى أقل من النصف بمجرد التخلص من احتكاك المسامير من المعادلة. القوالب المخصصة بدون تثبيت سريع لا تُقلل الهدر، بل تنقله إلى جانب آخر.
قاعدة أرضية الورشة: عندما تتكرر أنماط الخردة حسب المادة والسُمك، توقف عن ضبط عمق الضربة وغيّر القالب نفسه.
يبدو أسلوب التجربة والخطأ أرخص لأن القالب مدفوع التكلفة بالفعل.
لكنه ليس كذلك.
فما الحد الأدنى الذي تحتاجه في الورشة لتتوقف عن التظاهر بأن مفتاحًا واحدًا يناسب كل صامولة؟
يمكن لمعظم الورش متعددة المواد أن تقلل خردة القطعة الأولى إلى النصف بثلاثة قوالب مصممة عمدًا—وليس بثلاثين.
الأول: قالب V واسع (بنطاق 10×–12× من السُمك) مصمم ضمن 70% من القدرة المؤكدة لكل متر، للصلب السميك منخفض الكربون حيث تسامح نصف القطر واسع والقوة هي العامل الحاسم.
الثاني: قالب نصف قطر مضبوط—عادةً 6×–8× من السُمك—للفولاذ المقاوم للصدأ وأعمال نصف القطر الدقيقة حيث يجب التنبؤ بارتداد الزاوية وعمق الاختراق.
الثالث: قالب حاد الزاوية أو هندسة متخصصة (30° أو 28°) تتيح لك الثني بالهواء حتى 90° مع وجود خلوص لحواف العودة والصناديق الضحلة دون ضربات متكررة.
هذا كل شيء.
ولكن إليك تغيير المنظور: أنت لا تشتري هذه القوالب لأن الكتالوجات تقول إنها متعددة الاستخدام. بل تشتريها لأن مزيج المواد الذي تعمل به ونطاق أداء مكابسك المقاس فعليًا يثبت أنها مستقرة عند أطنان محددة لكل متر وعمق اختراق معين.
لم تعد تسأل: “ما فتحة V التي نستخدمها عادةً لـ 3 مم؟”
بل تسأل: “نظرًا لهذه السبيكة، وهذا نصف القطر، ومنحنى انحراف مكبسي المثبت، أي هندسة تبقيني ضمن ±0.25° دون ضربات ثانوية؟”
ابدأ من فيزياء المادة. أكد حدود الماكينة تحت الحمل. ثم دع الهندسة تنبثق من هاتين الحقيقتين.
وإذا كانت مهمة الغد فولاذ 304 بسُمك 4 مم ونصف قطر داخلي يساوي سُمك اللوح عبر 2.5 متر، فهل تريد حقًا معرفة حدودك من خلال الإصغاء لأنين الإطار؟


















