

Um 14:17 Uhr ist die Bremse still.
Der Bediener hat den Stempel oben, die Spannungen sind gelöst, er sucht nach der 1,000″‑V‑Form, die heute Morgen noch im Regal war. Er nennt es einen “schnellen Wechsel”. Sieben Minuten, wenn nichts ihm Widerstand leistet. Mach das sechsmal in einer Schicht und du hast heute 43 Minuten bezahlte Bremszeit verbrannt. Über 22 Arbeitstage sind das 946 Minuten — 15 Stunden und 46 Minuten — Kapazität, die du bereits bezahlt und nie verkauft hast.
Du glaubst immer noch, die Werkzeugwahl geht um Präzision?
Eine Abkantpresse ist ein Umsatzmotor mit einer laufenden Taxameter‑Uhr. Wenn der Stempel nicht arbeitet, hält der Zähler nicht an. Dein Leasing hört nicht auf. Der Lohn des Bedieners hört nicht auf. Der Zeitplan erst recht nicht.
Einzel‑V‑Werkzeuge fühlen sich sauber an. Zweckgebunden. Präzise. Aber jedes Mal, wenn der Auftrag eine andere Öffnung verlangt, öffnest du die Spannungen, ziehst 6 Fuß gehärteten Stahl heraus, hebst das nächste Werkzeug hinein, richtest es links‑rechts aus und machst Probehübe. Selbst mit guten Schnellspannern kostet das echte Zeit. Echte Aufmerksamkeit. Echtes Risiko der Fehlausrichtung.
Die Frage ist nicht, ob ein einzelnes V engere Biegeradien schafft. Sondern, wie viele Minuten du dafür eintauschst.
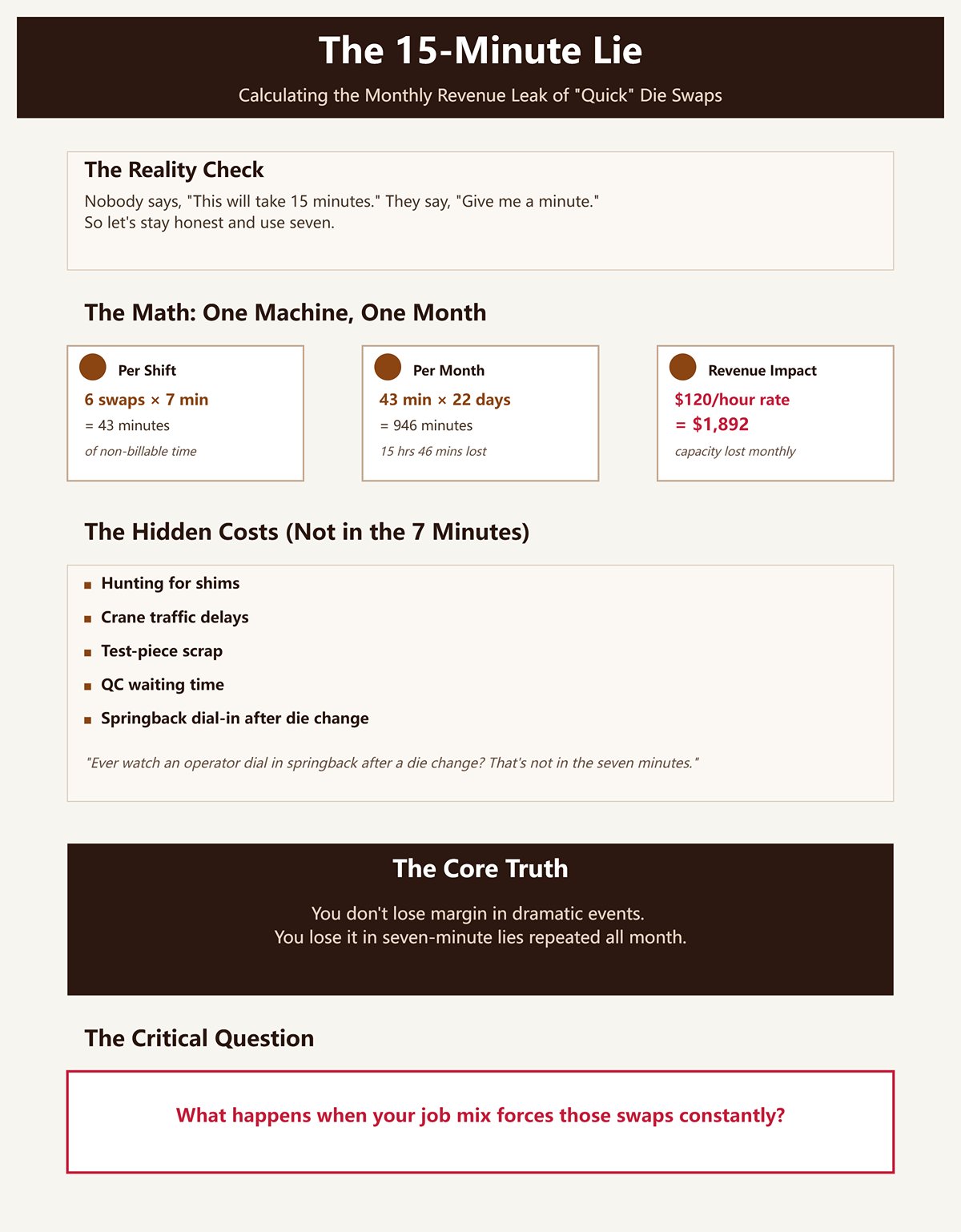
Niemand sagt: “Das dauert 15 Minuten.” Sie sagen: “Gib mir eine Minute.”
Also bleiben wir ehrlich und nehmen sieben.
Sechs Wechsel pro Schicht × 7 Minuten = 43 Minuten. 43 Minuten × 22 Tage = 946 Minuten. Das sind 15 Stunden und 46 Minuten nicht abrechenbare Bremszeit pro Monat.
Wenn dein Werkstattstundensatz für diese Bremse $120 beträgt, sind das $1.892 an verlorener Kapazität. Monatlich. Eine Maschine.
Und das ist die höfliche Version — kein Suchen nach Unterlegplatten, kein Kranverkehr, kein Ausschuss von Teststücken, kein Warten auf QS. Hast du je gesehen, wie ein Bediener nach einem Werkzeugwechsel den Federrückgang einstellt? Das ist nicht in den sieben Minuten enthalten.
Du verlierst deine Marge nicht bei dramatischen Ereignissen. Du verlierst sie in sieben‑Minuten‑Lügen, die sich den ganzen Monat wiederholen.
Was passiert also, wenn dein Auftragsmix diese Wechsel ständig erzwingt?

Hochmix‑Werkstätten fertigen keine 5.000 Teile und gehen dann nach Hause. Sie machen 12 Teile hiervon, 30 davon, 4 Prototypen vor dem Mittagessen. Jeder SKU‑Wechsel ist eine Werkzeugentscheidung.
Mit Werkzeuge für Einzelzwecke trägt jedes kleine Los das volle Gewicht der Rüstzeit. Bei einem 20‑Teile‑Lauf kann die Einrichtung genauso lange dauern oder länger als das Biegen selbst. Du verbringst genauso viel Zeit mit Werkzeugwechseln wie mit dem Formen der Teile.
Dort beginnt die Verkettung. Nicht in der Theorie — im Zeitplan.
Und ja, 4‑fach‑Werkzeuge sind keine Magie. Einen Block zu drehen kostet auch Zeit. Du hebst ihn an, drehst ihn um 90 Grad, setzt ihn sorgfältig wieder ein. Falsch gemacht, jagst du den ganzen Nachmittag ungleichmäßigen Biegungen nach. Aber wenn ein Block vier gängige Öffnungen abdeckt, eliminierst du komplette Herauszieh‑ und Austauschzyklen während der Schicht.
Bei High‑Mix‑Arbeiten ist Vielseitigkeit keine Bequemlichkeit. Sie bedeutet weniger Unterbrechungen für die Umsatzmaschine.
Damit kommen wir zu dem Teil, den die meisten Werkstätten zu niedrig ansetzen.
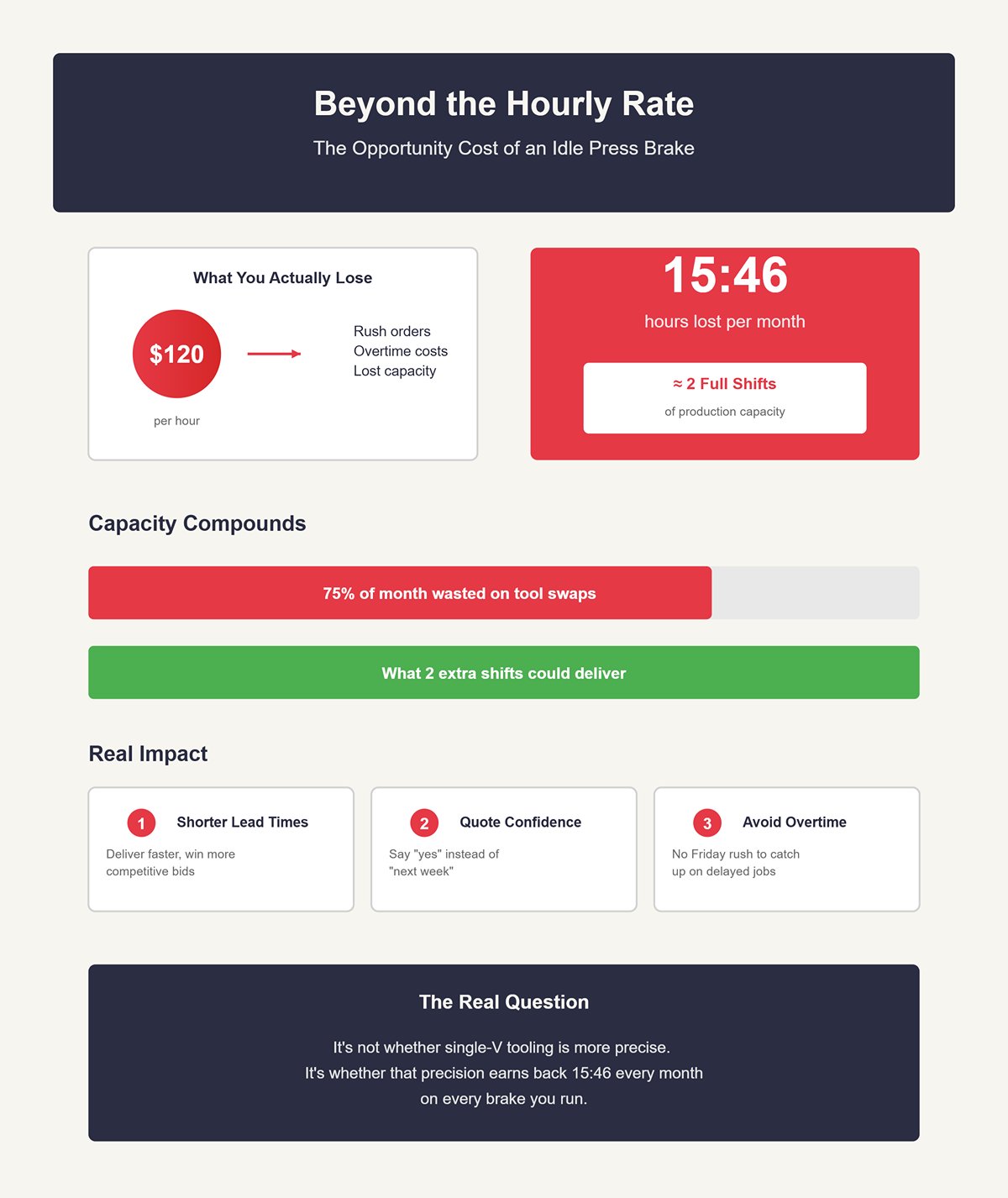
Wenn die Presse für einen Werkzeugwechsel stillsteht, verlierst du nicht nur $120 pro Stunde. Du verlierst auch den Auftrag, den du noch hättest einschieben können. Den Eilauftrag, den du auf morgen verschieben musstest. Die Überstunden, die du nun am Freitag bezahlen wirst.
Kapazität hat einen Zinseszinseffekt.
Fünfzehn Stunden und 46 Minuten pro Monat sind fast zwei volle Schichten. Was würden zwei zusätzliche Schichten mit geformten Teilen für deine Lieferzeiten bedeuten? Für dein Vertrauen in die Angebotserstellung? Für deine Fähigkeit, “Ja” anstatt “Nächste Woche” zu sagen?
Wir sind besessen von ±0,005″ und verlieren gleichzeitig ganze Schichten vor unseren Augen.
Die eigentliche Frage ist also nicht, ob Single‑V‑Werkzeuge präziser sind. Sondern ob diese Präzision jeden Monat an jeder laufenden Presse 15 Stunden und 46 Minuten wieder einspielt.
Bei einem Durchlauf an einem Dienstag im letzten Monat haben wir 14‑Gauge‑A36‑Halter auf 90 Grad in einer 1,000″‑V‑Matrize gebogen. Auf der Zeichnung war ±1 Grad gefordert. Das erste Teil maß 90,4. Das zweite 89,7. Wir haben die Tiefe um 0,006″ angepasst, landeten bei 90,1 und liefen 120 Stück. Alle innerhalb der Spezifikation.
Werkzeug im Bett? Eine 4‑fach‑Matrize.
Wenn Single‑V‑Werkzeuge still und leise Kapazität entziehen, wann verdienen sie sich dann tatsächlich? Das ist die Frage. Denn wenn ein rotierender Block die Toleranz nicht halten kann, ist das ganze Gerede über verlorene Bremszeit nur Lärm. Aber wenn er dieselben ±0,5 Grad hält, mit denen du ohnehin beim Luftbiegen lebst, dann bricht das “Präzisions”-Argument auf reine Gewohnheit zusammen.
Luftbiegen auf einer modernen hydraulischen Presse erreicht routinemäßig etwa ±0,5 Grad. Das ist kein Prospektgerede – das ist das, was du auf dem Hallenboden siehst, wenn die Maschine wiederholgenau arbeitet und der Bediener seinen Rückfederungswert kennt. Und hier kommt der Teil, den viele überspringen: 95 % der Zeichnungen, die in eine High‑Mix‑Werkstatt kommen, sind nicht enger als ±1 Grad. Wenn dein reales Prozessfenster also doppelt so breit ist wie die Prozessfähigkeit, wo genau versagt dann die 4‑fach‑Matrize?
Das kannst du erst beantworten, wenn du Luftbiegen und Prägebiegen voneinander trennst.
Beobachte einen Prägebiegevorgang bei dickem Edelstahl. Voller Kontakt zwischen Stempel, Material und Matrize. Die Presskraft schießt nach oben. Du drückst das Material in den exakten Matrizenwinkel, sodass es gezwungen ist, ihn zu übernehmen. So entsteht “extreme Präzision”.”
Du erhältst aber auch die 2–3‑fache Presskraft im Vergleich zum Luftbiegen. Mehr Belastung für die Maschine. Mehr Belastung für das Werkzeug. Schnelleren Verschleiß, besonders bei gehärteten Platten. Und jeder Winkel benötigt seine eigene Matrizen‑Geometrie.
Dafür sind 4‑fach‑Matrizen nicht gemacht.
Ein 4‑fach‑Block ist ein Luftbiege‑Werkzeug. Du wählst unterschiedliche V‑Öffnungen an einem Körper, erzwingst aber keinen vollen Matrizenkontakt. Der Winkel ergibt sich aus der Stempeltiefe und dem Materialverhalten, nicht aus den Matrizenwänden, die das Teil umschließen. Einen 4‑fachen Luftbiegeaufbau mit einem prägebiegenden Single‑V‑Aufbau zu vergleichen, heißt, Verfahren zu vermischen.
Nun zur anderen Seite. Hochvolumige Scharnierhalterungen auf einer mechanischen Presse. Ein Winkel. Ein Material. Tausende Hübe. Prägebiegen mit einer speziellen Matrize kann sowohl schnell als auch absolut wiederholgenau sein. Keine Diskussion. In dieser Nische gibt es keinen Werkzeugwechsel, weil sich nichts ändert. Die Presse läuft einfach.
Aber das ist keine Umgebung mit hoher Variantenvielfalt. Das ist Produktion.
| Abschnitt | Inhalt |
|---|---|
| Thema | Luftbiegen vs. Stauchbiegen: Wo die 4‑Wege‑Matrize tatsächlich eingesetzt wird |
| Stauchbiegen bei dickem Edelstahl | Vollständiger Kontakt zwischen Stempel, Werkstoff und Matrize. Der Pressdruck steigt sprunghaft an. Das Material wird in den exakten Winkel der Matrize gedrückt, sodass es keine andere Wahl hat, als diesen anzunehmen. So wird “extreme Präzision” erreicht. |
| Presskraft & Verschleiß | 2–3× die Presskraft im Vergleich zum Luftbiegen. Mehr Belastung für die Maschine. Mehr Belastung für das Werkzeug. Schnellere Abnutzung, besonders bei Hartplatten. Jeder Winkel erfordert seine eigene Matrizen‑Geometrie. |
| Positionierung der 4‑Wege‑Matrize | Dafür sind 4‑fach‑Matrizen nicht gemacht. |
| Wesen einer 4‑Wege‑Matrize | Ein 4‑Wege‑Block ist ein Luftbiegewerkzeug. Unterschiedliche V‑Öffnungen werden an einem Körper gewählt, ohne vollständigen Matrizenkontakt zu erzwingen. Der Winkel ergibt sich aus der Stempeltiefe und dem Materialverhalten, nicht aus den Matrizenwänden, die das Teil umschließen. |
| Prozessvergleich | Ein Vergleich zwischen einer 4‑Wege‑Luftbiegeeinrichtung und einer Stauchbiege‑Einrichtung mit einzelner V‑Matrize vermischt zwei verschiedene Prozesse. |
| Stahlmann‑Argument | Bei Hochvolumen‑Scharnierhaltern auf einer mechanischen Presse – ein Winkel, ein Material, tausende Hübe – kann das Stauchbiegen mit einer speziellen Matrize schnell und hochgradig wiederholbar sein. Ein Wechsel findet nie statt, weil sich nichts ändert. Die Presse arbeitet einfach im Zyklus. |
| Unterschied der Umgebung | Das ist keine Umgebung mit hoher Variantenvielfalt. Das ist Produktion. |
Also, in einer Welt, in der sich die Aufträge schon vor dem Mittagessen ändern, was verursacht tatsächlich deinen Biegefehler?
Nimm zwei Bleche vom gleichen Stapel 11‑Gauge Warmgewalztem. Eines misst 0,119″. Das nächste 0,123″. Vier Tausendstel Unterschied. Beim Luftbiegen verändert diese Dickenabweichung den Innenradius, was die Rückfederung verändert und damit den Endwinkel. Gleicher Stempel. Gleiche Matrize. Gleiches Programm. Unterschiedliches Ergebnis.
War das der Fehler der 4‑Wege‑Matrize?
Die Streckgrenze des Materials schwankt ebenfalls. A36 ist kein Chemiebaukasten; es ist ein Bereich. Höhere Streckgrenze, mehr Rückfederung. Niedrigere Streckgrenze, weniger. Man sieht es, wenn das erste Teil des Tages 89,5° beträgt und das nächste Bündel 91° will, es sei denn, man erhöht die Tiefe.
Dann gibt es noch die Wiederholgenauigkeit des Stößels und das Bombieren. Wenn das Bett nicht korrekt kompensiert ist, jagt man den Winkel von links nach rechts über eine Breite von acht Fuß. Dieser Fehler zeigt sich, egal ob die V‑Öffnung auf einer eigenen Schiene oder auf einer Seite eines drehbaren Blocks liegt.
Und der Bediener. Eine Tiefeneinstellung von 0,003″ kann den Winkel je nach V‑Breite um mehrere Zehntel verschieben. Wenn er übers Ziel hinausschießt, wird das Teil Ausschuss. Wenn er sich vorsichtig herantastet, ist alles perfekt.
Beim Luftbiegen bestimmt die Öffnung der Matrize hauptsächlich den Innenradius und den Tonnage‑Bereich. Sie “fixiert” den Endwinkel nicht, es sei denn, man formt bis zum Anschlag. Solange der Vierfachblock plan bearbeitet, sauber eingesetzt und fest gespannt ist, ist er kein dominanter Faktor im Toleranzsystem.
Das Material und die Einrichtung bestimmen diese Kette.
Wenn der Prozess selbst in einer Welt von ±0,5 Grad lebt, was kaufen wir tatsächlich, wenn wir auf Einzelzweckmatrizen bestehen?
Stellen Sie sich eine Zeichnung vor, die 90° ±1° fordert. Funktionale Anforderung: Die Halterung passt zu einem geschweißten Rahmen mit Langlöchern. Sie erreichen 90,6°. Es lässt sich problemlos montieren. Der Kunde bemerkt keinen Unterschied.
Und jetzt stellen Sie sich vor, Sie verlieren in dieser Schicht 43 Minuten beim Wechsel zu einer speziellen 0,875″‑V‑Öffnung, weil sie “präziser” ist, und reduzieren Ihre durchschnittliche Abweichung von ±0,5° auf etwa ±0,3° beim Luftbiegen. Das sind zwei Zehntel eines Grades enger bei einer Toleranz, die ein ganzes Grad erlaubt.
Was haben Sie tatsächlich gewonnen?
Keine Passung. Keine Funktion. Keine Kundenzufriedenheit. Sie haben nur eine kleinere Zahl auf dem Winkelmesser gewonnen, während das Taxameter lief und die Räder stillstanden.
Es gibt Ausnahmen. Luftfahrt-Halterungen mit ±0,25°. Geprägte elektrische Stromschienen, bei denen der Winkel den Kontaktwiderstand beeinflusst. Alte Bremsen mit schlechter Wiederholgenauigkeit, bei denen das Formbiegen mechanische Schwächen kaschiert. In diesen Fällen ist Einzelzweckwerkzeug kein Overkill – sondern Risikokontrolle.
Aber wenn das 5% Ihrer Arbeit betrifft und Sie die übrigen 95% behandeln, als wäre alles Luftfahrt, zahlen Sie einen Präzisionsaufschlag, für den niemand die Rechnung einlöst.
Wir haben bereits bewiesen, dass der Kapazitätsverlust real ist – 15 Stunden und 46 Minuten pro Monat an einer Presse. Wenn das engere Werkzeug weder neue Einnahmen freisetzt noch messbaren Ausschuss verhindert, ist es keine “höhere Qualität”. Es ist Überentwicklung, getarnt als Handwerkskunst.
Sobald die Präzisionsangst bei den meisten Hochmix-Arbeiten vom Tisch ist, verlagern sich die Beschwerden.
“Diese Vierfachblöcke sind schwer.”
“Sie sind umständlich zu drehen.”
“Sie bremsen mich aus.”
Gut. Jetzt streiten wir endlich über echten Reibungsverlust auf dem Werkstattboden statt über imaginäre Toleranzgeister.
Wenn Präzision kein echtes Problem ist, verlangsamen Vierfachmatrizen die Bediener im Tagesgeschäft tatsächlich?
Lasst uns darüber sprechen, was eure Leute in Rücken und Schultern spüren, nicht darüber, was der Katalog sagt. Ein massiver 4‑Wege‑Block kann etwa 85 Pfund wiegen. Eine einzelne V‑Matrize-Stange vielleicht 28. Die eine kann man mit Muskelkraft einsetzen. Bei der anderen sucht man nach dem Kran.
Die Einwendung klingt praktisch: weniger Wechsel, klar — aber schwerere Wechsel.
Fair. Die Schwerkraft ist unbesiegt.
Aber darauf kommt es in einer echten Schicht an. Ihr bezahlt nicht für gehobene Pfunde. Ihr bezahlt für Minuten, in denen die Bremse still ist. Ein schwerer Hub einmal ausgeführt schlägt sechs leichtere Hübe, die sechsmal gemacht werden müssen, denn jeder dieser leichteren Wechsel bedeutet trotzdem: lösen, ziehen, ablegen, holen, ausrichten, festspannen, Testschlag, einstellen. Nicht das Gewicht frisst eure Marge, sondern die Wiederholung.
Und Wiederholung ist heimtückisch.
Stellt euch zwei Szenarien an einem Tag mit hoher Variantenvielfalt vor.
Szenario A: sechs Einzel‑V‑Wechsel. Jeder dauert 7 Minuten von Tür zu Tür, wenn das Regal nahe steht und der Bediener nicht nach Unterlegblechen sucht. Das sind 42 Minuten, in denen die Taxiuhr läuft und die Räder nicht drehen.
Szenario B: ein 4‑Wege‑Block wird zu Schichtbeginn installiert. Es dauert 11 Minuten, weil ihr den Kran verwendet, ihn sorgfältig setzt, sauber ausrichtet. Mitte der Schicht dreht ihr ihn einmal – 6 Minuten, kontrollierter Hub, 90‑Grad‑Drehung, wieder festspannen.
Insgesamt siebzehn Minuten.
Selbst wenn ich großzügig bin und sage, die Drehung ist umständlich und kostet 8 Minuten, seid ihr bei 19. Das sind trotzdem 23 Minuten zurück in eurer Tasche heute. Über 22 Arbeitstage sind das 506 Minuten — 8 Stunden und 26 Minuten — an Kapazität, die ihr bereits bezahlt habt und nie verkauft.
Und das unter der Annahme, dass nur einmal gedreht wird.
Jetzt machen wir den Belastungstest. Ja, einen massiven Block in der Luft mit Ketten zu drehen erfordert Koordination. Wenn der Bediener sich beeilt, kann die Matrize falsch sitzen, Verschleiß entstehen, sogar Fingergefährdung. Das ist real. Aber wisst ihr, was auch real ist? Sechs einzelne Gelegenheiten, sechs einzelne Stangen falsch auszurichten. Sechs Chancen, Zunder unter einer Schulter einzuklemmen. Sechs Spannzyklen.
Welche Vorgehensweise schafft über einen Monat hinweg tatsächlich mehr Fehlermöglichkeiten?
Sagt mir, was ihr auf eurem Hallenboden seht.
Nicht alle 4‑Wege sind schwere Brocken.
Ein massiver 8‑Fuß‑Block ist eine Strategie. Segmentierte 4‑Wege‑Matrizen — aufgeteilt in 2‑Fuß‑ oder 3‑Fuß‑Segmente — verändern die Handhabung völlig. Jetzt hebt ihr 35 bis 45 Pfund pro Abschnitt. Ihr dreht nur das, was ihr über die Arbeitslänge braucht. Kurzes Teil? Dreht einen Abschnitt. Lasst den Rest unverändert.
Das ist keine Theorie. Das ist weniger Stahl, der durch die Luft bewegt wird.
Und hier kommt der stille Gewinn: Mit segmentierten Blöcken hört ihr auf, die Bremse wie eine Laderampe zu behandeln. Der Kran kommt einmal herunter, nicht jede Stunde. Der Bediener läuft nicht 40 Fuß zum Werkzeugregal, weil alle vier üblichen V‑Öffnungen bereits im Bett sitzen.
Aber wenn ein Block vier gängige Öffnungen abdeckt, eliminierst du ganze Zyklen von Herausziehen und Ersetzen während der Schicht.
Ja, ein einzelner, spezieller V‑Stempel bleibt König für enge, kurze Flanschgeometrien, bei denen die Öffnungsgröße kritisch ist. Ich erzähle dir kein Märchen. Wenn der Auftrag wirklich den ganzen Tag über genau diese Geometrie verlangt, nutze das dedizierte Werkzeug. Dieses Argument gilt im Bereich des hochgemischten Luftbiegens, nicht in einer Produktionszelle mit nur einem Teil.
Die Frage lautet nicht “Ist ein 4‑Wege perfekt?”, sondern “Eliminiert er mehr Bewegung, als er hinzufügt?”
In den meisten gemischten Zeitplänen tut er das.
Geh zur Rückwand deiner Abkantabteilung.
Siehst du die Reihe unpassender V‑Stempel? 0.625, 0.750, 0.875, 1.000, 1.250. Die Hälfte davon wurde seit drei Wochen nicht angerührt, aber sie stehen dort “für den Fall der Fälle”. Jeder dieser Stempel braucht Platz im Regal. Jedes Regal verbraucht Bodenfläche. Jeder Quadratfuß Boden bringt Miete, Heizung, Versicherung und Opportunitätskosten mit sich.
Ein 4‑Wege‑Block fasst vier dieser Profile zu einem einzigen Platzbedarf in der Maschine zusammen.
Dieser Werkzeug‑Friedhof ist nicht nur Unordnung. Er bedeutet Laufzeit. Er bedeutet Suchzeit. Es ist der Bediener, der fragt: “Wo ist der 1‑Zoll‑V‑Stempel?”, während die Bremse stillsteht. Selbst 3 Minuten Suchzeit, zweimal am Tag, sind 6 Minuten. Über 22 Tage ergibt das 132 Minuten — 2 Stunden und 12 Minuten — verloren für Sucharbeit.
Das siehst du nicht in der Tabellenkalkulation. Du spürst es in der Überstundenabrechnung.
Also ja, 4‑Wege‑Matrizen sind in der Hand sperriger. Sie verlangen einen Hebezug und ein wenig Disziplin. Aber sie verkleinern die Choreografie rund um die Bremse — weniger Wege, weniger Regale, weniger Handgriffe.
Ich nehme eine schwerere Hebung pro Schicht lieber in Kauf als sechs leichtere, denn die Schwerkraft ist nicht das, was deine Marge tötet — Wiederholung ist es.
Nachdem wir nun zugegeben haben, dass die ergonomischen Kompromisse real, aber messbar sind, ist die nächste Frage nicht emotional.
Sie ist finanziell.
Ab welchem Punkt zahlt sich die zurückgewonnene Zeit — 23 Minuten hier, 17 Minuten dort — in schwarz‑weiß Zahlen gegen den höheren Anschaffungspreis aus?
Letzten Monat wurde eine unserer Bremsen mit $155 pro Stunde abgerechnet. Hochgemischte Arbeit. Nichts Außergewöhnliches. Wir haben sie 22 Arbeitstage lang verfolgt und festgestellt, dass durchschnittlich 23 Minuten pro Schicht allein für unnötige V‑Stempel‑Wechsel verloren gingen.
Dreiundzwanzig Minuten sind 0,383 Stunden pro Tag. Multipliziere das mit $155 und du erhältst $59.37 verlorene Kapazität täglich, während der Taxameter läuft und die Räder sich nicht drehen. Über 22 Tage ergibt das $1,306.14 pro Monat.
Ein $2,000‑4‑Wege‑Stempel gegenüber $1,306.14 zurückgewonnener monatlicher Kapazität bedeutet 1,53 Monate bis zum Break‑Even — etwa 6,4 Wochen.
Das ist die Mathematik, wenn die Zeitersparnis real und konstant ist. Aber was, wenn dein Mix leichter ist, deine Wechsel seltener und dein Abrechnungssatz niedriger?
Lassen Sie uns drei Szenarien durchspielen. Kein Feenstaub. Nur Bremszeit.
Szenario 1: Konservative Werkstatt. Sie sparen nur 12 Minuten pro Schicht. Das sind 0,2 Stunden × $140 pro Stunde = $28 pro Tag. Über 22 Tage ergibt das $616. Amortisation bei $2.000? 3,25 Monate.
Immer noch innerhalb eines Quartals.
Szenario 2: Mittlere Personalumschichtung. Sie sparen 18 Minuten. Das sind 0,3 Stunden × $155 = $46,50 pro Tag. Monatlich: $1.023. Amortisation: 1,95 Monate.
Szenario 3: Hohe Durchmischung, wie bei uns. Dreiundzwanzig Minuten bei $155 pro Stunde: $1.306,14 pro Monat. Amortisation: 1,53 Monate.
Beachten Sie, was die Kurve antreibt. Nicht die Toleranz. Nicht die Katalogspezifikationen. Die Wechselhäufigkeit.
Die Guidewheel-Daten zeigen eine mittlere Bremslaufzeit von 12,9%, das obere Quartil bei 34,3%. Das ist ein 2,6-facher Unterschied zwischen Werkstätten, die die gleiche Maschinenklasse betreiben. Der Unterschied ist nicht die Hubgeschwindigkeit. Es ist, wie oft die Bremse untätig auf das Einrichten oder auf den einen Mitarbeiter wartet, der weiß, wie man sie einstellt.
Wenn ein Block vier gängige Öffnungen abdeckt, eliminieren Sie komplette Aus- und Wiedereinbauzyklen über die gesamte Schicht. Das spart nicht nur Minuten – es erweitert auch den Pool an Bedienern, die einspringen können, ohne die Einrichtung beaufsichtigen zu müssen.
Und wenn die Nichtverfügbarkeit von Bedienern 19,5% der Stillstandszeit bei Biegemaschinen ausmacht, ist diese Flexibilität kein weicher Vorteil. Es ist der Schutz abrechenbarer Zeit.
Die eigentliche Break-even-Frage lautet also: Mit wie vielen Wechseln pro Schicht leben Sie derzeit?
Hier ist das Gegenargument, das ich höre: “Wenn dieser 4-Wege-Block beschädigt wird, verliere ich vier Öffnungen auf einmal.”
Fair.
Nun lassen Sie uns diese Befürchtung bepreisen.
Eine vernachlässigte Matrize nutzt sich 40% schneller ab. Reinigung nach Gebrauch reduziert den Verschleiß um 10–15%. Schmierung senkt ihn um weitere 20%. Häufige Kontrollen verlängern die Lebensdauer um 15–20%. Diese Prozentsätze gelten sowohl für eine einzelne V-Öffnung als auch für einen 4-Wege-Block. Stahl kümmert sich nicht um Ihre Einkaufspolitik.
Was sich ändert, ist die Zykluskonzentration. Ein 4-Wege-Block erfährt mehr Schläge pro physischem Block, weil er mehrere Stäbe ersetzt. Wenn Sie mehr als 500.000 Zyklen pro Jahr fahren, wissen Sie bereits, dass hydraulische Komponenten unter dieser Belastung dreimal so häufig ausfallen. Hohe Zyklen erfordern Disziplin.
Aber Disziplin ist günstiger als Duplizierung.
Nehmen wir an, im schlimmsten Fall beschädigst du eine 4‑Wege‑Matrize und benötigst alle 18 Monate eine $600‑Überarbeitung und Nachbearbeitung. Das ergibt amortisiert $33,33 pro Monat. Im Vergleich zu einem konservativen monatlichen Kapazitätsgewinn von $616 kippt das Risiko die Rechnung nicht.
Das eigentliche Risiko ist nicht die Konsolidierung. Es ist unsachgemäße Handhabung. Und unsachgemäße Handhabung würde vier Einzweck‑Matrizen genauso schnell verschleißen – nur würdest du es nicht bemerken, weil sich der Verschleiß über das Gestell verteilt.
Machst du dir Sorgen um die Kostenkonzentration oder um deine Instandhaltungskultur?
Spiele das an einem Dienstagnachmittag durch.
Dein leitender Abkantbediener meldet sich krank. Der Ersatz kann das Teil laufen lassen – aber er ist langsamer beim Einrichten. Jeder Werkzeugwechsel kostet ihn 3 zusätzliche Minuten, weil er die Ausrichtung doppelt überprüft und nach dem richtigen Einsatz sucht.
Drei zusätzliche Minuten pro Wechsel, vier Wechsel pro Schicht, das sind 12 Minuten. Bei $155 pro Stunde sind das $31 Verlust heute, weil die Fähigkeiten nicht gleichmäßig verteilt sind.
Guidewheel schätzt die Nichtverfügbarkeit von Bedienern bei Biegepressen mit 19,5% Stillstand. Abkantpressen sind komplexe Maschinen, die stark von Fähigkeiten abhängen. Alles, was den Aufbau vereinfacht, reduziert diese Abhängigkeit.
Eine 4‑Wege‑Matrize macht einen Anfänger nicht zum Meister. Aber sie reduziert die Entscheidungszahl. Weniger Werkzeugentnahmen. Weniger Wege zum Gestell. Weniger Spannzyklen.
Und Ermüdung ist real. Sechs Wechsel à 7 Minuten sind 42 Minuten Nicht‑Schneidarbeit. Eine Installation und eine Drehung dauern weniger als 20. Weniger Stahlhandhabung bedeutet weniger Abkürzungen um 16:30 Uhr, weniger falsch eingesetzte Matrizen, weniger Korrekturen am ersten Artikel.
Diesen Posten wirst du nicht auf einer Werkzeugrechnungsposition sehen.
Du wirst ihn in flüssigeren Übergaben sehen, in weniger “Wo ist die 1‑Zoll‑V?”‑Momenten und in einer Abkantpresse, die mehr ihrer Lebenszeit mit der Herstellung von Teilen verbringt, statt auf Menschen zu warten.
Wann wird also ein $2.000‑Werkzeug kostenlos?
Wenn deine zurückgewonnenen Minuten, multipliziert mit deinem tatsächlichen Abrechnungssatz, den Kaufpreis schneller überholen als ein Quartal – und wenn deine Mischung chaotisch genug ist, dass die Wechsel und nicht die Hubgeschwindigkeit dein Engpass sind.
Die Mathematik ist einfach.
Die schwierigere Frage ist, ob die Mischung und Disziplin deiner Werkstatt dich zum Kandidaten machen – oder ob dein echter Engpass woanders liegt.
Du brauchst keinen weiteren Matrizen‑Katalog. Du musst wissen, was deine Abkantpresse tatsächlich ausbremst.
Wenn Wechselhäufigkeit und Disziplin die Rentabilität bestimmen, dann lautet die eigentliche Frage nicht “Ist eine 4‑Wege‑Matrize präzise genug?”, sondern “Sind Werkzeugwechsel der Engpass, oder gebe ich dem Werkzeug die Schuld für etwas anderes?” Denn wenn Programmverzögerungen, Materialbereitstellung oder Bedienerabdeckung die wahren Übeltäter sind, kannst du jeden Multi‑V‑Block auf dem Markt kaufen – und die Presse bleibt still.
Hier zucken die meisten Werkstätten zusammen. Sie behandeln Werkzeuge wie Lagerverwaltung – wie viele Stäbe, welche Breiten, welcher Radius – anstatt wie eine Kapazitätsstrategie. Eine Abkantpresse ist ein Umsatzmotor mit laufendem Taxameter. Jede Minute, die mit dem Wechsel von Werkzeugen verbracht wird, ist bezahlte Zeit, in der der Zähler läuft, aber die Räder sich nicht drehen. Wenn der Zähler jedoch läuft, weil Teile nicht bereitgestellt oder Programme nicht validiert sind, ist das Werkzeug nicht Ihre Lösung.
Wie trennt man also Mythos von Mechanismus?
Erste Frage: Wie viele Minuten steht der Stößel während einer typischen Schicht still, speziell weil jemand die Matrizen wechselt?
Nicht warten auf den Gabelstapler. Kein Programm anpassen. Physisch lösen, herausziehen, einlagern, einsetzen, ausrichten.
Wenn Sie das nicht mit einer Zahl beantworten können – 12 Minuten, 18 Minuten, 43 Minuten – raten Sie nur. Verfolgen Sie drei Schichten. Schreiben Sie es auf. Wenn Sie unter 10 Minuten insgesamt pro Schicht liegen, ist das Werkzeug wahrscheinlich nicht Ihre Hauptbegrenzung. Wenn Sie über 20 liegen, haben Sie ein Muster.
Zweite Frage: Steigt die Einrichtzeit, wenn Ihr leitender Bediener fehlt?
Wenn die Wechsel von 6 auf 11 Minuten anwachsen, weil der Ersatz alles doppelt überprüft, ist diese Differenz ein versteckter Kapazitätsverlust, der direkt mit der Werkzeugkomplexität zusammenhängt. Vereinfachen Sie die Werkzeugmatrix und Sie verringern die Fähigkeitslücke. Wenn es keinen Anstieg gibt, ist Ihr Prozess bereits standardisiert. Eine Werkzeugkonsolidierung wird hier kaum etwas bewirken.
Dritte Frage: Sind Ihre häufigsten V‑Öffnungen gruppiert oder verstreut?
Ziehen Sie 60 Tage Biegedaten heran. Wenn 70–80 % Ihrer Luftbiegungen in vier „Rule‑of‑Eight“-Fenstern liegen – sagen wir 0,375″, 0,500″, 0,625″, 0,750″ – liegt Konsolidierungspotenzial vor. Wenn jeder Auftrag eine einmalige exotische Dicke oder eine eng tolerierte Bodenbiegeanwendung ist, sind Sie eine kundenspezifische Werkstatt und müssen mit mehr dediziertem Werkzeugstahl leben.
Diese drei Antworten zeigen, ob Wechsel Reibung oder nur Störgeräusche sind.
Und wenn sie auf Reibung hinweisen, was ändern Sie tatsächlich, ohne die Präzision dort zu gefährden, wo sie zählt?
Hier liegt der Fehler: Werkstätten denken, dass 4‑Wege gleichbedeutend mit „alles umstellen“ bedeutet.
Tut es nicht.
Sie segmentieren nach Toleranz und Häufigkeit. Die 80 % der Biegungen, die sich innerhalb der Standard‑Luftbiegetoleranzen bewegen – Ihre Alltagswinkel, Abdeckungen, Rahmen – gehen auf die 4‑Wege‑Matrizen. Die 20 %, die wirklich extrem enge Wiederholgenauigkeit, spezielle Radien oder kosmetischen Schutz erfordern, bleiben bei dedizierten Matrizen, die für diesen Auftrag konstruiert sind.
Das ist kein Kompromiss. Das ist gezielte Einschränkungssteuerung.
Ja, ein einzelnes V kann eine Multi‑V‑Matrize in extremer Luftbiegepräzision übertreffen. Aber wenn dieser Gewinn in Bruchteilen eines Grades bei Teilen mit ±1°‑Toleranz gemessen wird, was kaufen Sie da eigentlich? Wenn ein Block vier gängige Öffnungen abdeckt, eliminieren Sie ganze Zieh‑und‑Tauschzyklen innerhalb der Schicht. Sie behalten die Präzision dort, wo sie sich auszahlt, und entfernen Komplexität dort, wo sie keinen Nutzen bringt.
Was ist mit den laminierten, selbstgebauten Stapelmatrizen, die manche Leute aus Wasserstrahlplatten zusammenschweißen?
Sie sind clever. Anfangs günstig. Aber jetzt gehören Ihnen Konstruktionszeit, Schweißverzugsrisiko, Ausrichtungsabweichung und Nacharbeit, wenn der Stapel nicht perfekt rechtwinklig ist. Wenn Ihre Disziplin am Arbeitsplatz erstklassig ist, mag das machbar sein. Wenn nicht, haben Sie den Kaufpreis gegen Variabilität eingetauscht – und Variabilität zeigt sich in Erstteilkorrekturen und Winkelnachjustierungen.
Und maßgeschneiderte 4‑Wege‑Werkzeuge für jeden neuen Auftrag?
Das ist nur die Neuerfindung des Lagerbestandsproblems mit schickeren Blöcken. Der Punkt ist die Standardisierung rund um Ihre statistische Mehrheit, nicht das Verfolgen jedes Sonderfalls mit maßgefertigtem Stahl.
Wenn Sie also auf die 80% abzielen, was bewirkt das für den Zeitplan selbst?
Stellen Sie sich eine Woche vor, in der die Aufträge nach Materialstärke sequenziert sind, nicht danach, welcher Stempel gerade in der Halterung sitzt.
Anstatt Teile zu bündeln, nur um Wechsel zu vermeiden, produzieren Sie, was bereit ist. Der Vertrieb schiebt mittags einen dringenden Auftrag für einen 14‑Gauge‑Halter ein. Mit einer Einzweck‑Rüstung stehen Sie vor einem 9‑Minuten‑Wechsel plus Erstmusterfreigabe. Mit einer bereits installierten 4‑Wege‑Rüstung, die das erforderliche V abdeckt, ist es eine Drehung und ein Programmaufruf. Zwei Minuten. Vielleicht drei.
Diese Differenz – sagen wir 7 Minuten gespart – klingt nicht heldenhaft. Aber wenn Sie das über fünf Unterbrechungen in einer Woche aufsummieren, haben Sie 35 Minuten zurückgewonnen. Über 22 Arbeitstage sind das 946 Minuten – 15 Stunden und 46 Minuten – an Kapazität, für die Sie bereits bezahlt, aber nie verkauft haben.
Wichtiger als die Mathematik ist die Verhaltensänderung.
Wenn Wechsel die Reihenfolge nicht mehr steuern, wird Ihr Zeitplan ehrlich. Sie hören auf, Ineffizienz in “das machen wir, wenn wir sowieso umrüsten” zu verstecken. Die Presse wird reaktionsfähig statt fragil. Und Fragilität ist das, was Sie zu Überstunden, Eilaufträgen und Entschuldigungen gegenüber Kunden zwingt.
Tragen Sie dies also weiter: Hören Sie auf zu fragen, welcher Stempel isoliert gesehen präziser ist. Fragen Sie, welche Einrichtung es Ihrer Abkantpresse ermöglicht, Teile zu fertigen, statt auf sie zu warten.
Denn sobald Sie die Abkantpresse als begrenzte Kapazität betrachten – nicht als Werkzeugschau – hört das richtige Lagerbestandsniveau auf, eine Einkaufsdebatte zu sein, und wird zu einer Durchsatzentscheidung.


















