

Alle 14:17, il freno è silenzioso.
L’operatore ha il pistone sollevato, i morsetti allentati, e sta cercando la matrice a V da 1,000″ che era appena sullo scaffale questa mattina. Lo chiamerà un “cambio rapido”. Sette minuti se niente gli si mette contro. Fallo sei volte in un turno e avrai bruciato 43 minuti di tempo di frenatura pagato oggi. In 22 giorni lavorativi, sono 946 minuti — 15 ore e 46 minuti — di capacità che hai già pagato e non hai mai venduto.
Pensi ancora che la scelta dell’utensile riguardi la precisione?
Una pressa piegatrice è un motore di ricavi con un tassametro in funzione. Quando il pistone non cicla, il contatore non si ferma. L’affitto non si ferma. Il salario dell’operatore non si ferma. Il programma di produzione di certo non si ferma.
L’utensile a V singola dà una sensazione di pulizia. Dedicato. Preciso. Ma ogni volta che il lavoro richiede un’apertura diversa, rompi i morsetti, tiri fuori 2 metri di acciaio temprato, infili il successivo, lo centri a sinistra e destra per l’allineamento, e fai prove di battuta. Anche con buoni morsetti rapidi, è tempo reale. Attenzione reale. Rischio reale di disallineamento.
La domanda non è se una V singola può ottenere una piega più stretta. È quanti minuti stai scambiando per ottenerla.
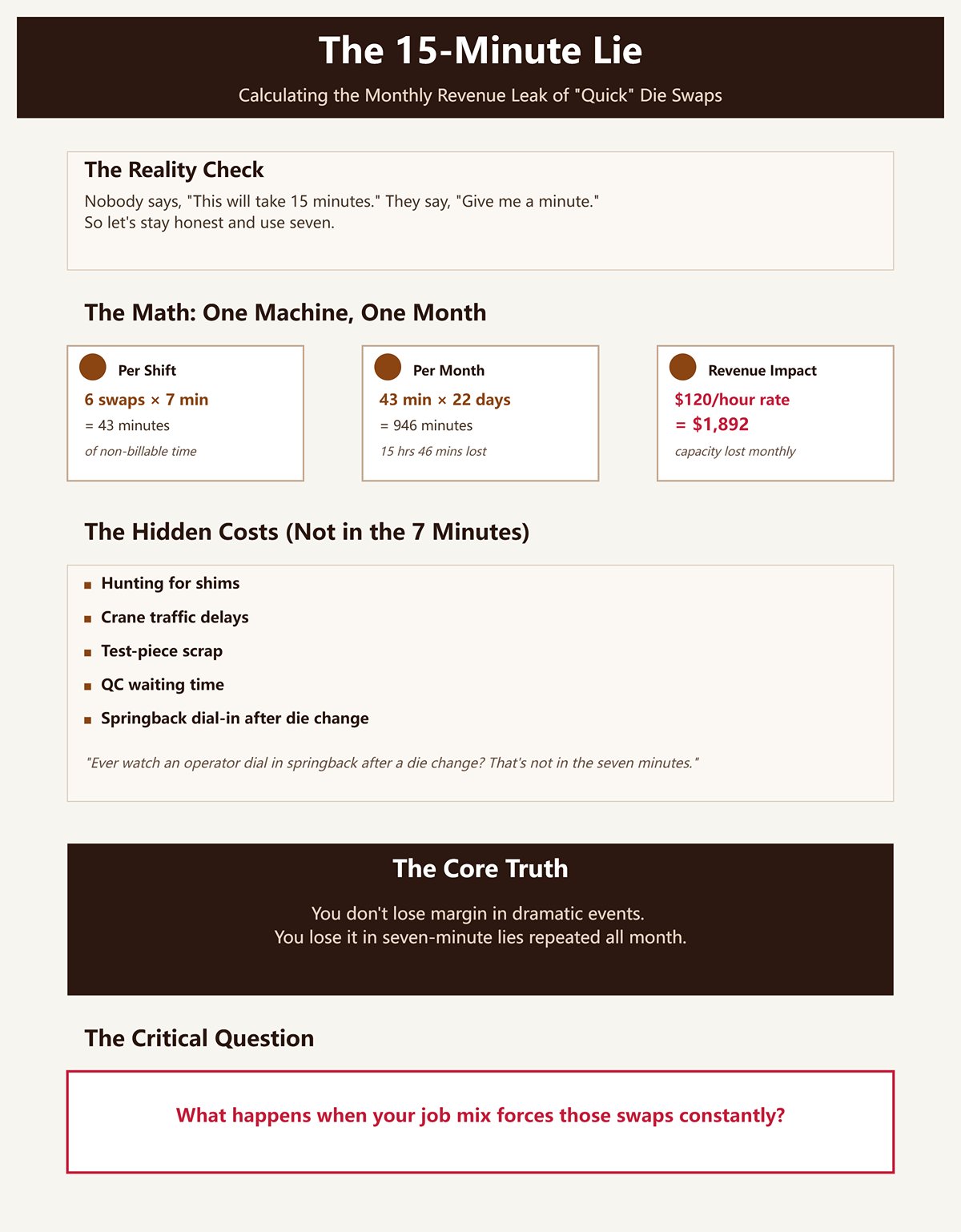
Nessuno dice, “Ci vorranno 15 minuti.” Dicono, “Dammi un minuto.”
Quindi restiamo onesti e usiamo sette.
Sei cambi per turno × 7 minuti = 43 minuti. 43 minuti × 22 giorni = 946 minuti. Sono 15 ore e 46 minuti di tempo di frenatura non fatturabile al mese.
Se la tariffa della tua officina per quella pressa è $120 all’ora, sono $1.892 di capacità persa. Ogni mese. Una sola macchina.
E questa è la versione gentile — nessuna ricerca di spessori, nessun traffico di gru, nessuno scarto di pezzi di prova, nessuna attesa per il controllo qualità. Hai mai visto un operatore regolare il ritorno elastico dopo un cambio di matrice? Non è compreso nei sette minuti.
Non perdi margine in eventi drammatici. Lo perdi in menzogne da sette minuti ripetute tutto il mese.
Quindi cosa succede quando il mix di lavori ti costringe a quei cambi continuamente?

Le officine ad alta varietà non eseguono 5.000 pezzi e se ne vanno a casa. Producono 12 pezzi di questo, 30 di quello, 4 prototipi prima di pranzo. Ogni cambio di codice è una decisione sugli utensili.
Con matrici a scopo singolo, ogni piccolo lotto porta il peso completo dell’attrezzaggio. Su una serie da 20 pezzi, il tempo di preparazione può uguagliare o superare il tempo di piegatura. Stai spendendo tanto tempo a cambiare utensili quanto a formare pezzi.
È lì che inizia l’effetto composto. Non in teoria — nel programma di produzione.
E sì, le matrici a 4 vie non sono magiche. Ruotare un blocco non è gratuito. Lo sollevi, ruoti di 90 gradi, lo ricolli con attenzione. Fatto male, inseguirai pieghe disuniformi tutto il pomeriggio. Ma se un blocco copre quattro aperture comuni, elimini interi cicli di estrazione e sostituzione durante il turno.
Nel lavoro ad alta varietà, la versatilità non è una comodità. È meno interruzioni al motore dei ricavi.
Il che ci porta alla parte che la maggior parte delle officine sottovaluta.
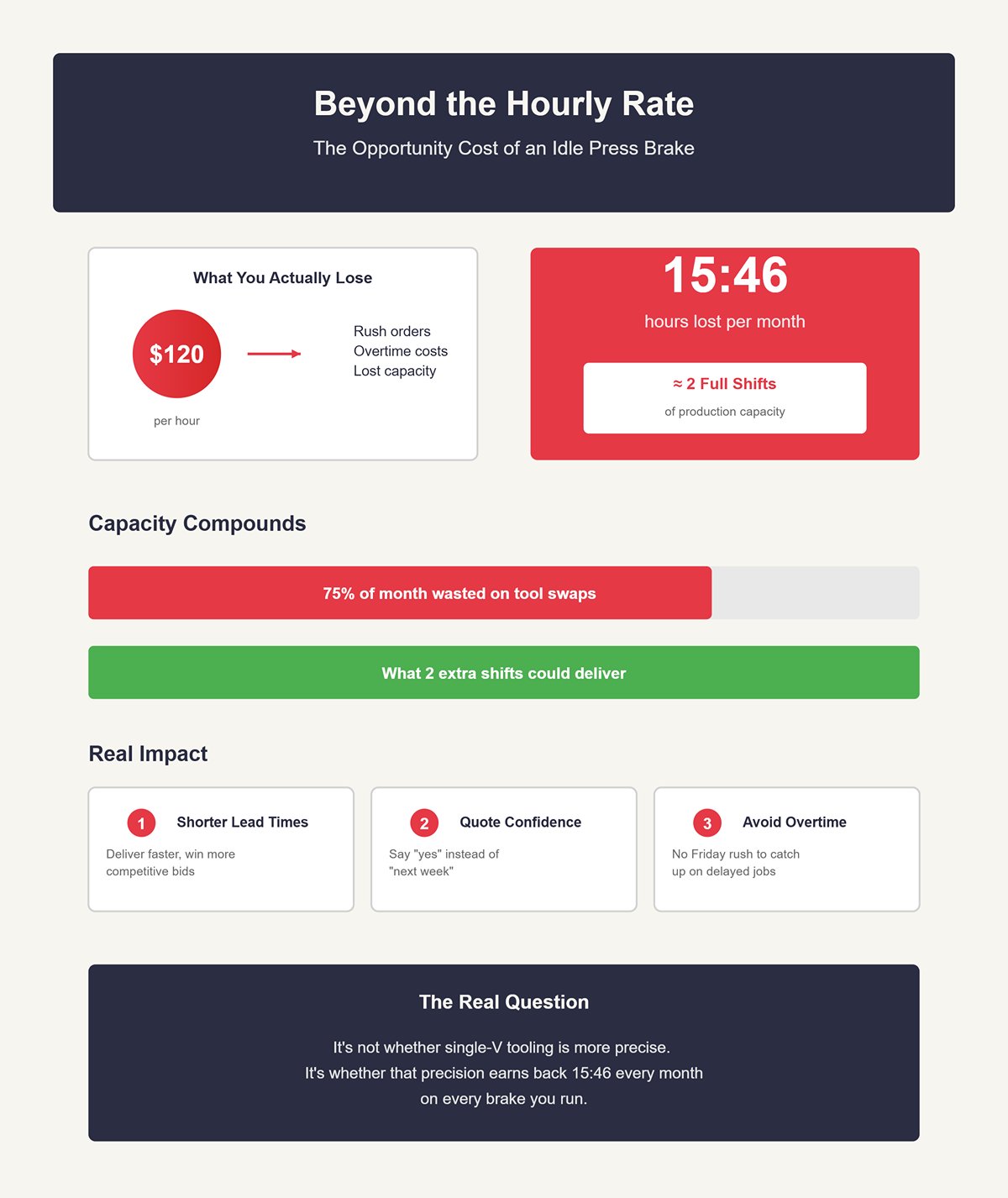
Quando la piegatrice resta ferma per un cambio, non perdi solo $120 all’ora. Perdi il lavoro che avresti potuto inserire. L’ordine urgente che hai dovuto rinviare a domani. Gli straordinari che ora pagherai venerdì.
La capacità si moltiplica.
Quindici ore e 46 minuti al mese equivalgono a quasi due turni pieni. Cosa farebbero due turni extra di pezzi formati per i tuoi tempi di consegna? Per la tua sicurezza nelle offerte? Per la tua capacità di dire “sì” invece di “la prossima settimana”?
Ci ossessioniamo per ±0,005″ mentre perdiamo interi turni sotto gli occhi di tutti.
Quindi la vera domanda non è se l’attrezzatura a singola V sia più precisa. È se quella precisione recupera 15 ore e 46 minuti ogni mese su ogni piegatrice che usi.
Durante una lavorazione di martedì del mese scorso, abbiamo piegato staffe A36 da 14 gauge a 90 gradi su una V da 1,000″. Il disegno prevedeva ±1 grado. Il primo pezzo era 90,4. Il secondo 89,7. Abbiamo regolato la profondità di 0,006″, ottenuto 90,1 e realizzato 120 pezzi. Tutti entro le specifiche.
Attrezzatura nel banco? Una matrice a 4 vie.
Se l’attrezzatura a singola V sta silenziosamente drenando capacità, quando giustifica davvero il suo costo? È questa la domanda. Perché se un blocco rotante non riesce a mantenere la tolleranza, allora tutto il discorso sul tempo perso della piegatrice è rumore. Ma se riesce a mantenere lo stesso ±0,5 grado con cui già lavori nella piegatura in aria, allora l’argomento della “precisione” si riduce a un’abitudine.
La piegatura in aria, eseguita su una piegatrice idraulica moderna, raggiunge abitualmente circa ±0,5 grado. Non è linguaggio da brochure — è ciò che si osserva in officina quando la macchina ripete e l’operatore conosce il proprio ritorno elastico. Ed ecco la parte che molti saltano: 95% dei disegni che entrano in un’officina ad alta varietà non sono più stretti di ±1 grado. Quindi, se la finestra reale del mondo è due volte più ampia della capacità del processo, dove esattamente fallisce la matrice a 4 vie?
Non puoi rispondere finché non separi la piegatura in aria dalla piegatura a fondo corsa.
Osserva un lavoro di piegatura a fondo su acciaio inox spesso. Contatto completo tra punzone, materiale e matrice. Il tonnellaggio picchia. Stai spingendo il materiale nell’angolo esatto della matrice, così non ha altra scelta che conformarsi ad esso. È così che si ottiene “precisione estrema”.”
Si ottengono anche 2–3 volte il tonnellaggio rispetto alla piegatura in aria. Maggiore carico sulla macchina. Maggiore carico sull’attrezzatura. Usura più rapida, soprattutto su lamiere dure. E ogni angolo richiede la propria geometria di matrice.
Non è lì che le matrici a 4 vie sono destinate a operare.
Un blocco a 4 vie è uno strumento per piegatura in aria. Selezioni diverse aperture V su un unico corpo, senza forzare il contatto completo con la matrice. L’angolo deriva dalla profondità del punzone e dal comportamento del materiale, non dalle pareti della matrice che avvolgono il pezzo. Quindi confrontare un setup di piegatura in aria a 4 vie con un setup di piegatura a fondo corsa a singola V è mescolare due processi differenti.
Ora, vediamo l’altro lato. Staffe di cerniere ad alto volume su una pressa meccanica. Un angolo. Un materiale. Migliaia di battute. La piegatura a fondo con una matrice dedicata può essere sia veloce sia perfettamente ripetibile. Nessuna obiezione. In quella nicchia, il cambio non avviene mai perché nulla cambia. La piegatrice semplicemente cicla.
Ma quello non è un ambiente ad alta varietà. Quella è produzione.
| Sezione | Contenuto |
|---|---|
| Argomento | Piegatura ad aria vs. imbutitura: dove vive realmente la matrice a 4 vie |
| Imbutitura su acciaio inox spesso | Contatto completo tra punzone, materiale e matrice. Il tonnellaggio aumenta bruscamente. Il materiale viene spinto esattamente nell’angolo della matrice, quindi non ha altra scelta che adattarvisi. È così che si ottiene la “precisione estrema”. |
| Tonnellaggio e usura | 2–3× il tonnellaggio rispetto alla piegatura ad aria. Maggiore carico sulla macchina. Maggiore carico sull’attrezzatura. Usura più rapida, soprattutto su lamiere dure. Ogni angolo richiede la propria geometria di matrice. |
| Posizionamento della matrice a 4 vie | Non è lì che le matrici a 4 vie sono destinate a operare. |
| Natura di una matrice a 4 vie | Un blocco a 4 vie è uno strumento di piegatura ad aria. Diverse aperture a V sono selezionate su un unico corpo, senza forzare il contatto completo con la matrice. L’angolo deriva dalla profondità del punzone e dal comportamento del materiale, non dalle pareti della matrice che avvolgono il pezzo. |
| Confronto dei processi | Confrontare un’impostazione di piegatura ad aria a 4 vie con una configurazione a singola V per imbutitura mescola due processi diversi. |
| Argomento dello Steelman | In staffe di cerniere ad alto volume su una pressa meccanica—un angolo, un materiale, migliaia di colpi—l’imbutitura con una matrice dedicata può essere veloce e altamente ripetibile. Non avviene mai alcun cambio perché nulla varia. La pressa semplicemente cicla. |
| Differenza di ambiente | Quello non è un ambiente ad alta varietà. Quella è produzione. |
Quindi, nel mondo in cui i lavori cambiano prima di pranzo, cosa provoca realmente l’errore di piegatura?
Prendi due lamiere dallo stesso bancale di lamiera nera da 11 gauge. Una misura 0,119″. L’altra 0,123″. Quattro millesimi di differenza. Nella piegatura ad aria, quella variazione di spessore modifica il raggio interno, che cambia il ritorno elastico, che cambia l’angolo finale. Stesso punzone. Stessa matrice. Stesso programma. Risultato diverso.
Era colpa della matrice a 4 vie?
Anche il carico di snervamento del materiale varia. L’A36 non è una formula fissa; è un intervallo. Maggiore snervamento, maggiore ritorno elastico. Minore snervamento, minore ritorno. Lo si nota quando il primo pezzo della giornata è 89,5 e il pacco successivo tende a 91 a meno che non si aumenti la profondità.
Poi ci sono la ripetibilità del martinetto e la bombatura. Se il banco non è compensato correttamente, ti troverai a inseguire l’angolo da sinistra a destra per 8 piedi. Quell’errore si manifesta sia che l’apertura a V sia su un pezzo dedicato sia su una faccia di un blocco rotante.
E l’operatore. Una regolazione di profondità di 0,003″ può spostare l’angolo di diversi decimi a seconda della larghezza della V. Se esagera, scarti il pezzo. Se ci arriva gradualmente, è perfetto.
Nella piegatura in aria, l’apertura della matrice stabilisce principalmente il raggio interno e la finestra di tonnellaggio. Non “blocca” l’angolo finale a meno che tu non stia eseguendo un bottoming. Quindi, finché il blocco a 4 vie è lavorato in squadra, posizionato correttamente e bloccato saldamente, non è la variabile dominante nella catena di tolleranza.
Il materiale e l’impostazione governano quella catena.
Quindi, se il processo stesso vive in un mondo di ±0,5 gradi, cosa stiamo effettivamente comprando quando insistiamo su matrici a scopo singolo?
Immagina un disegno che richiede 90° ±1°. Requisito funzionale: la staffa si accoppia a un telaio saldato con fori asolati. Ottieni 90,6°. Si assembla senza problemi. Il cliente non se ne accorge mai.
Ora immagina che bruci 43 minuti di questo turno per passare a una V dedicata da 0,875″ perché “è più precisa”, e che riduca la variazione media da ±0,5° a, diciamo, ±0,3° nella piegatura in aria. Sono due decimi di grado in meno su una tolleranza che consente un grado intero.
Che cosa hai effettivamente guadagnato?
Non l’accoppiamento. Non la funzione. Non la soddisfazione del cliente. Hai guadagnato un numero più piccolo su un goniometro mentre il tassametro correva e le ruote erano ferme.
Ci sono eccezioni. Staffe aerospaziali con ±0,25°. Sbarre colate per bus elettrici dove l’angolo influisce sulla pressione di contatto. Freni datati con scarsa ripetibilità in cui il bottoming maschera difetti meccanici. In quei casi, l’attrezzatura a scopo singolo non è eccessiva — è controllo del rischio.
Ma se quello rappresenta il 5% del tuo lavoro e attrezzi il restante 95% come se fosse tutto aerospaziale, stai pagando un sovrapprezzo di precisione che nessuno incassa davvero.
Abbiamo già dimostrato che la perdita di capacità è reale — 15 ore e 46 minuti al mese su una sola pressa. Se gli utensili più precisi non generano nuovi ricavi o non evitano scarti misurabili, non è “qualità superiore”. È sovra‑ingegnerizzazione mascherata da artigianalità.
Quindi, una volta eliminata la paura della precisione per la maggior parte dei lavori ad alta variabilità, i reclami cambiano.
“I blocchi a 4 vie sono pesanti.”
“Sono scomodi da ruotare.”
“Mi rallentano.”
Bene. Ora stiamo finalmente discutendo dell’attrito reale sul piano di lavoro, invece di fantasmi di tolleranza immaginari.
Se la precisione non è il vero problema, i punzoni a 4 vie rallentano davvero gli operatori nell’uso quotidiano?
Parliamo di ciò che i vostri ragazzi sentono nella schiena e nelle spalle, non di ciò che dice il catalogo. Un blocco solido a 4 vie può pesare 85 libbre. Una singola barra a V può pesare 28. Una la si può mettere in posizione a forza. L’altra ti fa cercare il paranco.
Quindi l’obiezione sembra pratica: meno cambi, certo — ma cambi più pesanti.
Giusto. La gravità è imbattibile.
Ma ecco cosa conta in un vero turno. Non paghi per i chili sollevati. Paghi per i minuti in cui la pressa è silenziosa. Un sollevamento pesante fatto una volta batte sei sollevamenti leggeri fatti sei volte, perché ognuno di quei cambi leggeri significa comunque: sgancia, tira, metti a rack, prendi, allinea, blocca, prova colpo, regola. Il peso non è ciò che mangia il tuo margine. È la ripetizione.
E la ripetizione è subdola.
Immagina due scenari in una giornata ad alta variabilità.
Scenario A: sei cambi con una singola V. Ognuno richiede 7 minuti porta‑a‑porta se il rack è vicino e l’operatore non sta cercando gli spessori. Sono 42 minuti in cui il tassametro gira e le ruote non si muovono.
Scenario B: un blocco a 4 vie installato all’inizio del turno. Richiede 11 minuti perché usi il paranco, lo posizioni con cura, lo indichi pulito. A metà turno lo ruoti una volta — 6 minuti, sollevamento controllato, rotazione di 90 gradi, nuovo bloccaggio.
Diciassette minuti in totale.
Anche se sono generoso e dico che la rotazione è scomoda e costa 8 minuti, siamo a 19. Hai comunque 23 minuti risparmiati oggi. Su 22 giorni lavorativi, sono 506 minuti — 8 ore e 26 minuti — di capacità che hai già pagato e mai venduto.
E questo assumendo solo una rotazione.
Ora, mettiamolo alla prova. Sì, ruotare un blocco solido a mezz’aria con le catene richiede coordinazione. Se l’operatore si affretta, può posizionare male la matrice, introdurre usura o persino rischiare un dito. È reale. Ma sai cos’altro è reale? Sei occasioni separate di disallineare sei barre separate. Sei possibilità di intrappolare scaglie sotto una spalla. Sei cicli di bloccaggio.
Quale processo genera in realtà più possibilità di errore in un mese?
Dimmi cosa vedi sul tuo pavimento.
Non tutte le 4 vie sono ancore.
Un blocco solido da 8 piedi è una strategia. Le matrici a 4 vie sezionate — suddivise in segmenti da 2 o 3 piedi — cambiano completamente l’equazione di movimentazione. Ora sollevi da 35 a 45 libbre per sezione. Ruoti solo ciò che ti serve lungo la lunghezza di lavoro. Pezzo corto? Ruoti un segmento. Lasci gli altri fermi.
Non è teoria. È meno acciaio che si muove nell’aria.
Ed ecco la vittoria silenziosa: con i blocchi sezionati, smetti di trattare la pressa come un molo di carico. Il paranco scende una volta, non ogni ora. L’operatore non cammina 12 metri fino al rack degli utensili perché tutte e quattro le comuni aperture a V sono già nel letto.
Ma se un blocco copre quattro aperture comuni, elimini interi cicli di estrazione e sostituzione durante il turno.
Sì, una singola matrice a V dedicata è ancora la regina per geometrie con flange corte e strette, dove la dimensione dell’apertura è critica. Non ti sto raccontando una favola. Se il lavoro richiede davvero quella geometria precisa per tutto il giorno, usa l’utensile dedicato. Questo argomento riguarda la piegatura ad aria ad alta variabilità, non una cella di produzione a pezzo unico.
La domanda non è “Una 4‑vie è perfetta?” ma “Rimuove più movimento di quanto ne aggiunga?”
Nella maggior parte dei programmi misti, sì.
Cammina fino al muro posteriore del tuo reparto presse piegatrici.
Vedi quella fila di matrici a V non abbinate? 0,625, 0,750, 0,875, 1,000, 1,250. Metà di esse non sono state toccate da tre settimane, ma restano lì “per sicurezza”. Ognuna di quelle barre occupa spazio sul portautensili. Ogni portautensili occupa pavimento. Ogni metro quadrato di pavimento comporta affitto, riscaldamento, assicurazione e costo opportunità.
Un blocco 4‑vie comprime quattro di quei profili in un solo ingombro nella macchina.
Quel cimitero di utensili non è solo disordine. È tempo di camminata. È tempo di ricerca. È l’operatore che chiede: “Dov’è la matrice da 1 pollice?” mentre la pressa piegatrice è ferma. Anche solo 3 minuti di ricerca, due volte al giorno, fanno 6 minuti. In 22 giorni, sono 132 minuti — 2 ore e 12 minuti — dedicate a lavoro da cacciatore‑raccoglitore.
Non lo vedi in un foglio di calcolo. Lo senti negli straordinari.
Quindi sì, le matrici 4‑vie sono più ingombranti in mano. Richiedono un paranco e un po’ di disciplina. Ma riducono la coreografia intorno alla pressa piegatrice — meno spostamenti, meno portautensili, meno contatti.
Preferisco un sollevamento più pesante per turno rispetto a sei più leggeri, perché non è la gravità a ridurre il tuo margine — è la ripetizione.
Ora che abbiamo ammesso che i compromessi ergonomici sono reali ma misurabili, la prossima domanda non è emotiva.
È finanziaria.
A quale punto il tempo recuperato — 23 minuti qui, 17 minuti lì — ripaga il prezzo di acquisto più alto in numeri chiari e netti?
Il mese scorso una delle nostre presse piegatrici ha fatturato $155 all’ora. Lavoro ad alta variabilità. Niente di esotico. L’abbiamo monitorata per 22 giorni lavorativi e abbiamo rilevato una media di 23 minuti per turno persi esclusivamente per sostituzioni di matrici a V che non era necessario fare.
Ventitré minuti equivalgono a 0,383 ore al giorno. Moltiplicali per $155 e ottieni $59,37 di capacità bruciata quotidianamente mentre il tassametro gira e le ruote restano ferme. In 22 giorni, sono $1.306,14 al mese.
Una matrice 4‑vie da $2.000 rispetto a $1.306,14 di capacità mensile recuperata significa un pareggio in 1,53 mesi — circa 6,4 settimane.
Questa è la matematica quando i risparmi di tempo sono reali e costanti. Ma se la tua variabilità è minore, le sostituzioni più rare, la tariffa oraria inferiore?
Facciamo tre scenari. Niente polvere magica. Solo tempo di frenata.
Scenario 1: officina conservativa. Risparmi solo 12 minuti per turno. Sono 0,2 ore × $140 all’ora = $28 al giorno. Su 22 giorni, $616. Rientro sull’investimento di $2.000? 3,25 mesi.
Ancora entro un trimestre.
Scenario 2: turnover moderato. Risparmi 18 minuti. Sono 0,3 ore × $155 = $46,50 al giorno. Mensile: $1.023. Rientro: 1,95 mesi.
Scenario 3: mix intenso, come il nostro. Ventitré minuti a $155 all’ora: $1.306,14 al mese. Rientro: 1,53 mesi.
Nota cosa guida la curva. Non la tolleranza. Non le specifiche di catalogo. La frequenza di turnover.
I dati di Guidewheel mostrano un tempo medio di funzionamento del freno di 12,9%, il quartile superiore a 34,3%. È una differenza di 2,6× tra officine che gestiscono la stessa classe di macchina. La differenza non è la velocità del colpo. È quanto spesso il freno resta fermo in attesa di configurazione o dell’unico operatore che sa impostarlo.
Se un blocco copre quattro aperture comuni, elimini interi cicli di estrazione e sostituzione durante il turno. Non solo risparmi minuti — ampli la base di operatori che possono intervenire senza bisogno di assistenza per la configurazione.
E quando l’indisponibilità dell’operatore rappresenta il 19,5% di fermo macchina sui piegatori, quella flessibilità non è un vantaggio teorico. È protezione del tempo fatturabile.
Quindi la domanda sul punto di pareggio diventa davvero: con quante sostituzioni per turno stai convivendo in questo momento?
Ecco l’obiezione che sento: “Se quel blocco 4‑vie si danneggia, perdo quattro aperture in una volta sola.”
Giusto.
Ora quantifichiamo quella paura.
Una matrice trascurata si usura il 40% più rapidamente. Pulire dopo l’uso riduce l’usura del 10–15%. La lubrificazione la abbassa di un ulteriore 20%. Controlli frequenti aggiungono un 15–20% di vita utile. Queste percentuali si applicano sia che si tratti di una V singola sia di un blocco 4‑vie. L’acciaio non si cura della tua filosofia di acquisto.
Ciò che cambia è la concentrazione dei cicli. Un 4‑vie subisce più colpi per blocco fisico perché sostituisce più aste. Se stai eseguendo più di 500.000 cicli l’anno, sai già che i componenti idraulici falliscono a una velocità tripla sotto quel carico. Cicli elevati richiedono disciplina.
Ma la disciplina è più economica della duplicazione.
Diciamo che nel peggiore dei casi danneggi un 4‑vie e hai bisogno di $600 per la rilavorazione e rifinitura una volta ogni 18 mesi. Sono $33,33 al mese ammortizzati. Anche rispetto a un guadagno di capacità mensile conservativo di $616, il rischio non ribalta l’equazione.
Il vero rischio non è la consolidazione. È la gestione approssimativa. E una gestione approssimativa consumerà quattro stampi monofunzione altrettanto velocemente — solo che non te ne accorgerai perché l’usura sarà distribuita lungo il rack.
Sei preoccupato per la concentrazione dei costi, o sei preoccupato per la cultura della manutenzione?
Prova a camminarci un martedì pomeriggio.
Il tuo operatore principale della pressa piegatrice chiama dicendo che è malato. Il sostituto può eseguire il pezzo, ma è più lento nei setup. Ogni cambio di stampo gli costa 3 minuti extra perché ricontrolla l’allineamento e cerca il giusto utensile.
Tre minuti extra per cambio, quattro cambi in un turno, sono 12 minuti. A $155 l’ora, sono $31 persi oggi perché le competenze non sono distribuite in modo uniforme.
Guidewheel stima l’indisponibilità dell’operatore al 19,5% di tempo di inattività per i piegatori. Le presse piegatrici sono macchine ad alta densità di competenze. Qualsiasi cosa semplifichi il setup riduce quella dipendenza.
Uno stampo a 4‑vie non trasforma un novizio in un maestro. Ma riduce le decisioni. Meno prelievi di utensili. Meno camminate fino al rack. Meno cicli di serraggio.
E la fatica è reale. Sei cambi da 7 minuti ciascuno sono 42 minuti di lavoro non di taglio. Un’installazione e una rotazione sono meno di 20. Meno lotta con l’acciaio significa meno scorciatoie alle 16:30, meno stampi mal posizionati, meno correzioni sull’articolo di prova.
Non vedrai quella voce sulla fattura degli utensili.
La vedrai nei passaggi più fluidi, in meno momenti “dov’è la V da 1 pollice?”, e in una pressa piegatrice che passa più tempo a produrre parti invece di aspettare gli operatori.
Quindi, quando un utensile da $2.000 diventa gratuito?
Quando i minuti recuperati, moltiplicati per la tua reale tariffa di fatturazione, superano il prezzo d’acquisto più velocemente di un trimestre — e quando il tuo mix è abbastanza caotico che i cambi, non la velocità del colpo, sono ciò che ti sta limitando.
La matematica è semplice.
La domanda più difficile è se il mix e la disciplina della tua officina ti rendano un candidato — o se il tuo vero vincolo sia altrove.
Non hai bisogno di un altro catalogo di stampi. Hai bisogno di sapere cosa sta effettivamente soffocando la tua pressa piegatrice.
Se la frequenza di rotazione e la disciplina determinano il ROI, allora la vera domanda non è “Un 4‑vie è abbastanza preciso?” ma “I cambi di stampo sono il vincolo, o sto dando la colpa agli utensili per qualcos’altro?” Perché se i ritardi di programmazione, la preparazione del materiale o la disponibilità degli operatori sono i veri colpevoli, allora puoi comprare ogni blocco multi‑V sul mercato e la tua pressa piegatrice resterà comunque silenziosa.
È qui che la maggior parte delle officine si tira indietro. Trattano l’attrezzatura come gestione dell’inventario — quanti pezzi, quali larghezze, quale raggio — invece che come strategia di capacità. Una pressa piegatrice è un motore di ricavi con il tassametro attivo. Ogni minuto speso per cambiare utensili è tempo pagato in cui il tassametro corre ma le ruote non girano. Ma se il tassametro gira perché i pezzi non sono predisposti o i programmi non sono verificati, l’attrezzatura non è la soluzione.
Allora, come si separa il mito dal meccanismo?
Prima domanda: In un turno tipico, per quanti minuti il pistone resta fermo specificamente perché qualcuno sta cambiando gli stampi?
Non in attesa di un carrello elevatore. Non mentre si ritocca un programma. Materialmente: svitare, estrarre, riporre, installare, allineare.
Se non riesci a rispondere con un numero — 12 minuti, 18 minuti, 43 minuti — stai indovinando. Monitora tre turni. Scrivilo. Se sei sotto i 10 minuti totali per turno, l’attrezzatura probabilmente non è la tua principale limitazione. Se sei sopra i 20, hai un modello ricorrente.
Seconda domanda: Quando il tuo operatore principale è assente, il tempo di setup aumenta?
Se i cambi passano da 6 minuti a 11 perché il sostituto ricontrolla tutto, quella differenza è una perdita di capacità nascosta, collegata direttamente alla complessità dell’attrezzatura. Semplifica la matrice degli utensili e riduci il divario di competenze. Se non c’è aumento, il processo è già standardizzato. La consolidazione degli utensili non sposterà di molto l’ago della bilancia.
Terza domanda: Le aperture a V più comuni sono raggruppate o sparse?
Analizza 60 giorni di dati di piegatura. Se il 70–80 % delle tue piegature in aria rientra in quattro finestre della Regola‑degli‑Otto — ad esempio 0,375″, 0,500″, 0,625″, 0,750″ — sei in territorio di consolidamento. Se ogni lavoro è uno spessore esotico unico o un’applicazione a fondo corsa con tolleranza stretta, sei un’officina su misura e dovrai convivere con più acciaio dedicato.
Queste tre risposte ti dicono se i cambi sono attrito o solo rumore.
E se indicano attrito, cosa puoi davvero cambiare senza sacrificare la precisione dove conta?
Ecco l’errore: le officine pensano che passare ai 4‑vie significhi andare completamente all‑in.
Non è così.
Si segmenta per tolleranza e frequenza. L’80 % delle piegature che rientrano comodamente nelle tolleranze standard di piegatura in aria — le staffe, le coperture, i telai quotidiani — si sposta sui 4‑vie. Il 20 % che richiede davvero una ripetibilità angolare estremamente precisa, raggi speciali o protezione estetica rimane su stampi dedicati progettati per quel lavoro.
Non è compromesso. È targeting della limitazione.
Sì, una V monouso può superare una multi‑V nella precisione estrema della piegatura in aria. Ma se quel guadagno si misura in frazioni di grado su pezzi con tolleranza a stampa ±1°, cosa stai davvero comprando? Se un blocco copre quattro aperture comuni, elimini interi cicli di estrazione e sostituzione durante il turno. Mantieni la precisione dove paga e riduci la complessità dove non serve.
E i cosiddetti stampi laminati, assemblati in officina da lastre tagliate a getto d’acqua che alcuni saldano insieme?
Sono ingegnosi. Economici all’inizio. Ma ora ti ritrovi con tempi di progettazione, rischio di distorsione da saldatura, variabilità di allineamento e rilavorazione quando lo stack non è perfettamente squadrato. Se la disciplina sul pavimento è di livello mondiale, forse è una soluzione praticabile. Se no, hai scambiato il prezzo d’acquisto per variabilità — e la variabilità si manifesta come correzioni del primo pezzo e inseguimento dell’angolo.
E quattro vie personalizzate su misura per ogni nuovo lavoro?
Questo significa solo reinventare il problema dell’inventario con blocchi più sofisticati. Il punto è la standardizzazione attorno alla tua maggioranza statistica, non inseguire ogni caso limite con acciaio su misura.
Quindi, se punti all’80%, cosa comporta questo per il programma stesso?
Immagina una settimana in cui i lavori sono sequenziati per spessore del materiale, non in base alla matrice attualmente montata.
Invece di raggruppare i pezzi solo per evitare i cambi, esegui ciò che è pronto. Le vendite inseriscono un ordine urgente per una staffa da 14 gauge a mezzogiorno. Con un setup a singolo scopo, ti trovi davanti a un cambio di 9 minuti più la validazione del primo pezzo. Con una 4‑vie già installata che copre la V richiesta, basta una rotazione e la chiamata del programma. Due minuti. Forse tre.
Quella differenza — diciamo 7 minuti evitati — non sembra eroica. Ma accumulala su cinque interruzioni in una settimana e hai recuperato 35 minuti. Su 22 giorni lavorativi, sono 946 minuti — 15 ore e 46 minuti — di capacità che avevi già pagato e che non hai mai venduto.
Più importante della matematica è il cambiamento comportamentale.
Quando i cambi smettono di dettare la sequenza, il tuo programma diventa onesto. Smetti di nascondere l’inefficienza dietro il “lo faremo quando cambiamo”. Il freno diventa reattivo invece che fragile. E la fragilità è ciò che ti costringe agli straordinari, alle urgenze e alle scuse ai clienti.
Quindi porta avanti questo concetto: smetti di chiederti quale matrice sia più precisa in isolamento. Chiediti quale setup permette al tuo freno di produrre pezzi invece di aspettarli.
Perché una volta che vedi il freno come capacità vincolata — non come una vetrina di utensili — il giusto livello di inventario smette di essere un dibattito sugli acquisti e diventa una decisione di throughput.


















