

Às 14h17, o travão está silencioso.
O operador tem o êmbolo levantado, grampos soltos, à procura do V de 1,000″ que estava na prateleira esta manhã. Ele vai chamar-lhe uma “troca rápida”. Sete minutos se nada lhe fizer resistência. Fazendo isso seis vezes num turno, queimaste 43 minutos de tempo pago de travão hoje. Ao longo de 22 dias úteis, isso são 946 minutos — 15 horas e 46 minutos — de capacidade que já pagaste e nunca vendeste.
Ainda achas que a escolha da ferramenta é uma questão de precisão?
Uma prensa dobradeira é um motor de receita com um taxímetro a correr. Quando o êmbolo não está a ciclar, o contador não pára. O teu arrendamento não pausa. O salário do operador não pausa. O calendário, certamente, não pausa.
A ferramenta de V único parece limpa. Dedicada. Precisa. Mas sempre que o trabalho requer uma abertura diferente, abres os grampos, puxas 6 pés de aço endurecido, lutas com a próxima, ajustas à esquerda e à direita para alinhamento e fazes testes de batida. Mesmo com bons grampos rápidos, isso é tempo real. Atenção real. Risco real de desalinhamento.
A questão não é se um V único consegue fazer uma curvatura mais apertada. É quantos minutos estás a trocar para consegui-lo.
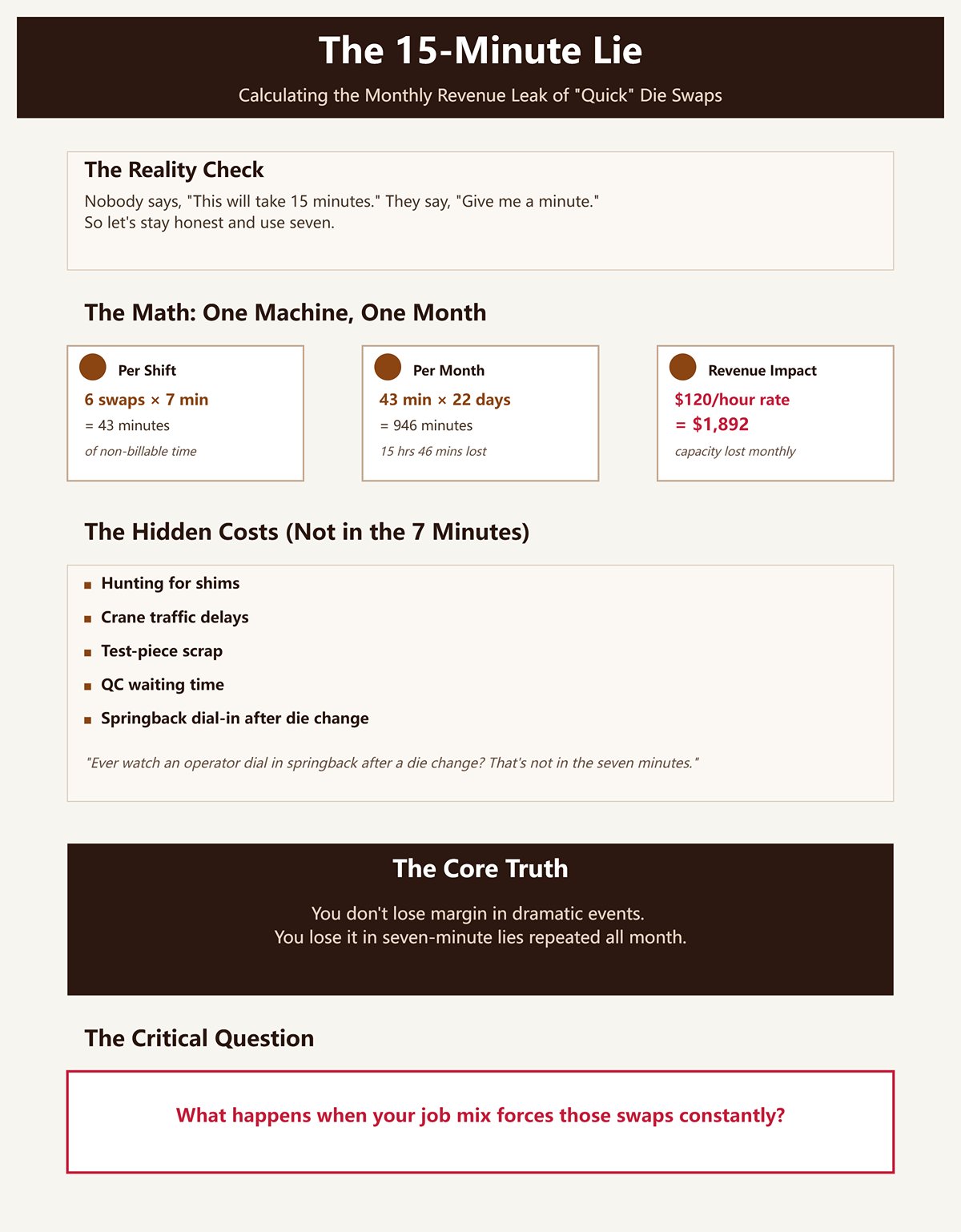
Ninguém diz: “Isto vai levar 15 minutos.” Dizem: “Dá-me um minuto.”
Então, sejamos honestos e usemos sete.
Seis trocas por turno × 7 minutos = 43 minutos. 43 minutos × 22 dias = 946 minutos. Isso são 15 horas e 46 minutos de tempo de travão não faturável por mês.
Se a tua taxa de oficina nessa prensa é de $120 por hora, isso são $1.892 de capacidade perdida. Mensalmente. Uma máquina.
E essa é a versão educada — sem procurar calços, sem tráfego de gruas, sem desperdício de peças de teste, sem espera pela QC. Já viste um operador ajustar o retorno elástico após uma troca de matriz? Isso não está nos sete minutos.
Não perdes margem em eventos dramáticos. Perdes em mentiras de sete minutos repetidas todo o mês.
Então, o que acontece quando a mistura de trabalhos te obriga a fazer essas trocas constantemente?

Oficinas de alta mistura não produzem 5.000 peças e vão para casa. Produzem 12 peças disto, 30 daquilo, 4 protótipos antes do almoço. Cada mudança de SKU é uma decisão de ferramenta.
Com matrizes de propósito único, cada pequeno lote carrega todo o peso da configuração. Numa produção de 20 peças, a preparação pode igualar ou exceder o tempo de dobra. Estás a gastar tanto tempo a mudar ferramentas como a formar peças.
É aí que começa o efeito composto. Não na teoria — na agenda.
E sim, as matrizes de 4 vias não são mágicas. Rodar um bloco não é gratuito. Levantas, giras 90 graus, reassentas cuidadosamente. Feito de forma incorreta, vais andar atrás de dobras irregulares a tarde toda. Mas se um bloco cobre quatro aberturas comuns, eliminas ciclos inteiros de retirada e substituição ao longo do turno.
No trabalho de grande variedade, a versatilidade não é conveniência. É menos interrupções no motor de receitas.
O que nos leva à parte que a maioria das oficinas subvaloriza.
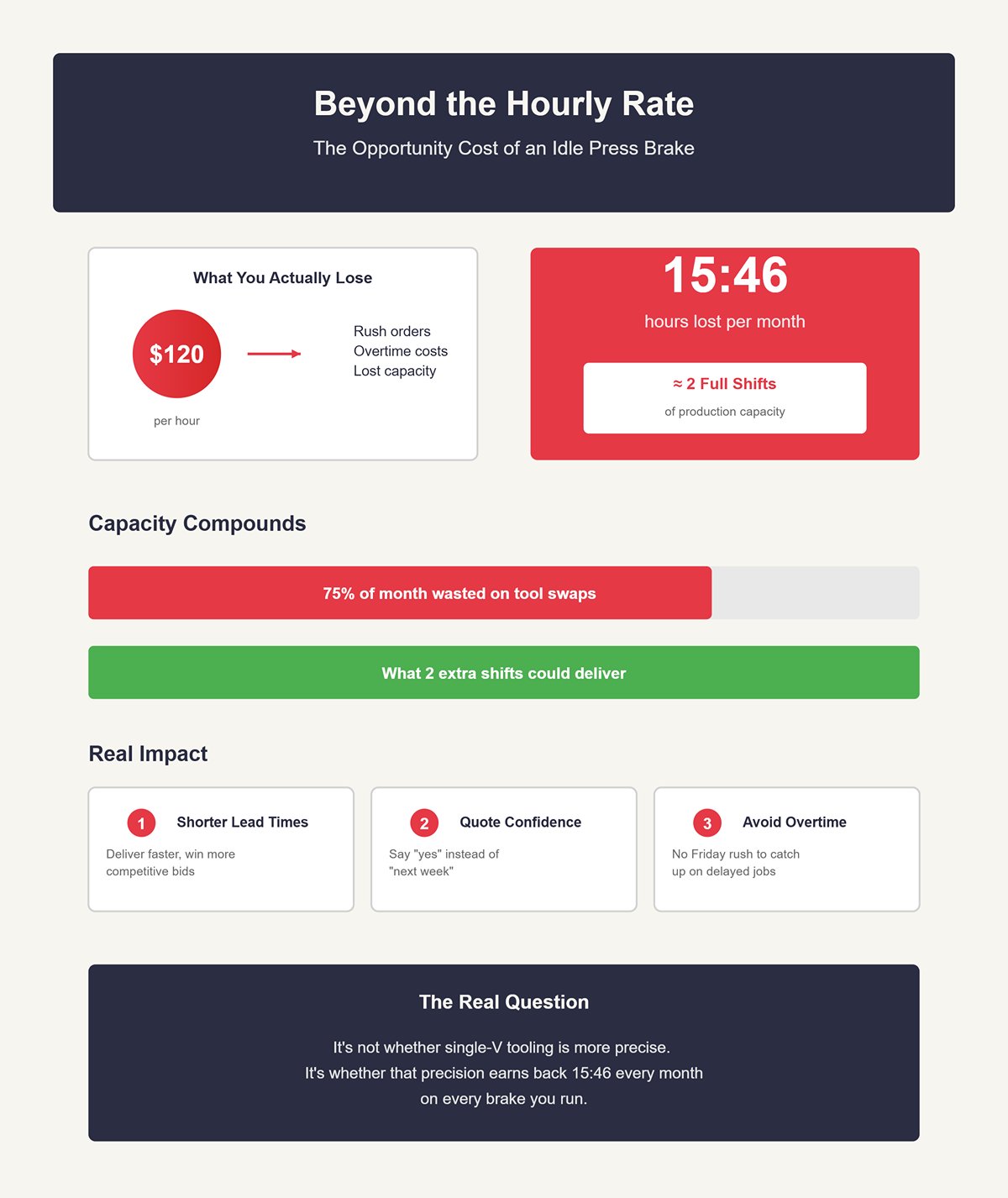
Quando a quinadeira fica parada para uma troca, não perdes apenas $120 por hora. Perdes o trabalho que poderias ter encaixado. A encomenda urgente que tiveste de adiar para amanhã. As horas extra que agora vais pagar na sexta-feira.
A capacidade multiplica-se.
Quinze horas e 46 minutos por mês equivalem a quase dois turnos completos. O que fariam dois turnos extra de peças conformadas pelos teus prazos de entrega? Pela tua confiança nos orçamentos? Pela tua capacidade de dizer “sim” em vez de “para a próxima semana”?
Obcecamo-nos com ±0,005″ enquanto perdemos turnos inteiros à vista de todos.
Portanto, a verdadeira questão não é se a ferramenta em V simples é mais precisa. É se essa precisão recupera 15 horas e 46 minutos todos os meses em cada quinadeira que operas.
Num turno de terça-feira no mês passado, dobrámos suportes A36 de chapa 14 a 90 graus numa V de 1,000″. O desenho indicava ±1 grau. A primeira peça mediu 90,4. A segunda, 89,7. Ajustámos a profundidade em 0,006″, atingimos 90,1 e produzimos 120 peças. Todas dentro das especificações.
Ferramenta montada na mesa? Uma matriz de 4 vias.
Se a ferramenta em V simples está silenciosamente a drenar capacidade, quando é que realmente compensa? Essa é a questão. Porque se um bloco rotativo não consegue manter a tolerância, então toda a conversa sobre tempo de quinadeira perdido é ruído. Mas se consegue manter o mesmo ±0,5 grau com que já trabalhas na dobragem ao ar, então o argumento da “precisão” desmorona-se em hábito.
A dobragem ao ar, feita numa quinadeira hidráulica moderna, atinge rotineiramente cerca de ±0,5 grau. Não é conversa de brochura — é o que se vê na oficina quando a máquina repete e o operador conhece o retorno elástico. E aqui está a parte que as pessoas ignoram: 95% dos desenhos que entram numa oficina de grande variedade não são mais apertados que ±1 grau. Portanto, se a tua janela real é duas vezes maior que a capacidade do processo, onde exatamente é que a matriz de 4 vias está a falhar?
Não podes responder a isso até separares a dobragem ao ar da dobragem por encosto total.
Observa um trabalho de encosto total em aço inox espesso. Contacto total entre punção, material e matriz. A tonagem dispara. Estás a forçar o material a assumir exatamente o ângulo da matriz, para que não tenha alternativa senão igualá-lo. É assim que obténs “precisão extrema”.”
Também obténs 2–3 vezes mais tonagem comparado com a dobragem ao ar. Mais carga na máquina. Mais carga na ferramenta. Desgaste mais rápido, especialmente em chapa dura. E cada ângulo precisa da sua própria geometria de matriz.
Não é aí que as matrizes de 4 vias foram feitas para trabalhar.
Um bloco de 4 vias é uma ferramenta de dobragem ao ar. Estás a selecionar diferentes aberturas em V num mesmo corpo, não a forçar contacto total da matriz. O ângulo vem da profundidade do punção e do comportamento do material, não das paredes da matriz a envolverem a peça. Por isso, comparar uma configuração de dobragem ao ar de 4 vias com uma configuração de encosto total de V simples é misturar processos.
Agora, considera o outro lado. Suportes de dobradiça de alto volume numa quinadeira mecânica. Um ângulo. Um material. Milhares de ciclos. Dobragem por encosto total com uma matriz dedicada pode ser simultaneamente rápida e altamente repetível. Sem discussão. Nesse nicho, não há trocas porque nada muda. A quinadeira apenas cicla.
Mas isso não é um ambiente de alta variedade. Isso é produção.
| Secção | Conteúdo |
|---|---|
| Tópico | Flexão por ar vs. Enformação por contacto: Onde o molde de 4 vias realmente se enquadra |
| Enformação por contacto em aço inox espesso | Contacto total entre o punção, o material e o molde. A força de prensagem dispara. O material é empurrado para o ângulo exato do molde, não tendo escolha senão corresponder-lhe. É assim que se obtém “precisão extrema”. |
| Força de prensagem e desgaste | 2–3× mais força de prensagem comparada com a flexão por ar. Mais carga sobre a máquina. Mais carga sobre a ferramenta. Desgaste mais rápido, especialmente em chapa dura. Cada ângulo requer a sua própria geometria de molde. |
| Posicionamento do molde de 4 vias | Não é aí que as matrizes de 4 vias foram feitas para trabalhar. |
| Natureza de um molde de 4 vias | Um bloco de 4 vias é uma ferramenta de flexão por ar. Abrem-se diferentes aberturas em V num único corpo, sem forçar o contacto total do molde. O ângulo resulta da profundidade do punção e do comportamento do material, não das paredes do molde que envolvem a peça. |
| Comparação de processos | Comparar uma configuração de flexão por ar de 4 vias com uma configuração de enformação por contacto de V único mistura dois processos diferentes. |
| Argumento técnico reforçado | Em suportes de dobradiça de grande volume numa prensa mecânica — um ângulo, um material, milhares de golpes — a enformação por contacto com um molde dedicado pode ser rápida e altamente repetível. A troca nunca acontece porque nada muda. O travão apenas cicla. |
| Diferença de ambiente | Isso não é um ambiente de alta variedade. Isso é produção. |
Então, no mundo onde os trabalhos mudam antes do almoço, o que está realmente a causar o erro na sua dobra?
Pegue em duas chapas do mesmo palete de aço laminado a quente de 11 calibres. Uma mede 0,119″. A seguinte mede 0,123″. Quatro milésimos de diferença. Na flexão por ar, essa variação de espessura altera o raio interno, o que altera o retorno elástico e, por sua vez, o ângulo final. Mesmo punção. Mesmo molde. Mesmo programa. Resultado diferente.
Foi culpa do molde de 4 vias?
A resistência ao escoamento do material também varia. O A36 não é uma fórmula química precisa; é uma faixa. Mais resistência, mais retorno elástico. Menos resistência, menos. Nota-se quando a primeira peça do dia fica em 89,5 e o lote seguinte quer 91, a menos que se aumente a profundidade.
Depois há a repetibilidade do êmbolo e o arqueamento. Se a mesa não for corretamente compensada, terás de ajustar o ângulo da esquerda para a direita ao longo de 8 pés. Esse erro aparece quer a abertura em V esteja num ferro dedicado quer numa das faces de um bloco rotativo.
E o operador. Um ajuste de profundidade de 0,003″ pode alterar o ângulo em várias décimas, dependendo da largura do V. Se ele passar do ponto, refugias a peça. Se ele se aproximar com cuidado, ficas impecável.
No dobramento ao ar, a abertura da matriz define principalmente o raio interno e a janela de tonagem. Não “fixa” o ângulo final a menos que estejas a fazer bottoming. Portanto, desde que o bloco de 4 lados esteja maquinado a esquadro, bem assente e firmemente apertado, não é a variável dominante na pilha de tolerâncias.
O material e a configuração é que governam essa pilha.
Portanto, se o próprio processo vive num mundo de ±0,5 grau, o que é que estamos realmente a comprar quando insistimos em matrizes de propósito único?
Imagina um desenho que exige 90° ±1°. Requisito funcional: o suporte acopla a uma estrutura soldada com furos oblongos. Atinges 90,6°. Monta-se perfeitamente. O cliente nunca nota a diferença.
Agora imagina que perdes 43 minutos neste turno a trocar para um V dedicado de 0,875″ porque “é mais preciso”, e reduzes a tua variação média de ±0,5° para, digamos, ±0,3° no dobramento ao ar. São duas décimas de grau a menos numa tolerância que permite um grau completo.
O que é que ganhaste realmente?
Nem encaixe. Nem função. Nem satisfação do cliente. Ganhaste um número menor no transferidor enquanto o taxímetro continuava a contar e as rodas não giravam.
Há exceções. Suportes aeroespaciais com ±0,25°. Barras condutoras cunhadas onde o ângulo afeta a pressão de contacto. Travões antigos com má repetibilidade em que o bottoming encobre falhas mecânicas. Nesses casos, a ferramenta de propósito único não é exagero — é controlo de risco.
Mas se isso for 5% do teu trabalho e equipares os outros 95% como se tudo fosse aeroespacial, estás a pagar um prémio de precisão onde ninguém desconta o cheque.
Já provámos que a perda de capacidade é real — 15 horas e 46 minutos por mês numa única prensa dobradeira. Se a ferramenta mais apertada não gera nova receita nem evita refugo mensurável, não é “maior qualidade”. É sobre‑engenharia disfarçada de mestria artesanal.
Assim, quando o medo da precisão sai de cena na maior parte do trabalho de alta variedade, as queixas mudam.
“Esses blocos de 4 lados são pesados.”
“São desajeitados de rodar.”
“Fazem-me perder tempo.”
Ótimo. Agora finalmente estamos a discutir o atrito real do chão de fábrica em vez de fantasmas de tolerância imaginários.
Se a precisão não é o verdadeiro problema, será que as matrizes de 4 lados realmente tornam os operadores mais lentos na utilização diária?
Vamos falar sobre o que os teus colegas sentem nas costas e nos ombros, não sobre o que o catálogo diz. Um bloco sólido de 4 vias pode pesar 85 libras. Uma vareta de V‑die única pode pesar 28. Um podes encaixar à força. O outro faz‑te procurar o guincho.
Portanto, a objeção parece prática: menos trocas, claro — mas trocas mais pesadas.
Justo. A gravidade é invencível.
Mas aqui está o que importa num turno real. Não pagas pelos quilos levantados. Pagas pelos minutos em que a prensa está silenciosa. Um levantamento mais pesado feito uma vez vence seis levantamentos mais leves feitos seis vezes, porque cada uma dessas trocas mais leves ainda significa desapertar, puxar, arrumar, buscar, alinhar, apertar, testar o golpe, ajustar. O peso não é o que devora a tua margem. É a repetição.
E a repetição é traiçoeira.
Imagina dois cenários num dia de grande variedade.
Cenário A: seis trocas de V único. Cada uma demora 7 minutos de porta a porta se o suporte estiver perto e o operador não estiver à procura de calços. São 42 minutos com o taxímetro a contar e as rodas paradas.
Cenário B: um bloco de 4 vias instalado no início do turno. Demora 11 minutos porque usas o guincho, colocas cuidadosamente, fazes a indicação limpa. A meio do turno, rodas uma vez — 6 minutos, levantamento controlado, rotação de 90 graus, reaperto.
Dezassete minutos no total.
Mesmo que seja generoso e diga que a rotação é difícil e custa 8 minutos, ficas em 19. Ainda assim, tens 23 minutos de volta no bolso hoje. Ao longo de 22 dias úteis, são 506 minutos — 8 horas e 26 minutos — de capacidade que já pagaste e nunca vendeste.
E isso assumindo apenas uma rotação.
Agora, vamos pôr à prova. Sim, rodar um bloco sólido no ar com correntes exige coordenação. Se o operador se apressar, pode posicionar mal a matriz, provocar desgaste ou até arriscar um dedo. Isso é real. Mas sabes o que mais é real? Seis oportunidades separadas para desalinhamentos em seis varetas separadas. Seis chances de prender resíduos sob um ombro. Seis ciclos de aperto.
Que processo cria, na verdade, mais oportunidades de erro ao longo de um mês?
Diz‑me o que vês na tua oficina.
Nem todas as de 4 vias são âncoras.
Um bloco sólido de 8 pés é uma estratégia. Matrizes de 4 vias seccionadas — divididas em segmentos de 2 ou 3 pés — mudam completamente a equação de manuseamento. Agora levantas de 35 a 45 libras por secção. Rotas apenas o que precisas ao longo do comprimento de trabalho. Peça curta? Roda uma secção. Deixa o resto quieto.
Isso não é teoria. É menos aço a mover‑se pelo ar.
E aqui está a vitória silenciosa: com blocos seccionados, deixas de tratar a prensa como um cais de carga. O guincho desce uma vez, não a cada hora. O operador não anda 12 metros até ao suporte de ferramentas porque todas as quatro aberturas de V mais comuns já estão na mesa.
Mas se um bloco cobrir quatro aberturas comuns, elimina ciclos completos de puxar‑e‑substituir ao longo do turno.
Sim, uma única matriz em V dedicada continua a ser a melhor para geometria apertada com flange curto, onde o tamanho da abertura é crítico. Não te estou a contar um conto de fadas. Se o trabalho realmente exigir essa geometria exata o dia inteiro, utiliza a ferramenta dedicada. Este argumento aplica‑se à flexão em ar de alta variedade, não a uma célula de produção de uma só peça.
A questão não é “Um 4‑vias é perfeito?” É “Remove mais movimento do que adiciona?”
Em quase todos os horários mistos, sim.
Caminha até à parede de trás do teu departamento de prensa dobradeira.
Vês aquela fila de matrizes em V desencontradas? 0,625, 0,750, 0,875, 1,000, 1,250. Metade delas não foi tocada há três semanas, mas ficam ali “por precaução”. Cada uma dessas peças precisa de espaço no suporte. Cada suporte ocupa chão. Cada metro quadrado de chão tem renda, aquecimento, seguro e custo de oportunidade associados.
Um bloco 4‑vias condensa quatro desses perfis num único espaço na máquina.
Esse cemitério de ferramentas não é apenas desordem. É tempo de caminhada. É tempo de procura. É o operador a perguntar: “Onde está a matriz de 1 polegada?” enquanto a prensa está parada. Mesmo 3 minutos de procura, duas vezes por dia, são 6 minutos. Ao longo de 22 dias, isso são 132 minutos — 2 horas e 12 minutos — perdidos em trabalho de scavenger.
Não vês isso numa folha de cálculo. Sentes‑o nas horas extras.
Portanto, sim, as matrizes 4‑vias são mais volumosas na mão. Exigem um guincho e um pouco de disciplina. Mas reduzem a coreografia à volta da prensa — menos caminhadas, menos suportes, menos toques.
Prefiro um levantamento pesado por turno a seis leves, porque a gravidade não é o que está a matar a tua margem — é a repetição.
Agora que admitimos que os compromissos ergonómicos são reais mas mensuráveis, a próxima questão não é emocional.
É financeira.
Em que ponto é que o tempo recuperado — 23 minutos aqui, 17 minutos ali — compensa o preço de compra mais elevado em números preto‑no‑branco?
No mês passado, uma das nossas prensas faturou $155 por hora. Trabalho de alta variedade. Nada exótico. Acompanhámos durante 22 dias úteis e descobrimos uma média de 23 minutos por turno perdidos estritamente em trocas de matrizes em V que não precisávamos de fazer.
Vinte e três minutos são 0,383 horas por dia. Multiplica isso por $155 e obténs $59,37 de capacidade desperdiçada diariamente enquanto o taxímetro corre e as rodas não giram. Ao longo de 22 dias, isso equivale a $1.306,14 por mês.
Uma matriz 4‑vias de $2.000 contra $1.306,14 em capacidade mensal recuperada significa 1,53 meses para atingir o ponto de equilíbrio — cerca de 6,4 semanas.
Esse é o cálculo quando as poupanças de tempo são reais e consistentes. Mas e se a tua variedade for menor, as tuas trocas menos frequentes, a tua taxa de faturação mais baixa?
Vamos analisar três cenários. Sem pó mágico. Apenas tempo de travagem.
Cenário 1: Oficina conservadora. Poupa apenas 12 minutos por turno. Isso equivale a 0,2 horas × $140 por hora = $28 por dia. Durante 22 dias, $616. Retorno sobre $2.000? 3,25 meses.
Ainda dentro de um trimestre.
Cenário 2: Rotatividade moderada. Poupa 18 minutos. Isso equivale a 0,3 horas × $155 = $46,50 por dia. Mensal: $1.023. Retorno: 1,95 meses.
Cenário 3: Mistura intensa, como a nossa. Vinte e três minutos a $155 por hora: $1.306,14 por mês. Retorno: 1,53 meses.
Repare no que influencia a curva. Não é a tolerância. Nem as especificações do catálogo. É a frequência de rotatividade.
Os dados do Guidewheel mostram que o tempo médio de funcionamento do travão é 12,9%, o quartil superior é 34,3%. Isso representa uma diferença de 2,6× entre oficinas que operam a mesma classe de máquina. A diferença não está na velocidade do curso. Está em quantas vezes o travão fica parado à espera da configuração ou do único operador que sabe fazê-la.
Se um bloco cobre quatro aberturas comuns, elimina ciclos completos de remoção e substituição ao longo do turno. Isso não só poupa minutos — também aumenta o número de operadores que podem intervir sem necessidade de supervisão.
E quando a indisponibilidade de operadores representa 19,5% do tempo de inatividade nos curvadores, essa flexibilidade não é um benefício abstrato. É proteção do tempo faturável.
Portanto, a questão do ponto de equilíbrio torna-se realmente: com quantas trocas por turno está a lidar neste momento?
Aqui está a objeção que costumo ouvir: “Se esse bloco de 4 vias for danificado, perco quatro aberturas de uma só vez.”
Justo.
Agora, vamos atribuir um preço a esse receio.
Uma matriz negligenciada desgasta-se 40% mais rapidamente. A limpeza após o uso reduz o desgaste em 10–15%. A lubrificação diminui-o mais 20%. Verificações frequentes acrescentam 15–20% de vida útil. Essas percentagens aplicam-se tanto a um V simples como a um bloco de 4 vias. O aço não se importa com a sua filosofia de compras.
O que muda é a concentração de ciclos. Um bloco de 4 vias recebe mais impactos por bloco físico porque substitui vários componentes. Se estiver a operar mais de 500.000 ciclos por ano, já sabe que os componentes hidráulicos falham ao triplo da taxa sob essa carga. Ciclos elevados exigem disciplina.
Mas a disciplina é mais barata do que a duplicação.
Digamos, no pior cenário, que danifiques uma matriz de 4 vias e precises de $600 em retificação e acabamento uma vez a cada 18 meses. Isso equivale a $33,33 por mês amortizado. Comparado até com o ganho conservador de capacidade mensal de $616, o risco não altera a equação.
O verdadeiro risco não é a consolidação. É o manuseamento descuidado. E o manuseamento descuidado vai desgastar quatro matrizes de propósito único tão rapidamente — só que não vais notar porque o desgaste está distribuído por todo o suporte.
Estás preocupado com a concentração de custos ou com a tua cultura de manutenção?
Imagina isto numa tarde de terça‑feira.
O teu operador principal de prensa está doente. O substituto consegue executar a peça — mas é mais lento nas configurações. Cada troca de matriz custa‑lhe 3 minutos extra porque verifica o alinhamento duas vezes e procura a ferramenta certa.
Três minutos extra por troca, quatro trocas num turno, são 12 minutos. A $155 por hora, isso resulta em $31 perdidos hoje porque a competência não está uniformemente distribuída.
A Guidewheel estima a indisponibilidade de operadores em 19,5% de tempo de inatividade para curvadoras. As prensas são máquinas que exigem muita habilidade. Qualquer coisa que simplifique a configuração reduz essa dependência.
Uma matriz de 4 vias não transforma um novato num mestre. Mas reduz as decisões. Menos trocas de ferramentas. Menos caminhadas até ao suporte. Menos ciclos de aperto.
E a fadiga é real. Seis trocas de 7 minutos cada são 42 minutos de trabalho não produtivo. Uma instalação e uma rotação ficam abaixo dos 20. Menos esforço com o aço significa menos atalhos às 16h30, menos matrizes mal colocadas, menos correções do primeiro artigo.
Não vais ver esse item na fatura de ferramentas.
Vais vê‑lo em passagens de turno mais suaves, menos momentos de “onde está o V de 1 polegada?”, e numa prensa que passa mais tempo a fazer peças do que à espera de operadores.
Então, quando é que uma ferramenta de $2.000 se torna gratuita?
Quando os minutos recuperados, multiplicados pela tua verdadeira taxa de faturação, superam o preço de compra mais rápido do que um trimestre — e quando o teu mix é suficientemente caótico para que as trocas, e não a velocidade de curso, sejam o que te limita.
A matemática é simples.
A questão mais difícil é saber se o mix e a disciplina da tua oficina te tornam um candidato — ou se a tua verdadeira restrição está noutro lugar.
Não precisas de outro catálogo de matrizes. Precisas de saber o que está realmente a estrangular a tua prensa.
Se a frequência de rotatividade e a disciplina determinam o ROI, então a verdadeira questão não é “Uma matriz de 4 vias é precisa o suficiente?” É “As trocas de matriz são a restrição, ou estou a culpar as ferramentas por outra coisa?” Porque se os atrasos de programação, a preparação de material ou a disponibilidade de operadores forem os verdadeiros culpados, então podes comprar todos os blocos multi‑V do mercado e, ainda assim, a prensa ficará silenciosa.
É aqui que a maioria das oficinas hesita. Tratam as ferramentas como gestão de inventário — quantas unidades, que larguras, que raios — em vez de as encararem como estratégia de capacidade. Uma quinadeira é um motor de receita com um taxímetro ligado. Cada minuto gasto a trocar ferramentas é tempo pago em que o contador está a correr, mas as rodas não estão a girar. Mas se o teu contador está a correr porque as peças não estão preparadas ou os programas não estão verificados, a ferramenta não é a tua solução.
Então, como separas o mito do mecanismo?
Primeira pergunta: Num turno típico, quantos minutos o êmbolo fica parado exclusivamente porque alguém está a trocar matrizes?
Não é à espera do empilhador. Nem a ajustar o programa. É a desapertar fisicamente, puxar, arrumar, instalar, alinhar.
Se não consegues responder isso com um número — 12 minutos, 18 minutos, 43 minutos — estás a adivinhar. Regista três turnos. Escreve. Se estiveres abaixo de 10 minutos por turno, provavelmente as ferramentas não são a tua principal restrição. Se estiveres acima de 20, tens um padrão.
Segunda pergunta: Quando o teu operador principal está ausente, o tempo de preparação dispara?
Se as trocas passam de 6 minutos para 11 porque o substituto verifica tudo duas vezes, essa diferença é perda de capacidade oculta diretamente ligada à complexidade das ferramentas. Simplifica a matriz de ferramentas e reduz a diferença de competência. Se não há aumento, o teu processo já está padronizado. A consolidação de ferramentas não vai ter muito impacto.
Terceira pergunta: As tuas aberturas em V mais comuns estão agrupadas ou dispersas?
Analisa 60 dias de dados de dobra. Se 70–80 % das tuas dobras a ar se enquadram em quatro janelas da Regra dos Oito — digamos 0,375″, 0,500″, 0,625″, 0,750″ — estás em território de consolidação. Se cada trabalho é uma espessura exótica única ou uma aplicação de encosto de alta tolerância, és uma oficina de fabrico personalizado e terás de viver com mais aço dedicado.
Estas três respostas dizem-te se as trocas são fricção ou apenas ruído.
E se apontarem para fricção, o que é que realmente mudas sem sacrificar a precisão onde ela importa?
Aqui está o erro: as oficinas pensam que optar pelo sistema de 4 lados significa aderir totalmente.
Não é assim.
Segmentas por tolerância e frequência. Os 80 % das dobras que vivem confortavelmente dentro das tolerâncias padrão de dobras a ar — os teus suportes, tampas e armações do dia a dia — passam para o sistema de 4 lados. Os 20 % que realmente exigem repetibilidade angular extremamente apertada, raios especiais ou proteção cosmética permanecem em matrizes dedicadas, concebidas para esse trabalho.
Isso não é compromisso. É direcionamento de restrições.
Sim, um V de propósito único pode superar um multi‑V em precisão extrema de dobragem a ar. Mas se esse ganho se mede em frações de grau em peças com tolerância de ±1°, o que estás realmente a comprar? Se um bloco cobre quatro aberturas comuns, eliminas ciclos inteiros de troca ao longo do turno. Manténs a precisão onde ela compensa e reduzes a complexidade onde não compensa.
E quanto às matrizes laminadas, feitas em casa, que os operadores soldam a partir de chapas cortadas a jato de água?
São engenhosas. Baratas no início. Mas agora assumiste tempo de engenharia, risco de distorção de soldadura, variabilidade de alinhamento e retrabalho quando a pilha não está perfeitamente perpendicular. Se a disciplina na tua oficina for de classe mundial, talvez seja viável. Caso contrário, trocaste o preço de compra pela variabilidade — e a variabilidade manifesta-se em correções de primeira peça e ajustes de ângulo.
E matrizes 4‑vias personalizadas para cada novo trabalho?
Isso é apenas reinventar o problema do inventário com blocos mais sofisticados. A questão é a normalização em torno da tua maioria estatística, não perseguir cada caso extremo com aço feito à medida.
Então, se apontares para o 80%, o que é que isso faz ao próprio cronograma?
Imagina uma semana em que os trabalhos são sequenciados pela espessura do material, e não pela matriz que está atualmente na braçadeira.
Em vez de agrupar peças apenas para evitar trocas, executas o que está pronto. As vendas inserem uma encomenda urgente de um suporte de 14 gauge ao meio‑dia. Com uma configuração de propósito único, estás a encarar uma troca de 9 minutos mais a validação da primeira peça. Com uma 4‑vias já instalada que cobre o V necessário, é uma rotação e uma chamada de programa. Dois minutos. Talvez três.
Essa diferença — digamos 7 minutos evitados — não parece heroica. Mas acumula‑a ao longo de cinco interrupções numa semana e recuperaste 35 minutos. Ao longo de 22 dias úteis, isso são 946 minutos — 15 horas e 46 minutos — de capacidade pela qual já pagaste e nunca vendeste.
Mais importante do que a matemática é a mudança de comportamento.
Quando as trocas deixam de conduzir a sequência, a tua programação torna‑se honesta. Deixas de esconder ineficiências atrás de “faremos isso quando mudarmos de ferramenta”. A prensa torna‑se responsiva em vez de frágil. E é a fragilidade que te obriga a fazer horas extra, acelerar entregas e pedir desculpas aos clientes.
Portanto, leva isto adiante: deixa de perguntar qual matriz é mais precisa isoladamente. Pergunta qual configuração permite à tua prensa dobradeira fabricar peças em vez de esperar por elas.
Porque, assim que vires a prensa como capacidade limitada — e não como uma montra de ferramentas — o nível certo de inventário deixa de ser um debate de compras e passa a ser uma decisão de rendimento produtivo.


















