

في الساعة 2:17 مساءً، المكبح صامت.
المشغل يرفع الكباس، والمشابك مرتخية، يبحث عن فتحة 1.000 بوصة على شكل V التي كانت على الرف هذا الصباح. سيقول إنها “استبدال سريع”. سبع دقائق إذا لم يعانِ من أي مشكلة. افعل ذلك ست مرات في الوردية وستحرق 43 دقيقة من وقت تشغيل المكبح المدفوع اليوم. على مدار 22 يوم عمل، هذا يعادل 946 دقيقة — 15 ساعة و46 دقيقة — من الطاقة الإنتاجية التي دفعت ثمنها ولم تبعها.
هل ما زلت تعتقد أن اختيار الأدوات يتعلق بالدقة؟
مكبس الانحناء هو محرك إيرادات بعدّاد يشبه عداد سيارات الأجرة. عندما لا يكون الكباس في دورة تشغيل، العداد لا يتوقف. الإيجار لا يتوقف. أجور العامل لا تتوقف. والجدول بالتأكيد لا يتوقف.
أدوات الـ V المفردة تبدو نظيفة. مخصصة. دقيقة. ولكن في كل مرة يتطلب العمل فتحة مختلفة، تفك المشابك، تسحب 6 أقدام من الفولاذ المقسى، تُدخل الأداة التالية، تحركها يميناً ويساراً للمحاذاة، وتجري ضربات اختبارية. حتى مع المشابك السريعة الجيدة، هذا وقت فعلي. تركيز فعلي. خطر فعلي لعدم المحاذاة.
السؤال ليس ما إذا كان شكل V المفرد يمكن أن يحقق انحناءً أكثر إحكاماً. السؤال هو كم دقيقة تضحّي بها لتحقيق ذلك.
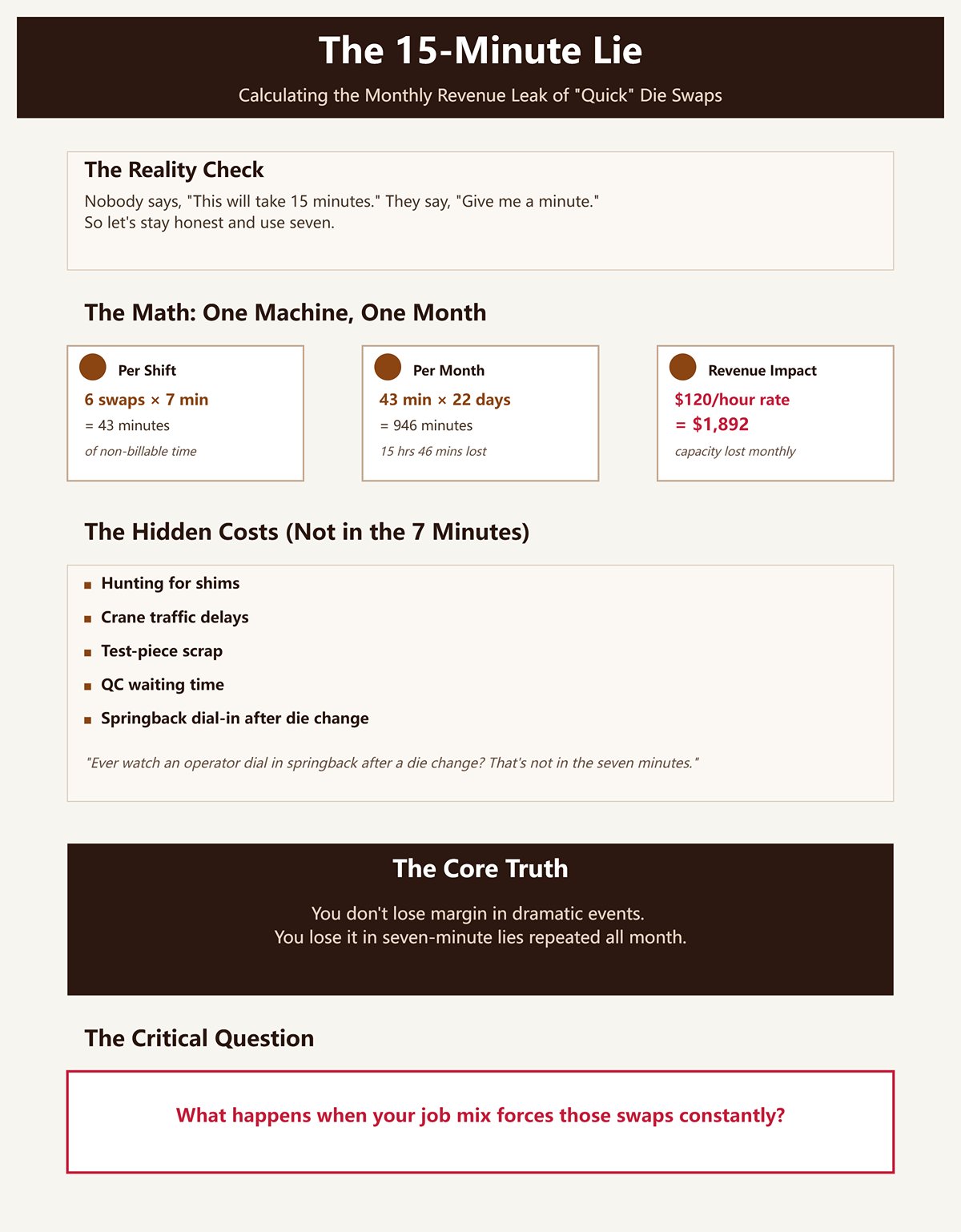
لا أحد يقول: “سيستغرق هذا 15 دقيقة.” بل يقولون: “أعطني دقيقة.”
لنبقَ صادقين ونستخدم سبع دقائق.
ست عمليات تبديل في الوردية × 7 دقائق = 43 دقيقة. 43 دقيقة × 22 يوم = 946 دقيقة. أي 15 ساعة و46 دقيقة من وقت المكبح غير القابل للفوترة شهرياً.
إذا كان معدل التشغيل في ورشتك لتلك المكابح هو $120 لكل ساعة، فذلك يعني خسارة $1,892 من الطاقة الإنتاجية. شهرياً. من آلة واحدة.
وهذا هو الإصدار المهذب — بدون البحث عن الفواصل، بدون حركة الرافعة، بدون نفايات القطع التجريبية، بدون انتظار قسم الجودة. هل شاهدت يوماً مشغلًا يضبط ارتداد الانحناء بعد تبديل القالب؟ هذا ليس ضمن السبع دقائق.
أنت لا تخسر هامش الربح بسبب أحداث درامية. أنت تخسره في أكاذيب السبع دقائق المتكررة طوال الشهر.
إذن ماذا يحدث عندما يفرض عليك مزيج الأعمال إجراء تلك التبديلات باستمرار؟

الورش ذات التنوع العالي لا تُشغّل 5,000 قطعة وتعود للمنزل. إنها تشغّل 12 قطعة من هذا النوع، و30 من ذاك، و4 نماذج أولية قبل الغداء. كل تغيير في رقم المنتج يعني قراراً للأدوات.
مع القوالب أحادية الغرض، كل دفعة صغيرة تحمل كامل عبء الإعداد. في تشغيل مكون من 20 قطعة، يمكن أن يساوي وقت الإعداد أو يتجاوز وقت الانحناء. أنت تقضي وقتاً بقدر ما تقضيه في تشكيل القطع في تبديل الأدوات.
هنا يبدأ التراكم. ليس نظرياً — بل في الجدول الزمني الفعلي.
ونعم، القوالب ذات الأربع جهات ليست سحرية. تدوير الكتلة ليس مجانياً. ترفعها، تديرها 90 درجة، تعيد تثبيتها بعناية. إذا تم ذلك بشكل خاطئ، ستقضي بعد الظهر في ملاحقة انحناءات غير متساوية. لكن إذا كانت كتلة واحدة تغطي أربع فتحات شائعة، فإنك تلغي تماماً دورات السحب والاستبدال عبر الوردية.
في العمل عالي التنوع، القدرة على التكيّف ليست مجرد راحة. إنها تقلل من الانقطاعات في محرك الإيرادات.
وهذا يقودنا إلى الجزء الذي تقلل أغلب الورش من قيمته.
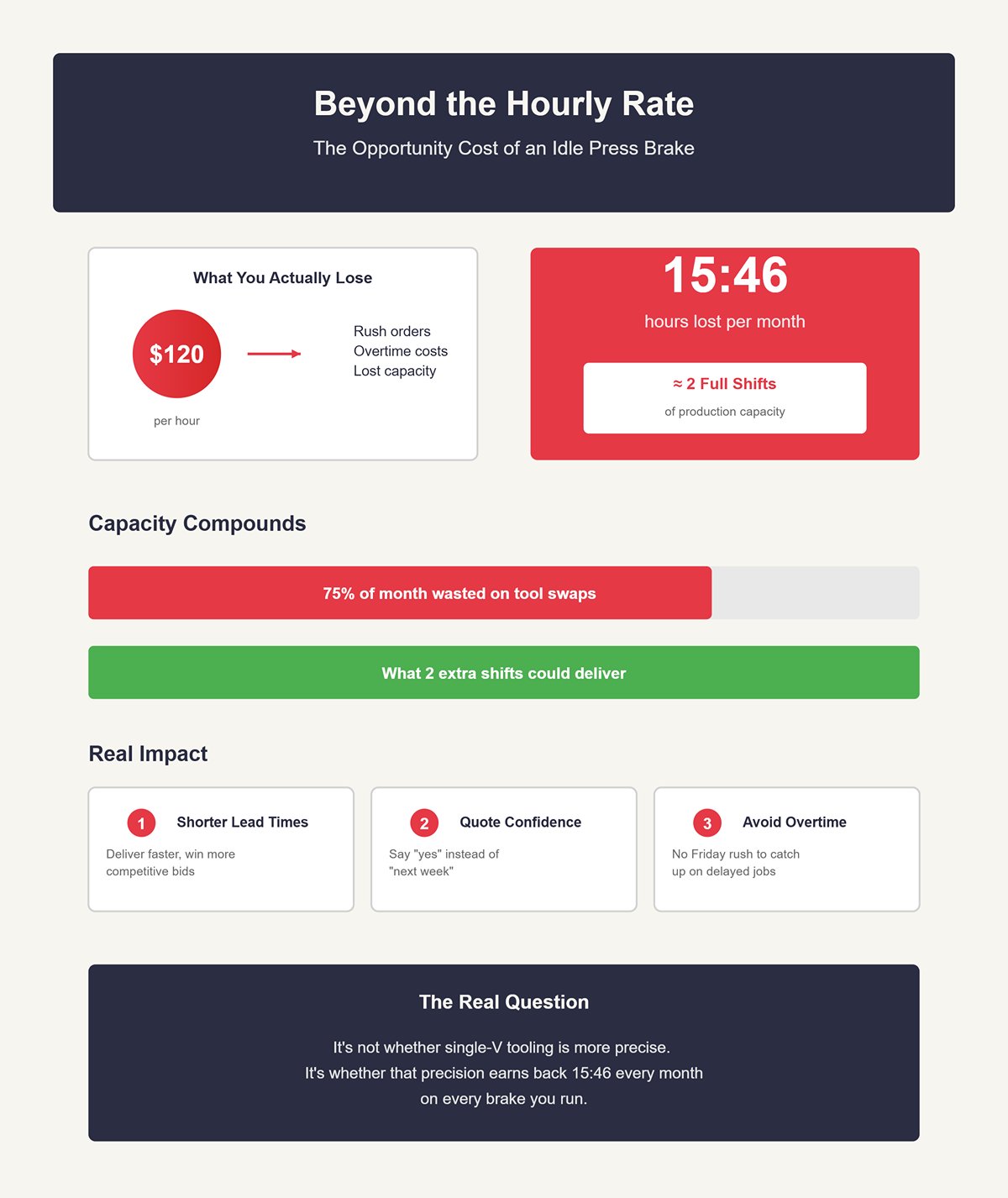
عندما يكون المكبح خاملاً أثناء الاستبدال، لا تخسر فقط $120 في الساعة. بل تخسر العمل الذي كان يمكنك إنجازه، والطلب المستعجل الذي اضطررت لتأجيله إلى الغد، وساعات العمل الإضافية التي ستدفع ثمنها يوم الجمعة.
القدرة الإنتاجية تتضاعف.
خمسة عشر ساعة و46 دقيقة في الشهر تعادل تقريبًا نوبتين كاملتين. ماذا يمكن أن تحقق نوبتان إضافيتان من الأجزاء المشكّلة بالنسبة لأوقات التسليم؟ لثقتك في التسعير؟ لقدرتك على قول “نعم” بدلًا من “الأسبوع القادم”؟
نحن نولي اهتمامًا لما يبلغ ±0.005 بوصة بينما نهدر نوبات كاملة أمام أعيننا.
لذا، السؤال الحقيقي ليس ما إذا كانت أدوات الـ V المفردة أكثر دقة، بل ما إذا كانت تلك الدقة تستعيد 15 ساعة و46 دقيقة كل شهر على كل مكبح تعمل عليه.
في تشغيل يوم الثلاثاء الماضي، قمنا بثني حوامل A36 بسماكة 14‑قياسًا لزاوية 90 درجة باستخدام أداة V مقاس 1.000 بوصة. الرسم طلب ±1 درجة. القياس الأول أظهر 90.4، والثاني 89.7. عدلنا العمق بمقدار 0.006 بوصة، ووصلنا إلى 90.1، وشغّلنا 120 قطعة. كلها ضمن المواصفات.
الأداة في السرير؟ قالب بأربع فتحات.
إذا كانت أدوات الـ V المفردة تستنزف القدرة الإنتاجية بصمت، فمتى تكسب قيمتها فعليًا؟ هذا هو السؤال. لأنه إذا كان البلوك الدوّار لا يستطيع الحفاظ على التسامح، فإن كل الحديث عن وقت المكبح الضائع ليس سوى ضجيج. ولكن إذا كان يمكنه الحفاظ على نفس ±0.5 درجة التي تعمل بها بالفعل في الثني الهوائي، فإن حجة “الدقة” تنهار لتصبح مجرد عادة.
الثني الهوائي، عند تنفيذه على مكبح هيدروليكي حديث، يحقق عادة ±0.5 درجة. هذا ليس كلام الكتالوج — بل ما تراه فعليًا على أرضية الإنتاج عندما تتكرر حركة الآلة ويعرف المشغل ارتداد الزنبرك جيدًا. وهنا الجزء الذي يغفله الناس: 95% من الرسومات التي تدخل ورشة عالية التنوع ليست أكثر تشددًا من ±1 درجة. لذا إذا كان نطاقك الواقعي ضعف قدرة العملية، فأين تحديدًا يفشل القالب ذو الأربع فتحات؟
لا يمكنك الإجابة على ذلك حتى تفصل بين الثني الهوائي والتسطيح.
راقب عملية تسطيح على الفولاذ السميك المقاوم للصدأ. تلامس كامل بين الثاقب والمادة والقالب. ارتفع الضغط. أنت تدفع المادة لتتطابق تمامًا مع زاوية القالب بحيث لا يكون أمامها خيار آخر. هكذا تحصل على “الدقة القصوى”.”
تحصل أيضًا على ضغط يبلغ 2–3 أضعاف مقارنة بالثني الهوائي. حمل أكبر على الآلة. حمل أكبر على الأدوات. تآكل أسرع، خاصة على الألواح الصلبة. وكل زاوية تحتاج إلى هندسة قالب خاصة بها.
هذا ليس المجال الذي وُجدت القوالب ذات الأربع فتحات لتعمل فيه.
البلوك ذو الأربع فتحات هو أداة للثني الهوائي. أنت تختار فتحات V مختلفة على جسم واحد، وليس تجبر القطعة على التلامس الكامل مع القالب. الزاوية تأتي من عمق الثاقب وسلوك المادة، لا من جدران القالب التي تحتضن الجزء. لذا فإن مقارنة إعداد الثني الهوائي بأداة أربع فتحات مع إعداد التسطيح بأداة V مفردة هو خلط بين عمليتين مختلفتين.
الآن، لننظر في الجانب الآخر. حوامل مفصلات عالية الإنتاجية على مكبس ميكانيكي. زاوية واحدة. مادة واحدة. آلاف الضربات. التسطيح باستخدام قالب مخصص يمكن أن يكون سريعًا ودقيقًا جدًا. لا جدال في ذلك. في تلك الفئة المحدودة، لا يحدث الاستبدال لأن شيئًا لا يتغير. المكبح يعمل فقط بشكل متكرر.
لكن هذه ليست بيئة إنتاج متنوعة بدرجة عالية. هذه إنتاجية.
| القسم | المحتوى |
|---|---|
| الموضوع | الانحناء بالهواء مقابل التشكيل السفلي: أين يعيش قالب الأربع اتجاهات فعليًا |
| التشكيل السفلي للفولاذ المقاوم للصدأ السميك | تلامس كامل بين الخرامة والمادة والقالب. يرتفع الضغط فجأة. تُجبر المادة على الانطباق تمامًا مع زاوية القالب بحيث لا يكون أمامها خيار سوى مطابقتها. هكذا يتم تحقيق “الدقة القصوى”. |
| الضغط والتآكل | قوة بقدر 2–3 مرات مقارنة بالانحناء بالهواء. حمل أكبر على الماكينة. حمل أكبر على أدوات التشكيل. تآكل أسرع، خاصة على الصفائح الصلبة. كل زاوية تتطلب شكل قالب خاص بها. |
| تموضع قالب الأربع اتجاهات | هذا ليس المجال الذي وُجدت القوالب ذات الأربع فتحات لتعمل فيه. |
| طبيعة قالب الأربع اتجاهات | كتلة بأربع اتجاهات هي أداة للانحناء بالهواء. يتم اختيار فتحات V مختلفة على جسم واحد، دون فرض تلامس كامل مع القالب. تنتج الزاوية من عمق دخول الخرامة وتصرف المادة، وليس من جدران القالب التي تغلف الجزء. |
| مقارنة العمليات | مقارنة إعداد الانحناء بالهواء بأربعة اتجاهات مع إعداد التشكيل السفلي بفتحة V واحدة تخلط بين عمليتين مختلفتين. |
| الحجة المثالية (Steelman Argument) | في إنتاج كميات كبيرة من حوامل المفصلات على مكبس ميكانيكي — زاوية واحدة، مادة واحدة، آلاف الضربات — يمكن أن يكون التشكيل السفلي باستخدام قالب مخصص سريعًا وقابلًا للتكرار بدرجة عالية. لا يحدث أي تبديل لأن شيئًا لا يتغير. المكبح يعمل بدورات متكررة فقط. |
| اختلاف البيئة | هذه ليست بيئة إنتاج متنوعة بدرجة عالية. هذه إنتاجية. |
إذن في عالم تتغير فيه المهام قبل وقت الغداء، ما الذي يسبب فعليًا خطأ الانحناء لديك؟
خذ صفيحتين من نفس رزمة الفولاذ المدلفن على الساخن بسماكة 11 قياسًا. إحداهما تقيس 0.119 بوصة، والأخرى 0.123 بوصة. فرق أربعة آلاف من البوصة. في الانحناء بالهواء، يغيّر هذا التفاوت في السماكة نصف القطر الداخلي، مما يغيّر مقدار الارتداد، وبالتالي الزاوية النهائية. نفس الخرامة. نفس القالب. نفس البرنامج. نتيجة مختلفة.
هل كان ذلك خطأ قالب الأربع اتجاهات؟
تتبدل أيضًا مقاومة الخضوع في المادة. فولاذ A36 ليس تركيبة كيميائية دقيقة، بل نطاق من الخواص. مقاومة خضوع أعلى تعني ارتدادًا أكبر. مقاومة خضوع أقل تعني ارتدادًا أقل. ترى ذلك عندما تكون أول قطعة في اليوم بزاوية 89.5، والحزمة التالية تميل إلى 91 ما لم تزِد العمق قليلًا.
ثم هناك تكرارية الضرب والتقوّس. إذا لم يُعَوَّض السرير بشكل صحيح، ستطارد الزاوية من اليسار إلى اليمين عبر ثمانية أقدام. يظهر هذا الخطأ سواء كان الفتح V على عصا مخصصة أو على وجه أحد أوجه كتلة دوارة.
والمشغل. ضبط العمق بمقدار 0.003 بوصة يمكن أن يُغيّر الزاوية عدة أعشار حسب عرض الـ V. إذا تجاوز الحد، تُهدر القطعة. إذا اقترب منها تدريجيًا، تكون الأمور على ما يرام.
في الثني الهوائي، يحدد فتح القالب في الغالب نصف القطر الداخلي ونطاق الحمولة (الطنّاجة). لا “يثبّت” الزاوية النهائية إلا إذا كنت تثني في القاع (bottoming). لذا طالما أن كتلة الأوجه الأربعة مشغّلة بدقة، ومثبتة جيدًا، ومشدودة بإحكام، فهي ليست المتغير المهيمن في تكدّس السماحيات.
المادة والإعداد هما اللذان يملكان ذلك التكدّس.
إذن إن كان التشغيل نفسه يعيش في عالم ±0.5 درجة، فماذا نشتري فعلاً عندما نصرّ على القوالب ذات الغرض الواحد؟
تخيّل مخططًا يطلب زاوية 90° ±1°. المتطلب الوظيفي: القوس يرتبط بإطار ملحوم ذي فتحات مشقوقة. تصل إلى 90.6°. يتم التركيب بشكل جيد. الزبون لا يلاحظ أي فرق.
والآن تخيل أنك أضعت 43 دقيقة في هذه الوردة وانتقلت إلى فتح V مخصص بقطر 0.875 بوصة لأن “ذلك أكثر دقة”، وقلّصت متوسط التفاوت من ±0.5° إلى مثلًا ±0.3° في الثني الهوائي. أي أنك شددت التفاوت بمقدار عُشرَي درجة في سماحية تسمح بدرجة كاملة.
ما الذي كسبته فعلاً؟
ليس التناسب. ليس الوظيفة. ليس رضا الزبون. إنما كسبت رقمًا أصغر على منقلة بينما عداد الأجرة كان يعمل والعجلات لا تدور.
هناك استثناءات. أقواس الطيران بمدى ±0.25°. قضبان التوصيل الكهربائية المضغوطة حيث تؤثر الزاوية على ضغط التلامس. مكابح قديمة ذات تكرارية ضعيفة حيث الإغلاق التام يخفي العيوب الميكانيكية. في تلك الحالات، أدوات الغرض الواحد ليست إفراطًا — إنها تحكم في المخاطر.
لكن إذا كان ذلك 5% من عملك وأدواتك البقية الـ95% وكأنها كلها طيران، فأنت تدفع علاوة دقة لا يصرفها أحد.
لقد أثبتنا بالفعل أن فقدان السعة حقيقي — 15 ساعة و46 دقيقة شهريًا على مكبح واحد. إذا لم تفتح الأدوات الأكثر إحكامًا إيرادًا جديدًا أو تمنع هدرًا قابلًا للقياس، فهي ليست “جودة أعلى”. إنها هندسة مفرطة متنكرة في هيئة حرفية.
إذن ما إن يخرج الخوف من الدقة من الطاولة بالنسبة لمعظم أعمال التنوع العالي، ينتقل الجدل.
“تلك الكتل ذات الأوجه الأربعة ثقيلة.”
“من الصعب تدويرها.”
“تبطئ عملي.”
جيد. الآن نحن نتجادل أخيرًا حول احتكاك حقيقي على أرض الورشة بدلًا من أشباح السماحيات الوهمية.
إذا لم تكن الدقة هي المشكلة الحقيقية، فهل القوالب ذات الأوجه الأربعة تبطئ المشغلين فعلاً في الاستخدام اليومي؟
دعونا نتحدث عما يشعر به رجالكم في ظهورهم وكتفيهم، وليس عما يقوله الكتالوج. كتلة صلبة رباعية الاتجاه قد تزن 85 رطلاً. عصا واحدة من نوع V‑die قد تزن 28 رطلاً. يمكنكم تحريك واحدة منها يدويًا، أما الأخرى فتدفعكم إلى البحث عن الرافعة.
يبدو أن الاعتراض عملي: عمليات تبديل أقل، نعم — لكن عمليات التبديل أثقل.
منصف. فالجاذبية لا تُهزم.
لكن ما يهم في وردية عمل حقيقية هو أنك لا تدفع مقابل الأرطال المرفوعة، بل مقابل الدقائق التي يكون فيها المكبح صامتًا. رفع واحد أثقل يتم مرة واحدة يتفوق على ستة رفعات أخف تُؤدى ست مرات، لأن كل تبديل من تلك التبديلات الأخف يعني فك المشبك، السحب، التخزين، الإحضار، المحاذاة، إعادة التثبيت، اختبار الضربة، الضبط. الوزن ليس ما يستهلك هامش ربحك. التكرار هو المسؤول.
والتكرار خبيث.
تخيل سيناريوهين في يوم عمل متنوع المهام.
السيناريو أ: ست عمليات تبديل لقوالب مفردة من نوع V. كل واحدة تستغرق 7 دقائق من البداية إلى النهاية إذا كان حامل الأدوات قريبًا والمشغل لا يبحث عن الحشوات. هذا يعني 42 دقيقة يكون فيها "عداد التاكسي" يعمل والعجلات لا تدور.
السيناريو ب: كتلة رباعية الاتجاه تُركَّب في بداية الوردية. تستغرق 11 دقيقة لأنك تستخدم الرافعة، وتثبتها بعناية، وتؤشرها بدقة. في منتصف الوردية، تدورها مرة واحدة — 6 دقائق، رفع متحكم به، دوران 90 درجة، إعادة التثبيت.
المجموع سبع عشرة دقيقة.
حتى لو كنت كريمًا وقلت إن الدوران صعب ويكلف 8 دقائق، ستكون عند 19 دقيقة. هذا يعني أنك استعدت 23 دقيقة في جيبك اليوم. على مدى 22 يوم عمل، هذا يعادل 506 دقائق — 8 ساعات و26 دقيقة — من القدرة الإنتاجية التي دفعت ثمنها ولم تستغلها.
وذلك بافتراض وجود دوران واحد فقط.
الآن، دعنا نضع الأمر تحت اختبار التحمل. نعم، تدوير كتلة صلبة في الهواء بالسلاسل يتطلب تنسيقًا. إذا استعجل المشغل، يمكن أن يثبت القالب بشكل خاطئ، ويُحدث تآكلًا، بل ويعرّض إصبعًا للخطر. هذا واقع. لكن تعلم ما هو واقع أيضًا؟ ست فرص منفصلة لتثبيت ست عصيّ منفصلة بشكل غير صحيح. ست فرص لاحتجاز القشور تحت الكتف. ست دورات تثبيت بالمشبك.
أي عملية تخلق فعلاً فرصًا أكثر للأخطاء خلال شهر؟
أخبرني بما تراه في أرضيتك.
ليست كل القوالب الرباعية الاتجاه أثقالاً ضخمة.
كتلة صلبة بطول 8 أقدام هي إستراتيجية واحدة. أما القوالب الرباعية الاتجاه المقسمة — والمقسمة إلى مقاطع بطول 2 أو 3 أقدام — فهي تغيّر معادلة التعامل تمامًا. الآن ترفع 35 إلى 45 رطلاً لكل مقطع. تدور فقط ما تحتاجه عبر طول العمل الفعلي. قطعة قصيرة؟ تدوّر مقطعًا واحدًا.اترك البقية كما هي.
هذا ليس افتراضًا نظريًا. إنه مقدار أقل من الفولاذ يتحرك في الهواء.
وإليك المكسب الهادئ: مع الكتل المقسمة، تتوقف عن معاملة المكبح وكأنه رصيف تحميل. الرافعة تنزل مرة واحدة، وليس كل ساعة. المشغل لا يمشي 40 قدمًا إلى حامل الأدوات لأن جميع فتحات V الشائعة الأربعة موجودة بالفعل في السرير.
لكن إذا كان قالب واحد يغطي أربع فتحات شائعة، فإنك تتخلص من دورات السحب والاستبدال الكاملة عبر النوبة.
نعم، لا يزال قالب V المخصص الواحد هو الملك عندما يتعلق الأمر بجغرافية الحافة القصيرة والدقيقة حيث يكون حجم الفتحة حرجًا. أنا لا أقدم لك قصة خيالية. إذا كانت المهمة تتطلب بالفعل تلك الجغرافية الدقيقة طوال اليوم، استخدم الأداة المخصصة. هذا الجدال ينتمي إلى عملية الثني بالهواء ذات التنوع العالي، وليس إلى خلية إنتاج لقطعة واحدة.
السؤال ليس “هل القالب رباعي الاتجاهات مثالي؟” بل “هل يقلل الحركة أكثر مما يضيف؟”
في معظم الجداول المختلطة، يفعل ذلك.
اذهب إلى الجدار الخلفي لقسم المكابح لديك.
هل ترى صف القوالب V غير المتطابقة؟ 0.625، 0.750، 0.875، 1.000، 1.250. نصفها لم يُستخدم منذ ثلاثة أسابيع، لكنها موجودة هناك “تحسبًا”. كل واحدة من تلك القطع تحتاج إلى مساحة رف. كل رف يستنزف أرضية. كل قدم مربعة من الأرض لها إيجار وتدفئة وتأمين وتكلفة فرصة مرتبطة بها.
يقوم قالب رباعي الاتجاهات بدمج أربع من تلك الأشكال في بصمة واحدة داخل الماكينة.
تلك المقبرة للأدوات ليست مجرد فوضى. إنها وقت مشي. إنها وقت بحث. إنها اللحظة التي يسأل فيها المشغل، “أين قالب الـ V مقاس 1 بوصة؟” بينما تكون المكابح صامتة. حتى ثلاث دقائق من وقت البحث، مرتين يوميًا، هي ست دقائق. على مدى 22 يومًا، هذا يعني 132 دقيقة — ساعتين و12 دقيقة — تضيع في عمل البحث.
لن ترى ذلك في جدول البيانات. ستشعر به في العمل الإضافي.
نعم، القوالب رباعية الاتجاهات أثقل في اليد. إنها تتطلب رافعة وقليلًا من الانضباط. لكنها تقلل من التنظيم حول المكابح — مشي أقل، رفوف أقل، لمسات أقل.
أفضل رفعًا أثقل واحدًا في النوبة على ست عمليات رفع خفيفة، لأن الجاذبية ليست ما يقتل هامشك — التكرار هو.
الآن بعد أن اعترفنا أن المقايضات المريحة حقيقية ولكن قابلة للقياس، فإن السؤال التالي ليس عاطفيًا.
إنه مالي.
في أي نقطة يعوض الوقت المستعاد — 23 دقيقة هنا، 17 دقيقة هناك — سعر الشراء الأعلى بأرقام واضحة؟
في الشهر الماضي، كانت إحدى مكابحنا تُحسب بمعدل $155 في الساعة. عمل متنوع عالي، ليس معقدًا. تتبعناه لمدة 22 يوم عمل ووجدنا متوسطًا قدره 23 دقيقة في كل نوبة تُفقد فقط بسبب تبديل قوالب V التي لم تكن ضرورية.
ثلاثة وعشرون دقيقة تساوي 0.383 ساعة في اليوم. اضرب ذلك في $155 وستحصل على $59.37 من القدرة المحروقة يوميًا بينما يعمل عداد الأجرة والعجلات لا تدور. على مدى 22 يومًا، هذا يعادل $1,306.14 في الشهر.
قالب رباعي الاتجاهات بسعر $2,000 مقابل $1,306.14 من القدرة المستعادة شهريًا يعني 1.53 شهرًا للوصول إلى نقطة التعادل — حوالي 6.4 أسابيع.
هذا هو الحساب عندما يكون توفير الوقت حقيقيًا ومستمرًا. ولكن ماذا لو كان التنوع أقل، أو عدد التبديلات أقل، أو سعر الفواتير أقل؟
دعنا نجري ثلاث سيناريوهات. لا سحر ولا خيال. فقط وقت توقف المكابح.
السيناريو 1: ورشة محافظة. توفر فقط 12 دقيقة في كل وردية. هذا يعادل 0.2 ساعة × $140 في الساعة = $28 في اليوم. خلال 22 يومًا، يصبح المجموع $616. استرداد $2,000؟ 3.25 أشهر.
ما زلت ضمن ربع سنة.
السيناريو 2: معدل دوران متوسط. توفر 18 دقيقة. هذا يعادل 0.3 ساعة × $155 = $46.50 في اليوم. شهريًا: $1,023. الاسترداد: 1.95 أشهر.
السيناريو 3: خليط كثيف، مثل حالتنا. ثلاث وعشرون دقيقة عند معدل $155 في الساعة: $1,306.14 شهريًا. الاسترداد: 1.53 أشهر.
لاحظ ما الذي يحرك المنحنى. ليس التسامح. وليس مواصفات الكتالوج. بل معدل التبديل.
تُظهر بيانات Guidewheel وقت تشغيل المكابح الوسيط عند 12.9%، والربع الأعلى عند 34.3%. هذا يعني فارق 2.6× بين الورش التي تشغل نفس فئة الماكينة. الفرق ليس في سرعة الشوط، بل في عدد المرات التي تبقى فيها المكابح في الانتظار على الإعداد أو على الشخص الوحيد الذي يعرف كيفية ضبطها.
إذا كان قالب واحد يغطي أربعة فتحات شائعة، فإنك تلغي بالكامل دورات السحب والاستبدال عبر الوردية. هذا لا يوفر الوقت فقط — بل يوسّع أيضًا نطاق المشغلين الذين يمكنهم التدخل دون الحاجة إلى مراقبة الإعداد.
وعندما يشكل عدم توفر المشغلين 19.5% من وقت التوقف في آلات الثني، فإن تلك المرونة ليست ميزة غير ملموسة. إنها حماية للوقت القابل للفوترة.
لذا يصبح سؤال نقطة التعادل فعليًا: كم عدد التبديلات في كل وردية تعيشها الآن؟
إليك الاعتراض الذي أسمعه: “إذا تعرض قالب الأربع فتحات للتلف، فسأفقد أربع فتحات دفعة واحدة.”
منطقي.
فلنحسب هذا القلق.
القالب المُهمل يتآكل بسرعة أكبر بنسبة 40%. التنظيف بعد الاستخدام يقلل التآكل بنسبة 10–15%. التشحيم يخفضه بنسبة إضافية قدرها 20%. الفحص المتكرر يزيد عمره بنسبة 15–20%. تلك النسب تنطبق سواء كان فتحة واحدة أو قالب بأربع فتحات. الفولاذ لا يهتم بفلسفتك في الشراء.
ما يتغير هو تركيز الدورات. القالب ذو الأربع فتحات يتلقى ضربات أكثر لكل قطعة فعلية لأنه يستبدل عدة قوالب فردية. إذا كنت تشغل أكثر من 500,000 دورة سنويًا، فأنت بالفعل تعلم أن المكونات الهيدروليكية تفشل بمعدل ثلاث مرات تحت هذا الحمل. الدورات العالية تتطلب انضباطًا.
لكن الانضباط أرخص من التكرار.
لنفترض أسوأ الحالات: أنك تتلف قالبًا رباعي الاتجاهات وتحتاج إلى $600 لإعادة الطحن والتشطيب مرة كل 18 شهرًا. هذا يعني $33.33 شهريًا عند توزيعه. وبمقارنة ذلك مع حتى الزيادة المتحفظة البالغة $616 في القدرة الشهرية، فإن المخاطرة لا تقلب المعادلة.
الخطر الحقيقي ليس في الدمج. إنه في سوء التعامل. والتعامل السيئ سيستهلك أربعة قوالب مخصصة بالسرعة نفسها — لكنك لن تلاحظ لأن التآكل موزع عبر الرف.
هل تقلق من تركّز التكاليف، أم تقلق من ثقافة الصيانة لديك؟
تخيل هذا في ظهر يوم ثلاثاء.
مشغل المكبح الرئيسي يتصل مريضًا. النسخة الاحتياطية يمكنه تشغيل القطعة — لكنه أبطأ في الإعداد. كل تغيير قالب يكلفه 3 دقائق إضافية لأنه يتحقق مرتين من المحاذاة ويبحث عن القضيب المناسب.
ثلاث دقائق إضافية لكل تبديل، وأربعة تبديلات في الوردية، أي 12 دقيقة. عند معدل $155 في الساعة، هذا يعني خسارة $31 اليوم لأن المهارة غير موزعة بالتساوي.
تقدر Guidewheel أن عدم توفر المشغلين يسبب 19.5% من وقت التوقف في آلات الثني. مكابح الضغط آلات كثيفة المهارة. أي شيء يبسط الإعداد يقلل هذا الاعتماد.
القالب الرباعي لا يجعل المبتدئ خبيرًا. لكنه يقلل عدد القرارات. سحوبات أدوات أقل. مشاوير أقل إلى الرف. دورات تثبيت أقل.
والإرهاق أمر حقيقي. ستة تبديلات بمعدل 7 دقائق لكل منها تعني 42 دقيقة من العمل غير المنتج. تركيب واحد ودوران واحد يستغرق أقل من 20 دقيقة. العمل بفولاذ أقل يعني اختصارات أقل عند الساعة 4:30 مساءً، قوالب أقل جلوسًا بشكل خاطئ، وتصحيحات أقل للمقالات الأولى.
لن ترى هذا البند في فاتورة الأدوات.
لكنك ستراه في انتقالات أنعم، وعدد أقل من لحظات “أين قالب الـ1 بوصة V؟”، ومكبح يقضي المزيد من عمره في صنع الأجزاء بدلاً من انتظار البشر.
فمتى يصبح أداة $2,000 مجانية؟
عندما تتجاوز الدقائق المستعادة، مضروبة بمعدل الفوترة الحقيقي لديك، سعر الشراء بسرعة تفوق الربع — وحين يكون مزيج أعمالك فوضويًا بما يكفي بحيث تكون التبديلات، وليس سرعة الضربة، هي ما يقيّدك.
الرياضيات بسيطة.
السؤال الأصعب هو ما إذا كان مزيج ورشتك وانضباطها يجعلك مرشحًا — أم أن القيد الحقيقي لديك في مكان آخر.
أنت لا تحتاج إلى دليل قوالب آخر. أنت بحاجة إلى معرفة ما الذي يخنق مكبحك فعليًا.
إذا كانت وتيرة التبديل والانضباط هي ما يقود العائد على الاستثمار، فالسؤال الحقيقي ليس “هل القالب الرباعي دقيق بما يكفي؟” بل “هل تبادلات القوالب هي القيد الحقيقي، أم أنني ألوم الأدوات على شيء آخر؟” لأنه إذا كانت التأخيرات في البرمجة أو ترتيب المواد أو تغطية المشغلين هي الجناة الحقيقيين، فيمكنك شراء كل قالب متعدد الاتجاهات في السوق، وسيظل المكبح صامتًا.
هذا هو المكان الذي تتراجع فيه معظم الورش. فهي تتعامل مع أدوات التشكيل كما لو كانت إدارة مخزون — عدد القضبان، والعروض، ونصف القطر — بدلاً من التعامل معها كاستراتيجية للقدرة الإنتاجية. مكبس الثني هو محرك للإيرادات بعداد تاكسي يعمل باستمرار. كل دقيقة تقضيها في تبديل الأدوات هي وقت مدفوع الأجر حيث العداد يعمل لكن العجلات لا تدور. ولكن إذا كان عدادك يعمل لأن الأجزاء لم يتم تجهيزها أو البرامج لم يتم اختبارها، فالأدوات ليست هي الحل.
فكيف تفصل بين الأسطورة والآلية؟
السؤال الأول: في وردية عمل نموذجية، كم دقيقة يبقى الكباس ساكناً تحديداً لأن شخصاً ما يبدل القوالب؟
ليس انتظار الرافعة الشوكية. وليس ضبط البرنامج. بل فك المشابك فعلياً، وسحب القوالب، وتخزينها، وتركيبها، ومواءمتها.
إذا لم تتمكن من الإجابة برقم — 12 دقيقة، 18 دقيقة، 43 دقيقة — فأنت تخمّن. راقب ثلاث ورديات. واكتب ذلك. إذا كنت أقل من 10 دقائق إجمالاً في الوردية، فالأدوات ربما ليست القيد الأساسي لديك. إذا كنت فوق 20 دقيقة، فهناك نمط واضح.
السؤال الثاني: عندما يغيب المشغل الرئيسي لديك، هل يرتفع وقت الإعداد بشكل كبير؟
إذا امتدت عملية التبديل من 6 دقائق إلى 11 لأن البديل يتحقق من كل شيء مرتين، فإن هذا الفارق هو فقدان خفي في القدرة مرتبط مباشرة بتعقيد الأدوات. بسّط مصفوفة الأدوات وستقلص فجوة المهارة. إذا لم يكن هناك ارتفاع، فعمليتك بالفعل موحدة. دمج الأدوات لن يُحدث فرقاً كبيراً.
السؤال الثالث: هل فتحات الـ V الأكثر شيوعاً لديك متجمعة أم مبعثرة؟
استخرج بيانات الثني لمدة 60 يوماً. إذا كان 70–80٪ من ثنيات الهواء تقع ضمن أربع نوافذ قاعدة الثمانية — لنقل 0.375″، 0.500″، 0.625″، 0.750″ — فهذا مجال للدمج. أما إذا كان كل عمل بحيّز سماكة نادر أو تطبيق قاع ضيق التسامح، فأنت ورشة مخصصة وستتعايش مع فولاذ أكثر تخصصاً.
هات الثلاث إجابات لتخبرك ما إذا كانت عمليات التبديل احتكاكاً أم مجرد ضجيج.
وإذا أشارت النتائج إلى وجود احتكاك، فما الذي تغيره فعلياً دون التضحية بالدقة في الأماكن المهمة؟
الخطأ الشائع هو أن الورش تعتقد أن استخدام القوالب الرباعية يعني التبني الكامل.
ليس كذلك.
أنت تقسم بحسب التسامح والتكرار. نسبة الـ80٪ من الثنيات التي تقع ضمن تسامحات ثني الهواء القياسية — الأقواس اليومية، الأغطية، الإطارات — تُنقل إلى القوالب الرباعية. أما الـ20٪ التي تتطلب تكراراً زاويّاً دقيقاً جداً، أو أنصاف أقطار خاصة، أو حماية شكلية، فتبقى على القوالب المخصصة المصممة لذلك العمل.
هذا ليس تنازلاً، بل استهدافاً للقيود.
نعم، يمكن أن تتفوق فتحة الـV ذات الغرض الواحد على متعددة الفتحات في دقة ثني الهواء القصوى. ولكن إذا تم قياس هذا التفوق بجزء من درجة على أجزاء ذات تسامح مطبوع ±1°، فما الذي تشتريه حقاً؟ إذا كانت كتلة واحدة تغطي أربع فتحات شائعة، فإنك تلغي دورات سحب واستبدال كاملة خلال الوردية. تحافظ على الدقة حيث تكون ذات قيمة وتزيل التعقيد حيث لا تكون كذلك.
ماذا عن قوالب الرص المرصوصة المصنوعة يدوياً التي يلحمها الأشخاص من صفائح مقطوعة بالماء النفاث؟
إنها ذكية. ورخيصة في البداية. ولكنك الآن تمتلك وقت هندسة إضافياً، ومخاطر تشوه من اللحام، وتفاوتاً في المواءمة، وإعادة عمل عندما لا يكون الرص مربعاً تماماً. إذا كان الانضباط في أرضية الورشة من الطراز العالمي، فربما يكون ذلك قابلاً للتطبيق. وإن لم يكن كذلك، فقد استبدلت سعر الشراء بالتفاوت — وهذا التفاوت يظهر كتصحيحات في أول منتج ومطاردة زوايا.
وماذا عن قوالب مخصصة بأربع اتجاهات تُفصَّل لكل مهمة جديدة؟
هذا مجرد إعادة اختراع لمشكلة المخزون ولكن بقطع أكثر فخامة. الفكرة هي التوحيد القياسي حول الأغلبية الإحصائية لديك، وليس مطاردة كل حالة استثنائية بفولاذ مصنوع حسب الطلب.
إذن إذا استهدفت 80%، ماذا يحدث لجدول الإنتاج نفسه؟
تخيل أسبوعًا تُرتَّب فيه المهام حسب سُمك المادة، لا حسب القالب المثبّت حاليًا في المِشبك.
بدلًا من تجميع القطع فقط لتجنب التبديل، تُشغِّل ما هو جاهز. يضيف قسم المبيعات طلبًا عاجلًا لقوس بسمك 14-قياس عند الظهر. في إعداد أحادي الغرض، ستواجه تبديلًا يستغرق 9 دقائق بالإضافة إلى تحقق أولي من القطعة. أمّا مع قالب رباعي الاتجاهات مثبت مسبقًا يغطي شكل V المطلوب، فكل ما تحتاجه هو تدوير واستدعاء البرنامج. دقيقتان، وربما ثلاث.
ذلك الفارق — لنقل 7 دقائق تم تجنّبها — قد لا يبدو بطوليًا. لكن إذا جمعتَه عبر خمس مقاطعات في الأسبوع، فقد استعدتَ 35 دقيقة. على مدى 22 يوم عمل، يكون ذلك 946 دقيقة — أي 15 ساعة و46 دقيقة — من القدرة التشغيلية التي دفعت ثمنها بالفعل ولم تبعها.
الأهم من الحسابات هو التغيّر السلوكي.
عندما يتوقف التبديل عن تحديد تسلسل المهام، يصبح جدولك صادقًا. تتوقف عن إخفاء عدم الكفاءة خلف عبارة “سنُشغِّل هذا عندما نبدّل الإعداد لاحقًا”. يصبح المكبح سريع الاستجابة بدلًا من أن يكون هشًا. والهشاشة هي ما يدفعك إلى العمل الإضافي، والتسريع، والاعتذار للعملاء.
إذن استمر بهذا التفكير: كفّ عن السؤال أي قالب أكثر دقة بمعزل عن غيره. اسأل أي إعداد يمكّن مكبحك من إنتاج القطع بدلًا من انتظارها.
لأنه بمجرد أن ترى المكبح كطاقة إنتاجية مقيّدة — لا كمنصة استعراض للأدوات — يتوقف مستوى المخزون المناسب عن أن يكون نقاشًا شرائيًا ويصبح قرارًا متعلقًا بالإنتاجية.


















