

Pada pukul 2:17 siang, remnya hening.
Operator mengangkat ram, menjepit dengan longgar, mencari V 1,000″ yang baru saja ada di rak pagi ini. Dia akan menyebutnya “penggantian cepat.” Tujuh menit jika tidak ada yang menghambat. Lakukan itu enam kali dalam satu shift dan Anda telah membakar 43 menit waktu rem berbayar hari ini. Selama 22 hari kerja, itu berarti 946 menit — 15 jam 46 menit — dari kapasitas yang sudah Anda bayar dan tidak pernah Anda jual.
Masih berpikir pilihan perkakas itu soal presisi?
Sebuah press brake adalah mesin pendapatan dengan argo taksi yang terus berjalan. Ketika ram tidak berputar, argonya tidak berhenti. Sewa Anda tidak berhenti. Upah operator tidak berhenti. Jadwal tentu saja tidak berhenti.
Perkakas Single‑V terasa rapi. Khusus. Presisi. Tetapi setiap kali pekerjaan membutuhkan bukaan berbeda, Anda membuka penjepit, mengeluarkan baja keras sepanjang 6 kaki, menggantinya dengan yang berikutnya, menyetelnya kiri-kanan agar sejajar, lalu menjalankan uji coba. Bahkan dengan penjepit cepat yang bagus, itu tetap waktu nyata. Perhatian nyata. Risiko nyata akan ketidaksejajaran.
Pertanyaannya bukan apakah satu V dapat memberikan tekukan lebih tajam. Pertanyaannya adalah berapa menit yang Anda tukar untuk mendapatkannya.
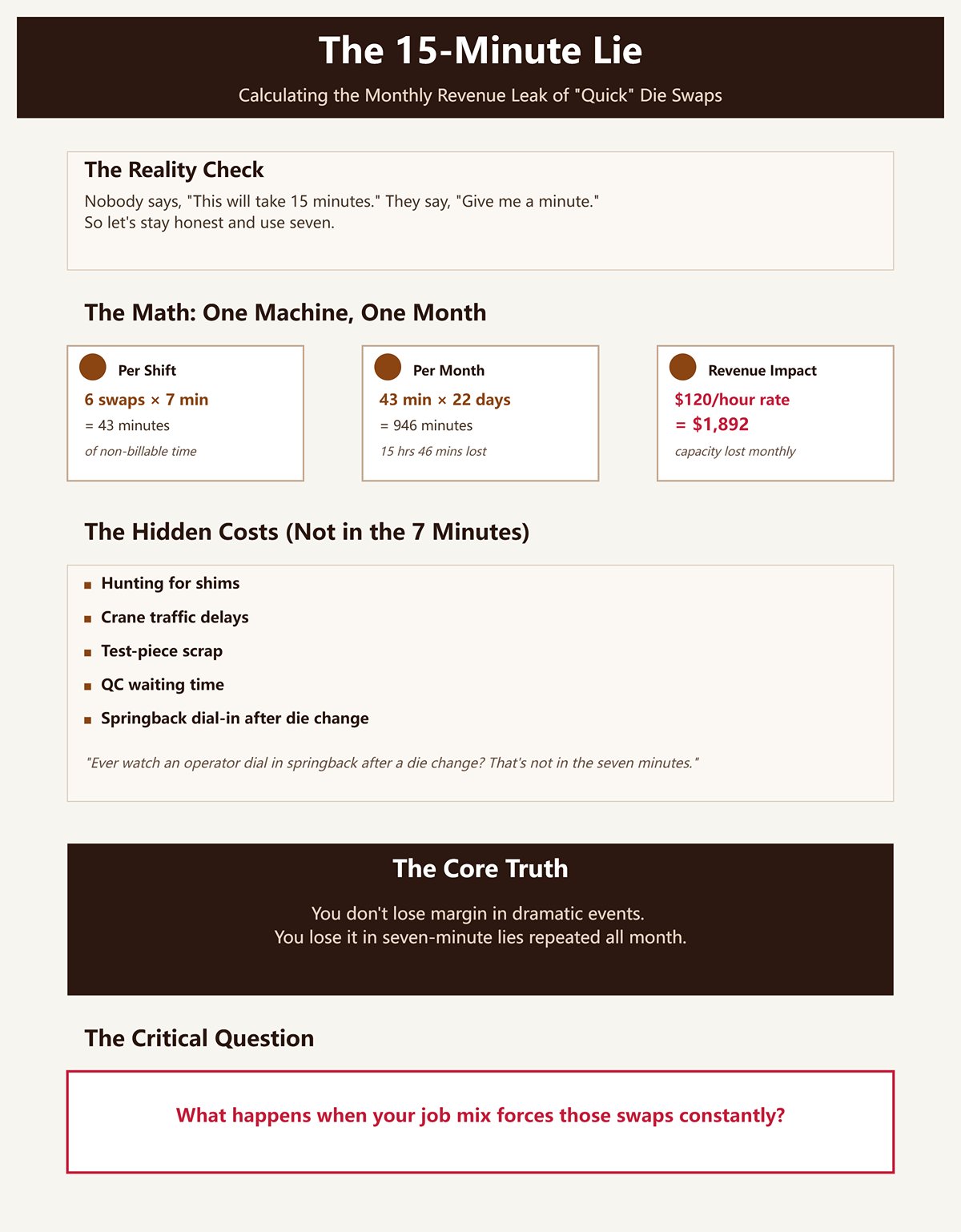
Tidak ada yang berkata, “Ini akan memakan waktu 15 menit.” Mereka berkata, “Beri aku sebentar.”
Jadi mari tetap jujur dan gunakan tujuh.
Enam pergantian per shift × 7 menit = 43 menit. 43 menit × 22 hari = 946 menit. Itu berarti 15 jam 46 menit waktu brake tidak tertagih per bulan.
Jika tarif bengkel Anda di rem itu adalah $120 per jam, berarti ada $1.892 kapasitas yang hilang. Setiap bulan. Satu mesin.
Dan itu versi sopannya — tanpa mencari shim, tanpa lalu lintas crane, tanpa scrap dari benda uji, tanpa menunggu QC. Pernah melihat operator menyesuaikan springback setelah mengganti cetakan? Itu tidak termasuk dalam tujuh menit.
Anda tidak kehilangan margin karena kejadian dramatis. Anda kehilangannya melalui kebohongan tujuh menit yang diulang sepanjang bulan.
Jadi apa yang terjadi ketika campuran pekerjaan Anda memaksa pergantian itu terus-menerus?

Bengkel dengan variasi tinggi tidak menjalankan 5.000 unit lalu pulang. Mereka menjalankan 12 bagian ini, 30 bagian itu, 4 prototipe sebelum makan siang. Setiap pergeseran SKU adalah keputusan perkakas.
Dengan cetakan khusus tunggal, setiap batch kecil menanggung keseluruhan waktu penyetelan. Pada produksi 20 unit, waktu penyetelan bisa sama atau lebih lama dari waktu tekukan. Anda menghabiskan waktu yang sama untuk mengganti alat seperti membentuk bagian.
Di sanalah perhitungannya mulai bertambah. Bukan dalam teori — tapi dalam jadwal.
Dan ya, cetakan 4 arah bukanlah sulap. Memutar blok tidak gratis. Anda mengangkatnya, memutar 90 derajat, dudukkan kembali dengan hati-hati. Jika dilakukan dengan salah, Anda akan mengejar tekukan tidak rata sepanjang sore. Tetapi jika satu blok mencakup empat bukaan umum, Anda menghilangkan seluruh siklus cabut-dan-ganti sepanjang shift.
Dalam pekerjaan dengan campuran tinggi, keserbagunaan bukanlah kenyamanan. Ini berarti lebih sedikit gangguan pada mesin pendapatan.
Yang membawa kita ke bagian yang paling sering diberi harga terlalu rendah oleh banyak bengkel.
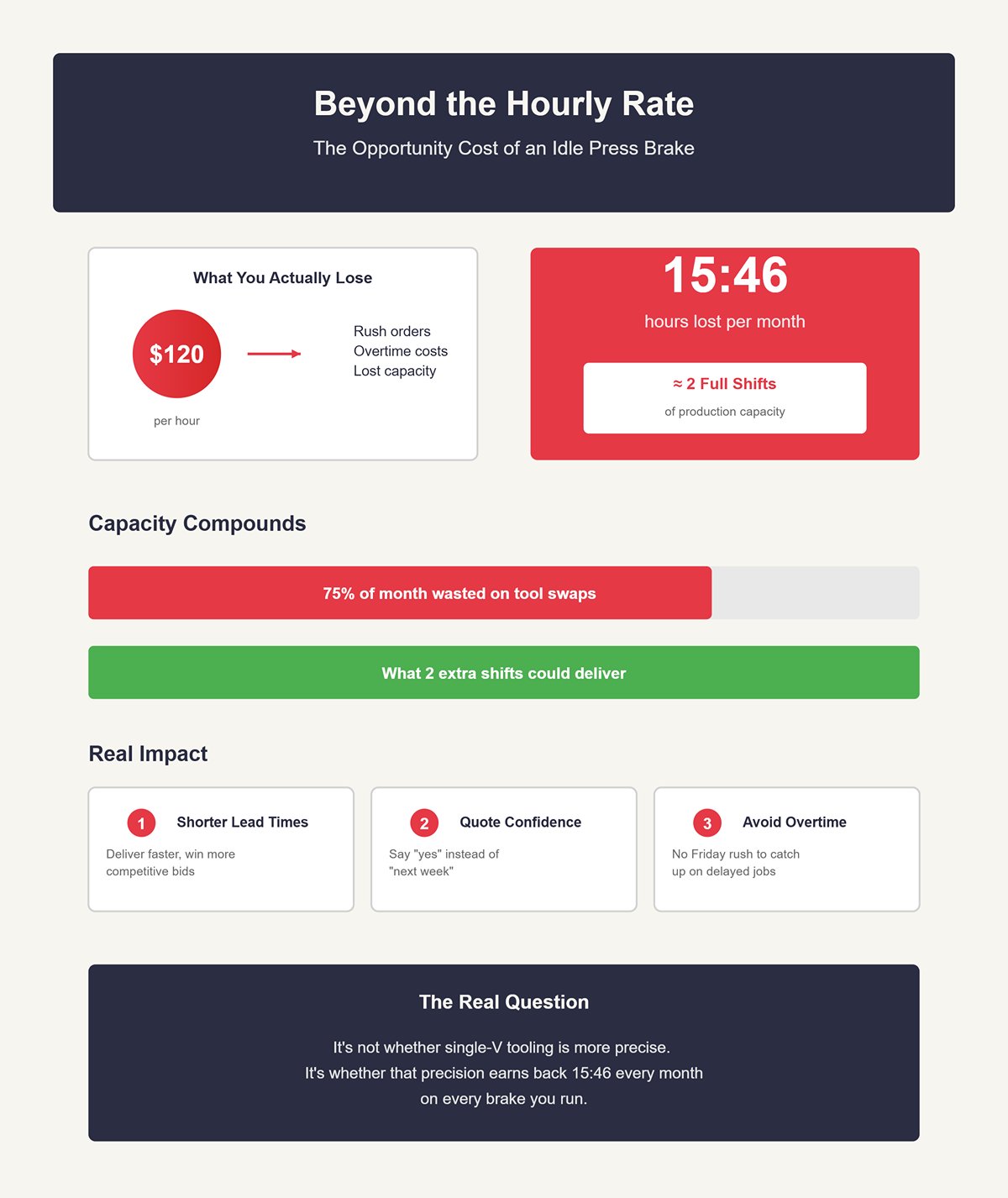
Ketika press brake menganggur untuk pergantian alat, Anda tidak hanya kehilangan $120 per jam. Anda kehilangan pekerjaan yang seharusnya bisa disisipkan. Pesanan mendesak yang harus Anda tunda sampai besok. Lembur yang kini harus Anda bayar pada hari Jumat.
Kapasitas bersifat majemuk.
Lima belas jam dan 46 menit per bulan hampir setara dengan dua shift penuh. Apa yang akan dilakukan dua shift tambahan dari bagian yang dibentuk terhadap waktu tunggu Anda? Kepercayaan diri Anda dalam memberi penawaran? Kemampuan Anda untuk mengatakan “ya” alih-alih “minggu depan”?
Kita terobsesi dengan ±0,005″ sementara mengorbankan seluruh shift di depan mata.
Jadi pertanyaan sebenarnya bukan apakah perkakas single‑V lebih presisi. Pertanyaannya adalah apakah presisi tersebut dapat mengembalikan 15 jam dan 46 menit setiap bulan pada setiap press brake yang Anda operasikan.
Pada pengoperasian hari Selasa bulan lalu, kami menekuk braket A36 tebal 14‑gauge hingga 90 derajat dengan V 1,000″. Gambar teknik menuntut ±1 derajat. Artikel pertama terukur 90,4. Yang kedua 89,7. Kami menggeser kedalaman 0,006″, mendapatkan 90,1, dan menjalankan 120 buah. Semua dalam spesifikasi.
Alat di meja? Sebuah cetakan 4‑arah.
Jika perkakas single‑V diam‑diam menguras kapasitas, kapan ia benar‑benar menghasilkan nilai? Itulah pertanyaannya. Karena jika blok putar tidak dapat mempertahankan toleransi, maka semua pembicaraan tentang hilangnya waktu press brake hanyalah kebisingan. Tetapi jika ia dapat mempertahankan ±0,5 derajat yang sama seperti yang sudah Anda temui dalam air bending, maka argumen “presisi” runtuh menjadi kebiasaan.
Air bending, jika dilakukan pada press brake hidrolik modern, biasanya menghasilkan sekitar ±0,5 derajat. Itu bukan bahasa brosur — itu yang benar‑benar Anda lihat di lantai produksi ketika mesin berulang dengan konsisten dan operator memahami springback‑nya. Dan inilah bagian yang sering diabaikan: 95 % dari gambar teknik yang masuk ke bengkel dengan campuran tinggi tidak lebih ketat dari ±1 derajat. Jadi jika jendela dunia nyata Anda dua kali lebih lebar daripada kemampuan proses, di mana sebenarnya cetakan 4‑arah itu gagal?
Anda tidak dapat menjawabnya sampai Anda memisahkan air bending dari bottoming.
Perhatikan pekerjaan bottoming pada baja tahan karat tebal. Kontak penuh antara punch, material, dan cetakan. Tonnage melonjak. Anda menekan material ke sudut cetakan yang tepat sehingga tidak punya pilihan selain mengikutinya. Itulah cara mendapatkan “presisi ekstrem.”
Anda juga mendapatkan tonnage 2–3 kali lipat dibanding air bending. Lebih banyak beban pada mesin. Lebih banyak beban pada perkakas. Keausan lebih cepat, terutama pada pelat keras. Dan setiap sudut membutuhkan geometri cetakan tersendiri.
Itu bukan tempat di mana cetakan 4‑arah dimaksudkan untuk bekerja.
Blok 4‑arah adalah alat untuk air bending. Anda memilih bukaan V yang berbeda pada satu badan, bukan memaksa kontak penuh dengan cetakan. Sudutnya berasal dari kedalaman punch dan perilaku material, bukan dari dinding cetakan yang melingkupi bagian tersebut. Jadi membandingkan pengaturan air bending 4‑arah dengan pengaturan bottoming single‑V berarti mencampur dua proses yang berbeda.
Sekarang, mari kita lihat sisi lainnya. Braket engsel volume tinggi pada press mekanis. Satu sudut. Satu material. Ribuan pukulan. Bottoming dengan cetakan khusus dapat dilakukan dengan cepat dan sangat konsisten. Tidak ada bantahan. Dalam ceruk tersebut, pergantian alat tidak pernah terjadi karena tidak ada yang berubah. Press brake hanya berputar terus.
Tapi itu bukan lingkungan high‑mix. Itu produksi.
| Bagian | Konten |
|---|---|
| Topik | Air Bending vs. Bottoming: Di Mana 4‑Way Die Sebenarnya Berada |
| Bottoming pada Stainless Tebal | Kontak penuh antara punch, material, dan die. Tonnage melonjak. Material didorong ke sudut die yang tepat sehingga tidak punya pilihan selain menyesuaikannya. Begitulah cara “presisi ekstrem” dicapai. |
| Tonnage & Keausan | 2–3× tonnage dibandingkan air bending. Beban lebih besar pada mesin. Beban lebih besar pada perkakas. Keausan lebih cepat, terutama pada pelat keras. Setiap sudut membutuhkan geometri die sendiri. |
| Penempatan 4‑Way Die | Itu bukan tempat di mana cetakan 4‑arah dimaksudkan untuk bekerja. |
| Sifat 4‑Way Die | Blok 4‑way adalah alat air‑bending. Bukaan V yang berbeda dipilih pada satu bodi, tanpa memaksa kontak penuh dengan die. Sudut berasal dari kedalaman punch dan perilaku material, bukan dari dinding die yang membungkus bagian. |
| Perbandingan Proses | Membandingkan set‑up air‑bending 4‑way dengan set‑up bottoming single‑V mencampur dua proses yang berbeda. |
| Argumen Steelman | Dalam produksi bracket engsel volume tinggi pada press mekanis—satu sudut, satu material, ribuan pukulan—bottoming dengan die khusus dapat menjadi cepat dan sangat konsisten. Pergantian tidak pernah terjadi karena tidak ada yang berubah. Mesin press hanya beroperasi berulang. |
| Perbedaan Lingkungan | Itu bukan lingkungan high‑mix. Itu produksi. |
Jadi di dunia di mana pekerjaan berubah sebelum makan siang, apa yang sebenarnya menyebabkan kesalahan tekukanmu?
Ambil dua lembar dari tumpukan yang sama dari pelat hot‑rolled 11‑gauge. Satu berukuran 0,119″. Yang berikutnya 0,123″. Perbedaan empat seperseribu inci. Dalam air bending, variasi ketebalan itu mengubah radius bagian dalam, yang mengubah springback, yang mengubah sudut akhir. Punch sama. Die sama. Program sama. Hasil berbeda.
Apakah itu kesalahan 4‑way die?
Kekuatan luluh material juga berfluktuasi. A36 bukan kumpulan formula kimia; itu suatu rentang. Luluh lebih tinggi, lebih banyak springback. Luluh lebih rendah, lebih sedikit. Kamu melihatnya ketika bagian pertama hari itu 89,5 dan tumpukan berikutnya ingin 91 kecuali kamu menambah kedalaman.
Lalu ada pengulangan ram dan pembentukan mahkota. Jika tempat tidur tidak dikompensasi dengan benar, Anda akan terus mengejar sudut dari kiri ke kanan sepanjang 8 kaki. Kesalahan itu akan muncul baik bukaan V berada pada batang khusus atau pada satu sisi dari blok yang dapat diputar.
Dan operatornya. Penyesuaian kedalaman sebesar 0,003″ dapat mengubah sudut beberapa persepuluh derajat tergantung pada lebar V. Jika ia melewati batas, Anda harus membuang komponen. Jika ia mendekatinya dengan hati-hati, Anda berhasil.
Dalam pembengkokan udara, bukaan cetakan sebagian besar menentukan radius bagian dalam dan jendela tonase. Itu tidak “mengunci” sudut akhir kecuali Anda melakukan pembengkokan dasar. Jadi selama blok 4‑arah tersebut dikerjakan dengan presisi, dipasang dengan benar, dan diklem dengan kuat, itu bukan variabel utama dalam tumpukan toleransi.
Material dan pengaturannya yang memegang kendali atas tumpukan itu.
Jadi jika proses itu sendiri berada dalam dunia ±0,5 derajat, apa sebenarnya yang kita dapatkan ketika kita bersikeras menggunakan cetakan khusus satu tujuan?
Bayangkan sebuah gambar teknik yang meminta 90° ±1°. Persyaratan fungsional: braket harus cocok dengan rangka las yang memiliki lubang lonjong. Anda mencapai 90,6°. Itu dirakit dengan baik. Pelanggan tidak pernah tahu perbedaannya.
Sekarang bayangkan Anda menghabiskan 43 menit pada shift ini untuk mengganti ke V 0,875″ khusus karena “lebih presisi,” dan Anda memindahkan variasi rata-rata Anda dari ±0,5° menjadi, misalnya, ±0,3° dalam pembengkokan udara. Itu berarti dua persepuluh derajat lebih ketat pada toleransi yang mengizinkan satu derajat penuh.
Apa sebenarnya yang Anda peroleh?
Bukan kesesuaian. Bukan fungsi. Bukan kepuasan pelanggan. Anda hanya mendapatkan angka yang lebih kecil pada busur derajat sementara argo taksi tetap berjalan dan roda tidak berputar.
Ada pengecualian. Braket dirgantara dengan ±0,25°. Batang bus listrik yang dipres di mana sudut mempengaruhi tekanan kontak. Mesin rem lama dengan pengulangan yang buruk di mana pembengkokan dasar menutupi kesalahan mekanis. Dalam kasus seperti itu, perkakas khusus satu tujuan bukanlah berlebihan — melainkan pengendalian risiko.
Tapi jika itu hanya 5 % pekerjaan Anda dan Anda memperlakukan 95 % sisanya seolah semuanya untuk industri dirgantara, Anda sedang membayar premi untuk presisi yang tidak ada seorang pun yang memanfaatkannya.
Kita sudah membuktikan kehilangan kapasitas itu nyata — 15 jam 46 menit per bulan pada satu mesin rem. Jika penggunaan perkakas yang lebih ketat tidak membuka pendapatan baru atau mencegah barang rusak yang terukur, itu bukan “kualitas lebih tinggi.” Itu hanya rekayasa berlebihan yang disamarkan sebagai keterampilan tinggi.
Jadi setelah ketakutan akan presisi tidak lagi menjadi masalah bagi sebagian besar pekerjaan dengan variasi tinggi, keluhan pun bergeser.
“Blok 4‑arah itu berat.”
“Susah diputar.”
“Itu memperlambat saya.”
Bagus. Sekarang kita akhirnya berdebat tentang hambatan nyata di lantai produksi, bukan hantu toleransi yang tidak ada.
Jika presisi bukan masalah sebenarnya, apakah cetakan 4‑arah benar-benar memperlambat operator dalam penggunaan sehari-hari?
Mari kita bicarakan tentang apa yang dirasakan orang-orang di punggung dan bahu mereka, bukan apa yang tertulis di katalog. Sebuah blok 4 arah yang solid mungkin memiliki berat 85 pon. Satu batang V‑die tunggal mungkin 28 pon. Yang satu bisa kamu angkat dengan tenaga otot. Yang lain membuatmu mencari kerekan.
Jadi keberatannya terdengar praktis: lebih sedikit pergantian, tentu — tapi pergantiannya lebih berat.
Wajar. Gravitasi tak terkalahkan.
Tapi ini yang benar-benar penting di shift yang nyata. Kamu tidak dibayar untuk berat yang diangkat. Kamu dibayar untuk menit‑menit saat rem diam. Satu angkatan berat yang dilakukan sekali lebih baik daripada enam angkatan ringan yang dilakukan enam kali, karena setiap pergantian ringan itu tetap berarti membuka klem, menarik, menaruh di rak, mengambil, menyelaraskan, mengencangkan, uji pukul, menyesuaikan. Beratnya bukan yang memakan marginmu. Pengulangannya lah yang melakukannya.
Dan pengulangan itu licik.
Bayangkan dua skenario pada hari dengan beragam jenis pekerjaan.
Skenario A: enam pergantian tunggal‑V. Masing‑masing memakan waktu 7 menit dari awal hingga akhir jika raknya dekat dan operatornya tidak mencari shim. Itu berarti 42 menit di mana argo berjalan tapi roda tidak berputar.
Skenario B: satu blok 4 arah dipasang di awal shift. Butuh 11 menit karena kamu menggunakan kerekan, kamu dudukkan dengan hati‑hati, kamu pastikan kelurusannya bersih. Di pertengahan shift, kamu memutarnya sekali — 6 menit, angkatan terkontrol, putaran 90 derajat, kencangkan kembali.
Total tujuh belas menit.
Bahkan jika saya bersikap dermawan dan bilang rotasinya canggung dan memakan waktu 8 menit, kamu tetap di 19. Itu masih 23 menit kembali ke saku kamu hari ini. Selama 22 hari kerja, itu 506 menit — 8 jam dan 26 menit — kapasitas yang sudah kamu bayar tapi tak pernah kamu jual.
Dan itu dengan asumsi hanya satu rotasi.
Sekarang, mari kita uji tekan. Ya, memutar blok solid di udara dengan rantai memerlukan koordinasi. Jika operatormu terburu‑buru, kamu bisa memasang die dengan tidak tepat, menimbulkan keausan, bahkan berisiko pada jari. Itu nyata. Tapi tahu apa lagi yang nyata? Enam peluang terpisah untuk salah menyelaraskan enam batang terpisah. Enam peluang menjebak kerak di bawah bahu. Enam siklus pengencangan.
Proses mana yang sebenarnya menciptakan lebih banyak peluang kesalahan dalam satu bulan?
Kamu yang beri tahu saya apa yang kamu lihat di lantaimu.
Tidak semua 4‑arah adalah pemberat kapal.
Satu blok solid sepanjang 8 kaki adalah satu strategi. Die 4‑arah yang diseksionalkan — dipecah menjadi segmen 2 kaki atau 3 kaki — mengubah seluruh persamaan penanganan. Sekarang kamu mengangkat 35 hingga 45 pon per segmen. Kamu hanya memutar bagian yang kamu butuhkan di sepanjang panjang kerja. Bagian pendek? Putar satu segmen. Biarkan sisanya tetap di tempat.
Itu bukan teori. Itu baja yang lebih sedikit bergerak di udara.
Dan ini kemenangan yang sunyi: dengan blok yang diseksionalkan, kamu berhenti memperlakukan rem seperti dermaga pemuatan. Kerekan turun sekali, bukan setiap jam. Operatornya tidak berjalan 40 kaki ke rak peralatan karena keempat bukaan V umum sudah berada di meja.
Namun, jika satu blok mencakup empat pembukaan umum, Anda menghilangkan seluruh siklus tarik‑dan‑ganti sepanjang shift.
Ya, satu V‑die khusus tetap menjadi raja untuk geometri flensa pendek dan rapat di mana ukuran pembukaan sangat penting. Saya tidak sedang menceritakan dongeng. Jika pekerjaan benar‑benar menuntut geometri persis itu sepanjang hari, gunakan alat khusus. Argumen ini berlaku dalam proses bending udara dengan variasi tinggi, bukan di sel produksi satu bagian.
Pertanyaannya bukanlah “Apakah 4‑way sempurna?” Melainkan “Apakah itu mengurangi lebih banyak gerakan daripada yang ditambahkannya?”
Dalam sebagian besar jadwal campuran, memang begitu.
Berjalanlah ke dinding belakang departemen rem Anda.
Lihat deretan V‑die yang tidak seragam itu? 0.625, 0.750, 0.875, 1.000, 1.250. Setengahnya belum disentuh selama tiga minggu, tetapi mereka tetap ada “untuk berjaga‑jaga.” Setiap batang tersebut membutuhkan ruang rak. Setiap rak memakan lantai. Setiap kaki persegi lantai memiliki biaya sewa, pemanas, asuransi, dan biaya peluang yang melekat padanya.
Sebuah blok 4‑way menggabungkan empat profil tersebut menjadi satu jejak di mesin.
Kuburan perkakas itu bukan sekadar kekacauan. Itu adalah waktu berjalan. Itu waktu mencari. Itu operator yang bertanya, “Di mana V satu inci?” sementara mesin rem diam. Bahkan 3 menit waktu pencarian, dua kali sehari, berarti 6 menit. Selama 22 hari, itu 132 menit — 2 jam dan 12 menit — hilang untuk pekerjaan mencari‑cari.
Anda tidak melihatnya di lembar kerja. Anda merasakannya dalam lembur.
Jadi benar, 4‑way die memang lebih besar saat diangkat. Mereka memerlukan hoist dan sedikit disiplin. Namun mereka memperkecil koreografi di sekitar mesin rem — lebih sedikit berjalan, lebih sedikit rak, lebih sedikit sentuhan.
Saya lebih memilih satu angkatan berat per shift daripada enam angkatan ringan, karena gravitasi bukanlah yang membunuh margin Anda — melainkan pengulangan.
Sekarang setelah kita mengakui bahwa pengorbanan ergonomis itu nyata tetapi dapat diukur, pertanyaan berikutnya bukanlah emosional.
Ini mengenai finansial.
Pada titik mana waktu yang bisa direbut kembali — 23 menit di sini, 17 menit di sana — menutup harga pembelian yang lebih tinggi dalam angka hitam‑putih?
Bulan lalu salah satu mesin rem kami menghasilkan tagihan sebesar $155 per jam. Pekerjaan dengan variasi tinggi. Tidak ada yang asing. Kami melacaknya selama 22 hari kerja dan menemukan rata‑rata 23 menit per shift hilang hanya karena pergantian V‑die yang sebenarnya tidak perlu dilakukan.
Dua puluh tiga menit adalah 0,383 jam per hari. Kalikan dengan $155 dan Anda mendapatkan $59,37 kapasitas yang terbakar setiap hari saat meteran berjalan tetapi roda tidak berputar. Selama 22 hari, itu $1.306,14 per bulan.
Sebuah $2,000 4‑way die dibandingkan dengan $1.306,14 kapasitas bulanan yang dipulihkan berarti titik impas dalam 1,53 bulan — sekitar 6,4 minggu.
Itulah perhitungannya ketika penghematan waktu benar dan konsisten. Tetapi bagaimana jika variasi pekerjaan Anda lebih sedikit, pergantian lebih jarang, atau tarif penagihan lebih rendah?
Mari kita jalankan tiga skenario. Tanpa debu peri. Hanya waktu pengereman.
Skenario 1: Bengkel konservatif. Anda hanya menghemat 12 menit per shift. Itu setara dengan 0,2 jam × $140 per jam = $28 per hari. Selama 22 hari, $616. Pengembalian modal atas $2.000? 3,25 bulan.
Masih dalam satu kuartal.
Skenario 2: Pergantian sedang. Anda menghemat 18 menit. Itu setara dengan 0,3 jam × $155 = $46,50 per hari. Bulanan: $1.023. Pengembalian modal: 1,95 bulan.
Skenario 3: Campuran berat, seperti milik kami. Dua puluh tiga menit pada $155 per jam: $1.306,14 per bulan. Pengembalian modal: 1,53 bulan.
Perhatikan apa yang mendorong kurva. Bukan toleransi. Bukan spesifikasi katalog. Frekuensi pergantian.
Data Guidewheel menunjukkan waktu kerja rem median pada 12,9%, kuartil teratas pada 34,3%. Itu adalah selisih 2,6× antara bengkel yang menjalankan kelas mesin yang sama. Perbedaannya bukan kecepatan langkah. Ini adalah seberapa sering rem menunggu pengaturan atau orang satu-satunya yang tahu cara mengaturnya.
Jika satu blok mencakup empat bukaan umum, Anda menghilangkan seluruh siklus tarik-dan-ganti sepanjang shift. Itu tidak hanya menghemat menit — tetapi juga memperluas jumlah operator yang dapat turun tangan tanpa harus menjaga pengaturannya.
Dan ketika ketidaktersediaan operator menyumbang 19,5% dari waktu henti pada pembengkok, fleksibilitas itu bukan keuntungan lunak. Itu adalah perlindungan waktu yang dapat ditagih.
Jadi, pertanyaan titik impas sebenarnya menjadi: berapa banyak pergantian per shift yang Anda alami saat ini?
Inilah keberatan yang saya dengar: “Jika blok 4-arah itu tergores, saya kehilangan empat bukaan sekaligus.”
Masuk akal.
Sekarang mari kita hitung harga dari ketakutan itu.
Matriks yang diabaikan aus 40% lebih cepat. Pembersihan setelah penggunaan mengurangi keausan 10–15%. Pelumasan menurunkannya lagi sebesar 20%. Pemeriksaan rutin menambah umur 15–20%. Persentase tersebut berlaku baik untuk satu V maupun blok 4-arah. Baja tidak peduli dengan filosofi pembelian Anda.
Yang berubah adalah konsentrasi siklus. Blok 4-arah mengalami lebih banyak tumbukan per blok fisik karena menggantikan beberapa batang. Jika Anda menjalankan lebih dari 500.000 siklus per tahun, Anda sudah tahu komponen hidraulik gagal tiga kali lebih sering di bawah beban tersebut. Siklus tinggi menuntut disiplin.
Namun disiplin lebih murah daripada duplikasi.
Misalkan dalam skenario terburuk Anda merusak sebuah 4‑arah dan membutuhkan $600 untuk penggilingan ulang dan penyempurnaan setiap 18 bulan sekali. Itu setara dengan $33.33 per bulan setelah amortisasi. Dibandingkan dengan peningkatan kapasitas bulanan yang bahkan konservatif sebesar $616, risikonya tidak mengubah hasil perhitungannya.
Risiko yang sebenarnya bukanlah konsolidasi. Melainkan penanganan yang ceroboh. Dan penanganan yang ceroboh akan menghabiskan empat cetakan khusus sama cepatnya — hanya saja Anda tidak akan menyadarinya karena keausan tersebar di seluruh rak.
Apakah Anda khawatir tentang konsentrasi biaya, atau apakah Anda khawatir tentang budaya perawatan Anda?
Jalankan skenario ini pada Selasa sore.
Operator rem utama Anda sakit. Operator cadangan bisa menjalankan bagiannya — tapi dia lebih lambat dalam pengaturan. Setiap pergantian cetakan menghabiskan tambahan 3 menit karena dia memeriksa kembali penyelarasan dan mencari batang yang tepat.
Tiga menit tambahan per pergantian, empat kali pergantian dalam satu shift, itu 12 menit. Dengan tarif $155 per jam, berarti $31 hilang hari ini karena keterampilan tidak tersebar merata.
Guidewheel memperkirakan ketidaktersediaan operator sebesar 19.5% waktu henti untuk mesin bender. Rem tekan adalah mesin yang padat keterampilan. Apa pun yang menyederhanakan pengaturan akan mengurangi ketergantungan itu.
Cetakan 4‑arah tidak menjadikan pemula menjadi ahli. Namun itu mempersempit keputusan. Lebih sedikit penarikan alat. Lebih sedikit berjalan ke rak. Lebih sedikit siklus penjepitan.
Dan kelelahan itu nyata. Enam kali pergantian dengan durasi masing‑masing 7 menit berarti 42 menit kerja tanpa pemotongan. Satu pemasangan dan satu rotasi di bawah 20 menit. Lebih sedikit bergulat dengan baja berarti lebih sedikit jalan pintas pada pukul 16:30, lebih sedikit cetakan yang tidak terpasang dengan benar, lebih sedikit koreksi artikel pertama.
Anda tidak akan melihat item itu pada faktur alat.
Anda akan melihatnya pada proses penyerahan yang lebih mulus, lebih sedikit momen “di mana V 1‑inci?”, dan rem yang menghabiskan lebih banyak waktunya membuat bagian alih‑alih menunggu manusia.
Jadi, kapan alat $2,000 menjadi gratis?
Ketika menit yang Anda pulihkan, dikalikan dengan tarif penagihan nyata Anda, melampaui harga pembelian lebih cepat dari satu kuartal — dan ketika campuran pekerjaan Anda cukup kacau hingga pergantian, bukan kecepatan langkah, yang benar‑benar membatasi Anda.
Perhitungannya sederhana.
Pertanyaan yang lebih sulit adalah apakah campuran dan disiplin di bengkel Anda membuat Anda cocok — atau apakah kendala sebenarnya berada di tempat lain.
Anda tidak membutuhkan katalog cetakan lainnya. Anda perlu tahu apa yang sebenarnya mencekik rem Anda.
Jika frekuensi pergantian dan disiplin menggerakkan ROI, maka pertanyaan sebenarnya bukanlah “Apakah cetakan 4‑arah cukup presisi?” Tapi “Apakah pergantian cetakan merupakan kendala, atau apakah saya menyalahkan alat untuk sesuatu yang lain?” Karena jika penundaan pemrograman, penataan material, atau ketersediaan operator adalah penyebab sebenarnya, maka Anda bisa membeli semua blok multi‑V di pasaran dan rem tetap diam.
Di sinilah kebanyakan bengkel mundur. Mereka memperlakukan perkakas seperti manajemen inventaris — berapa banyak batang, berapa lebar, berapa radius — bukan seperti strategi kapasitas. Sebuah press brake adalah mesin penghasil pendapatan dengan meteran taksi yang terus berjalan. Setiap menit yang dihabiskan untuk mengganti perkakas adalah waktu berbayar di mana meteran menyala tetapi roda tidak berputar. Namun jika meteran Anda tetap berjalan karena suku cadang belum disiapkan atau program belum terbukti, perkakas bukanlah solusi Anda.
Jadi bagaimana Anda memisahkan mitos dari mekanisme?
Pertanyaan pertama: Dalam satu shift normal, berapa menit ram diam hanya karena seseorang sedang mengganti dies?
Bukan menunggu forklift. Bukan menyesuaikan program. Secara fisik melepaskan penjepit, menarik, merapikan, memasang, menyelaraskan.
Jika Anda tidak bisa menjawabnya dengan angka — 12 menit, 18 menit, 43 menit — Anda sedang menebak. Catat selama tiga shift. Tulis hasilnya. Jika totalnya di bawah 10 menit per shift, kemungkinan besar perkakas bukan kendala utama Anda. Jika lebih dari 20, Anda memiliki pola yang jelas.
Pertanyaan kedua: Ketika operator utama Anda tidak ada, apakah waktu setup melonjak?
Jika waktu penggantian meningkat dari 6 menit menjadi 11 karena operator cadangan memeriksa semuanya dua kali, selisih itu adalah kehilangan kapasitas tersembunyi yang terkait langsung dengan kompleksitas perkakas. Sederhanakan matriks perkakas dan Anda akan memperkecil kesenjangan keterampilan. Jika tidak ada lonjakan, proses Anda sudah terstandarisasi. Konsolidasi perkakas tidak akan banyak mengubah hasil.
Pertanyaan ketiga: Apakah bukaan V yang paling sering digunakan Anda berkelompok, atau tersebar?
Ambil data pelengkungan selama 60 hari. Jika 70–80% dari air bend Anda berada dalam empat jendela Rule‑of‑Eight — misalnya 0.375″, 0.500″, 0.625″, 0.750″ — itu wilayah konsolidasi. Jika setiap pekerjaan memiliki ketebalan eksotis satu kali pakai atau aplikasi bottoming dengan toleransi ketat, Anda adalah bengkel custom dan akan membutuhkan lebih banyak baja khusus.
Tiga jawaban ini memberi tahu Anda apakah penggantian perkakas merupakan gesekan atau sekadar gangguan.
Dan jika menunjuk pada gesekan, apa yang sebenarnya perlu Anda ubah tanpa mengorbankan presisi di area yang penting?
Inilah kesalahan umum: bengkel berpikir bahwa menggunakan 4‑arah berarti harus sepenuhnya beralih.
Tidak demikian.
Anda memisahkan berdasarkan toleransi dan frekuensi. 80% pelengkungan yang berada dalam toleransi air‑bend standar — seperti braket, penutup, rangka sehari‑hari — pindah ke dies 4‑arah. 20% yang benar‑benar membutuhkan pengulangan sudut yang sangat presisi, radius khusus, atau perlindungan kosmetik tetap menggunakan dies khusus yang dirancang untuk pekerjaan itu.
Itu bukan kompromi. Itu adalah penargetan kendala.
Ya, sebuah V tunggal bisa sedikit lebih unggul dibanding multi‑V dalam presisi air‑bending ekstrem. Namun jika peningkatan itu hanya diukur dalam pecahan derajat pada bagian dengan toleransi ±1°, apa yang sebenarnya Anda beli? Jika satu blok mencakup empat bukaan umum, Anda menghilangkan seluruh siklus tarik‑dan‑ganti sepanjang shift. Anda mempertahankan presisi di area yang menghasilkan keuntungan dan menghapus kompleksitas di area yang tidak.
Bagaimana dengan dies tumpuk buatan rumahan dari pelat waterjet yang dilas?
Mereka pintar. Murah di awal. Tapi kemudian Anda memiliki waktu rekayasa, risiko distorsi akibat pengelasan, variabilitas penyelarasan, dan pengerjaan ulang ketika tumpukan tidak benar‑benar persegi. Jika disiplin di lantai Anda kelas dunia, mungkin itu masih bisa dilakukan. Jika tidak, Anda menukar harga pembelian dengan variabilitas — dan variabilitas muncul sebagai koreksi artikel pertama dan pengejaran sudut.
Dan penyesuaian 4‑arah yang dibuat khusus untuk setiap pekerjaan baru?
Itu sama saja dengan menciptakan kembali masalah inventaris dengan blok yang lebih mewah. Intinya adalah standarisasi berdasarkan mayoritas statistik Anda, bukan mengejar setiap kasus tepi dengan baja khusus.
Jadi jika Anda menargetkan 80%, apa pengaruhnya terhadap jadwal itu sendiri?
Bayangkan satu minggu di mana pekerjaan diurutkan berdasarkan ketebalan material, bukan berdasarkan cetakan mana yang saat ini terpasang di penjepit.
Alih-alih mengelompokkan bagian hanya untuk menghindari pergantian, Anda menjalankan apa yang sudah siap. Penjualan mendorong pesanan braket baja 14‑gauge mendesak pada tengah hari. Dengan pengaturan tujuan tunggal, Anda menghadapi pergantian selama 9 menit plus validasi artikel pertama. Dengan 4‑arah yang sudah terpasang dan mencakup nilai V yang diperlukan, itu hanya rotasi dan pemanggilan program. Dua menit. Mungkin tiga.
Perbedaannya — katakanlah 7 menit yang dihindari — terdengar tidak terlalu besar. Tetapi jika dijumlahkan di lima gangguan dalam satu minggu, Anda mendapatkan kembali 35 menit. Selama 22 hari kerja, itu berarti 946 menit — 15 jam dan 46 menit — kapasitas yang sudah Anda bayar tetapi tidak pernah Anda jual.
Lebih penting daripada hitung-hitungan adalah perubahan perilaku.
Ketika pergantian tidak lagi mengendalikan urutan, jadwal Anda menjadi jujur. Anda berhenti menyembunyikan ketidakefisienan di dalam “kita akan jalankan itu saat kita ganti nanti.” Rem menjadi responsif, bukan rapuh. Dan kerentanan itulah yang memaksa Anda bekerja lembur, mempercepat pengiriman, dan meminta maaf kepada pelanggan.
Jadi lanjutkan hal ini: berhentilah bertanya cetakan mana yang lebih presisi secara terpisah. Tanyakan pengaturan mana yang memungkinkan rem Anda membuat bagian, bukan menunggu bagiannya.
Karena begitu Anda melihat rem sebagai kapasitas yang terbatas — bukan sebagai ajang pamer peralatan — tingkat inventaris yang tepat berhenti menjadi debat pembelian dan mulai menjadi keputusan throughput.


















