

В 2:17 дня тормоз молчит.
Оператор поднял ползун, ослабил зажимы и ищет V 1.000″, который только сегодня утром был на стойке. Он назовёт это “быстрой заменой”. Семь минут, если ничего не помешает. Сделайте это шесть раз за смену — и вы потратили 43 минуты оплаченного времени работы на прессе сегодня. За 22 рабочих дня это 946 минут — 15 часов и 46 минут мощности, за которую вы уже заплатили, но не продали.
Вы всё ещё думаете, что выбор инструмента — это вопрос точности?
Пресс-тормоз — это двигатель дохода с включённым таксометром. Когда ползун не работает, счётчик не останавливается. Аренда не ставится на паузу. Зарплата оператора не ставится на паузу. График уж точно не ставится на паузу.
Одноугловой инструмент кажется аккуратным. Специализированным. Точным. Но каждый раз, когда работе требуется другое отверстие, вы разжимаете зажимы, вытаскиваете 6 футов закалённой стали, вставляете следующий инструмент, регулируете его слева направо для выравнивания и делаете пробные удары. Даже с хорошими быстрозажимными системами это занимает реальное время. Реальное внимание. Реальный риск перекоса.
Вопрос не в том, может ли один угол дать более точный изгиб. Вопрос в том, сколько минут вы отдаёте за это.
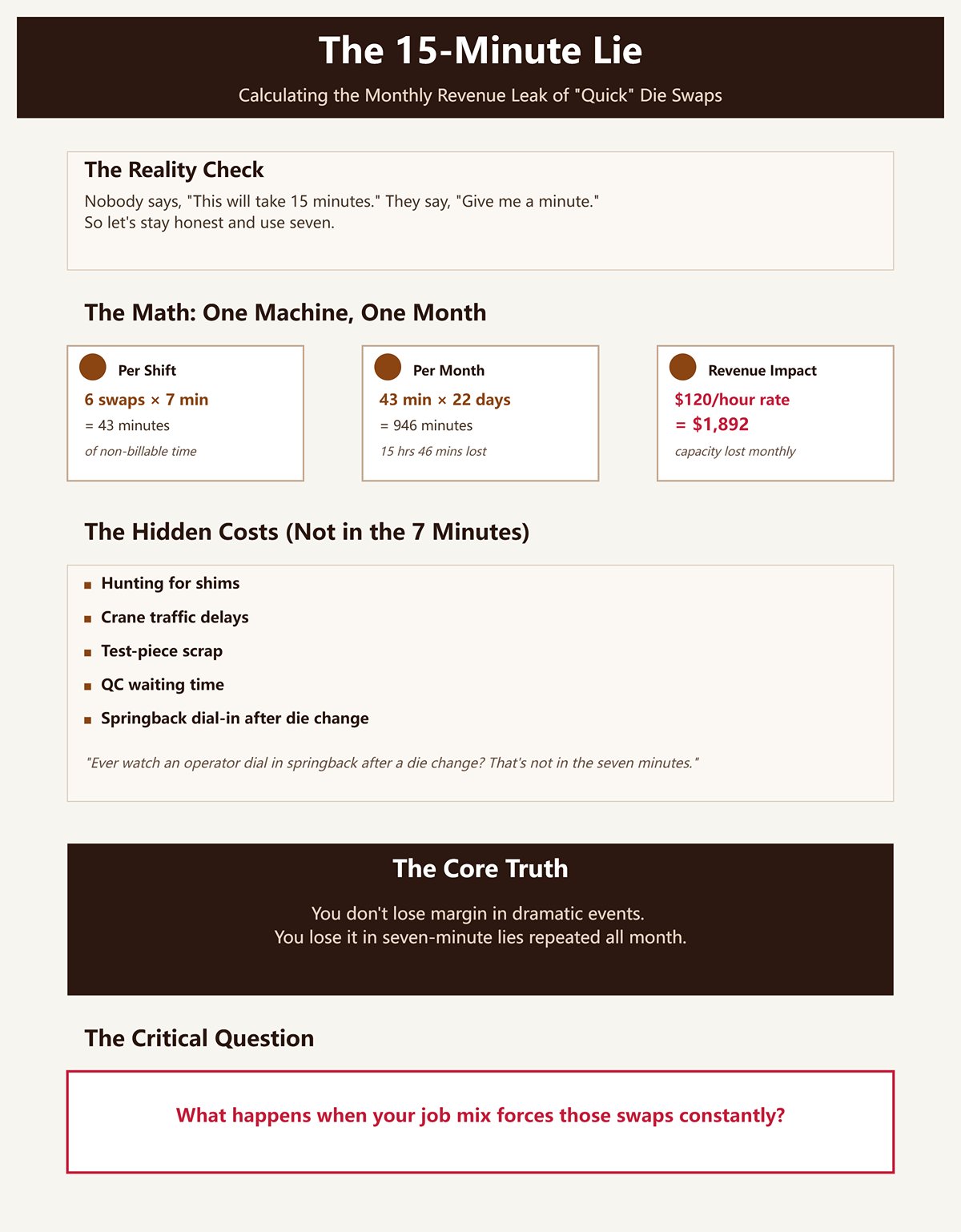
Никто не говорит: “Это займёт 15 минут”. Говорят: “Дай мне минутку”.”
Так что будем честными и возьмём семь.
Шесть замен за смену × 7 минут = 43 минуты. 43 минуты × 22 дня = 946 минут. Это 15 часов и 46 минут неоплачиваемой работы тормоза в месяц.
Если ставка вашего цеха на этот пресс составляет $120 в час, это $1,892 потерянной мощности. Ежемесячно. С одной машины.
И это вежливая версия — без поисков прокладок, без движения крана, без брака пробных деталей, без ожидания контроля качества. Видели, как оператор регулирует пружинящий эффект после смены матрицы? Это не входит в те семь минут.
Вы не теряете маржу в драматических событиях. Вы теряете её в семиминутных «небольших» потерях, повторяющихся весь месяц.
Так что происходит, когда ассортимент ваших работ вынуждает постоянно делать эти замены?

Цеха с большим разнообразием не выпускают 5000 деталей и не идут домой. Они делают 12 деталей этого, 30 того, 4 прототипа до обеда. Каждое изменение артикула — это решение по инструменту.
С одноцелевыми матрицами каждая мелкая партия несёт полный вес наладки. При серии из 20 деталей время наладки может быть равным или превышать время гибки. Вы тратите столько же времени на смену инструмента, сколько на формовку деталей.
Вот где начинается накопление. Не в теории — в расписании.
И да, 4‑сторонние матрицы — не волшебство. Повернуть блок — не бесплатно. Его нужно приподнять, повернуть на 90 градусов, аккуратно усадить. Если сделать неправильно, вы будете гоняться за неровными изгибами весь день. Но если один блок покрывает четыре распространённых отверстия, вы исключаете целые циклы извлечения и замены инструмента в течение смены.
В работе с большим ассортиментом универсальность — это не удобство. Это меньше прерываний в работе инструмента, генерирующего прибыль.
Что приводит нас к части, которую большинство цехов недооценивает.
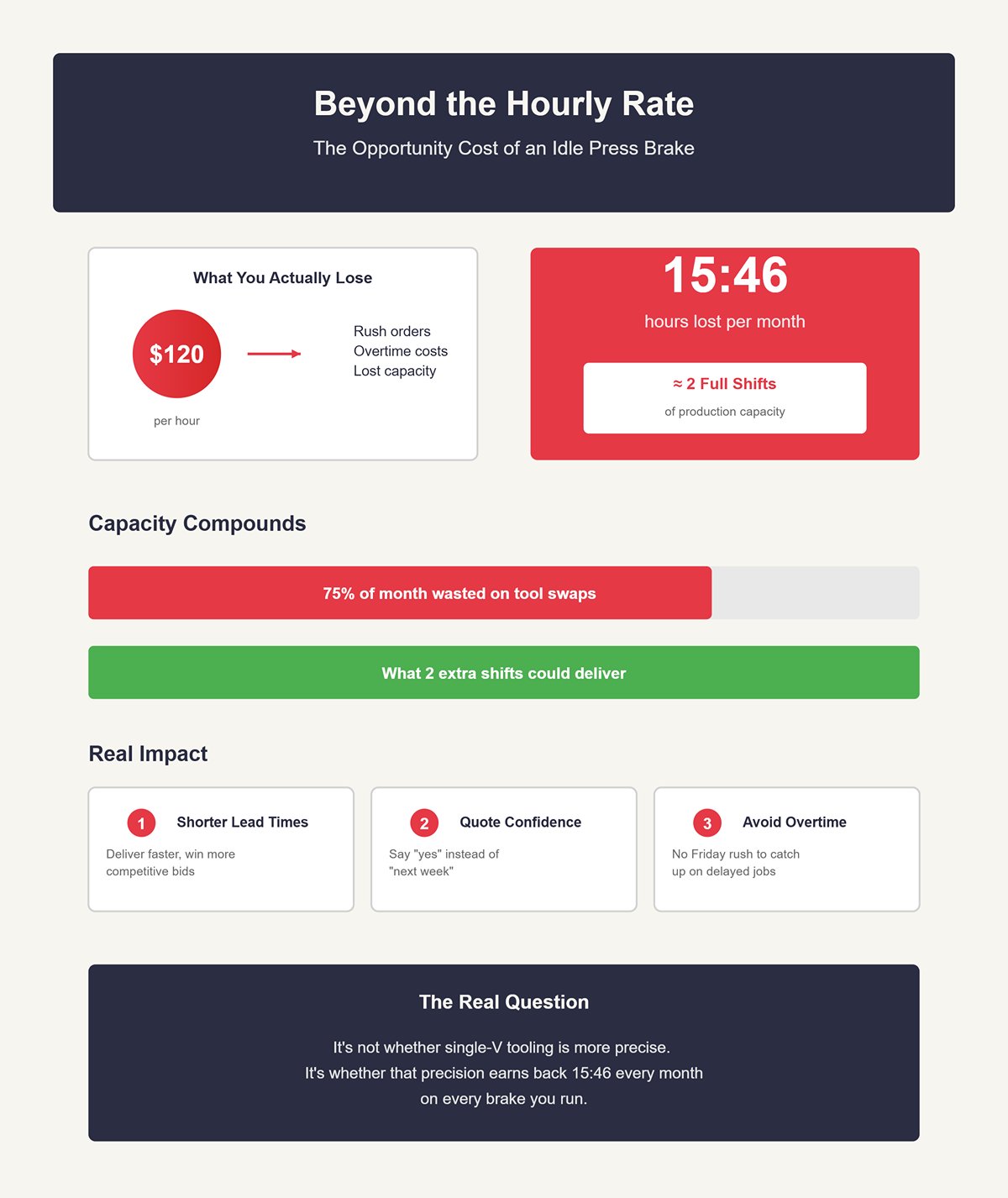
Когда пресс стоит без дела во время смены инструмента, вы теряете не только $120 в час. Вы теряете заказ, который могли бы успеть выполнить. Срочную работу, которую пришлось отложить до завтра. Переработку, за которую теперь придется заплатить в пятницу.
Производительность накапливается.
Пятнадцать часов и 46 минут в месяц — это почти две полные смены. Что дали бы вашему сроку выполнения два дополнительных цикла формовки деталей? Вашей уверенности в расчете стоимости? Вашей способности сказать “да” вместо “на следующей неделе”?
Мы одержимы погрешностью ±0,005″, теряя целые смены прямо на виду.
Так что настоящий вопрос не в том, является ли инструмент с одним V более точным. А в том, возвращает ли эта точность 15 часов и 46 минут каждый месяц на каждом прессе, который вы запускаете.
Во вторник прошлого месяца мы гнули кронштейны из стали A36 толщиной 14 gauge под углом 90 градусов на матрице с V = 1,000″. В чертеже указано ±1 градус. Первая деталь показала 90,4. Вторая — 89,7. Мы подкорректировали глубину на 0,006″, получили 90,1 и изготовили 120 штук. Все в пределах допуска.
Инструмент в станине? Четырехсторонняя матрица.
Если инструмент с одним V тихо выкачивает производительность, когда он на самом деле себя оправдывает? Вот в чем вопрос. Потому что если поворотный блок не может держать допуск, то весь разговор о потерянном времени работы пресса — шум. Но если он может выдерживать те же ±0,5 градуса, с которыми вы уже живете при воздушной гибке, то аргумент “точности” сводится к привычке.
Воздушная гибка, выполняемая на современном гидравлическом прессе, обычно дает результат в пределах ±0,5 градуса. Это не рекламные заявления — это реальные данные, которые вы видите в цехе, когда станок стабильно повторяет движения, а оператор знает свою упругую отдачу. И вот часть, которую все упускают: 95% чертежей, поступающих в цех с большим ассортиментом, не жестче, чем ±1 градус. Так что если ваше реальное окно в два раза шире производственных возможностей, где именно четырехсторонняя матрица не справляется?
Вы не сможете ответить, пока не отделите воздушную гибку от осадки.
Посмотрите на работу с осадкой при толщине нержавейки. Полный контакт между пуансоном, материалом и матрицей. Резкое увеличение усилия. Вы буквально вдавливаете материал в точный угол матрицы, чтобы он не мог не соответствовать ей. Так достигается “экстремальная точность”.”
Вы также получаете в 2–3 раза большее усилие по сравнению с воздушной гибкой. Больше нагрузки на станок. Больше нагрузки на инструмент. Быстрее износ, особенно при работе с твердыми сталями. И для каждого угла требуется своя геометрия матрицы.
Это не та область, где предназначены четырехсторонние матрицы.
Четырехсторонний блок — это инструмент для воздушной гибки. Вы выбираете разные отверстия V на одном корпусе, а не заставляете материал полностью касаться стенок матрицы. Угол определяется глубиной пуансона и поведением материала, а не стенками матрицы, оборачивающими деталь. Поэтому сравнивать настройку воздушной гибки с четырехсторонней матрицей с осадкой на одно‑V — это смешение процессов.
Теперь рассмотрим противоположную сторону. Кронштейны для петель в массовом производстве на механическом прессе. Один угол. Один материал. Тысячи ударов. Осадка с индивидуальной матрицей может быть одновременно быстрой и абсолютно повторяемой. Без сомнений. В этой нише смена инструмента не нужна, потому что ничего не меняется. Пресс просто циклично работает.
Но это не среда с большим разнообразием. Это производство.
| Раздел | Содержание |
|---|---|
| Тема | Воздушное гибкое формование против осадки: где на самом деле работает четырёхсторонняя матрица |
| Осадка на толстой нержавеющей стали | Полный контакт между пуансоном, материалом и матрицей. Сила резко возрастает. Материал вдавливается точно в угол матрицы, поэтому у него нет выбора, кроме как повторить этот угол. Так достигается “экстремальная точность”. |
| Усилие и износ | В 2–3 раза большее усилие по сравнению с воздушным гибким формованием. Больше нагрузка на станок. Больше нагрузка на инструмент. Быстрее износ, особенно на твёрдых плитах. Каждый угол требует своей геометрии матрицы. |
| Позиционирование четырёхсторонней матрицы | Это не та область, где предназначены четырехсторонние матрицы. |
| Природа четырёхсторонней матрицы | Четырёхсторонний блок — это инструмент для воздушного гибкого формования. На одном корпусе выбираются разные V‑образные прорези, без принудительного полного контакта с матрицей. Угол формируется за счёт глубины хода пуансона и поведения материала, а не за счёт стенок матрицы, оборачивающих деталь. |
| Сравнение процессов | Сравнение установки с четырёхсторонней воздушной гибкой матрицей и установки с одинарной матрицей для осадки смешивает два разных процесса. |
| Аргумент «Сильная сталь» | При производстве петельных кронштейнов в больших объёмах на механическом прессе — один угол, один материал, тысячи ударов — осадка с индивидуальной матрицей может быть быстрой и высокоповторяемой. Замены не происходят, потому что ничего не меняется. Тормоз просто циклически работает. |
| Разница в условиях работы | Это не среда с большим разнообразием. Это производство. |
Так в мире, где работы меняются до обеда, что на самом деле вызывает ошибку при гибке?
Возьмите два листа из одной паллеты горячекатаного металла толщиной 11 gauge. Один измеряется 0,119″. Следующий — 0,123″. Разница четыре тысячных. При воздушном гибком формовании это изменение толщины влияет на внутренний радиус, что изменяет упругий возврат и, следовательно, конечный угол. Тот же пуансон. Та же матрица. Та же программа. Разный результат.
Это была вина четырёхсторонней матрицы?
Предел текучести материала тоже колеблется. A36 — это не набор химических элементов, а диапазон. Чем выше предел текучести, тем больше упругий возврат. Чем ниже — тем меньше. Это видно, когда первая деталь дня имеет угол 89,5°, а следующая партия требует 91°, если не увеличить глубину хода.
Затем идут повторяемость хода и прогиб. Если станина компенсирована неправильно, вы будете гоняться за углом слева направо по всей длине 8 футов. Эта ошибка проявляется независимо от того, находится ли V‑образное отверстие на отдельной планке или на одной из граней вращающегося блока.
И оператор. Регулировка глубины на 0,003″ может сместить угол на несколько десятых градуса в зависимости от ширины V‑образного отверстия. Если он перешёл границу — деталь в брак. Если подкрался к нужному значению — всё идеально.
При гибке в воздухе отверстие матрицы в основном определяет внутренний радиус и диапазон усилия. Оно не “фиксирует” окончательный угол, если вы не выполняете осадку. Поэтому, пока четырёхсторонний блок выточен под прямым углом, хорошо установлен и прочно зажат, он не является доминирующей переменной в допуске.
Материал и настройка формируют этот допуск.
Так если сам процесс живёт в мире ±0,5 градуса, что на самом деле мы получаем, когда настаиваем на использовании матриц под одну задачу?
Представьте чертёж, где указано 90° ±1°. Функциональное требование: кронштейн должен соединяться с сварной рамой через прорезные отверстия. Вы получаете 90,6°. Конструкция собирается нормально. Заказчик никогда не заметит разницы.
Теперь представьте, что вы потратили 43 минуты за эту смену, меняя матрицу на отдельную 0,875″ V, потому что “так точнее”, и сократили среднее отклонение с ±0,5° до, скажем, ±0,3° при гибке в воздухе. Это на две десятые градуса точнее при допуске в целый градус.
Что вы на самом деле получили?
Не точность посадки. Не функциональность. Не удовлетворение клиента. Вы получили меньшее число на транспортире, пока счётчик такси крутился, а колёса не вращались.
Есть исключения. Авиакронштейны с допуском ±0,25°. Штампованные электрошины, где угол влияет на контактное давление. Старые прессы с плохой повторяемостью, где осадка скрывает механические недостатки. В этих случаях специализированный инструмент — не излишество, а средство управления риском.
Но если такие задачи — это 5% вашей работы, а остальные 95% вы оснастили так, будто всё связано с авиацией, вы платите за точность там, где никто не получает выгоды.
Мы уже доказали, что потеря производительности реальна — 15 часов и 46 минут в месяц на одном прессе. Если более точный инструмент не приносит новой выручки и не предотвращает измеримый брак, это не “более высокое качество”. Это сверхинженерия, замаскированная под мастерство.
Итак, когда страх потери точности снят с повестки дня для большинства разнотипных работ, жалобы меняются.
“Эти четырёхсторонние блоки тяжёлые”.”
“Их неудобно вращать”.”
“Они замедляют меня”.”
Отлично. Теперь мы наконец спорим о реальном трении на производстве, а не о вымышленных призраках допуска.
Если точность — не настоящая проблема, действительно ли четырёхсторонние матрицы замедляют операторов в повседневной работе?
Давайте поговорим о том, что ваши ребята чувствуют в спине и плечах, а не о том, что написано в каталоге. Цельный четырёхсторонний блок может весить 85 фунтов. Одинарная V-образная рейка может весить 28. Одну можно поставить вручную, другую — только с помощью подъёмника.
Так что возражение звучит вполне практично: меньше замен — да, но замены тяжелее.
Справедливо. Гравитация непобедима.
Но вот что действительно важно на реальной смене. Вы не платите за поднятые фунты. Вы платите за минуты, когда пресс молчит. Один тяжёлый подъём, выполненный один раз, лучше шести лёгких подъёмов, сделанных шесть раз, потому что каждая из этих лёгких замен всё равно означает: разжать, вынуть, поставить на стенд, принести, выровнять, зажать, пробный удар, корректировка. Не вес съедает вашу маржу. Повторение.
А повторение — коварная штука.
Представьте два сценария в день с большим разнообразием заказов.
Сценарий А: шесть замен с одиночными V‑образными рейками. Каждая занимает 7 минут от начала до конца, если стенд рядом и оператор не ищет прокладки. Это 42 минуты, пока счётчик такси тикает, а колёса не крутятся.
Сценарий B: один четырёхсторонний блок, установленный в начале смены. Это занимает 11 минут — потому что вы используете подъёмник, аккуратно устанавливаете, выверяете положение. В середине смены вы поворачиваете его один раз — 6 минут, контролируемый подъём, поворот на 90 градусов, повторное зажатие.
Всего семнадцать минут.
Даже если быть снисходительным и предположить, что поворот неудобен и занимает 8 минут, вы получите 19. Всё равно сегодня вы вернули себе 23 минуты. За 22 рабочих дня это 506 минут — 8 часов и 26 минут — оплаченной, но не проданной производственной мощности.
И это при условии, что требуется только один поворот.
Теперь давайте проверим на прочность. Да, поворот цельного блока в воздухе с цепями требует координации. Если оператор торопится, можно неправильно установить матрицу, вызвать износ, даже рискнуть пальцем. Это реально. Но знаете, что ещё реально? Шесть отдельных шансов неправильно выровнять шесть отдельных рейк. Шесть возможностей загнать окалину под плечо. Шесть циклов зажима.
Какой процесс на самом деле создаёт больше возможностей для ошибок в течение месяца?
Скажите, что вы наблюдаете на своём производственном участке.
Не все четырёхсторонние — тяжёлые якоря.
Цельный восьмифутовый блок — одна стратегия. Секционные четырёхсторонние матрицы, разбитые на сегменты по 2 или 3 фута, полностью меняют задачу по обращению с инструментом. Теперь вы поднимаете 35–45 фунтов за секцию. Поворачиваете только то, что нужно, вдоль рабочей длины. Короткая деталь? Поверните один сегмент. Остальные оставьте как есть.
Это не теория. Это меньше стали, движущейся в воздухе.
И вот скрытая победа: с секционными блоками вы перестаёте обращаться с прессом, как с погрузочной площадкой. Подъёмник опускается один раз, а не каждый час. Оператор не проходит 40 футов до стойки с инструментами, потому что все четыре распространённых V‑образных отверстия уже находятся в постели пресса.
Но если один блок покрывает четыре стандартных отверстия, вы устраняете целые циклы вытаскивания и замены на протяжении всей смены.
Да, один специализированный V‑образный пуансон всё ещё остаётся королём для плотной геометрии коротких отбортовок, где размер открытия критически важен. Я не рассказываю вам сказку. Если работа действительно требует именно этой геометрии весь день, используйте специализированный инструмент. Этот аргумент относится к воздушной гибке с высоким разнообразием, а не к производственной ячейке, где делают один тип детали.
Вопрос не в том, “идеален ли четырёхсторонний инструмент?” Вопрос в том: “Устраняет ли он больше движений, чем создаёт?”
В большинстве смешанных графиков — да.
Пройдитесь к задней стене вашего цеха с гибочным прессом.
Видите этот ряд несовпадающих V‑образных пуансонов? 0.625, 0.750, 0.875, 1.000, 1.250. Половину из них не трогали три недели, но они стоят там “на всякий случай”. Каждый такой стержень требует места на стеллаже. Каждый стеллаж занимает площадь пола. Каждый квадратный фут пола имеет стоимость аренды, отопления, страховки и упущенных возможностей.
Один четырёхсторонний блок объединяет четыре таких профиля в один отпечаток в станке.
Это “кладбище инструментов” — не просто беспорядок. Это время ходьбы. Это время поисков. Это оператор, спрашивающий: «Где V на 1 дюйм?», пока пресс молчит. Даже 3 минуты поисков дважды в день — это 6 минут. За 22 дня — 132 минуты, то есть 2 часа и 12 минут, потраченные на поиски.
Вы не видите это в таблице Excel. Вы чувствуете это в переработках.
Да, четырёхсторонние пуансоны громоздки в руках. Им требуется подъёмник и немного дисциплины. Но они сокращают хореографию вокруг пресса — меньше ходок, меньше стеллажей, меньше касаний.
Я предпочту одно более тяжёлое поднятие за смену вместо шести лёгких, потому что убивает вашу маржу не сила тяжести — а повторение.
Теперь, когда мы признали, что эргономические компромиссы реальны, но измеримы, следующий вопрос не эмоциональный.
Он финансовый.
В какой момент возвращённое время — те самые 23 минуты здесь, 17 минут там — окупает более высокую цену покупки в конкретных цифрах?
В прошлом месяце один из наших прессов приносил $155 в час. Работа с высоким разнообразием. Ничего экзотического. Мы отслеживали его 22 рабочих дня и обнаружили, что в среднем теряется 23 минуты за смену исключительно из‑за ненужных смен V‑пуансонов.
Двадцать три минуты — это 0,383 часа в день. Умножаем на $155, и получаем $59.37 потерянной ежедневной мощности, пока счётчик таксометра работает, а колёса не крутятся. За 22 дня это $1,306.14 в месяц.
Инструмент 4‑way за $2,000 по сравнению с $1,306.14 возвращённой месячной мощности означает 1,53 месяца до окупаемости — примерно 6,4 недели.
Такова математика, когда экономия времени реальна и постоянна. Но что, если ваше разнообразие меньше, замен меньше, ставка ниже?
Давайте рассмотрим три сценария. Никакой магии. Просто время торможения.
Сценарий 1: Консервативное предприятие. Вы экономите всего 12 минут за смену. Это 0,2 часа × $140 в час = $28 в день. За 22 дня — $616. Окупается инвестиция $2,000 за 3,25 месяца.
Всё ещё внутри квартала.
Сценарий 2: Средняя текучка. Экономите 18 минут. Это 0,3 часа × $155 = $46.50 в день. В месяц: $1,023. Окупаемость: 1,95 месяца.
Сценарий 3: Высокая текучка, как у нас. Двадцать три минуты при $155 в час: $1,306.14 в месяц. Окупаемость: 1,53 месяца.
Заметьте, что влияет на кривую. Не допуски. Не характеристики из каталога. Частота смены операторов.
Данные Guidewheel показывают среднее время работы тормоза 12.9%, верхний квартиль — 34.3%. Это разброс в 2,6 раза между цехами, работающими на одном классе станков. Разница не в скорости хода, а в том, как часто тормоз простаивает в ожидании наладки или человека, который умеет его настроить.
Если один блок покрывает четыре стандартных отверстия, вы устраняете целые циклы снятия и установки в течение смены. Это не просто экономия минут — это расширение круга операторов, которые могут вмешаться без постоянного присмотра.
А когда отсутствие оператора составляет 19.5% простоев на гибочных прессах, такая гибкость — не условная выгода. Это защита оплачиваемого времени.
Так что вопрос о безубыточности на самом деле сводится к тому: сколько сменных замен вы сейчас переживаете за смену?
Вот возражение, которое я часто слышу: “Если этот четырёхсторонний блок получит вмятину, я потеряю сразу четыре отверстия.”
Разумно.
Теперь оценим этот страх.
Пренебрежение инструментом ускоряет износ на 40%. Очистка после использования снижает износ на 10–15%. Смазка уменьшает его ещё на 20%. Частые проверки добавляют 15–20% к сроку службы. Эти проценты применимы и к одиночному V, и к четырёхстороннему блоку. Сталь не интересует ваша философия закупок.
Что действительно меняется — это концентрация циклов. Четырёхсторонний блок получает больше ударов на единицу, поскольку заменяет несколько отдельных элементов. Если вы выполняете более 500,000 циклов в год, вы уже знаете, что гидравлические компоненты выходят из строя в три раза чаще при такой нагрузке. Большое количество циклов требует дисциплины.
Но дисциплина дешевле, чем дублирование.
Предположим, в худшем случае вы повреждаете 4‑позиционную матрицу и вам требуется $600 на переработку и восстановление каждые 18 месяцев. Это $33.33 в месяц при амортизации. Даже при консервативном приросте производительности в $616 в месяц риск не меняет уравнение.
Настоящий риск — не консолидация. Это небрежное обращение. А небрежность так же быстро износит четыре специализированные матрицы — просто вы этого не заметите, потому что износ распределён по стойке.
Вы беспокоитесь о концентрации затрат или о культуре обслуживания?
Представьте себе вторник после обеда.
Ваш ведущий оператор листогиба заболел. Замена может выполнить деталь — но он медленнее при переналадках. Каждая смена матрицы занимает у него на 3 минуты больше, потому что он дважды проверяет настройку и ищет нужную оснастку.
Три лишние минуты на замену, четыре замены за смену — получается 12 минут. При ставке $155 в час это $31 потерь сегодня из‑за того, что навыки распределены неравномерно.
Guidewheel оценивает недоступность операторов для гибочных станков в 19.5% простоев. Листогибы — станки, критичные по квалификации. Всё, что упрощает настройку, снижает эту зависимость.
4‑позиционная матрица не делает новичка мастером. Но она сокращает количество решений. Меньше замен инструмента. Меньше походов к стойке. Меньше циклов зажима.
А усталость — реальна. Шесть замен по 7 минут — это 42 минуты непроизводительного труда. Одна установка и один поворот — меньше 20. Меньше возни со сталью означает меньше сокращений пути к 16:30, меньше неверно установленных матриц, меньше исправлений первого изделия.
Вы не увидите эту статью расходов в счёте за инструмент.
Вы заметите её в более плавной передаче смен, меньшем числе “где V на 1 дюйм?” моментов и в листогибе, который больше времени проводит за изготовлением деталей, а не в ожидании людей.
Так когда инструмент на $2,000 становится бесплатным?
Когда ваши восстановленные минуты, умноженные на реальную ставку биллинга, перекрывают покупную цену быстрее, чем за квартал — и когда ваш ассортимент настолько хаотичен, что именно замены, а не скорость хода, вас сдерживают.
Математика проста.
Более сложный вопрос — делает ли сочетание ассортимента и дисциплины вашего цеха вас подходящим кандидатом, или ваш настоящий узкий ресурс находится где‑то ещё.
Вам не нужен ещё один каталог матриц. Вам нужно знать, что на самом деле душит ваш листогиб.
Если частота оборотов и дисциплина определяют рентабельность, тогда настоящий вопрос не “Достаточно ли точен 4‑позиционный инструмент?”, а “Являются ли переключения матриц узким местом, или я виню инструмент в чём‑то другом?” Ведь если настоящие причины — задержки программирования, подготовка материала или доступность операторов, вы можете купить все многопозиционные блоки на рынке — а листогиб всё равно будет в тишине.
Именно здесь большинство мастерских трусятся. Они относят оснастку к управлению запасами — сколько заготовок, какие ширины, какие радиусы — вместо того чтобы рассматривать её как стратегию производственной мощности. Листогиб — это источник дохода с включённым счётчиком такси. Каждая минута, потраченная на замену инструмента, — это оплачиваемое время, когда счётчик тикает, а колёса не крутятся. Но если счётчик работает потому, что детали не подготовлены или программы не проверены, оснастка — не ваше решение.
Так как же отделить миф от механизма?
Первый вопрос: во время типовой смены сколько минут ползун простаивает именно потому, что кто-то меняет штампы?
Не ждёт погрузчик. Не подправляет программу. А физически отжимает, вынимает, устанавливает, выравнивает.
Если вы не можете ответить числом — 12 минут, 18 минут, 43 минуты — вы угадываете. Отслеживайте три смены. Запишите. Если менее 10 минут за смену, оснастка, вероятно, не является вашим основным ограничением. Если более 20 — у вас есть системная проблема.
Второй вопрос: когда ваш ведущий оператор отсутствует, увеличивается ли время настройки?
Если замены растягиваются с 6 до 11 минут, потому что сменщик перепроверяет каждую деталь, эта разница — скрытая потеря мощности, напрямую связанная со сложностью оснастки. Упростите матрицу инструментов — и сократите разрыв в навыках. Если всплеска нет — ваш процесс уже стандартизирован. Консолидация оснастки не даст заметного эффекта.
Третий вопрос: ваши наиболее часто используемые V-отверстия сгруппированы или разбросаны?
Возьмите данные по гибке за 60 дней. Если 70–80 % ваших воздушных гибов укладываются в четыре окна «правила восьмёрки» — скажем, 0,375″, 0,500″, 0,625″, 0,750″ — это поле для консолидации. Если каждая работа — уникальная экзотическая толщина или операция с малым допуском при осадке, вы — индивидуальная мастерская и будете жить с большим количеством специализированных инструментов.
Эти три ответа показывают, являются ли замены источником трения или просто шумом.
И если они указывают на трение — что именно вы должны изменить, не жертвуя точностью там, где она важна?
Вот ошибка: мастерские думают, что использование четырёхсторонних штампов означает полный переход.
Нет.
Вы сегментируете по допуску и частоте. Те 80 % гибов, которые укладываются в стандартные допуски воздушного гиба — ваши ежедневные кронштейны, крышки, рамки — переходят на четырёхсторонний инструмент. Те 20 %, которые действительно требуют крайне высокой повторяемости по углу, специальных радиусов или защиты поверхности, остаются на специализированных штампах, спроектированных под конкретную задачу.
Это не компромисс. Это целевое устранение ограничений.
Да, односторонняя V-матрица может превзойти многостороннюю в экстремальной точности воздушного гиба. Но если выигрыш измеряется долями градуса на деталях с допуском ±1°, что вы реально покупаете? Если один блок покрывает четыре распространённых отверстия, вы устраняете целые циклы снятия и установки инструмента в течение смены. Сохраняете точность там, где это приносит пользу, и избавляетесь от сложности там, где она не нужна.
А как насчёт ламинированных самодельных составных штампов, которые ребята сваривают из водоструйных пластин?
Они изобретательны. Недорогие при покупке. Но теперь у вас появляются расходы на проектирование, риск деформации при сварке, изменчивость при выравнивании и переделка, если пакет не идеально квадратный. Если дисциплина на вашем производстве — мирового класса, возможно, это допустимо. Если нет — вы обменяли цену покупки на изменчивость, а изменчивость проявляется как корректировки первых изделий и погоня за углом.
А индивидуальные 4‑сторонние штампы, изготовленные под каждую новую задачу?
Это всего лишь переизобретение проблемы со складом, только с более красивыми блоками. Смысл — в стандартизации под вашу статистическую большинство, а не в погоне за каждым редким случаем с особым инструментом.
Так если вы выбираете 80%, что это делает с самим графиком?
Представьте неделю, где задания идут в порядке толщины материала, а не по тому, какой штамп сейчас зажат в прессе.
Вместо того чтобы группировать детали только ради избежания переоснасток, вы запускаете то, что готово. Отдел продаж в полдень вносит срочный заказ на кронштейн из металла толщиной 14 калибра. С одноцелевой оснасткой вас ждёт 9‑минутная смена инструмента плюс проверка первой детали. С установленным 4‑сторонним штампом, который перекрывает нужный размер V, достаточно повернуть и вызвать программу. Две минуты. Может, три.
Эта разница — скажем, сэкономленные 7 минут — не звучит героически. Но умножьте её на пять таких прерываний в неделю, и вы возвращаете себе 35 минут. За 22 рабочих дня — это 946 минут, или 15 часов 46 минут — мощности, за которую вы уже заплатили, но так и не продали.
Более важно, чем математика, — это изменение поведения.
Когда смены штампов перестают определять порядок выполнения, ваш график становится честным. Вы перестаёте прятать неэффективность под “сделаем, когда будем переналаживаться”. Пресс становится отзывчивым, а не хрупким. А хрупкость — вот что загоняет вас в сверхурочные, срочные поставки и извинения перед клиентами.
Значит, идите дальше: перестаньте спрашивать, какой штамп точнее сам по себе. Спросите, какая установка позволяет вашему прессу изготавливать детали, а не ждать их.
Потому что как только вы начинаете видеть пресс как ограниченную мощность, а не как выставку инструментов, правильный уровень запасов перестаёт быть вопросом закупок и становится решением о производительности.


















