

À 14 h 17, la presse plieuse est silencieuse.
L’opérateur a le vérin relevé, les brides desserrées, il cherche le V de 1,000″ qui était sur le rack ce matin. Il appelle ça un “ changement rapide ”. Sept minutes si rien ne lui résiste. Faites cela six fois par poste et vous avez brûlé 43 minutes de temps de presse payé aujourd’hui. Sur 22 jours ouvrables, cela représente 946 minutes — soit 15 heures et 46 minutes — de capacité que vous avez déjà payée et que vous n’avez jamais vendue.
Vous pensez toujours que le choix de l’outillage concerne la précision ?
Une presse plieuse est un moteur de revenus avec un compteur de taxi en marche. Quand le vérin ne cycle pas, le compteur ne s’arrête pas. Le bail ne met pas en pause. Le salaire de l’opérateur ne s’arrête pas. Le planning, lui, ne s’arrête certainement pas.
L’outillage à V simple semble propre. Dédié. Précis. Mais chaque fois que le travail demande une ouverture différente, vous desserrez les brides, retirez 1,80 mètre d’acier trempé, insérez le suivant, le poussez à gauche et à droite pour l’alignement, et effectuez des coups d’essai. Même avec de bonnes brides rapides, c’est du temps réel. Une attention réelle. Un risque réel de désalignement.
La question n’est pas de savoir si un V unique peut produire une courbure plus serrée. C’est combien de minutes vous échangez pour y parvenir.
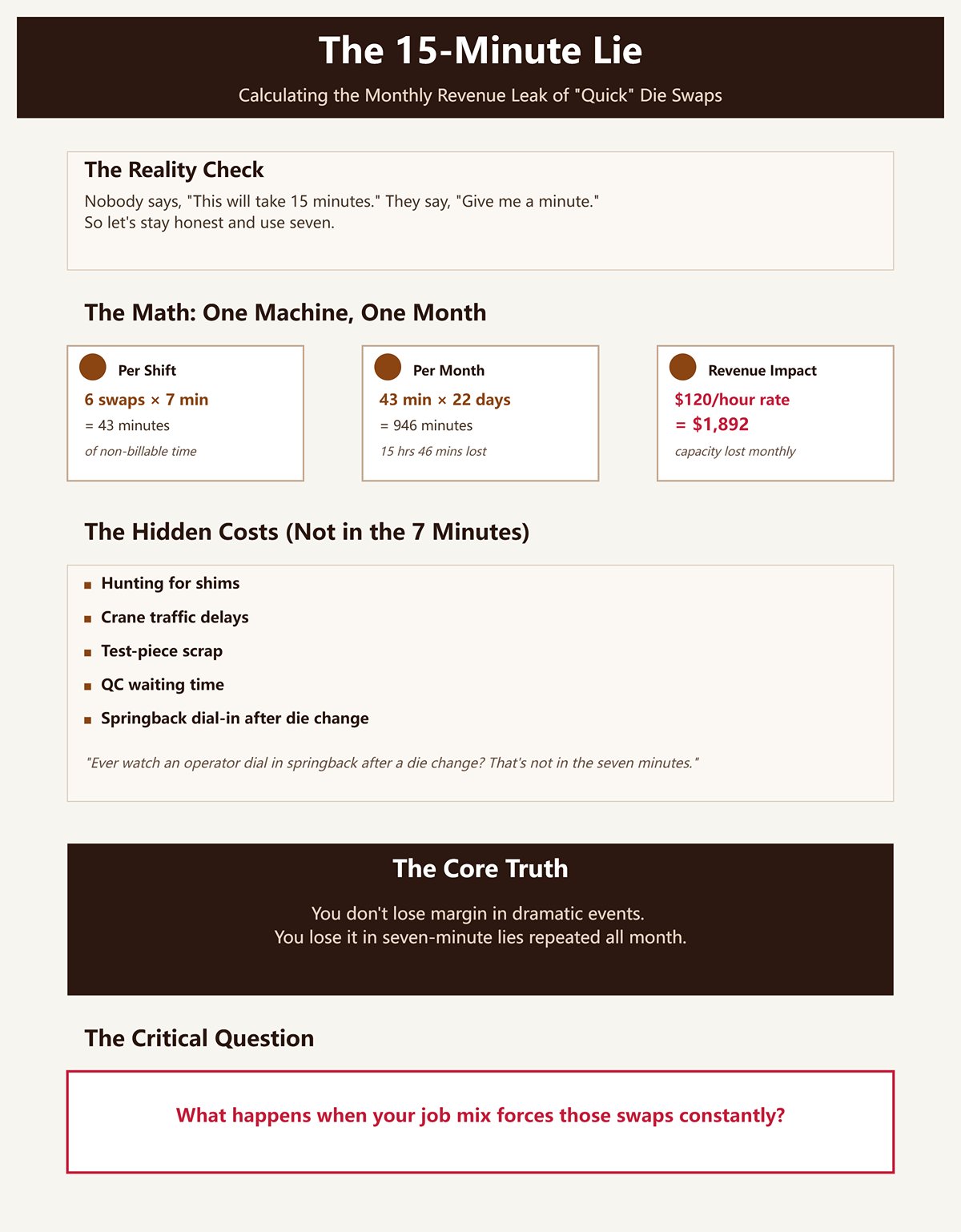
Personne ne dit : “ Ça prendra 15 minutes. ” Ils disent : “ Donne-moi une minute. ”
Alors restons honnêtes et utilisons sept.
Six changements par poste × 7 minutes = 43 minutes. 43 minutes × 22 jours = 946 minutes. Cela représente 15 heures et 46 minutes de temps de presse non facturable par mois.
Si le tarif de votre atelier sur cette presse est de $120 par heure, cela représente $1 892 de capacité perdue. Par mois. Pour une machine.
Et c’est la version polie — pas de recherche de cales, pas de trafic de grue, pas de pièces d’essai mises au rebut, pas d’attente du contrôle qualité. Vous avez déjà regardé un opérateur ajuster le retour élastique après un changement de matrice ? Cela ne compte pas dans les sept minutes.
Vous ne perdez pas votre marge dans des événements spectaculaires. Vous la perdez dans des mensonges de sept minutes répétés tout le mois.
Alors que se passe-t-il quand votre mix de production force ces changements constamment ?

Les ateliers à haut mélange ne produisent pas 5 000 pièces avant de rentrer chez eux. Ils fabriquent 12 pièces de ceci, 30 de cela, 4 prototypes avant le déjeuner. Chaque changement de référence est une décision d’outillage.
Avec des matrices à usage unique, chaque petit lot supporte tout le poids du réglage. Sur une série de 20 pièces, le temps de réglage peut égaler ou dépasser le temps de pliage. Vous passez autant de temps à changer d’outil qu’à former des pièces.
C’est là que la multiplication commence. Pas en théorie — dans le planning.
Et oui, les matrices à 4 faces ne sont pas magiques. Faire pivoter un bloc n’est pas gratuit. Vous le soulevez, le faites tourner à 90 degrés, le repositionnez soigneusement. Mal exécuté, vous poursuivrez des plis irréguliers tout l’après-midi. Mais si un bloc couvre quatre ouvertures courantes, vous éliminez des cycles entiers de retrait et de remplacement sur tout le poste.
Dans un travail à forte mixité, la polyvalence n’est pas une commodité. C’est moins d’interruptions du moteur de revenus.
Ce qui nous amène à la partie que la plupart des ateliers sous-évaluent.
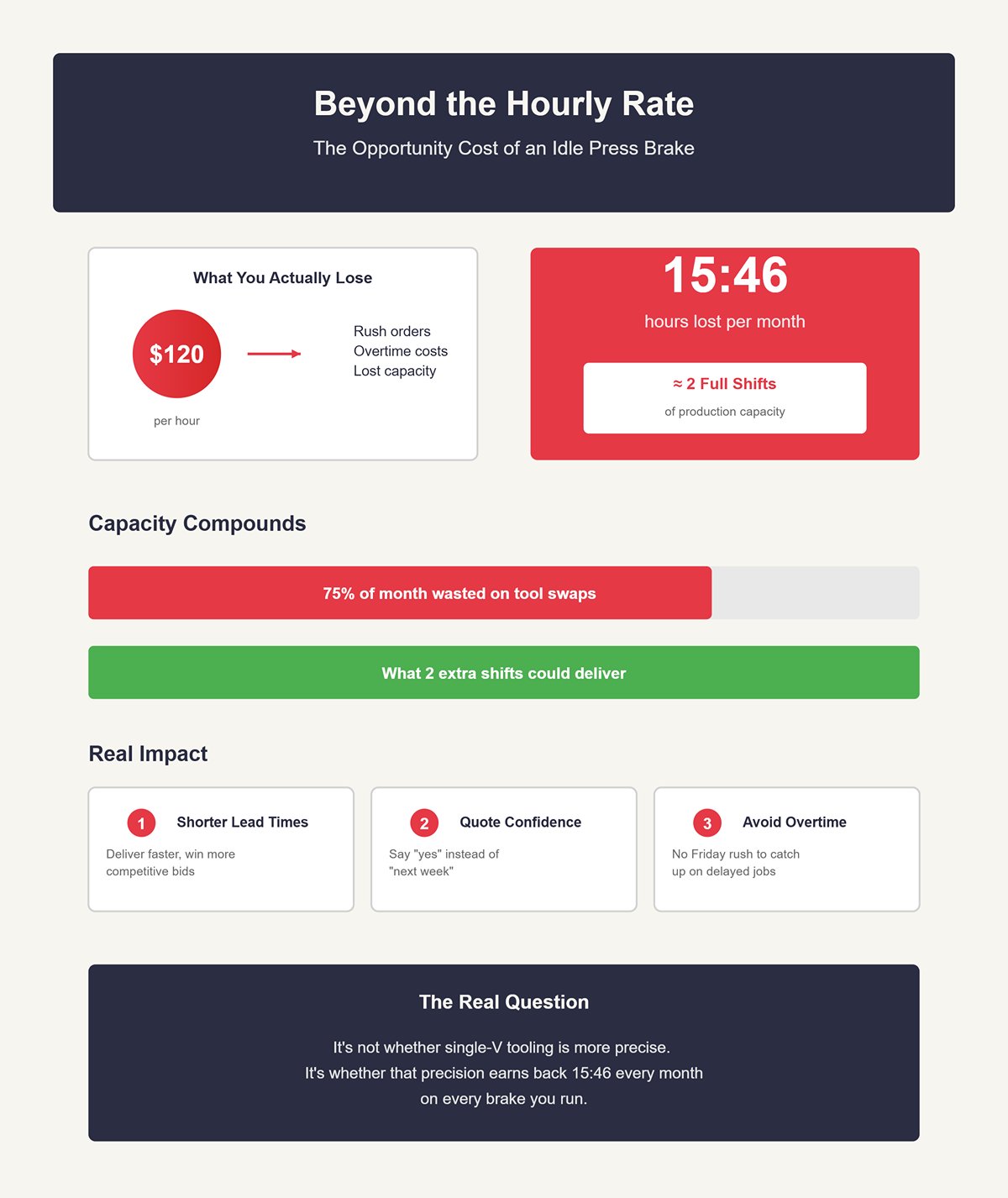
Lorsque la presse est à l’arrêt pour un changement, vous ne perdez pas seulement $120 par heure. Vous perdez le travail que vous auriez pu glisser. La commande urgente que vous avez dû repousser à demain. Les heures supplémentaires que vous paierez maintenant vendredi.
La capacité se cumule.
Quinze heures et 46 minutes par mois, c’est presque deux équipes complètes. Que feraient deux équipes supplémentaires de pièces formées pour vos délais ? Votre confiance en vos devis ? Votre capacité à dire “ oui ” plutôt que “ la semaine prochaine ” ?
Nous nous obsédons sur ±0,005″ tout en saignant des équipes entières à vue.
La vraie question n’est donc pas de savoir si l’outillage à gorge unique est plus précis. C’est de savoir si cette précision vous rembourse 15 heures et 46 minutes chaque mois pour chaque presse que vous exploitez.
Lors d’une série un mardi le mois dernier, nous avons plié des étriers en A36 de calibre 14 à 90 degrés sur une gorge de 1,000″ V. Le plan demandait ±1 degré. Le premier échantillon mesurait 90,4. Le second 89,7. Nous avons ajusté la profondeur de 0,006″, obtenu 90,1, et produit 120 pièces. Toutes dans les tolérances.
Outil monté sur le lit ? Une matrice à 4 voies.
Si l’outillage à gorge unique draine silencieusement la capacité, quand mérite-t-il vraiment son coût ? C’est la question. Parce que si un bloc rotatif ne tient pas la tolérance, alors tout le discours sur le temps perdu de presse n’est que du bruit. Mais s’il peut tenir le même ±0,5 degré que vous acceptez déjà dans le pliage en l’air, alors l’argument de la “ précision ” s’effondre dans l’habitude.
Le pliage en l’air, effectué sur une presse hydraulique moderne, atteint régulièrement ±0,5 degré. Ce ne sont pas des arguments de brochure — c’est ce que l’on observe sur le terrain quand la machine répète et que l’opérateur connaît son retour élastique. Et voici la partie que les gens omettent : 95% des plans entrant dans un atelier à forte mixité ne sont pas plus serrés que ±1 degré. Donc, si votre fenêtre réelle est deux fois plus large que la capacité du procédé, où exactement la matrice à 4 voies échoue-t-elle ?
Vous ne pouvez pas répondre à cela avant de séparer le pliage en l’air du matriçage.
Regardez un travail de matriçage sur de l’inox épais. Contact complet entre le poinçon, le matériau et la matrice. Le tonnage monte en flèche. Vous forcez le matériau dans l’angle exact de la matrice pour qu’il n’ait d’autre choix que de le reproduire. C’est ainsi que vous obtenez une “ précision extrême ”.”
Vous obtenez aussi un tonnage 2–3 fois supérieur à celui du pliage en l’air. Plus de charge sur la machine. Plus de charge sur l’outillage. Une usure plus rapide, surtout sur les tôles dures. Et chaque angle nécessite sa propre géométrie de matrice.
Ce n’est pas le domaine pour lequel les matrices à 4 voies sont conçues.
Un bloc à 4 voies est un outil de pliage en l’air. Vous sélectionnez différentes ouvertures V sur un seul corps, sans forcer le contact complet avec la matrice. L’angle résulte de la profondeur du poinçon et du comportement du matériau, pas des parois de la matrice enveloppant la pièce. Ainsi, comparer une configuration de pliage en l’air à 4 voies à une configuration de matriçage à gorge unique, c’est mélanger les procédés.
Maintenant, défendez l’autre camp. Étriers de charnière à grand volume sur une presse mécanique. Un angle. Un matériau. Des milliers de coups. Le matriçage avec une matrice dédiée peut être à la fois rapide et parfaitement répétable. Rien à redire. Dans ce créneau, le changement n’a jamais lieu parce que rien ne change. La presse ne fait que cycler.
Mais ce n’est pas un environnement à forte diversité de production. C’est de la production.
| Section | Contenu |
|---|---|
| Sujet | Cintrage à l’air vs. matriçage : où se situe réellement la matrice 4 voies |
| Matriçage sur acier inoxydable épais | Contact total entre le poinçon, le matériau et la matrice. Le tonnage monte en flèche. Le matériau est forcé dans l’angle exact de la matrice, il n’a donc pas d’autre choix que de s’y conformer. C’est ainsi que l’on obtient une “ précision extrême ”. |
| Tonnage et usure | 2 à 3 fois le tonnage par rapport au cintrage à l’air. Davantage de charge sur la machine. Davantage de charge sur l’outillage. Usure plus rapide, surtout sur les plaques dures. Chaque angle nécessite sa propre géométrie de matrice. |
| Positionnement de la matrice 4 voies | Ce n’est pas le domaine pour lequel les matrices à 4 voies sont conçues. |
| Nature d’une matrice 4 voies | Un bloc 4 voies est un outil de cintrage à l’air. Différentes ouvertures en V sont sélectionnées sur un même corps, sans provoquer de contact total avec la matrice. L’angle provient de la profondeur du poinçon et du comportement du matériau, non pas des parois de la matrice qui enveloppent la pièce. |
| Comparaison des procédés | Comparer un réglage de cintrage à l’air 4 voies à un réglage de matriçage à V unique mélange deux procédés différents. |
| Argument de l’expert | Dans le cas de supports de charnière produits en grand volume sur une presse mécanique — un angle, un matériau, des milliers de frappes — le matriçage avec une matrice dédiée peut être rapide et très répétable. Aucun changement n’est nécessaire, car rien ne varie. La presse effectue simplement ses cycles. |
| Différence d’environnement | Ce n’est pas un environnement à forte diversité de production. C’est de la production. |
Alors, dans un univers où les travaux changent avant le déjeuner, qu’est‑ce qui entraîne réellement votre erreur de pliage ?
Prenez deux tôles issues du même lot de tôle laminée à chaud de calibre 11. L’une mesure 0,119 po. L’autre 0,123 po. Quatre millièmes de différence. En cintrage à l’air, cette variation d’épaisseur modifie le rayon intérieur, ce qui modifie le ressort élastique et donc l’angle final. Même poinçon. Même matrice. Même programme. Résultat différent.
Était‑ce la faute de la matrice 4 voies ?
La limite d’élasticité du matériau varie elle aussi. L’A36 n’est pas une formule chimique fixe ; c’est une plage. Plus la limite d’élasticité est élevée, plus le ressort élastique est important. Plus elle est faible, moins il y en a. On le remarque lorsque la première pièce de la journée sort à 89,5° et que le lot suivant demande 91° à moins d’augmenter la profondeur.
Ensuite, il y a la répétabilité du vérin et le bombage. Si la table n’est pas correctement compensée, vous allez courir après l’angle de gauche à droite sur 8 pieds. Cette erreur apparaît que l’ouverture en V soit sur une matrice dédiée ou sur une face d’un bloc rotatif.
Et l’opérateur. Un réglage de profondeur de 0,003″ peut faire varier l’angle de plusieurs dixièmes selon la largeur du V. S’il dépasse, vous mettez la pièce au rebut. S’il y va doucement, c’est parfait.
En pliage à l’air, l’ouverture de la matrice détermine principalement le rayon intérieur et la plage de tonnage. Elle ne “verrouille” pas l’angle final, sauf si vous êtes en matriçage. Donc, tant que le bloc 4 voies est usiné d’équerre, bien en place et bien serré, ce n’est pas la variable dominante dans l’empilement des tolérances.
Le matériau et la configuration contrôlent cet empilement.
Donc, si le procédé lui-même évolue dans une marge de ±0,5 degré, que gagnons-nous réellement en insistant sur des matrices à usage unique ?
Imaginez un plan qui demande 90° ±1°. Exigence fonctionnelle : un support s’assemble sur un cadre soudé avec des trous oblongs. Vous atteignez 90,6°. L’assemblage se fait sans problème. Le client ne voit aucune différence.
Maintenant, imaginez que vous perdiez 43 minutes de votre poste à passer à un V dédié de 0,875″ parce que “c’est plus précis”, et que vous réduisiez votre variation moyenne de ±0,5° à, disons, ±0,3° en pliage à l’air. Soit deux dixièmes de degré de mieux sur une tolérance autorisant un degré complet.
Qu’avez‑vous réellement gagné ?
Ni ajustement. Ni fonction. Ni satisfaction client. Vous avez seulement obtenu un plus petit nombre sur le rapporteur pendant que le taximètre tournait et que les roues ne bougeaient pas.
Il existe des exceptions. Supports aérospatiaux à ±0,25°. Barres omnibus électriques matriçées où l’angle influe sur la pression de contact. Freins anciens à répétabilité médiocre où le matriçage masque les défauts mécaniques. Dans ces cas, les outils à usage unique ne sont pas exagérés — c’est une maîtrise du risque.
Mais si cela ne représente que 5 % de votre travail et que vous équipez les 95 % restants comme si tout relevait de l’aéronautique, vous payez une prime de précision que personne n’encaissera.
Nous avons déjà prouvé que la perte de capacité est réelle — 15 heures et 46 minutes par mois sur une presse plieuse. Si les outils plus précis n’apportent ni nouveaux revenus ni réduction mesurable des rebuts, ce n’est pas de la “meilleure qualité”. C’est de la sur‑ingénierie déguisée en savoir‑faire.
Donc, une fois la peur de manquer de précision écartée pour la majorité des travaux variés, les plaintes changent.
“ Ces blocs à 4 voies sont lourds. ”
“ Ils sont difficiles à faire pivoter. ”
“ Ils me ralentissent. ”
Parfait. Nous discutons enfin de la véritable friction sur le plancher de l’atelier plutôt que de fantasmes de tolérance.
Si la précision n’est pas le vrai problème, les matrices 4 voies ralentissent‑elles réellement les opérateurs dans l’usage quotidien ?
Parlons de ce que vos gars ressentent dans leur dos et leurs épaules, pas de ce que dit le catalogue. Un bloc solide à quatre voies peut peser 85 livres. Une seule barre de matrice en V peut en peser 28. L’une, on peut la placer à la force des bras. L’autre vous oblige à chercher le palan.
Donc l’objection semble pratique : moins de changements, certes — mais des changements plus lourds.
Juste. La gravité est invincible.
Mais voici ce qui compte lors d’un vrai quart de travail. Vous ne payez pas pour des livres soulevées. Vous payez pour des minutes où la presse est silencieuse. Un levage lourd effectué une seule fois vaut mieux que six levages plus légers effectués six fois, car chacun de ces changements plus légers signifie toujours déserrer, retirer, ranger, aller chercher, aligner, serrer, faire un essai de frappe, ajuster. Ce n’est pas le poids qui ronge votre marge. C’est la répétition.
Et la répétition est sournoise.
Imaginez deux scénarios lors d’une journée à forts volumes variés.
Scénario A : six changements de matrices simples en V. Chacun prend 7 minutes de porte à porte si le rack est proche et que l’opérateur ne cherche pas de cales. Cela fait 42 minutes où le compteur tourne sans que les roues avancent.
Scénario B : un bloc à quatre voies installé au début du quart. Il prend 11 minutes car vous utilisez le palan, vous l’installez soigneusement, vous l’indiquez proprement. En milieu de quart, vous le faites pivoter une fois — 6 minutes, levage contrôlé, rotation de 90 degrés, resserrage.
Dix-sept minutes au total.
Même si je suis généreux et que je dis que la rotation est maladroite et prend 8 minutes, vous êtes à 19. Cela fait toujours 23 minutes de gagnées aujourd’hui. Sur 22 jours de travail, cela représente 506 minutes — soit 8 heures et 26 minutes — de capacité que vous avez déjà payée mais jamais vendue.
Et cela suppose une seule rotation.
Maintenant, testons-le sous contrainte. Oui, faire pivoter un bloc solide en plein air avec des chaînes demande de la coordination. Si votre opérateur se précipite, il peut mal asseoir la matrice, créer de l’usure, voire risquer un doigt. C’est réel. Mais vous savez ce qui est tout aussi réel ? Six occasions distinctes de mal aligner six barres distinctes. Six risques d’emprisonner de la calamine sous une épaule. Six cycles de serrage.
Quel processus crée réellement plus d’occasions d’erreurs sur un mois ?
Dites-moi ce que vous observez sur votre atelier.
Tous les blocs à quatre voies ne sont pas des ancres flottantes.
Un bloc solide de 8 pieds est une stratégie. Les matrices à quatre voies sectionnées — divisées en segments de 2 ou 3 pieds — changent complètement l’équation de manutention. Vous soulevez alors 35 à 45 livres par section. Vous ne faites pivoter que ce dont vous avez besoin sur la longueur de travail. Pièce courte ? Faites pivoter un segment. Laissez le reste tranquille.
Ce n’est pas de la théorie. C’est moins d’acier qui circule dans l’air.
Et voici le gain discret : avec les blocs sectionnés, vous cessez de traiter la presse comme un quai de chargement. Le palan descend une seule fois, pas toutes les heures. L’opérateur ne parcourt plus 12 mètres jusqu’au rack d’outillage puisque les quatre ouvertures en V les plus courantes sont déjà installées dans le lit.
Mais si un seul bloc couvre quatre ouvertures courantes, vous éliminez des cycles entiers de retrait et de remplacement tout au long du quart.
Oui, une V‑matrice dédiée unique reste la meilleure pour les géométries à brides courtes et serrées où la taille de l’ouverture est cruciale. Je ne vous raconte pas un conte de fées. Si le travail exige réellement cette géométrie exacte toute la journée, utilisez l’outil dédié. Cet argument concerne le pliage à l’air à production variée, pas une cellule de production d’une seule pièce.
La question n’est pas “ Une 4‑voies est‑elle parfaite ? ” mais “ Supprime‑t‑elle plus de mouvements qu’elle n’en ajoute ? ”
Dans la plupart des plannings mixtes, oui.
Marchez jusqu’au mur du fond de votre département de presses plieuses.
Voyez cette rangée de V‑matrices dépareillées ? 0,625, 0,750, 0,875, 1,000, 1,250. La moitié n’ont pas été touchées depuis trois semaines, mais elles restent là “ au cas où ”. Chacune de ces barres exige de l’espace de rangement. Chaque support occupe du sol. Chaque pied carré de sol a un coût de loyer, de chauffage, d’assurance et un coût d’opportunité.
Un bloc 4‑voies regroupe quatre de ces profils en une seule empreinte dans la machine.
Ce cimetière d’outillage n’est pas qu’un désordre. C’est du temps de marche. C’est du temps de recherche. C’est l’opérateur qui demande : “ Où est la V d’un pouce ? ” pendant que la presse est silencieuse. Même 3 minutes de recherche, deux fois par jour, représentent 6 minutes. Sur 22 jours, cela fait 132 minutes — 2 heures et 12 minutes — perdues à fouiller.
Vous ne voyez pas cela sur une feuille de calcul. Vous le ressentez en heures supplémentaires.
Alors oui, les matrices 4‑voies sont plus volumineuses à manipuler. Elles nécessitent un palan et un peu de discipline. Mais elles réduisent la chorégraphie autour de la presse — moins de déplacements, moins de supports, moins de manipulations.
Je préfère un levage plus lourd par quart à six plus légers, car ce n’est pas la gravité qui tue votre marge — c’est la répétition.
Maintenant que nous avons admis que les compromis ergonomiques sont réels mais mesurables, la question suivante n’est pas émotionnelle.
Elle est financière.
À quel moment le temps récupéré — 23 minutes ici, 17 minutes là — rembourse‑t‑il le prix d’achat plus élevé en chiffres noirs sur blanc ?
Le mois dernier, l’une de nos presses plieuses facturait $155 de l’heure. Travaux à production variée. Rien d’exotique. Nous l’avons suivie pendant 22 jours ouvrables et constaté une moyenne de 23 minutes par quart perdues uniquement à des remplacements de V‑matrices inutiles.
Vingt‑trois minutes représentent 0,383 heures par jour. Multipliez cela par $155 et vous obtenez $59,37 de capacité brûlée quotidiennement alors que le compteur tourne et que les roues ne tournent pas. Sur 22 jours, cela fait $1 306,14 par mois.
Une matrice 4‑voies à $2 000 contre $1 306,14 de capacité récupérée par mois signifie 1,53 mois pour atteindre le seuil de rentabilité — environ 6,4 semaines.
C’est le calcul lorsque les économies de temps sont réelles et constantes. Mais si votre production est plus légère, vos changements moins fréquents, votre taux de facturation plus bas ?
Examinons trois scénarios. Pas de poudre de perlimpinpin. Juste du freinage.
Scénario 1 : Atelier conservateur. Vous économisez seulement 12 minutes par poste. Cela fait 0,2 heures × $140 par heure = $28 par jour. Sur 22 jours, $616. Amortissement sur $2 000 ? 3,25 mois.
Toujours en dessous d’un trimestre.
Scénario 2 : Rotation modérée. Vous économisez 18 minutes. Cela fait 0,3 heures × $155 = $46,50 par jour. Mensuel : $1 023. Amortissement : 1,95 mois.
Scénario 3 : Mélange intensif, comme le nôtre. Vingt‑trois minutes à $155 par heure : $1 306,14 par mois. Amortissement : 1,53 mois.
Remarquez ce qui influence la courbe. Pas la tolérance. Pas les caractéristiques du catalogue. La fréquence de rotation.
Les données de Guidewheel montrent un temps médian de fonctionnement des freins à 12,9%, et le quartile supérieur à 34,3%. Cela représente un écart de 2,6× entre des ateliers utilisant la même classe de machine. La différence ne vient pas de la vitesse de course, mais de la fréquence à laquelle le frein reste inactif en attendant le réglage ou la seule personne qui sait le configurer.
Si un bloc couvre quatre ouvertures courantes, vous éliminez des cycles complets de démontage et remplacement sur tout le poste. Cela ne se traduit pas seulement par un gain de minutes — cela élargit le nombre d’opérateurs capables d’intervenir sans devoir surveiller le réglage.
Et lorsque l’indisponibilité des opérateurs représente 19,5% des temps d’arrêt sur les plieuses, cette flexibilité n’est pas un avantage mineur. C’est une protection du temps facturable.
Ainsi, la véritable question du seuil de rentabilité devient : combien de remplacements par poste avez‑vous actuellement ?
Voici l’objection que j’entends : “ Si ce bloc à 4 voies est abîmé, je perds quatre ouvertures d’un coup. ”
C’est juste.
Voyons maintenant le coût de cette crainte.
Une matrice négligée s’use 40% plus vite. Le nettoyage après utilisation réduit l’usure de 10 à 15%. La lubrification la baisse encore de 20%. Des contrôles fréquents ajoutent 15 à 20% de durée de vie. Ces pourcentages s’appliquent qu’il s’agisse d’un V unique ou d’un bloc à 4 voies. L’acier se moque de votre philosophie d’achat.
Ce qui change, c’est la concentration des cycles. Un bloc à 4 voies subit plus d’impacts par bloc physique, car il remplace plusieurs pièces. Si vous dépassez 500 000 cycles par an, vous savez déjà que les composants hydrauliques tombent en panne trois fois plus souvent sous cette charge. Les cycles élevés exigent de la rigueur.
Mais la discipline coûte moins cher que la duplication.
Disons, dans le pire des cas, que vous endommagez un 4‑voies et que vous ayez besoin d’un $600 en regranulation et finition tous les 18 mois. Cela revient à $33,33 par mois amorti. Face à un gain de capacité mensuel même conservateur de $616, le risque ne change pas l’équation.
Le véritable risque n’est pas la consolidation. C’est la manipulation négligée. Et une manipulation négligée usera quatre matrices à usage unique tout aussi vite — sauf que vous ne le remarquerez pas, car l’usure est répartie sur l’ensemble du rack.
Vous vous inquiétez de la concentration des coûts, ou bien de votre culture de maintenance ?
Vérifiez cela un mardi après‑midi.
Votre opérateur principal de presse plieuse est malade. Le remplaçant peut produire la pièce — mais il est plus lent lors des réglages. Chaque changement de matrice lui coûte 3 minutes supplémentaires car il revérifie l’alignement et cherche la bonne tige.
Trois minutes supplémentaires par changement, quatre changements par poste, cela fait 12 minutes. À $155 de l’heure, cela représente $31 perdus aujourd’hui parce que la compétence n’est pas répartie uniformément.
Guidewheel évalue l’indisponibilité des opérateurs à 19,5% de temps d’arrêt pour les cintreuses. Les presses plieuses sont des machines fortement dépendantes de la compétence. Toute simplification du réglage réduit cette dépendance.
Un matrice 4‑voies ne transforme pas un novice en maître. Mais elle réduit les décisions. Moins de changements d’outils. Moins d’allers‑retours au rack. Moins de cycles de serrage.
Et la fatigue est réelle. Six changements de 7 minutes chacun, c’est 42 minutes de travail sans coupe. Une installation et une rotation, c’est moins de 20. Moins de manipulation d’acier signifie moins de raccourcis à 16h30, moins de matrices mal installées, moins de corrections sur les premiers articles.
Vous ne verrez pas cette ligne sur une facture d’outillage.
Vous la verrez dans des transferts plus fluides, moins de moments “ où est le V d’un pouce ? ”, et une presse plieuse qui passe plus de temps à fabriquer des pièces qu’à attendre les opérateurs.
Alors, quand un outil $2 000 devient‑il gratuit ?
Quand vos minutes récupérées, multipliées par votre véritable taux de facturation, dépassent le prix d’achat en moins d’un trimestre — et quand votre mix est suffisamment chaotique pour que les changements, et non la vitesse de course, soient ce qui vous limite.
Les calculs sont simples.
La question la plus difficile est de savoir si le mix et la discipline de votre atelier font de vous un bon candidat — ou si votre véritable contrainte se situe ailleurs.
Vous n’avez pas besoin d’un autre catalogue de matrices. Vous devez savoir ce qui étouffe réellement votre presse plieuse.
Si la fréquence de rotation et la discipline déterminent le ROI, alors la vraie question n’est pas “ Un 4‑voies est‑il assez précis ? ” mais “ Les changements de matrices sont‑ils la contrainte, ou est‑ce que j’accuse l’outillage pour autre chose ? ” Car si les retards de programmation, la mise en place du matériau ou la disponibilité des opérateurs sont les véritables coupables, alors vous pouvez acheter tous les blocs multi‑V du marché et… la presse plieuse restera silencieuse.
C’est ici que la plupart des ateliers se crispent. Ils traitent l’outillage comme une gestion de stock — combien de barres, quelles largeurs, quel rayon — plutôt que comme une stratégie de capacité. Une presse plieuse est un moteur de revenu avec un compteur de taxi qui tourne. Chaque minute passée à changer l’outillage est du temps payé où le compteur tourne mais les roues ne bougent pas. Mais si votre compteur tourne parce que les pièces ne sont pas préparées ou que les programmes ne sont pas validés, l’outillage n’est pas votre solution.
Alors, comment séparer le mythe du mécanisme ?
Première question : lors d’un quart de travail typique, combien de minutes le vérin reste-t-il à l’arrêt spécifiquement parce que quelqu’un change les matrices ?
Pas parce qu’on attend un chariot élévateur. Pas parce qu’on ajuste un programme. Physiquement desserrer, retirer, ranger, installer, aligner.
Si vous ne pouvez pas répondre à cela avec un nombre — 12 minutes, 18 minutes, 43 minutes — vous devinez. Suivez trois quarts de travail. Notez-le. Si vous êtes en dessous de 10 minutes au total par quart, l’outillage n’est probablement pas votre principale contrainte. Si vous êtes au-dessus de 20, vous avez un schéma récurrent.
Deuxième question : lorsque votre opérateur principal est absent, le temps de préparation augmente-t-il ?
Si les changements passent de 6 minutes à 11 parce que le remplaçant vérifie tout deux fois, cette différence est une perte de capacité cachée directement liée à la complexité de l’outillage. Simplifiez la matrice d’outils et vous réduirez l’écart de compétences. S’il n’y a pas de hausse, votre processus est déjà standardisé. La consolidation d’outils n’aura pas beaucoup d’impact.
Troisième question : vos ouvertures en V les plus courantes sont-elles regroupées ou dispersées ?
Analysez 60 jours de données de pliage. Si 70–80 % de vos pliages à l’air correspondent à quatre fenêtres de la « Règle des huit » — disons 0,375 po, 0,500 po, 0,625 po, 0,750 po — vous êtes en territoire de consolidation. Si chaque travail est une application unique avec une épaisseur exotique ou un pliage par écrasement à tolérance serrée, vous êtes un atelier sur mesure et devrez vivre avec davantage d’acier dédié.
Ces trois réponses indiquent si les changements sont une friction ou juste du bruit.
Et s’ils indiquent une friction, que changer concrètement sans brûler la précision là où elle compte ?
Voici l’erreur : les ateliers pensent que passer au 4 voies signifie tout miser dessus.
Ce n’est pas le cas.
On segmente selon la tolérance et la fréquence. Les 80 % de pliages qui se situent confortablement dans les tolérances standard du pliage à l’air — vos supports, capots, cadres quotidiens — passent au 4 voies. Les 20 % qui exigent réellement une répétabilité angulaire extrêmement stricte, des rayons particuliers ou une protection cosmétique restent sur des matrices dédiées conçues pour ce travail.
Ce n’est pas un compromis. C’est un ciblage de contrainte.
Oui, un V mono‑usage peut dépasser un multi‑V dans une précision extrême de pliage à l’air. Mais si ce gain se mesure en fractions de degré sur des pièces avec une tolérance au plan de ±1°, qu’achetez-vous réellement ? Si un bloc couvre quatre ouvertures courantes, vous éliminez des cycles entiers de démontage et de remplacement durant le quart. Vous conservez la précision là où elle rapporte et éliminez la complexité là où elle ne sert à rien.
Et les matrices empilées, faites maison, que certains fabriquent en soudant des plaques découpées au jet d’eau ?
Elles sont ingénieuses. Peu coûteuses au départ. Mais vous héritez désormais de temps d’ingénierie, de risques de distorsion à la soudure, de variabilité d’alignement et de retouches quand la pile n’est pas parfaitement carrée. Si la discipline sur le terrain est de classe mondiale, c’est peut-être viable. Sinon, vous avez échangé le prix d’achat contre la variabilité — et la variabilité se traduit par des corrections d’articles de première série et une chasse aux angles.
Et des matrices 4‑voies personnalisées adaptées à chaque nouveau travail ?
C’est simplement réinventer le problème de gestion des stocks avec des blocs plus sophistiqués. L’objectif est la standardisation autour de votre majorité statistique, pas la poursuite de chaque cas particulier avec de l’acier sur mesure.
Alors, si vous ciblez le 80%, qu’est-ce que cela change au programme lui-même ?
Imaginez une semaine où les tâches sont ordonnées selon l’épaisseur du matériau, et non selon la matrice actuellement dans le serrage.
Au lieu de grouper les pièces juste pour éviter les changements, vous lancez ce qui est prêt. Les ventes ajoutent une commande urgente de support en tôle calibre 14 à midi. Avec un montage à usage unique, vous faites face à un changement de 9 minutes plus la validation du premier article. Avec une 4‑voies déjà installée couvrant le V requis, il suffit d’une rotation et d’un appel de programme. Deux minutes. Peut‑être trois.
Cette différence — disons 7 minutes économisées — ne semble pas héroïque. Mais accumulez‑la sur cinq interruptions par semaine et vous récupérez 35 minutes. Sur 22 jours ouvrés, cela fait 946 minutes — 15 heures et 46 minutes — de capacité que vous aviez déjà payée mais jamais vendue.
Plus important que les calculs, c’est le changement de comportement.
Quand les changements ne dictent plus la séquence, votre planning devient honnête. Vous cessez de dissimuler l’inefficacité derrière “ on fera ça lors du prochain changement ”. La presse plieuse devient réactive plutôt que fragile. Et c’est la fragilité qui vous oblige aux heures supplémentaires, aux expéditions urgentes et aux excuses auprès des clients.
Donc, poursuivez cette idée : cessez de demander quelle matrice est la plus précise isolément. Demandez plutôt quel réglage permet à votre presse plieuse de produire des pièces au lieu d’attendre après elles.
Car dès que vous considérez la presse plieuse comme une capacité contrainte — et non comme une vitrine d’outillage —, le bon niveau de stock cesse d’être un débat d’achat et devient une décision de rendement.


















