

At 2:17 p.m., the brake is silent.
The operator has the ram up, clamps loose, hunting for the 1.000″ V that was just on the rack this morning. He’ll call it a “quick swap.” Seven minutes if nothing fights him. Do that six times in a shift and you’ve burned 43 minutes of paid brake time today. Over 22 working days, that’s 946 minutes — 15 hours and 46 minutes — of capacity you already paid for and never sold.
You still think the tooling choice is about precision?
A press brake is a revenue engine with a taxi meter running. When the ram isn’t cycling, the meter doesn’t stop. Your lease doesn’t pause. The operator’s wage doesn’t pause. The schedule sure doesn’t pause.
Single‑V tooling feels clean. Dedicated. Precise. But every time the job calls for a different opening, you crack the clamps, pull 6 feet of hardened steel, wrestle in the next one, bump it left-right for alignment, and run test hits. Even with good quick clamps, that’s real time. Real attention. Real risk of misalignment.
The question isn’t whether a single V can hit a tighter bend. It’s how many minutes you’re trading to get it.
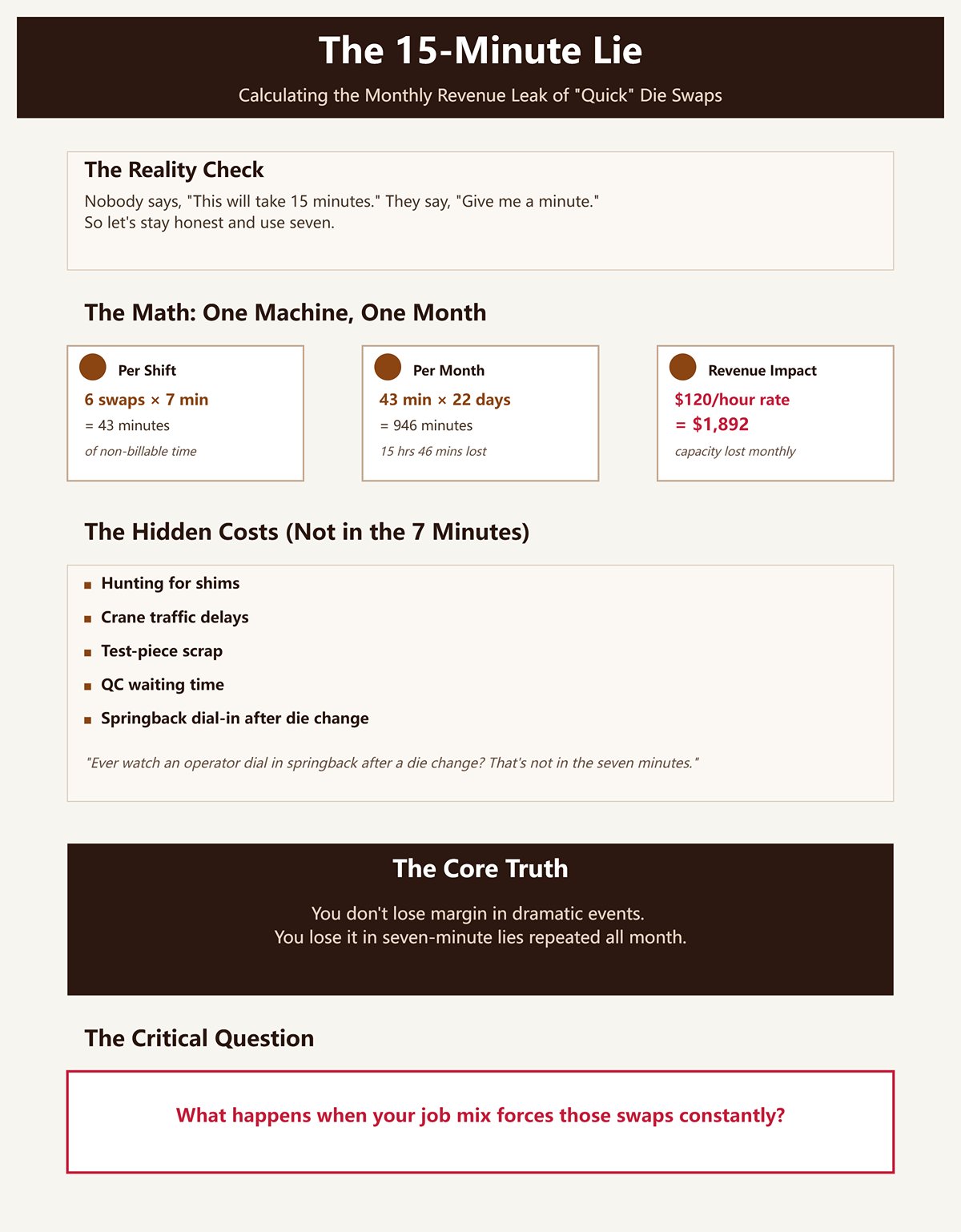
Nobody says, “This will take 15 minutes.” They say, “Give me a minute.”
So let’s stay honest and use seven.
Six swaps per shift × 7 minutes = 43 minutes. 43 minutes × 22 days = 946 minutes. That’s 15 hours and 46 minutes of non-billable brake time per month.
If your shop rate on that brake is $120 per hour, that’s $1,892 of capacity gone. Monthly. One machine.
And that’s the polite version — no hunting for shims, no crane traffic, no test-piece scrap, no waiting on QC. Ever watch an operator dial in springback after a die change? That’s not in the seven minutes.
You don’t lose margin in dramatic events. You lose it in seven-minute lies repeated all month.
So what happens when your job mix forces those swaps constantly?

High-mix shops don’t run 5,000 pieces and go home. They run 12 parts of this, 30 of that, 4 prototypes before lunch. Every SKU shift is a tooling decision.
With single-purpose dies, each small batch carries the full weight of setup. On a 20-piece run, the setup can equal or exceed the bend time. You’re spending as much time changing tools as forming parts.
That’s where the compounding starts. Not in theory — in the schedule.
And yes, 4-way dies aren’t magic. Rotating a block isn’t free. You lift it, rotate 90 degrees, reseat carefully. Done wrong, you’ll chase uneven bends all afternoon. But if one block covers four common openings, you eliminate entire pull-and-replace cycles across the shift.
In high-mix work, versatility isn’t convenience. It’s fewer interruptions to the revenue engine.
Which brings us to the part most shops underprice.
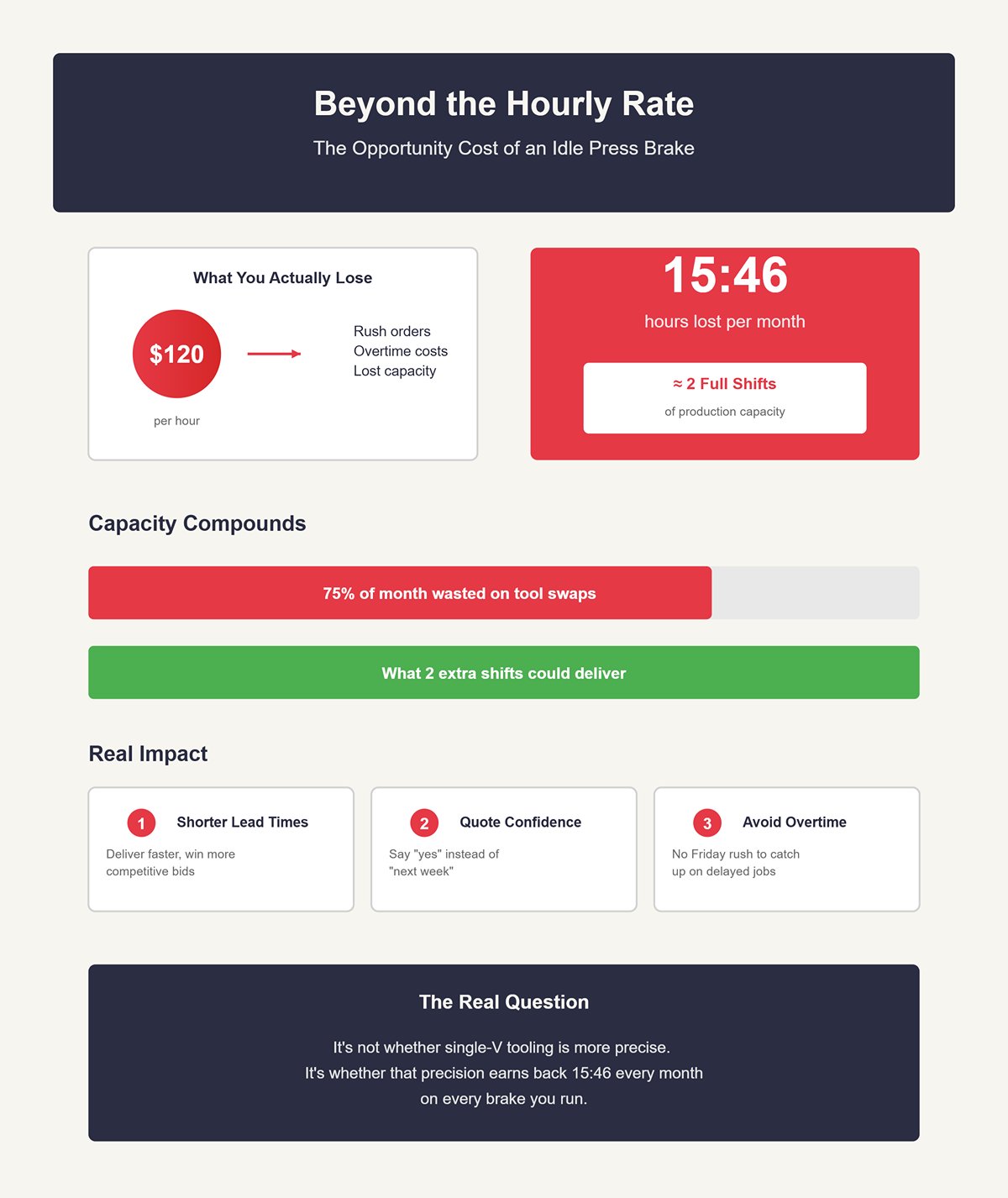
When the brake sits idle for a swap, you don’t just lose $120 an hour. You lose the job you could have squeezed in. The rush order you had to push to tomorrow. The overtime you’ll now pay on Friday.
Capacity compounds.
Fifteen hours and 46 minutes a month is almost two full shifts. What would two extra shifts of formed parts do for your lead times? Your quoting confidence? Your ability to say “yes” instead of “next week”?
We obsess over ±0.005″ while bleeding entire shifts in plain sight.
So the real question isn’t whether single‑V tooling is more precise. It’s whether that precision earns back 15 hours and 46 minutes every month on every brake you run.
On a Tuesday run last month, we bent 14‑gauge A36 brackets to 90 degrees on a 1.000″ V. Print called for ±1 degree. First article measured 90.4. Second was 89.7. We nudged the depth 0.006″, landed at 90.1, and ran 120 pieces. All inside spec.
Tool in the bed? A 4‑way die.
If single‑V tooling is quietly draining capacity, when does it actually earn its keep? That’s the question. Because if a rotating block can’t hold tolerance, then all the talk about lost brake time is noise. But if it can hold the same ±0.5 degree you’re already living with in air bending, then the “precision” argument collapses into habit.
Air bending, done on a modern hydraulic brake, routinely lands around ±0.5 degree. That’s not brochure talk — that’s what you see on the floor when the machine repeats and the operator knows his springback. And here’s the part people skip: 95% of the prints walking into a high‑mix shop aren’t tighter than ±1 degree. So if your real-world window is twice as wide as the process capability, where exactly is the 4‑way die failing?
You can’t answer that until you separate air bending from bottoming.
Watch a bottoming job on thick stainless. Full contact between punch, material, and die. Tonnage spikes. You’re driving the material into the exact die angle so it has no choice but to match it. That’s how you get “extreme precision.”
You also get 2–3x the tonnage compared to air bending. More load on the machine. More load on the tooling. Faster wear, especially on hard plate. And every angle needs its own die geometry.
That’s not where 4‑way dies are meant to live.
A 4‑way block is an air‑bending tool. You’re selecting different V openings on one body, not forcing full die contact. The angle comes from punch depth and material behavior, not from the die walls wrapping the part. So comparing a 4‑way air‑bending setup to a bottoming single‑V setup is mixing processes.
Now, steelman the other side. High‑volume hinge brackets on a mechanical press. One angle. One material. Thousands of hits. Bottoming with a dedicated die can be both fast and dead repeatable. No argument. In that niche, swapping never happens because nothing changes. The brake just cycles.
But that’s not a high‑mix environment. That’s production.
| Section | Content |
|---|---|
| Topic | Air Bending vs. Bottoming: Where the 4‑Way Die Actually Lives |
| Bottoming on Thick Stainless | Full contact between punch, material, and die. Tonnage spikes. The material is driven into the exact die angle so it has no choice but to match it. That’s how “extreme precision” is achieved. |
| Tonnage & Wear | 2–3× the tonnage compared to air bending. More load on the machine. More load on the tooling. Faster wear, especially on hard plate. Every angle requires its own die geometry. |
| 4‑Way Die Positioning | That’s not where 4‑way dies are meant to live. |
| Nature of a 4‑Way Die | A 4‑way block is an air‑bending tool. Different V openings are selected on one body, without forcing full die contact. The angle comes from punch depth and material behavior, not from die walls wrapping the part. |
| Process Comparison | Comparing a 4‑way air‑bending setup to a bottoming single‑V setup mixes two different processes. |
| Steelman Argument | In high‑volume hinge brackets on a mechanical press—one angle, one material, thousands of hits—bottoming with a dedicated die can be fast and highly repeatable. Swapping never happens because nothing changes. The brake just cycles. |
| Environment Difference | That’s not a high‑mix environment. That’s production. |
So in the world where jobs change before lunch, what’s actually driving your bend error?
Take two sheets from the same skid of 11‑gauge hot‑rolled. One measures 0.119″. The next is 0.123″. Four thousandths difference. In air bending, that thickness variation changes the inside radius, which changes springback, which changes final angle. Same punch. Same die. Same program. Different result.
Was that the 4‑way die’s fault?
Material yield strength swings too. A36 isn’t a chemistry set; it’s a range. Higher yield, more springback. Lower yield, less. You see it when the first part of the day is 89.5 and the next bundle wants 91 unless you bump depth.
Then there’s ram repeatability and crowning. If the bed isn’t compensated correctly, you’ll chase angle from left to right across 8 feet. That error shows up whether the V opening is on a dedicated stick or one face of a rotating block.
And the operator. Depth adjustment of 0.003″ can move angle several tenths depending on the V width. If he overshoots, you scrap a part. If he sneaks up on it, you’re golden.
In air bending, the die opening mostly sets the inside radius and tonnage window. It doesn’t “lock in” the final angle unless you’re bottoming. So as long as the 4‑way block is machined square, seated clean, and clamped tight, it’s not the dominant variable in the tolerance stack.
The material and the setup own that stack.
So if the process itself is living in a ±0.5 degree world, what are we actually buying when we insist on single‑purpose dies?
Picture a print that calls for 90° ±1°. Functional requirement: bracket mates to a welded frame with slotted holes. You hit 90.6°. It assembles fine. Customer never knows the difference.
Now picture you burn 43 minutes this shift swapping to a dedicated 0.875″ V because “it’s more precise,” and you move your average variation from ±0.5° to, say, ±0.3° in air bending. That’s two‑tenths of a degree tighter on a tolerance that allows a full degree.
What did you actually gain?
Not fit. Not function. Not customer satisfaction. You gained a smaller number on a protractor while the taxi meter was running and the wheels weren’t turning.
There are exceptions. Aerospace brackets with ±0.25°. Coined electrical bus bars where angle affects contact pressure. Legacy brakes with sloppy repeatability where bottoming masks mechanical sins. In those cases, single‑purpose tooling isn’t overkill — it’s risk control.
But if that’s 5% of your work and you tool the other 95% like it’s all aerospace, you’re paying a precision premium where no one is cashing the check.
We already proved the capacity loss is real — 15 hours and 46 minutes a month on one brake. If the tighter tooling doesn’t unlock new revenue or prevent measurable scrap, it’s not “higher quality.” It’s over‑engineering dressed up as craftsmanship.
So once the precision fear is off the table for most high‑mix work, the complaints shift.
“Those 4‑way blocks are heavy.”
“They’re awkward to rotate.”
“They slow me down.”
Good. Now we’re finally arguing about real shop-floor friction instead of imaginary tolerance ghosts.
If precision isn’t the real issue, do 4‑way dies actually slow operators down in day‑to‑day use?
Let’s talk about what your guys feel in their backs and shoulders, not what the catalog says. A solid 4‑way block might weigh 85 pounds. A single V‑die stick might be 28. One you can muscle into place. The other makes you look for the hoist.
So the objection sounds practical: fewer swaps, sure — but heavier swaps.
Fair. Gravity is undefeated.
But here’s what matters on a real shift. You don’t pay for pounds lifted. You pay for minutes where the brake is silent. One heavier lift done once beats six lighter lifts done six times, because every one of those lighter swaps still means unclamp, pull, rack, fetch, align, clamp, test hit, adjust. The weight isn’t what eats your margin. The repetition is.
And repetition is sneaky.
Picture two scenarios on a high‑mix day.
Scenario A: six single‑V swaps. Each one takes 7 minutes door‑to‑door if the rack is close and the operator isn’t hunting for shims. That’s 42 minutes where the taxi meter is running and the wheels aren’t turning.
Scenario B: one 4‑way block installed at the start of the shift. It takes 11 minutes because you use the hoist, you seat it carefully, you indicate it clean. Mid‑shift, you rotate it once — 6 minutes, controlled lift, 90‑degree turn, reclamp.
Seventeen minutes total.
Even if I’m generous and say rotation is awkward and costs 8 minutes, you’re at 19. That’s still 23 minutes back in your pocket today. Over 22 working days, that’s 506 minutes — 8 hours and 26 minutes — of capacity you already paid for and never sold.
And that’s assuming only one rotation.
Now, let’s stress‑test it. Yes, rotating a solid block in mid‑air with chains demands coordination. If your operator rushes it, you can mis‑seat the die, introduce wear, even risk a finger. That’s real. But you know what else is real? Six separate opportunities to misalign six separate sticks. Six chances to trap scale under a shoulder. Six clamp cycles.
Which process actually creates more error opportunities over a month?
You tell me what you see on your floor.
Not all 4‑ways are boat anchors.
A solid 8‑foot block is one strategy. Sectionalized 4‑way dies — broken into 2‑foot or 3‑foot segments — change the handling equation completely. Now you’re lifting 35 to 45 pounds per section. You rotate only what you need across the working length. Short part? Rotate one segment. Leave the rest alone.
That’s not theory. That’s less steel moving through the air.
And here’s the quiet win: with sectionalized blocks, you stop treating the brake like a loading dock. The hoist comes down once, not every hour. The operator isn’t walking 40 feet to the tooling rack because all four common V‑openings are already sitting in the bed.
But if one block covers four common openings, you eliminate entire pull‑and‑replace cycles across the shift.
Yes, a single dedicated V‑die is still king for tight, short‑flange geometry where the opening size is critical. I’m not handing you a fairy tale. If the job truly demands that exact geometry all day, run the dedicated tool. This argument lives in high‑mix air bending, not in a one‑part production cell.
The question isn’t “Is a 4‑way perfect?” It’s “Does it remove more motion than it adds?”
On most mixed schedules, it does.
Walk to the back wall of your brake department.
See that row of mismatched V‑dies? 0.625, 0.750, 0.875, 1.000, 1.250. Half of them haven’t been touched in three weeks, but they live there “just in case.” Every one of those sticks needs rack space. Every rack eats floor. Every square foot of floor has rent, heat, insurance, and opportunity cost attached to it.
A 4‑way block collapses four of those profiles into one footprint in the machine.
That tooling graveyard isn’t just clutter. It’s walking time. It’s searching time. It’s the operator asking, “Where’s the 1‑inch V?” while the brake is silent. Even 3 minutes of hunt time, twice a day, is 6 minutes. Over 22 days, that’s 132 minutes — 2 hours and 12 minutes — gone to scavenger work.
You don’t see that on a spreadsheet. You feel it in overtime.
So yes, 4‑way dies are bulkier in the hand. They demand a hoist and a little discipline. But they shrink the choreography around the brake — fewer walks, fewer racks, fewer touches.
I’ll take one heavier lift per shift over six lighter ones, because gravity isn’t what’s killing your margin — repetition is.
Now that we’ve admitted the ergonomic trade‑offs are real but measurable, the next question isn’t emotional.
It’s financial.
At what point does the reclaimed time — 23 minutes here, 17 minutes there — pay back the higher purchase price in black‑and‑white numbers?
Last month one of our brakes billed at $155 an hour. High‑mix work. Nothing exotic. We tracked it for 22 working days and found an average of 23 minutes per shift lost strictly to V‑die swaps we didn’t need to make.
Twenty‑three minutes is 0.383 hours a day. Multiply that by $155 and you get $59.37 of capacity burned daily while the taxi meter is running and the wheels aren’t turning. Over 22 days, that’s $1,306.14 a month.
A $2,000 4‑way die against $1,306.14 in recovered monthly capacity means 1.53 months to break even — about 6.4 weeks.
That’s the math when the time savings are real and consistent. But what if your mix is lighter, your swaps fewer, your billing rate lower?
Let’s run three scenarios. No fairy dust. Just brake time.
Scenario 1: Conservative shop. You only save 12 minutes per shift. That’s 0.2 hours × $140 per hour = $28 per day. Over 22 days, $616. Payback on $2,000? 3.25 months.
Still inside a quarter.
Scenario 2: Moderate turnover. You save 18 minutes. That’s 0.3 hours × $155 = $46.50 per day. Monthly: $1,023. Payback: 1.95 months.
Scenario 3: Heavy mix, like ours. Twenty‑three minutes at $155 per hour: $1,306.14 per month. Payback: 1.53 months.
Notice what drives the curve. Not tolerance. Not catalog specs. Turnover frequency.
The Guidewheel data shows median brake runtime at 12.9%, top quartile at 34.3%. That’s a 2.6× spread between shops running the same class of machine. The difference isn’t stroke speed. It’s how often the brake sits waiting on setup or the one guy who knows how to set it up.
If one block covers four common openings, you eliminate entire pull-and-replace cycles across the shift. That doesn’t just save minutes — it widens the pool of operators who can step in without babysitting the setup.
And when operator unavailability accounts for 19.5% of downtime on benders, that flexibility isn’t soft benefit. It’s billable time protection.
So the break‑even question really becomes: how many swaps per shift are you living with right now?
Here’s the pushback I hear: “If that 4‑way block gets dinged, I lose four openings at once.”
Fair.
Now let’s price that fear.
A neglected die wears 40% faster. Cleaning after use cuts wear 10–15%. Lubrication drops it another 20%. Frequent checks add 15–20% life. Those percentages apply whether it’s a single V or a 4‑way block. Steel doesn’t care about your purchasing philosophy.
What does change is cycle concentration. A 4‑way sees more hits per physical block because it replaces multiple sticks. If you’re running 500,000+ cycles a year, you already know hydraulic components fail at triple the rate under that load. High cycles demand discipline.
But discipline is cheaper than duplication.
Let’s say worst case you damage a 4‑way and need $600 in regrind and refinishing once every 18 months. That’s $33.33 per month amortized. Against even the conservative $616 monthly capacity gain, the risk doesn’t flip the equation.
The real risk isn’t consolidation. It’s sloppy handling. And sloppy handling will chew up four single‑purpose dies just as fast — only you won’t notice because the wear is distributed across the rack.
Are you worried about concentration of cost, or are you worried about your maintenance culture?
Walk this out on a Tuesday afternoon.
Your lead brake operator calls in sick. The backup can run the part — but he’s slower at setups. Every die change costs him 3 extra minutes because he double‑checks alignment and hunts for the right stick.
Three extra minutes per swap, four swaps in a shift, that’s 12 minutes. At $155 an hour, that’s $31 lost today because skill isn’t evenly distributed.
Guidewheel pegs operator unavailability at 19.5% of downtime for benders. Press brakes are skill‑dense machines. Anything that simplifies the setup reduces that dependency.
A 4‑way die doesn’t make a rookie a master. But it narrows the decisions. Fewer tool pulls. Fewer rack walks. Fewer clamp cycles.
And fatigue is real. Six swaps at 7 minutes each is 42 minutes of non‑cutting labor. One install and one rotation is under 20. Less wrestling steel means fewer shortcuts at 4:30 p.m., fewer mis‑seated dies, fewer first‑article corrections.
You won’t see that line item on a tooling invoice.
You’ll see it in smoother handoffs, fewer “where’s the 1‑inch V?” moments, and a brake that spends more of its life making parts instead of waiting on humans.
So when does a $2,000 tool become free?
When your recovered minutes, multiplied by your real billing rate, outrun the purchase price faster than a quarter — and when your mix is chaotic enough that swaps, not stroke speed, are what’s throttling you.
The math is simple.
The harder question is whether your shop’s mix and discipline make you a candidate — or whether your real constraint sits somewhere else.
You don’t need another die catalog. You need to know what’s actually choking your brake.
If turnover frequency and discipline drive ROI, then the real question isn’t “Is a 4‑way precise enough?” It’s “Are die swaps the constraint, or am I blaming tooling for something else?” Because if programming delays, material staging, or operator coverage are the real culprits, then you can buy every multi‑V block on the market and, the brake is silent.
This is where most shops flinch. They treat tooling like inventory management — how many sticks, what widths, what radius — instead of like capacity strategy. A press brake is a revenue engine with a taxi meter running. Every minute spent swapping tooling is paid time where the meter is on but the wheels aren’t turning. But if your meter is running because parts aren’t staged or programs aren’t proven, tooling isn’t your fix.
So how do you separate myth from mechanism?
First question: In a typical shift, how many minutes does the ram sit idle specifically because someone is changing dies?
Not waiting on a forklift. Not tweaking a program. Physically unclamping, pulling, racking, installing, aligning.
If you can’t answer that with a number — 12 minutes, 18 minutes, 43 minutes — you’re guessing. Track three shifts. Write it down. If you’re under 10 minutes total per shift, tooling is probably not your primary constraint. If you’re north of 20, you have a pattern.
Second question: When your lead operator is gone, does setup time spike?
If swaps stretch from 6 minutes to 11 because the backup double-checks everything, that delta is hidden capacity loss tied directly to tooling complexity. Simplify the tool matrix and you shrink the skill gap. If there’s no spike, your process is already standardized. Tool consolidation won’t move the needle much.
Third question: Are your most common V-openings clustered, or scattered?
Pull 60 days of bend data. If 70–80% of your air bends fall into four Rule‑of‑Eight windows — say 0.375″, 0.500″, 0.625″, 0.750″ — that’s consolidation territory. If every job is a one-off exotic thickness or tight-tolerance bottoming application, you’re a custom shop and you’ll live with more dedicated steel.
These three answers tell you whether swaps are friction or just noise.
And if they point to friction, what do you actually change without torching precision where it matters?
Here’s the mistake: shops think going 4‑way means going all‑in.
It doesn’t.
You segment by tolerance and frequency. The 80% of bends that live comfortably in standard air‑bend tolerances — your everyday brackets, covers, frames — move to the 4‑way. The 20% that truly demand extremely tight angular repeatability, specialty radii, or cosmetic protection stay on dedicated dies engineered for that job.
That’s not compromise. That’s constraint targeting.
Yes, a single‑purpose V can edge out a multi‑V in extreme air‑bending precision. But if that gain is measured in fractions of a degree on parts with ±1° print tolerance, what are you really buying? If one block covers four common openings, you eliminate entire pull-and-replace cycles across the shift. You keep the precision where it pays and strip complexity where it doesn’t.
What about the laminated, home‑built stack dies guys weld up from waterjet plates?
They’re clever. Cheap upfront. But now you own engineering time, welding distortion risk, alignment variability, and rework when the stack isn’t perfectly square. If your floor discipline is world‑class, maybe that’s viable. If not, you’ve traded purchase price for variability — and variability shows up as first‑article corrections and angle chasing.
And custom 4‑ways tailored for every new job?
That’s just reinventing the inventory problem with fancier blocks. The point is standardization around your statistical majority, not chasing every edge case with bespoke steel.
So if you target the 80%, what does that do to the schedule itself?
Picture a week where jobs are sequenced by material thickness, not by which die is currently in the clamp.
Instead of batching parts just to avoid swaps, you run what’s ready. Sales pushes in a hot 14‑gauge bracket order at noon. With a single‑purpose setup, you’re staring at a 9‑minute swap plus first‑article validation. With a 4‑way already installed that covers the required V, it’s a rotation and a program call. Two minutes. Maybe three.
That delta — say 7 minutes avoided — doesn’t sound heroic. But stack it across five interruptions in a week and you’ve clawed back 35 minutes. Over 22 working days, that’s 946 minutes — 15 hours and 46 minutes — of capacity you already paid for and never sold.
More important than the math is the behavioral shift.
When swaps stop driving sequencing, your schedule gets honest. You stop hiding inefficiency inside “we’ll run that when we change over next.” The brake becomes responsive instead of fragile. And fragility is what forces you into overtime, expediting, and apologizing to customers.
So carry this forward: stop asking which die is more precise in isolation. Ask which setup lets your brake make parts instead of wait for them.
Because once you see the brake as constrained capacity — not a tooling showcase — the right inventory level stops being a purchasing debate and starts being a throughput decision.


















