

Saat 14:17’de, fren sessizdir.
Operatör koçu yukarıda tutuyor, kelepçeler gevşek, bu sabah rafın üzerinde olan 1.000″ V kalıbını arıyor. Buna “hızlı değişim” diyecek. Eğer hiçbir şey ters gitmezse yedi dakikada biter. Bunu vardiya boyunca altı kez yaparsan, bugün 43 dakikalık ücretli fren süresini yakmış olursun. 22 iş günü boyunca bu 946 dakika — 15 saat 46 dakika — ödediğin ama satamadığın kapasite demektir.
Hâlâ alet seçiminin hassasiyetle ilgili olduğunu mu düşünüyorsun?
Bir pres freni, taksi metresi çalışır durumda olan bir gelir motorudur. Koç hareket etmiyorsa, sayaç durmaz. Kiran durmaz. Operatörün ücreti durmaz. Takvim kesinlikle durmaz.
Tek‑V kalıplama temiz, odaklı, hassas hissettirir. Ancak her iş farklı bir açıklık istediğinde, kelepçeleri açarsın, 6 fit sertleştirilmiş çeliği çekersin, yenisini yerleştirirsin, hizalama için sağa-sola oynatırsın ve test darbesi yaparsın. İyi hızlı kelepçelerle bile bu gerçek zamandır. Gerçek dikkat. Gerçek hizalama hatası riski.
Soru, tek bir V’nin daha keskin bir bükme yapıp yapamayacağı değil. Onu yapmak için kaç dakikanı feda ettiğindir.
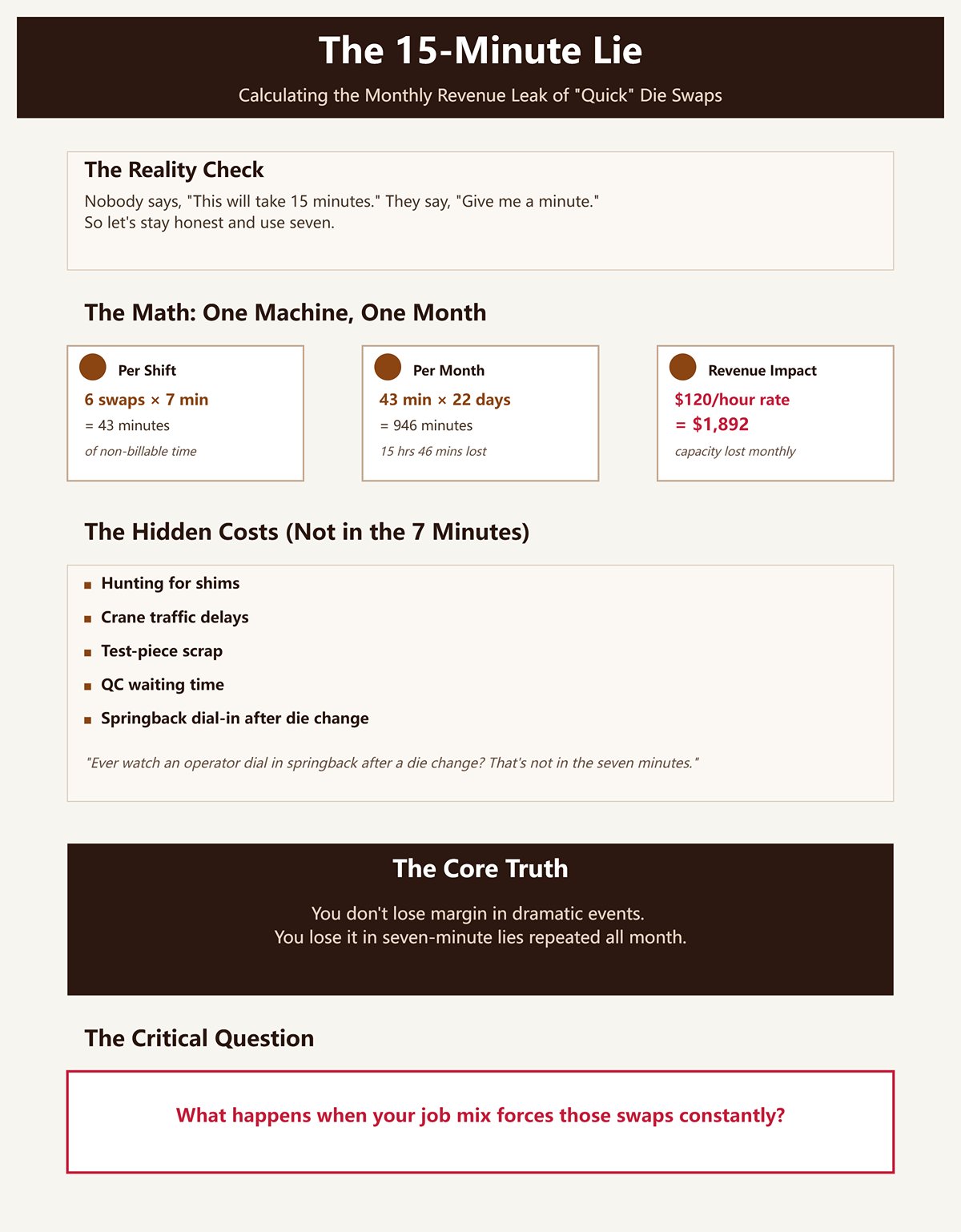
Kimse “Bu 15 dakika sürecek.” demez. “Bir dakikanı ver.” derler.”
O halde dürüst olalım ve yediyi kullanalım.
Vardiya başına altı değişim × 7 dakika = 43 dakika. 43 dakika × 22 gün = 946 dakika. Bu, ayda 15 saat 46 dakikalık faturalandırılmayan fren süresi demektir.
Eğer o frenin atölye saat ücreti $120 ise, bu $1,892 kapasite kaybı demektir. Aylık. Tek makine.
Ve bu nazik versiyondur — ara parça arama yok, vinç trafiği yok, numune hurda yok, kalite kontrol bekleme yok. Hiç bir operatörün kalıp değişiminden sonra geri yaylanmayı ayarladığını izledin mi? O yedi dakikanın içinde değil.
Kâr marjını dramatik olaylarda kaybetmezsin. Onu, ay boyunca tekrarlanan yedi dakikalık yalanlarda kaybedersin.
Peki iş karışımın bu değişimleri sürekli zorladığında ne olur?

Yüksek karışımlı atölyeler 5.000 parça üretip evine gitmez. Şu üründen 12 parça, şundan 30 parça, öğle yemeğinden önce 4 prototip üretirler. Her stok kodu değişimi bir alet kararıdır.
Tek amaçlı kalıplarla, her küçük parti tam kurulum yükünü taşır. 20 parçalık bir seride kurulum süresi, bükme süresine eşit veya daha uzun olabilir. Parçaları şekillendirmek kadar zaman harcıyorsun alet değişimine.
Birikim burada başlar. Teoride değil — programda.
Ve evet, 4 yönlü kalıplar sihirli değildir. Bir bloğu döndürmek bedava değildir. Kaldırırsın, 90 derece döndürürsün, dikkatlice yeniden oturtursun. Yanlış yapılırsa, tüm öğleden sonra boyunca eşit olmayan bükmeleri düzeltmekle uğraşırsın. Ancak bir blok dört yaygın açıklığı kapsıyorsa, vardiya boyunca tüm çek-yerine tak döngülerini ortadan kaldırırsın.
Yüksek çeşitlilikteki işlerde, çok yönlülük rahatlık değildir. Gelir motorundaki kesintilerin azalmasıdır.
Bu da bizi çoğu atölyenin değerinin altında fiyatladığı bölüme getiriyor.
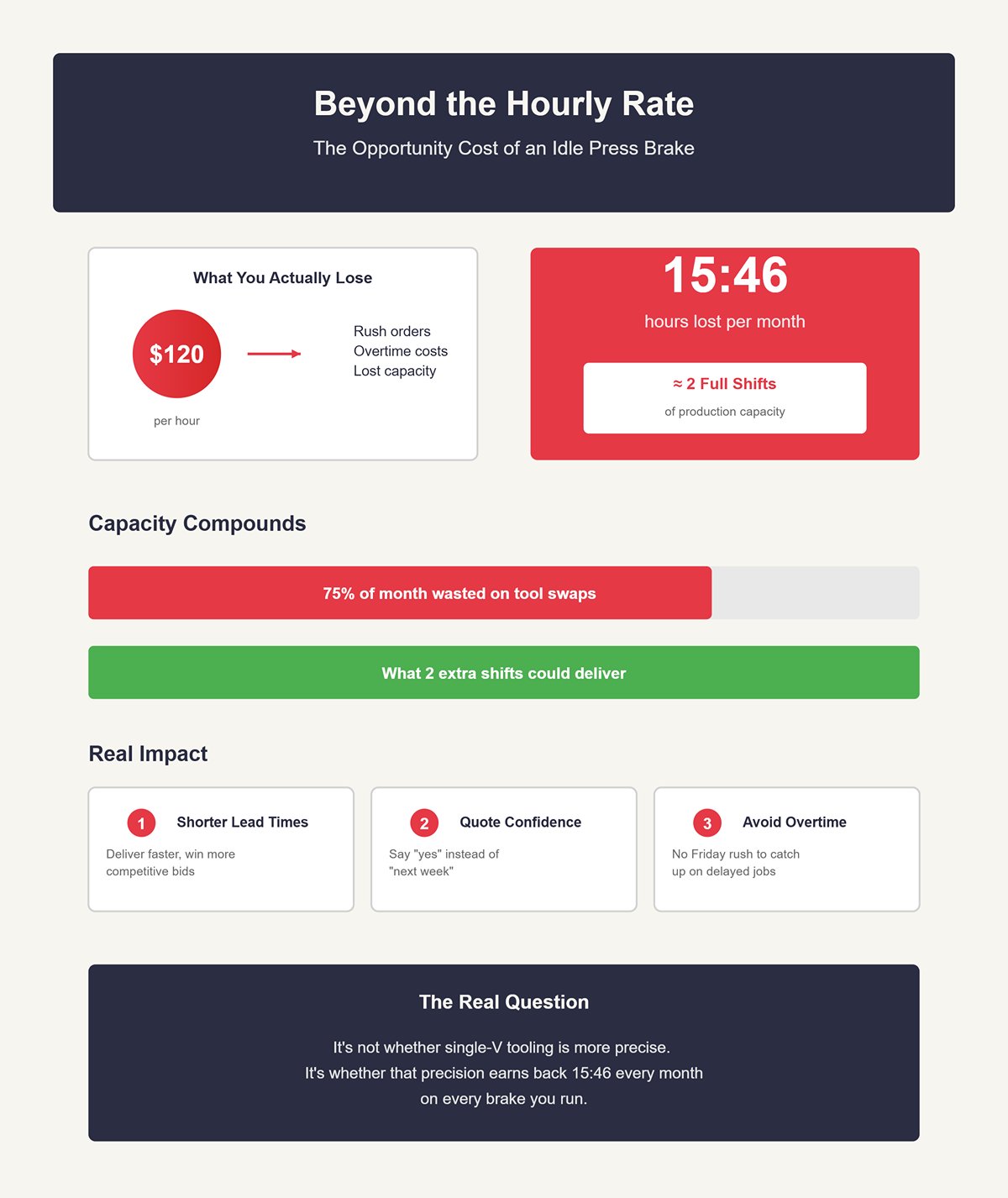
Pres bir değişim için boşta kaldığında, sadece saatte $120 kaybetmezsiniz. Sığdırabileceğiniz işi de kaybedersiniz. Yarın yapmak zorunda kaldığınız acil siparişi. Cuma günü ödeyeceğiniz fazla mesaiyi.
Kapasite bileşir.
Ayda 15 saat 46 dakika neredeyse iki tam vardiyadır. Şekillendirilmiş parçalardan iki ekstra vardiya teslim sürelerinize ne kazandırırdı? Fiyat teklifi güveninize? “Gelecek hafta” yerine “evet” diyebilme yeteneğinize?
±0.005″ üzerinde takıntılıyız, ama göz önünde tam vardiyalar kaybediyoruz.
Yani asıl soru tek V kalıbının daha hassas olup olmadığı değil. Bu hassasiyetin her çalıştırdığınız abrazda size her ay 15 saat 46 dakikayı geri kazandırıp kazandırmadığıdır.
Geçen ay bir salı günü üretiminde, 14 numara A36 bağlantı parçalarını 1.000″ V’de 90 dereceye büktük. Baskı ±1 derece istiyordu. İlk parça 90.4 ölçüldü. İkincisi 89.7. Derinliği 0.006″ ayarladık, 90.1’e ulaştık ve 120 parça ürettik. Hepsi tolerans içinde.
Yatakta kullanılan takım? 4 yönlü kalıp.
Eğer tek V kalıplar sessizce kapasiteyi tüketiyorsa, gerçekten ne zaman hakkını verir? Asıl soru budur. Çünkü döner blok toleransı tutamıyorsa, kaybedilen pres zamanı hakkındaki tüm konuşma boştur. Ama hava bükmede zaten katlandığınız aynı ±0.5 dereceyi tutabiliyorsa, “hassasiyet” argümanı alışkanlığa dönüşür.
Modern bir hidrolik preseyle yapılan hava bükme, genellikle ±0.5 derece içinde sonuç verir. Bu katalog konuşması değildir — makine tekrarladığında ve operatör yaylanmayı bildiğinde yerde gördüğünüz şeydir. Ve insanların atladığı nokta şudur: yüksek çeşitlilikte bir atölyeye gelen baskıların %’i ±1 dereceden daha sıkı değildir. Yani gerçek dünyadaki pencereniz süreç kapasitesinin iki katı genişse, 4 yönlü kalıp tam olarak nerede yetersiz kalıyor?
Bunu cevaplayamazsınız, hava bükmeyi kalıba bastırmadan ayırmadıkça.
Kalın paslanmazda bir kalıba bastırma işini izleyin. Zımba, malzeme ve kalıp arasında tam temas. Tonaj tavan yapıyor. Malzemeyi tam kalıp açısına zorluyorsunuz, böylece başka seçeneği kalmıyor, o açıyı eşleştiriyor. “Aşırı hassasiyet”i böyle elde ediyorsunuz.”
Hava bükmeye kıyasla 2–3 kat daha fazla tonaj da elde edersiniz. Makineye daha fazla yük. Takıma daha fazla yük. Daha hızlı aşınma, özellikle sert levhada. Ve her açı kendi kalıp geometrisini gerektirir.
Bu, 4 yönlü kalıpların yaşaması gereken yer değildir.
4 yönlü bir blok bir hava bükme aracıdır. Tek bir gövdede farklı V açıklıkları seçiyorsunuz, tam kalıp temasını zorlamıyorsunuz. Açı, zımba derinliği ve malzeme davranışından gelir, kalıp duvarlarının parçayı sarmasından değil. Yani bir 4 yönlü hava bükme düzenini bir kalıba bastırma tek V düzeniyle karşılaştırmak, süreçleri karıştırmaktır.
Şimdi, diğer tarafı çelik gibi savunun. Mekanik pres üzerinde yüksek hacimli menteşe bağlantıları. Bir açı. Bir malzeme. Binlerce vuruş. Özel bir kalıpla yapılan kalıba bastırma hem hızlı hem de tam tekrarlanabilir olabilir. Buna itiraz yok. O niş alanda, değişim asla olmaz çünkü hiçbir şey değişmez. Pres sadece döngü yapar.
Ama bu yüksek karışım ortamı değil. Bu üretimdir.
| Bölüm | İçerik |
|---|---|
| Konu | Hava Bükme vs. Kalıba Oturtma: 4 Yollu Kalıbın Gerçekte Bulunduğu Yer |
| Kalın Paslanmazda Kalıba Oturtma | Zımba, malzeme ve kalıp arasında tam temas. Tonaj zirve yapar. Malzeme tam kalıp açısına doğru itilir, bu yüzden o açıya birebir uymaktan başka şansı yoktur. “Aşırı hassasiyet” böyle elde edilir. |
| Tonaj ve Aşınma | Hava bükmeye kıyasla 2–3 kat tonaj. Makinaya daha fazla yük. Takıma daha fazla yük. Daha hızlı aşınma, özellikle sert plakada. Her açı kendi kalıp geometrisini gerektirir. |
| 4 Yollu Kalıp Konumlandırma | Bu, 4 yönlü kalıpların yaşaması gereken yer değildir. |
| 4 Yollu Kalıbın Doğası | 4 yollu blok, bir hava bükme aracıdır. Tek gövdede farklı V açıklıkları, tam kalıp teması zorlanmadan seçilir. Açı, parçayı saran kalıp duvarlarından değil, zımba derinliğinden ve malzeme davranışından gelir. |
| Süreç Karşılaştırması | Bir 4 yollu hava bükme düzenini bir kalıba oturtulan tek V düzeniyle karşılaştırmak, iki farklı süreci karıştırmaktır. |
| Steelman Argümanı | Mekanik pres üzerinde yüksek hacimli menteşe braketi üretiminde—bir açı, bir malzeme, binlerce vuruş—özel kalıpla kalıba oturtma hızlı ve son derece tekrarlanabilir olabilir. Değişim asla olmaz çünkü hiçbir şey değişmez. Pres sadece döngü yapar. |
| Ortam Farkı | Bu yüksek karışım ortamı değil. Bu üretimdir. |
Yani işlerin öğle yemeğinden önce değiştiği dünyada, bükme hatanızı aslında ne etkiliyor?
Aynı 11 numara sıcak haddelenmiş saç paletinden iki levha alın. Biri 0.119″ ölçüyor. Diğeri 0.123″. Dört binde fark. Hava bükmede bu kalınlık farkı iç yarıçapı değiştirir, bu da geri yaylanmayı değiştirir, bu da nihai açıyı değiştirir. Aynı zımba. Aynı kalıp. Aynı program. Farklı sonuç.
Bunun sorumlusu 4 yollu kalıp mıydı?
Malzemenin akma dayanımı da değişir. A36 bir kimya seti değildir; bu bir aralıktır. Daha yüksek akma, daha fazla geri yaylanma. Daha düşük akma, daha az. Günün ilk parçası 89.5 olduğunda ve sonraki demet derinliği artırmadıkça 91 olmak istediğinde bunu görürsünüz.
Sonra koç (ram) tekrarlanabilirliği ve taç yapma (crowning) vardır. Eğer tabla doğru şekilde telafi edilmemişse, 8 fit boyunca soldan sağa açı peşinde koşarsınız. Bu hata, V açıklığı özel bir çubukta mı yoksa dönen bir bloğun bir yüzünde mi olduğuna bakılmaksızın kendini gösterir.
Ve operatör. 0.003″ derinlik ayarı, V genişliğine bağlı olarak açıyı birkaç onda derece kadar değiştirebilir. Eğer fazla ayarlarsa, bir parçayı hurdaya çıkarırsınız. Eğer yavaş yavaş hedefe yaklaşırsa, mükemmelsiniz.
Havalı bükmede (air bending) kalıp açıklığı çoğunlukla iç yarıçapı ve tonaj aralığını belirler. Nihai açıyı, alt bükme (bottoming) yapmadığınız sürece, “kilitlemez.” Bu yüzden 4 yönlü blok dik (square) işlenmiş, düzgün oturmuş ve sıkıca sabitlenmiş olduğu sürece, tolerans yığınında baskın değişken değildir.
O yığını malzeme ve kurulum yönetir.
Yani sürecin kendisi ±0.5 derece dünyasında yaşıyorsa, tek amaçlı kalıplarda ısrar ederken aslında ne satın alıyoruz?
90° ±1° isteyen bir çizimi hayal edin. İşlevsel gereksinim: braketi, yuvalı delikleri olan bir kaynaklı çerçeveye oturmak. 90.6° yakaladınız. Montaj sorunsuz. Müşteri farkı asla bilmez.
Şimdi, bu vardiyada “daha hassas” olduğu için 0.875″ V’ye ait özel bir kalıba geçmek için 43 dakika harcadığınızı düşünün ve ortalama varyasyonu ±0.5°’den diyelim ±0.3°’ye düşürüyorsunuz. Bu, tam bir derece izin verilen bir toleransta iki onda derece daha sıkı demektir.
Gerçekte ne kazandınız?
Uygunluk değil. İşlev değil. Müşteri memnuniyeti değil. Taksi sayacı çalışırken ve tekerlekler dönmezken, sadece bir iletki üzerindeki sayıyı küçülttünüz.
İstisnalar vardır. ±0.25° toleranslı havacılık braketleri. Açının temas basıncını etkilediği dövülmüş elektrik bara parçaları. Alt bükme işleminin mekanik kusurları gizlediği, tekrarlanabilirliği zayıf eski frenler. Bu durumlarda tek amaçlı takımlar aşırı değil — risk kontrolüdür.
Ama eğer işinizin 5%’lik kısmı bu türden ve diğer 95% kısmını sanki hepsi havacılıkmış gibi takımiliyorsanız, kimsenin tahsil etmediği bir hassasiyet primi ödüyorsunuz demektir.
Zaten kapasite kaybının gerçek olduğunu kanıtladık — tek bir frende ayda 15 saat 46 dakika. Eğer daha sıkı takımlar yeni gelir kazandırmıyor veya ölçülebilir hurdayı önlemiyorsa, bu “daha yüksek kalite” değildir. Zanaatkarlık kılığında aşırı mühendisliktir.
Dolayısıyla çoğu yüksek çeşitlilikteki iş için hassasiyet korkusu masadan kalktıktan sonra, şikayetler değişir.
“Şu 4 yönlü bloklar çok ağır.”
“Döndürmesi zahmetli.”
“Beni yavaşlatıyorlar.”
Güzel. Artık hayali tolerans hayaletleri yerine nihayet gerçek atölye sürtünmesini tartışıyoruz.
Eğer hassasiyet gerçek sorun değilse, 4 yönlü kalıplar operatörleri günlük kullanımda gerçekten yavaşlatıyor mu?
Hadi kataloğun ne söylediğinden değil, sizin adamların sırtlarında ve omuzlarında ne hissettiklerinden bahsedelim. Sağlam bir 4 yönlü blok yaklaşık 85 pound (yaklaşık 38 kg) olabilir. Tek bir V matris çubuğu ise yaklaşık 28 pound (yaklaşık 13 kg). Birini kas gücüyle yerine oturtabilirsiniz. Diğeri için vinç ararsınız.
Yani itiraz kulağa pratik geliyor: daha az değişim, doğru — ama daha ağır değişimler.
Adil. Yer çekimi her zaman yenilmezdir.
Ama gerçek vardiyada önemli olan şey şudur: Siz kaldırılan kiloya para ödemezsiniz. Frenin sessiz olduğu dakikalara para ödersiniz. Bir ağır kaldırmayı bir kez yapmak, altı hafif kaldırmayı altı kez yapmaktan iyidir; çünkü o altı hafif değişimin her biri yine şu anlamına gelir: sıkıştırmayı aç, çek, rafa koy, getir, hizala, sıkıştır, deneme vuruşu, ayarla. Marjınızı tüketen şey ağırlık değil. Tekrardır.
Ve tekrar sinsi bir şeydir.
Yoğun çeşitlilikte bir günde iki senaryoyu gözünüzde canlandırın.
Senaryo A: altı tekli V değişimi. Raf yakınsa ve operatör takoz aramıyorsa, her biri kapıdan kapıya 7 dakika sürer. Bu, taksimetrenin çalıştığı ama tekerleklerin dönmediği 42 dakika demektir.
Senaryo B: vardiyanın başında tek bir 4 yönlü blok monte edilmiştir. Vinç kullandığınız, dikkatli oturttuğunuz ve temiz şekilde hizaladığınız için 11 dakika sürer. Vardiya ortasında bir kez döndürürsünüz — 6 dakika, kontrollü kaldırma, 90 derece dönüş, tekrar sıkıştırma.
Toplam on yedi dakika.
Diyelim ki cömert davranıp döndürmenin zor olduğunu ve 8 dakika sürdüğünü varsayalım; hâlâ 19 dakikadasınız. Bugün cebinizde 23 dakika var demektir. 22 iş günü boyunca bu, 506 dakika yani 8 saat 26 dakika eder — zaten ödediğiniz ama hiç satmadığınız kapasite.
Ve bu yalnızca bir döndürme olduğunu varsayarak.
Şimdi stres testine sokalım. Evet, zincirlerle sağlam bir bloğu havada döndürmek koordinasyon ister. Operatör acele ederse, matrisi yanlış yerleştirebilir, aşınma yaratabilir, hatta bir parmağı riske atabilir. Bu gerçek. Ama başka ne gerçektir biliyor musunuz? Altı ayrı çubuğu altı kez yanlış hizalama olasılığı. Bir omuzun altına çapak sıkıştırma olasılığı. Altı sıkıştırma döngüsü.
Hangi süreç, bir ay boyunca daha fazla hata olasılığı yaratıyor?
Bana kendi zemininizde ne gördüğünüzü söyleyin.
Tüm 4 yönlüler gemi çapası gibi değildir.
Sağlam, 8 metrelik bir blok bir stratejidir. 2 veya 3 metrelik parçalara bölünmüş 4 yönlü kalıplar — taşıma denklemini tamamen değiştirir. Artık bölüm başına 35 ila 45 pound kaldırıyorsunuz. Çalışma uzunluğu boyunca yalnızca gerekli kısmı döndürüyorsunuz. Kısa parça mı? Bir bölümü döndür. Geri kalanını olduğu gibi bırak.
Bu teori değil. Havada hareket eden daha az çelik demek.
Ve işte sessiz kazanç: bölümlendirilmiş bloklarla, pres frenini artık bir yükleme rampası gibi kullanmazsınız. Vinç bir kez iner, her saat değil. Operatör 40 fit yürüyüp takım rafına gitmez çünkü dört yaygın V açıklığı zaten yatağın içinde durmaktadır.
Ancak bir blok dört yaygın açıklığı kaplıyorsa, vardiya boyunca tüm çek‑değiştir döngülerini ortadan kaldırırsınız.
Evet, tek bir özel V‑kalıp hâlâ açıklık boyutunun kritik olduğu dar, kısa kenarlı geometriler için kraldır. Size bir peri masalı anlatmıyorum. İş gerçekten gün boyu o tam geometriyi gerektiriyorsa, özel aracı çalıştırın. Bu tartışma tek parça üretim hücresinde değil, yüksek çeşitliliğe sahip hava bükme ortamında geçerlidir.
Soru “Bir 4‑yollu mükemmel mi?” değil. “Eklediğinden daha fazla hareketi ortadan kaldırıyor mu?” sorusudur.”
Çoğu karma zaman çizelgesinde, evet, kaldırır.
Fren bölümünüzün arka duvarına yürüyün.
O uyumsuz V‑kalıplar sırasını görüyor musunuz? 0.625, 0.750, 0.875, 1.000, 1.250. Yarısı üç haftadır dokunulmamış, ama “her ihtimale karşı” orada duruyorlar. Bu çubukların her biri raf alanı ister. Her raf yer kaplar. Her kare metre zemin, kira, ısıtma, sigorta ve fırsat maliyeti taşır.
Bir 4‑yollu blok, bu profillerin dördünü makinede tek bir ayak izine indirger.
O takım mezarlığı sadece dağınıklık değildir. O yürüyüş zamanıdır. Arama zamanıdır. Operatörün “1 inçlik V nerede?” diye sorduğu an, fren sessizdir. Günde iki kez sadece 3 dakika arama süresi, 6 dakikadır. 22 günde bu, 132 dakika — 2 saat 12 dakika — av işi olarak kaybolur.
Bunu bir elektronik tabloda göremezsiniz. Fazla mesai olarak hissedersiniz.
Evet, 4‑yollu kalıplar elde daha hacimlidir. Bir vinç ve biraz disiplin isterler. Ama fren etrafındaki koreografiyi küçültürler — daha az yürüyüş, daha az raf, daha az temas.
Bir vardiyada altı hafif kaldırma yerine bir ağır kaldırmayı tercih ederim, çünkü kâr marjınızı öldüren yerçekimi değil — tekrardır.
Artık ergonomik uzlaşmaların gerçek ama ölçülebilir olduğunu kabul ettiğimize göre, bir sonraki soru duygusal değildir.
Finansaldır.
Geri kazanılan zaman — burada 23 dakika, orada 17 dakika — ne zaman siyah‑beyaz rakamlarda daha yüksek satın alma fiyatını geri öder?
Geçen ay frenlerimizden biri saatte $155 faturalandırıldı. Yüksek çeşitlilikte işler. Olağanüstü bir şey yok. 22 çalışma günü boyunca takip ettik ve vardiya başına ortalama 23 dakikanın yalnızca yapmamız gerekmediği V‑kalıp değişimlerine gittiğini bulduk.
Yirmi üç dakika günde 0.383 saattir. Bunu $155 ile çarptığınızda, taksi sayacı çalışırken tekerlekler dönmeden günde $59.37’lik kapasite yakılmış olur. 22 günde bu, ayda $1,306.14 eder.
Bir $2,000 4‑yollu kalıp ile geri kazanılan aylık $1,306.14 kapasite karşılaştırıldığında, başa baş noktası 1.53 ay — yaklaşık 6.4 hafta — eder.
Zaman tasarrufu gerçek ve tutarlı olduğunda matematik budur. Peki ya karışımınız daha hafifse, değişimleriniz daha azsa, faturalama oranınız daha düşükse?
Üç senaryo çalıştıralım. Sihir tozu yok. Sadece fren zamanı.
Senaryo 1: Muhafazakâr atölye. Vardiya başına yalnızca 12 dakika tasarruf ediyorsunuz. Bu, 0,2 saat × saatte $140 = günde $28 eder. 22 günde $616. $2.000’lik geri ödeme? 3,25 ay.
Hâlâ bir çeyrek içinde.
Senaryo 2: Orta düzey devir. 18 dakika tasarruf ediyorsunuz. Bu, 0,3 saat × $155 = günde $46,50 eder. Aylık: $1.023. Geri ödeme süresi: 1,95 ay.
Senaryo 3: Bizimki gibi yoğun karışım. Saatte $155 üzerinden yirmi üç dakika: ayda $1.306,14. Geri ödeme: 1,53 ay.
Eğriyi neyin yönlendirdiğine dikkat edin. Tolerans değil. Katalog özellikleri değil. Devir sıklığı.
Guidewheel verileri, medyan fren çalışma süresinin 12,9%, üst çeyreğin ise 34,3% olduğunu gösteriyor. Aynı sınıf makineyle çalışan atölyeler arasında 2,6× fark var. Fark vuruş hızında değil. Fark, frenin kurulum ya da onu ayarlamayı bilen tek kişiyi beklerken ne kadar süre boşta kaldığında.
Eğer bir blok dört yaygın açıklığı kapsıyorsa, bir vardiya boyunca tam değiştirme döngülerini tamamen ortadan kaldırırsınız. Bu yalnızca dakikaları kurtarmakla kalmaz — kurulumun başında beklemeye gerek kalmadan devreye girebilecek operatör havuzunu da genişletir.
Ve bükücülerde operatör bulunamaması duruş süresinin ,5%’ünü oluşturduğunda, bu esneklik yumuşak bir fayda değildir. Faturalandırılabilir zaman korumasıdır.
Yani esasen başa baş sorusu şu hale gelir: şu anda vardiya başına kaç kez kalıp değişimi yapıyorsunuz?
Duyduğum itiraz şu: “O 4 yönlü blok hasar görürse, dört açıklığı birden kaybederim.”
Adil bir nokta.
Şimdi bu korkunun maliyetini hesaplayalım.
İhmal edilen bir kalıp % daha hızlı aşınır. Kullanımdan sonra temizlik aşınmayı –15% azaltır. Yağlama bunu bir % daha düşürür. Sık kontroller –20% daha uzun ömür katar. Bu yüzdeler tek bir V’ye de, 4 yönlü bloğa da uygulanır. Çelik, satın alma felsefenizle ilgilenmez.
Değişen şey ise çevrim yoğunluğudur. 4 yönlü bir blok, birden çok çubuğun yerini aldığı için fiziksel blok başına daha fazla darbe alır. Yılda 500.000+ çevrim çalıştırıyorsanız, o yük altında hidrolik bileşenlerin üç kat daha fazla arıza yaptığını zaten biliyorsunuzdur. Yüksek çevrimler disiplin gerektirir.
Ama disiplin, çoğaltmadan daha ucuzdur.
Diyelim ki en kötü senaryoda bir 4‑yollu kalıba zarar verdiniz ve 18 ayda bir yeniden öğütme ve finisaj için $600’e ihtiyacınız var. Bu, aylık olarak amorti edildiğinde $33.33 eder. Hatta muhafazakâr $616 aylık kapasite kazancına karşı bu risk denklemi tersine çevirmiyor.
Gerçek risk konsolidasyon değil. Gerçek risk dikkatsiz kullanımdır. Ve dikkatsiz kullanım, dört tek amaçlı kalıbı da aynı hızla aşındırır — sadece fark etmezsiniz çünkü aşınma raf boyunca dağıtılmıştır.
Maliyet yoğunlaşmasından mı endişe ediyorsunuz, yoksa bakım kültürünüzden mi?
Bir salı öğleden sonrası bunu gözünüzde canlandırın.
Baş operatörünüz hastalandığını bildiriyor. Yedek personel parçayı çalıştırabiliyor — ancak kurulumlarda yavaş. Her kalıp değişimi ona 3 ekstra dakikaya mal oluyor çünkü hizalamayı iki kez kontrol ediyor ve doğru çubuğu arıyor.
Her değişimde fazladan üç dakika, vardiyada dört değişim, toplamda 12 dakika eder. Saatlik $155 oranında, bugün beceri eşit dağılmadığı için $31 kaybediliyor.
Guidewheel, bükücü makineler için operatör kullanım dışı süreyi 19.5% olarak belirtiyor. Pres frenleri beceri yoğun makinelerdir. Kurulumu basitleştiren her şey bu bağımlılığı azaltır.
Bir 4‑yollu kalıp acemiyi usta yapmaz. Ama kararları daraltır. Daha az alet çekme. Daha az raf yürüyüşü. Daha az kelepçe döngüsü.
Ve yorgunluk gerçektir. Her biri 7 dakika süren altı değişim, 42 dakikalık kesme dışı emek demektir. Bir kurulum ve bir dönüş 20 dakikanın altındadır. Daha az çelikle uğraşmak, 16:30’da daha az kestirme hareket, daha az yanlış oturmuş kalıp ve daha az ilk parça düzeltmesi anlamına gelir.
Bunu bir kalıp faturasındaki kalem olarak görmezsiniz.
Bunu daha sorunsuz devirlerde, daha az “1 inç V nerede?” anında ve ömrünün daha büyük kısmını parça yapmakla geçiren bir frede görürsünüz, insanları beklemekle değil.
Peki bir $2,000’lik alet ne zaman ücretsiz hale gelir?
Kazanılan dakikalarınız, gerçek faturalandırma oranınızla çarpıldığında satın alma fiyatını bir çeyrekten daha kısa sürede aşarsa — ve karışımınız o kadar kaotikse ki sizi yavaşlatan şey strok hızı değil, değişimlerse o zaman.
Matematik basittir.
Daha zor soru, atölyenizin karışımı ve disiplini sizi aday yapıyor mu — yoksa asıl kısıtınız başka bir yerde mi?.
Başka bir kalıp kataloğuna ihtiyacınız yok. Gerçekte freninizi neyin tıkadığını bilmeniz gerekiyor.
Eğer devir sıklığı ve disiplin ROI’yi yönlendiriyorsa, o zaman gerçek soru “Bir 4‑yollu yeterince hassas mı?” değil. “Kalıp değişimleri mi kısıt, yoksa başka bir şeyi mi kalıba suçluyorum?” olmalı. Çünkü eğer asıl suçlular programlama gecikmeleri, malzeme hazırlığı veya operatör kapsamıysa, o zaman piyasadaki tüm çok‑V bloklarını satın alabilirsiniz ve fren yine sessiz kalır.
İşte çoğu atölyenin irkildiği nokta burası. Takım donanımını kapasite stratejisi yerine stok yönetimi gibi görüyorlar — kaç çubuk, hangi genişlikler, hangi yarıçaplar — oysa durum bu değil. Bir abkant pres, taksi sayacı çalışan bir gelir motorudur. Takım değiştirmeye harcanan her dakika, sayaç açık ama tekerlekler dönmüyor demektir. Ancak sayacınız parçalar hazırlanmamış veya programlar onaylanmamışsa çalışıyorsa, çözümünüz takım donanımı değildir.
Peki, efsane ile mekanizmayı nasıl birbirinden ayırırsınız?
Birinci soru: Tipik bir vardiyada, koç yalnızca birinin kalıpları değiştirmesi nedeniyle kaç dakika boşta kalıyor?
Forklift beklemek yok. Program ince ayarı yapmak yok. Fiziksel olarak kelepçeyi çözmek, çekmek, raflamak, takmak, hizalamak.
Bu soruya bir sayı ile cevap veremiyorsanız — 12 dakika, 18 dakika, 43 dakika — tahmin yürütüyorsunuz demektir. Üç vardiyayı takip edin. Yazın. Vardiya başına toplam 10 dakikanın altındaysanız, takım donanımı muhtemelen birincil kısıtınız değildir. 20 dakikanın üzerindeyseniz, bir deseniniz var demektir.
İkinci soru: Baş operatörünüz olmadığında kurulum süresi artıyor mu?
Yedek kişi her şeyi iki kere kontrol ettiği için değişimler 6 dakikadan 11 dakikaya uzuyorsa, bu delta doğrudan takım donanımı karmaşıklığına bağlı gizli kapasite kaybıdır. Takım matrisini basitleştirirseniz beceri farkını küçültürsünüz. Eğer artış yoksa, süreciniz zaten standartlaşmıştır. Takım konsolidasyonu büyük fark yaratmaz.
Üçüncü soru: En yaygın V açıklıklarınız kümelenmiş mi yoksa dağılmış mı?
60 günlük büküm verilerini çıkarın. Hava bükümlerinizin –80’i dört Sekiz Kuralı aralığında — diyelim ki 0.375″, 0.500″, 0.625″, 0.750″ — toplanıyorsa, bu konsolidasyon alanıdır. Eğer her iş tek seferlik, egzotik kalınlıklarda veya dar toleranslı alttan bükme uygulamasıysa, özel bir atölyesiniz ve daha çok özel çelikle yaşamayı sürdüreceksiniz.
Bu üç cevap, değişimlerin sürtünme mi yoksa sadece gürültü mü olduğunu söyler.
Ve eğer sürtünmeye işaret ediyorlarsa, hassasiyeti yakmadan aslında neyi değiştirebilirsiniz?
İşte hata şurada: Atölyeler 4-yolluya geçmek demenin “tamamen geçmek” anlamına geldiğini sanıyor.
Hayır, öyle değil.
Tolerans ve sıklığa göre bölümlendirirsiniz. Standart hava bükme toleranslarında rahatça yaşayan bükümlerin ’i — günlük bağlantı parçaları, kapaklar, çerçeveler — 4-yolluya taşınır. Gerçekten son derece sıkı açısal tekrarlanabilirlik, özel yarıçaplar veya kozmetik koruma gerektiren ise o işe özel tasarlanmış kalıplarda kalır.
Bu uzlaşma değildir. Bu, kısıt hedeflemedir.
Evet, tek amaçlı bir V kalıp, aşırı hassas hava bükmede çok yolluya üstün gelebilir. Ancak bu kazanç, ±1° baskı toleransına sahip parçalarda bir derecenin kesirleriyle ölçülüyorsa, gerçekte ne satın alıyorsunuz? Bir blok dört yaygın açıklığı kapsıyorsa, vardiya boyunca komple sök-tak döngülerini ortadan kaldırırsınız. Hassasiyeti işe yaradığında korur, karmaşıklığı işe yaramadığında ortadan kaldırırsınız.
Peki, su jeti plakalarla kaynaklanarak yapılan lamine, ev yapımı istif kalıplar ne olacak?
Zekice. İlk yatırımı ucuz. Ama şimdi mühendislik süresini, kaynak deformasyonu riskini, hizalama değişkenliğini ve istif mükemmel kare olmadığında yeniden işleme maliyetini üstleniyorsunuz. Zemin disiplininiz dünya standartlarındaysa belki mümkündür. Değilse, satın alma fiyatını değişkenlik karşılığında takas etmiş olursunuz — ve değişkenlik kendini ilk parça düzeltmelerinde ve açı kovalamalarda gösterir.
Ve her yeni iş için özel olarak uyarlanmış 4 yönlü takımlar mı?
Bu sadece stok sorununu daha gösterişli bloklarla yeniden icat etmek olur. Mesele, istatistiksel çoğunluğun etrafında standartlaşmadır; her uç durumu özel çelikle kovalamak değil.
Yani hedefiniz 80% ise, bu programın kendisini nasıl etkiler?
Malzeme kalınlığına göre sıralanmış işleri olan bir haftayı hayal edin, hangi kalıbın şu anda mengenede olduğuna göre değil.
Değişimleri önlemek için parçaları gruplamak yerine, hazır olanı çalıştırırsınız. Satış ekibi öğlen vakti acil bir 14 kalınlıkta metal parça siparişi girer. Tek amaçlı bir kurulumla karşınızda 9 dakikalık bir değişim ve ilk parça doğrulaması var. Gerekli V’yi kapsayan bir 4 yönlü kalıp zaten takılıysa, sadece döndürme ve program çağrısı yeterli. İki dakika. Belki üç.
Bu fark — diyelim 7 dakika atlandı — kahramanca görünmeyebilir. Ancak bunu bir haftada beş kesinti boyunca üst üste ekleyin, 35 dakika geri kazanmış olursunuz. 22 iş günü boyunca bu 946 dakika — 15 saat 46 dakika — zaten ödediğiniz ama hiç satmadığınız kapasitedir.
Matematikten daha önemli olan davranışsal değişimdir.
Değişimler sıralamayı belirlemeyi bıraktığında, programınız dürüstleşir. “Onu bir sonraki kurulumda çalıştırırız” diyerek verimsizliği gizlemeyi bırakırsınız. Pres artık kırılgan değil, tepkisel hale gelir. Ve kırılganlık sizi fazla mesaiye, acil sevkiyata ve müşterilerden özür dilemeye zorlayan şeydir.
O yüzden bunu aklınızda tutun: hangi kalıp izole şekilde daha hassas diye sormayı bırakın. Hangi kurulumun presinizin parça üretmesini sağladığını, parçaları beklemesini değil, sorun.
Çünkü presi sınırlı kapasite olarak gördüğünüzde — bir takım gösterisi olarak değil — doğru stok seviyesi bir satın alma tartışması olmaktan çıkar, bir üretim hacmi kararı haline gelir.


















