

Der Verkäufer strich mit dem Finger über einen 19-Zoll-Touchscreen, als würde er einen neuen Pickup-Truck enthüllen. Große Symbole. Glänzende Farbverläufe. “Voll-CNC”, sagte er.
Zwei Wochen später sah ich zu, wie ein Edelstahlblech der Stärke 10 in den Schrottbehälter rutschte, weil Anschlag und Stößel sich nie wirklich einig waren, wo sie sich treffen sollten.
Das ist die Lücke, auf die ich möchte, dass du starrst.
Wenn man genug Werkstätten betritt, hört man es: “Es ist CNC. Wir sind abgesichert.” Als ob das Etikett selbst Präzision garantieren würde.
Aber ich habe durchschnittliche Auslastungszahlen von Abkantpressen gesehen, die um 12,91 % liegen, während Betriebe im obersten Quartil über 34 % hinausgehen. Dieselben Maschinen. Dieselbe Tonnageklasse. Der Unterschied ist nicht die Farbe der Benutzeroberfläche. Es geht darum, ob die Steuerlogik den Fehler beim ersten Biegevorgang tatsächlich verhindert – oder höflich darauf wartet, dass er auf dem Werkstattboden passiert.
Ein Touchscreen bewahrt dich nicht davor, Edelstahlblech der Stärke 10 zu verschrotten. Steuerlogik tut das.
Also, was verbirgt sich hinter diesen “CNC-kompatiblen” Aufklebern?
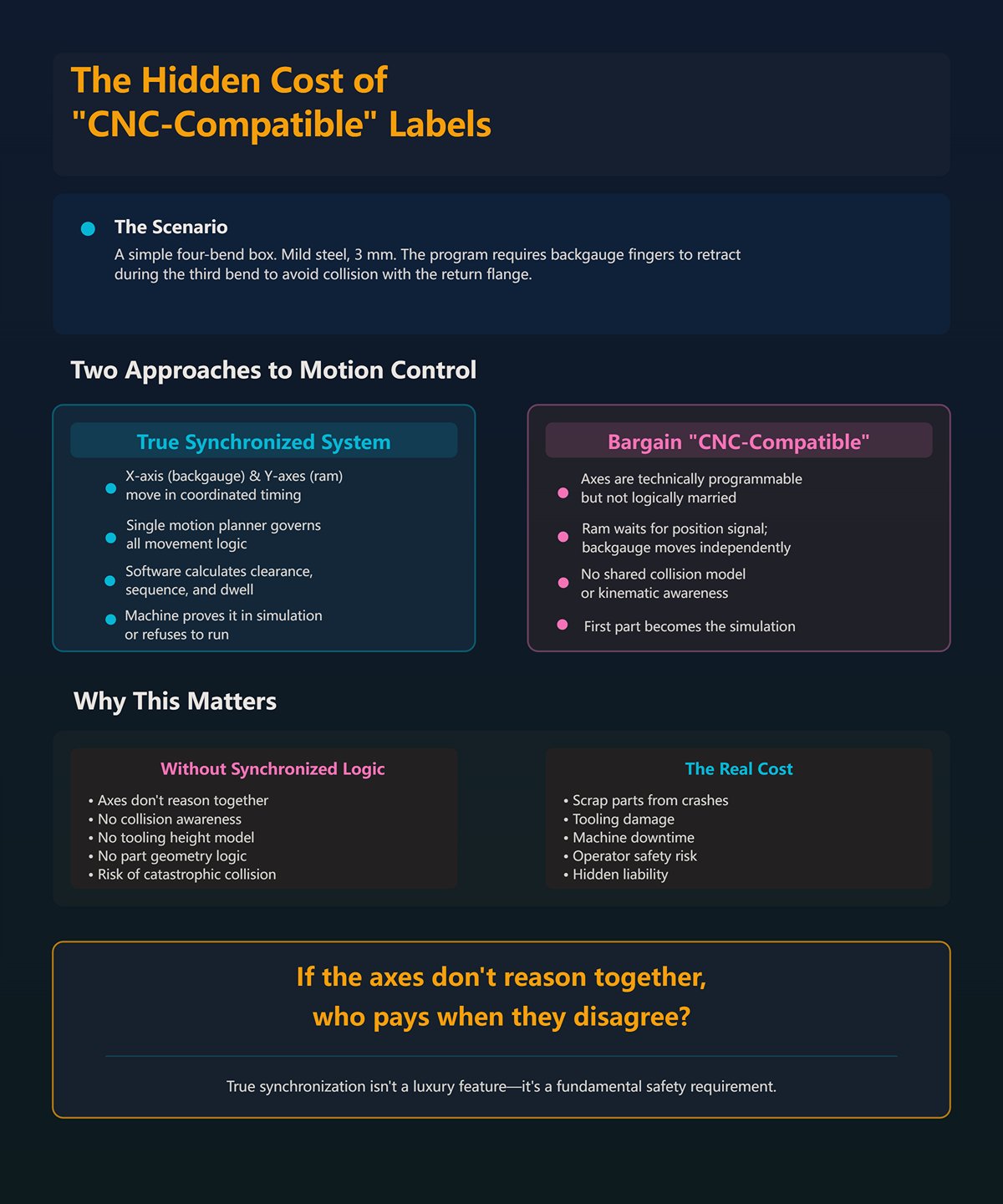
Stell dir eine einfache Schachtel mit vier Biegungen vor. Nichts Exotisches. Baustahl, 3 mm. Das Programm verlangt, dass sich die Anschlagfinger während der dritten Biegung zurückziehen, um eine Kollision mit dem Rückflansch zu vermeiden.
In einem wirklich synchronisierten System bewegen sich die X-Achse (Anschlag) und die Y-Achsen (Stößelzylinder) in abgestimmter Zeit, gesteuert von einem einzigen Bewegungsplaner. Die Software berechnet Fre clearance, Sequenz und Haltezeit, bevor der Stößel sich verpflichtet. Die Maschine beweist es entweder in der Simulation – oder verweigert den Lauf.
Bei einer günstigen “CNC-kompatiblen” Steuerung sind die Achsen technisch programmierbar, aber nicht logisch miteinander verbunden. Der Stößel wartet auf ein Positionssignal. Der Anschlag bewegt sich nach seinem eigenen Anweisungssatz. Kein gemeinsames Kollisionsmodell. Kein kinematisches Bewusstsein über Werkzeughöhe oder Teilegeometrie.
Das Ergebnis? Das erste Teil wird zur Simulation.
Wenn die Achsen nicht gemeinsam denken – wer zahlt, wenn sie uneins sind?

Ich habe einmal eine Einrichtung mit einer Budget-Steuerung gemessen: 18 Minuten vom Entwurf bis zum ersten akzeptablen Teil. Sieben Testbiegungen. Drei Winkelkorrekturen. Zwei Anschlagkorrekturen, gemessen mit einem Maßband, nicht mit einer Messsonde.
Nun übertrage das auf Kleinserienarbeit – 25 Teile hier, 40 dort. Diese “kleinen” Korrekturen summieren sich. Manuelles Nachstellen der Winkel. Neueingabe der Biegeabzüge, weil die Steuerung den Materialrückfederungseffekt nicht kompensieren kann, es sei denn, der Bediener rät richtig. Jede Korrektur ist eine kleine Schaufel in den Schrottbehälter.
Hersteller zitieren gerne eine Positioniergenauigkeit von ±0,1°. Schön. Das Servo kann diese Zahl den ganzen Tag erreichen. Aber wenn die Software Materialschwankungen, Werkzeugdurchbiegung oder sequenzabhängige Fehler nicht berücksichtigt, wird diese theoretische Präzision nie Teil des Werkstücks.
Billig ist nicht der Kaufpreis. Billig ist das Programmieren auf Live-Material.
Und das führt zu der stillen Steuer, die die meisten Werkstätten als normal akzeptieren.

In zu vielen Werkstätten ist das erste Blech vom Stapel ein Opfer. Jeder weiß es. Niemand kalkuliert es ein.
Einfache Steuerungen verfügen weder über robuste Offline-Simulationen noch über echte Kollisionserkennung. Der Bediener wird dadurch zum Übersetzer zwischen Zeichnung und Maschine, passt die Tiefe in 0,1-mm-Schritten an, verschiebt Anschläge nach Gefühl, ordnet Biegungen neu, nachdem eine Lasche in den Stempelhalter kracht.
Das ist keine Handwerkskunst. Das ist unbezahlte Forschung und Entwicklung.
Integrierte Laser-Biege-Systeme können den gesamten Prozess simulieren, bevor ein einziges Blech geschnitten wird, und erkennen Sequenzkonflikte im Vorfeld. Gerade bei individuellen Kleinserien gehört der Fehler in die Simulation. Wenn die Software jedoch bei “CNC-Positionierung” stehen bleibt und die tatsächliche Kinematik der Maschine nicht modelliert, hast du nichts bewegt. Du hast nur das Rätselraten digitalisiert.
Hier ist die geistige Veränderung, die ich mir wünsche: Hör auf zu fragen, wie viele Tasten die Steuerung hat, und fang an zu fragen, wo der erste Fehler auftreten wird – auf einem leuchtenden Bildschirm oder auf einem $200-Blech aus Edelstahl.
Denn sobald du das erkennst, geht die nächste Frage überhaupt nicht mehr um Bildschirme.
Sie betrifft vielmehr, wie die Software jede Achse in Bewegung steuert.
Vor einigen Monaten stand ich hinter einer sechachsigen Abkantpresse, die 4 mm Baustahl bog. Auf dem Papier war sie ein Monster: Y1, Y2, X, R, Z1, Z2. Unabhängige Anschläge. Programmierbare Bombierung. Die Broschüre las sich wie ein Datenblatt eines Kampfjets.
Das erste Teil verzog sich trotzdem um 0,8° über seine Breite.
Wir legten ein Messgerät an. Y1 lief Y2 beim Zustellen um ein Haar voraus – nicht genug, um einen Alarm auszulösen, aber genug, um die Biegung zu verfälschen. Der Hinteranschlag erreichte seine X-Position, aber R war noch nicht vollständig gesetzt, bevor der Stößel loslegte. Jede Achse für sich war “innerhalb der Toleranz”. Zusammen waren sie außerhalb der Wahrheit.
Das ist die Entkopplung. Mechanische Grenzen werden weniger durch Stahl und Hydraulik bestimmt als durch die Logik, die sie choreografiert. Wenn deine Steuerung Achsen wie separate Aufgaben behandelt, anstatt als einen einzigen koordinierten Bewegungsplan, dann betreibst du keine Präzisionspresse. Du betreibst eine teure Ratespielmaschine, die sehr genau in der falschen Reihenfolge arbeitet.
Und genau so schleicht sich der Erstbiegefehler an glänzenden Bedienanzeigen vorbei direkt in die Schrottkiste.
Jeder konzentriert sich auf die Synchronisation von Y1/Y2 – und das ist auch richtig. Die Y-Achse ist der Stößel. Ohne stabile, reproduzierbare Stößelsteuerung zählt nichts anderes. Eine Achse ist das minimale Überlebensniveau einer Abkantpresse.
Aber beobachte, wie ein echtes Teil geformt wird. Die X-Achse legt die Flanschtiefe fest. Die R-Achse bestimmt die Fingerhöhe relativ zur Matrize. Z1/Z2 platzieren die Finger, um das Blech zu stützen. Nun kommt eine Rückbiegung hinzu, die bei der dritten Biegung Freiraum braucht.
Bei einer richtig integrierten Steuerung “erreichen” diese Achsen nicht einfach Positionen. Der Bewegungsplaner berechnet einen zeitlich abgestimmten Pfad: X zieht 40 mm zurück, während Y über ein sicheres Freifenster ansteigt; R verschiebt sich um 12 mm, um die Unterstützung beim Materialdrehen aufrechtzuerhalten; die Z-Finger positionieren sich zwischen Biegungen nur, nachdem der Stößel einen definierten Schwellenwert überschritten hat. Alles gesteuert durch ein gemeinsames kinematisches Modell von Werkzeughöhe, Matrizenbreite und Teilegeometrie.
Kollisionsvermeidung ist kein Summer, der nach dem Kontakt schreit. Es ist Code, der physische Grenzen – Einlasstiefe, Stempellänge, Fingergeometrie – abbildet und die Ausführung einer Sequenz verweigert, die diese verletzt.
Stell dir nun eine einfache Steuerung vor, bei der Achsen auf einfache Positionsmeldungen warten. X erreicht die Koordinate. Y bewegt sich. Keine Ahnung, dass der Flansch gleich in den Stempelhalter schlagen wird, weil die Software diesen Stempelhalter gar nicht modelliert. Das erste Blech wird zur Freiraumsonde.
Hier ist die überdimensionierte Frage, die niemand mag: Wenn Ihre Software keine Achsenchoreografie in der Simulation nachweisen kann, welchen Nutzen hat es, unabhängige Z-Finger hinzuzufügen? Mehr Achsen vervielfachen nur die Ausfallstellen, es sei denn, die Logik bindet sie zu einem gemeinsamen Gehirn.
Damit kommen wir zu dem Teil, den die Software entweder errät – oder weiß.
Ich habe einmal ein 1200 mm langes Stück Edelstahl der Stärke 10 mit einer grundlegenden Bombierung gebogen, die nach Gefühl eingestellt war. Der erste Schlag war in der Mitte 1,5° offen. Wir haben unterlegt. Der zweite Schlag überkompensierte. Der dritte war hinreichend gut zum Ausliefern.
Drei Probestücke verloren.
Bombierungskompensation existiert, weil Stößel und Bett unter Last durchbiegen. Diese Durchbiegung ist nicht gleichmäßig; sie hängt von der Tonnageverteilung über die Länge ab. Fortschrittliche Software erlaubt nicht nur das Einstellen einer Zahl. Sie berechnet die erwartete Durchbiegung aus Biegelänge, Zugfestigkeit des Materials, Matrizenöffnung und Zielwinkel und erzeugt dann eine berechnete Bombierungskurve, bevor der Stößel überhaupt das Metall berührt.
Dasselbe gilt für die Rückfederung. Baustahl mit 250 MPa verhält sich anders als Edelstahl mit 600 MPa. Eine echte Materialbibliothek speichert Zugfestigkeit, Streckgrenzeverhältnis und empirische Biegekorrrekturfaktoren. Wenn Sie 3 mm 304er Edelstahl aufrufen, passt die Steuerung die Eindringtiefe so an, dass 90° erreicht werden, im Wissen, dass dieses Material stärker entspannt als A36.
Einfache Software? Sie bittet den Bediener, “Winkelkorrektur einstellen”. Das ist eine höfliche Umschreibung für: „Bieg es und schau nach.“.
Der Unterschied zeigt sich darin, wo der erste Fehler entsteht. Mit einer kalibrierten Materialbibliothek und dynamischer Bombierung findet die Korrektur in der Mathematik statt. Ohne sie passiert die Korrektur im Blech.
Aber hier kommt der Punkt, den die meisten Verkäufer auslassen: Dieses digitale Abbild ist nur so ehrlich wie Ihre Kalibrierung. Wenn Ihre Tonnagentabelle falsch ist oder Ihre Bombierungszylinder abweichen, lügt die Simulation – mit Überzeugung. Wie also entscheiden Sie, was tatsächlich die Wiederholgenauigkeit bestimmt?
Ich habe Hinteranschläge gesehen, die mit ±0,02 mm Wiederholgenauigkeit beworben wurden. Eine wunderschöne Zahl. Lasergraviert. ”Als ob das Etikett selbst Präzision garantieren würde.”
Dann führt die Werkstatt enge Versatzbiegungen aus, deren Abstand weniger als das Sechsfache der Materialdicke beträgt – sagen wir 3 mm Material mit 12 mm Versatz. Der hydraulische Druck steigt ungleichmäßig über das Bett an. Der Stößel verlangsamt sich, um den Rückdruck aufrechtzuerhalten. Die Y-Achsen-Taktung verschiebt sich leicht unter Last.
Der Hinteranschlag kann den Zielpunkt den ganzen Tag treffen. Wenn die Programmsequenz den Druckverlauf und die Reihenfolge der Biegungen nicht berücksichtigt, driftet der Winkel trotzdem.
Wiederholgenauigkeit ist ein Systemergebnis, kein Komponentenwert.
Programmierlogik bestimmt die Biegreihenfolge, um kumulative Fehler zu minimieren. Sie entscheidet, ob zuerst die inneren Flansche geformt werden, um das Rohteil zu stabilisieren, ob ein langer Biegevorgang in mehreren Stufen geteilt wird, um die Durchbiegung zu kontrollieren, ob die Z-Finger vor einer kritischen Biegung repositioniert werden, um die Gewichtsverteilung zu stützen. Diese Entscheidungen beeinflussen die Winkelkonstanz stärker, als ob Ihre Gewindespindel geschliffen oder gerollt wurde.
Also, wenn jemand mit sieben gesteuerten Achsen prahlt, stelle ich eine Frage: Synchronisiert die Steuerung sie unter Last, mit echten Materialdaten, und überprüft sie die Sequenz, bevor der Stößel abwärtsfährt?
Denn wenn sie das nicht kann, sind die physikalischen Grenzen der Maschine nicht durch Stahl und Hydraulik definiert.
Sie werden durch den ersten Fehler bestimmt, den Sie entdecken, nachdem der Stempel das Metall berührt.
Und dieser Fehler hätte in der Simulation sterben sollen.
Sie möchten einen handfesten Beweis dafür, dass eine Steuerung synchronisierte, simulationsgesicherte Wiederholgenauigkeit liefert?
Fordern Sie sie dazu auf, zu versagen, bevor Sie es tun.
Nicht an der Maschine. Im Büro. In einem digitalen Modell, das Ihre Stempellänge, Ihre Matrizenschultern, Ihre Einspanntiefe, Ihre Hinteranschlagfinger und den 3 mm Edelstahl kennt, von dem Sie behaupten, er verhalte sich “ungefähr wie beim letzten Mal”. Wenn die Software eine Kollision, ein Freiraumproblem oder eine unmögliche Biegenreihenfolge nicht vorhersagen kann, bevor der Stößel fällt, dann wird all die integrierte Achslogik, über die wir gerade gesprochen haben, immer noch auf altmodische Weise verifiziert – durch das Opfer eines Blechs im Schrottbehälter.
Das ist das Erstbiegeversagen. Jeder Auftrag hat eines. Die einzige Frage ist, wo es auftritt.
2D- und 3D-Simulationen haben nichts mit schönen Bildschirmen zu tun. Sie dienen dazu, dieses Versagen nach vorne zu verlagern – dorthin, wo Fehler Strom und Kaffee kosten statt 10‑Gauge‑Edelstahl und einen verbeulten Stempelhalter. Der ROI misst sich nicht an der Anzahl der Knöpfe, sondern daran, ob Ihr erster Fehlgriff in Pixeln oder in Stahl passiert.
Wann also reicht 2D nicht mehr aus?
Ein flacher Bildschirm kann keine Tiefe zeigen.
Für einfache Halterungen – zwei Biegungen, eine Ebenenänderung – funktioniert die 2D‑Programmierung an der Konsole einwandfrei. Sie geben Schenkellängen ein, wählen eine Matrize, folgen der vorgeschlagenen Biegenreihenfolge der Steuerung, und wenn Ihre Materialbibliothek ehrlich ist, liegen Sie beim ersten Versuch nahe am Ziel. Die Geometrie ist vorhersehbar. Der Freiraum ist offensichtlich. Das Gehirn des Bedieners ergänzt die fehlende dritte Dimension.
Aber stapeln Sie drei Rückschenkel um eine Box, fügen Sie einen Versatz von weniger als dem Sechsfachen der Materialdicke hinzu, und plötzlich ist der Freiraum nicht mehr intuitiv. In 2D zeigt die Steuerung eine Profilansicht jeder Biegung, eine nach der anderen. Was sie nicht klar zeigt, ist, wie der bereits geformte Schenkel sich während der nächsten Biegung durch den Raum bewegt, wie er am Stempelhalter vorbeiläuft und wie nah er an den Maschinenschlund kommt. Der Bediener wird zur Kollisionsmaschine.
Das ist in Ordnung – bis es das nicht mehr ist.
Ich habe gute Leute beobachtet, die “in der Luft biegen und zusehen” als primäre Prüfmethode. Sie verlangsamen den Stößel, halten den Finger über den Stopp und lassen das erste Blech als Sonde fungieren. Manchmal erkennen sie die Kollision rechtzeitig. Manchmal polieren sie eine Rille in einen $600‑Stempel. Dem Schrottbehälter ist egal, ob der Fehler von falscher Berechnung oder fehlender Visualisierung herrührt.
2D wird in dem Moment zum Engpass, in dem das räumliche Denken die Fähigkeit eines Einzelnen übersteigt, sicher im Kopf zu simulieren.
Und Betriebe mit hoher Variantenvielfalt stoßen täglich an diese Grenze.
Hier ist die einfache Rechnung, über die niemand streitet: Wenn die Presse biegt, verdient sie Geld. Wenn sie darauf wartet, dass jemand ein komplexes Teil an der Konsole programmiert, nicht.
Offline-Programmierung verlagert die Geometriearbeit – Import, Abwicklung, Biegenreihenfolge, Werkzeugauswahl – an einen Arbeitsplatzrechner. Die Presse läuft weiter mit dem Auftrag von gestern, während das morgige Problem in CAD-gekoppelter Simulation gelöst wird. Wenn es funktioniert, sinken die Umrüstzeiten von “gib mir eine Stunde” auf “Programm laden, Werkzeuge laden, starten”.”
Das ist echter ROI.
Ich habe Werkstätten gesehen, die etwa ein Drittel mehr Durchsatz bei hoher Variantenvielfalt und Kleinserienarbeit erzielen, sobald OLP sauber abgestimmt war. Das entscheidende Stichwort ist abgestimmt. Wenn Ihr CAD sauber mit Ihrer Pressensoftware kommuniziert, wenn Ihre Werkzeugdatenbank der Realität entspricht und wenn Ihr Postprozessor Code ausgibt, den die Steuerung tatsächlich versteht, dann ja – das Erstbiegeversagen passiert im Büro.
Aber hier ist die übermäßige Spezifikationsfrage: Baust du einen digitalen Zwilling, den deine Maschine physisch nicht einhalten kann?
Rüste eine ältere hydraulische Bremse mit loser Achsenrückmeldung nach und erwarte eine präzise 3D‑Offline‑Validierung, und du wirst den Fehler möglicherweise verschieben, statt ihn zu beseitigen. Jetzt sagt das Büro, die Sequenz sei sicher, doch die reale Maschine meldet Achsverzögerungen oder eine inkonsistente Druckreaktion – eine ganz andere Geschichte. Ich habe Integrationslücken gesehen, die die Einrichtungszeit verdoppelt haben, weil Programme an der Konsole manuell nachbearbeitet werden mussten. In solchen Fällen füttert das Versprechen einer “risikofreien Simulation” still und leise den Schrottbehälter – nur aus einer anderen Richtung.
OLP zahlt sich aus, wenn das digitale Modell und die physische Bremse dieselbe Sprache sprechen.
Andernfalls hast du das Raten nur auf einen bequemeren Stuhl verlegt.
Echte 3D‑Simulation bildet Volumen ab, keine Linien.
Sie weiß, dass der Stempel keine abstrakte Mittellinie ist, sondern ein fester Körper mit Schultern und Ausnehmungen. Sie weiß, dass die Matrize eine Höhe hat. Sie weiß, dass deine Hinteranschlagsfinger eine Dicke und Befestigungsschrauben haben. Wenn die Software eine Biegeserie ausführt, berechnet sie das überstrichene Volumen – den Raum, den das Teil einnimmt, wenn es sich um den Matrizradius dreht – und prüft dies gegen jede modellierte Komponente.
Wenn sich zwei Festkörper in der Simulation schneiden, stoppt das Programm.
Das ist eine Kerbe weniger in deinem Werkzeug. Eine gesprungene Matrize weniger. Ein Nachmittag weniger, an dem du dem Chef erklären musst, warum der neue segmentierte Stempel eine mondsichelförmige Narbe hat.
Aber seien wir ehrlich zu uns selbst: Auch gute 3D‑Kollisionserkennung hat blinde Flecken. Rückfederungsschwankungen können eine simulierte 92°‑Biegung zu einer realen 94° machen und verändern, wie eine Lasche beim nächsten Biegen freikommt. Manche Versuche haben gezeigt, dass ein Teil der “optimalen” simulierten Sequenzen auf dem Hallenboden trotzdem angepasst werden musste, weil sich das Materialverhalten außerhalb des Modells bewegte. Die Physik liest dein Softwarehandbuch nicht.
Was trennt also Marketinganimation von echter Schutzfunktion?
Kalibrierung. Präzise Werkzeugbibliotheken. Verifizierte Maschinengeometrie. Und eine Steuerung, die sich weigert, eine Sequenz auszuführen, die modellierte Grenzen verletzt – statt dich höflich zu warnen und trotzdem weiterzulaufen.
Jede Kollision, die in 3D erkannt wird, ist ein Teil, das dir die Lektion aus Stahl nicht mehr beibringen musste.
Und sobald du akzeptierst, dass Simulation der Gerichtssaal ist, in dem dein Prozess beurteilt wird, bevor Metall berührt wird, wird die nächste Frage schärfer: Welche Steuerungsfamilien setzen dieses Urteil tatsächlich durch – und welche zeigen es nur in glänzenden Farbverläufen an?
Eine Werkstatt in Indiana, mit der ich gearbeitet habe, hatte zwei Bremsen nebeneinander: eine mit einer DA‑52S und die andere aufgerüstet zu einer DA‑66T mit vollständigem 3D und Offline‑Programmierung. Dasselbe Edelstahlteil in 10‑Gage, dasselbe Werkzeugregal. Die 52S‑Maschine fertigte ihr erstes Teil in zwölf Minuten – eine Testbiegung, Anpassung der Biegelänge, los geht’s. Die 66T‑Maschine hatte dagegen noch kein Metall berührt; sie importierte gerade die STEP‑Datei und prüfte Werkzeugfreiräume in der Simulation.
Zum Mittag stellten beide gute Teile her.
Am Ende der Woche hatte nur eine den Schrottbehälter gefüttert.
Der Unterschied war nicht die Größe des Touchscreens oder die glänzenden Farbverläufe. Es ging darum, ob die Steuerung eine Biegefolge zulässt, die ihr eigenes Kollisionsmodell verletzt. Bei der 66T gilt: wenn die simulierte Lasche den Stempelhalter schneidet, läuft das Programm einfach nicht. Bei der 52S konnte der Bediener es immer noch “langsam versuchen”. Durchsetzung versus Visualisierung – das ist die Linie, die entscheidet, wo der Fehler beim ersten Biegen entsteht.
Wo genau in der Hierarchie taucht diese Linie also tatsächlich auf?
Beginnen wir mit der DA‑52S. Sie ist eine 2D‑grafische Steuerung – solide, verlässlich und ein gewaltiger Fortschritt gegenüber dem Raten per SPS. Man gibt Schenkellängen, Winkel, Material, Werkzeuge ein. Sie berechnet die Hubtiefe und die Positionen des Hinteranschlags. Für flache Winkel und einfache Profile ist sie schnell. Ich habe Werkstätten gesehen, die die Mehrkosten gegenüber Basissteuerungen in vier bis sechs Monaten allein durch weniger Einrichtungsabfall und geringere Abhängigkeit von einem Hauptfertiger, der jede Achsbewegung eintippt, wieder eingespielt haben.
Wenn man den ganzen Tag Teile mit zwei Ebenen biegt, hält die 52S den Ausschussbehälter schlank.
Aber wenn man sie zu Kästen mit Rückschenkeln, Bördelsequenzen oder Teilen mit einem Versatz unter sechsfacher Materialdicke treibt, ist der Bediener wieder die Kollisionsmaschine. Die 52S modelliert keine Volumenkonturen in 3D. Sie zeigt nicht, wie sich der geformte Schenkel am Maschinenrahmen vorbeibewegt. Man ist zurück beim “Luftbiegen und Beobachten”, nur mit besserer Berechnung.
Die DA‑58T liegt in der Mitte. Touchscreen, etwas 3D‑Visualisierung, grundlegende Offline‑Fähigkeit. Sie ist die Brücke für Werkstätten, die in höhere Variantenvielfalt einsteigen wollen, ohne vollständig in CAD‑getriebene Arbeitsabläufe einzutauchen. Man erhält bessere Sequenzübersicht und ein gewisses räumliches Bewusstsein, aber die Integrationstiefe variiert je nach Konfiguration. Sie kann simulieren, ja. Ob sie dies konsequent durchsetzt, hängt von Kalibrierung und Disziplin bei der Einrichtung ab.
Dann die DA‑66T. Vollständige 3D‑Umgebung. Werkzeuge als Volumenkörper modelliert. Maschinenrahmen abgebildet. Kollisionserkennung über Volumenschwenk. Offline‑Programmierung mit CAD‑Importen verknüpft. Wenn sie korrekt in Betrieb genommen wurde – und das ist ein großes Wenn – verweigert sie Abläufe, die ihre geometrischen Regeln verletzen. Das ist der Punkt, an dem Simulation als Wächter agiert, nicht nur als Empfehlung.
Hier kommt der Realitätscheck bei Über‑Spezifikation: Wenn 80 Prozent des Umsatzes aus einfachen Haltewinkeln unter 24 Zoll Länge stammen, schafft die 66T nicht automatisch eine Kapitalrendite. Man wird mehr Zeit mit der Pflege der Werkzeugbibliotheken verbringen, als man durch vermiedene Kollisionen einspart. Die 52S kann sich als die bessere Wahl erweisen – nicht weil sie technisch überlegen ist, sondern weil man keine digitale Tiefe bezahlt, die man nie betritt.
3D rechnet sich, wenn die räumliche Komplexität wöchentlich die menschliche Intuition überfordert, nicht nur einmal im Quartal.
Was passiert also, wenn Delem eine saubere Leiter von Standardzuverlässigkeit bis hin zu erzwungener 3D‑Disziplin bietet – und man die Markenfamilie verlässt?
Ich war in Betrieben mit ESA‑Steuerungen, bei denen der Integrator die Abkantpresse in eine größere Zelle eingebunden hatte – Laser, Paneelbiegemaschine, Roboterbe‑ und entladung. Die Steuerung simulierte nicht nur einen Biegevorgang; sie war Teil einer Choreographie. Offene Architektur – also zugängliche APIs und flexible Kommunikationsprotokolle – ermöglichten dem Integrator, Daten aus der vorgelagerten Verschachtelung und nachgelagerten Qualitätsverfolgung zu verknüpfen.
Diese Flexibilität ist leistungsstark.
Sie erfordert jedoch auch Kompetenz. Offene Systeme können Regeln erzwingen, aber nur, wenn jemand sie korrekt erstellt. Ich habe wunderschön integrierte ESA‑Setups gesehen, bei denen die Presse ein Programm ablehnte, wenn die Werkzeug‑ID aus der Datenbank nicht mit dem tatsächlich eingespannten Werkzeug übereinstimmte. Ich habe aber auch “offene” Systeme gesehen, bei denen die Durchsetzung abgeschaltet wurde, weil sie den Produktionsanlauf verzögerte. Offenheit wirkt in beide Richtungen.
Cybelec neigt zu intuitiver Bedienung – klare Grafiken, einfache Programmierung. In Werkstätten mit hoher Mitarbeiterfluktuation, wo Bediener zwischen Maschinen wechseln, zählt das. Wenn es drei Monate dauert, einer Steuerung zu vertrauen, hat man bereits Durchsatz verloren. Eine intuitive Benutzeroberfläche reduziert bedienungsbedingten Ausschuss einfach deshalb, weil weniger Tasten falsch interpretiert werden. Aber Intuition allein garantiert nicht, dass der Controller eine fehlerhafte Sequenz blockiert. “CNC” auf dem Typenschild – als ob das Etikett allein Präzision garantierte – bedeutet nichts, wenn die Maschine jeden eingegebenen Code ausführt.
Delems Stärke lag schon immer in der Konsistenz seiner Durchsetzungslogik innerhalb des eigenen Ökosystems. Sobald die Werkzeugbibliothek, Maschinenparameter und Materialdaten eingestellt sind, verhält sich die Steuerung von Modell zu Modell vorhersehbar. Diese standardisierte Zuverlässigkeit ist Gold wert für Werkstätten, die keinen eigenen Steuerungstechniker haben, der die Integrationen überwacht.
Die Entscheidung wird daher praktisch: Braucht man offene Architektur, weil man eine vernetzte Fertigungszelle aufbaut, oder eine Steuerung, der ein geschulter Bediener vertrauen kann, ohne bei jeder Änderungsfreigabe die IT anzurufen?
Und genau dieses Änderungsproblem ist der Punkt, an dem der Ausschussbehälter wieder wie ein Gerichtssaal wirkt.
| Aspekt | ESA | Cybelec | Delem |
|---|---|---|---|
| Kernpositionierung | Offene Architektur für Integratoren | Intuitive Benutzeroberfläche für Geschäfte mit hoher Fluktuation | Konsistente Durchsetzung innerhalb seines Ökosystems |
| Integrationsfähigkeit | Zugängliche APIs und flexible Kommunikationsprotokolle; einfache Verbindung zu vorgelagerten Nesting- und nachgelagerten Qualitätssystemen | Stärker auf eigenständige Benutzerfreundlichkeit als auf tiefe Integration fokussiert | Starke Ökosystemintegration mit standardisierter Logik über alle Modelle hinweg |
| Typischer Anwendungsfall | Verbundene Fertigungszellen (Laser, Paneelbiegemaschine, Roboterbeladung) | Werkstätten mit wechselnden Bedienern und hoher Fluktuation | Werkstätten ohne interne Steuerungsingenieure, die vorhersehbares Verhalten benötigen |
| Stärke | Hohe Flexibilität; unterstützt komplexe Choreografien mit mehreren Maschinen | Klare Grafiken und einfache Programmierung; reduziert Bedienerverwirrung | Zuverlässiges, konsistentes Verhalten, sobald Werkzeuge und Parameter konfiguriert sind |
| Risiko / Einschränkung | Erfordert hohe Kompetenz; Regeln werden nur durchgesetzt, wenn sie richtig konfiguriert sind; Durchsetzung kann während der Inbetriebnahme deaktiviert sein | Intuitive Benutzeroberfläche verhindert nicht automatisch fehlerhafte Abläufe; CNC-Label allein garantiert keine Präzision | Weniger Schwerpunkt auf offener Anpassung im Vergleich zu vollständig offenen Systemen |
| Ausschussvermeidung | Kann Programme ablehnen, wenn Werkzeug-/Datenbankabweichungen korrekt erzwungen werden | Reduziert vom Bediener verursachten Ausschuss durch Benutzerfreundlichkeit | Vorhersehbare Durchsetzungslogik reduziert Fehler über alle Maschinen hinweg |
| Best-Fit-Entscheidungstreiber | Bedarf an offener, vernetzter Architektur | Bedarf an schneller Bedienerakzeptanz und minimaler Schulungszeit | Bedarf an stabiler, standardisierter Leistung ohne ständige IT-Beteiligung |
Stellen Sie sich Folgendes vor: Der Laser schneidet Revision F eines Teils um 9 Uhr morgens. Die Abkantpresse, die mit lokal gespeicherten Offline-Programmen arbeitet, lädt Revision D, weil niemand den Ordner aktualisiert hat. Die Simulation war perfekt. Das Kollisionsmodell war genau. Die Biegungen sind falsch.
Drei Stunden später zählen Sie 10‑Gauge-Edelstahl im Ausschussbehälter.
Ohne vernetztes Versionsmanagement – das heißt, die Presse ruft die aktuelle, freigegebene Datei von einem zentralen Server oder aus dem ERP-System ab – schützt selbst die beste 3D-Durchsetzung die falsche Geometrie. Basis-CNC-Speicherung löst das nicht. Sie speichert nur den gestrigen Fehler etwas ordentlicher.
Ich habe gesehen, wie Werkstätten in Indiana den Ausschuss erst merklich reduzierten, nachdem sie Laser-CAM, Offline-Programmierung der Presse und ERP miteinander verbunden hatten, sodass Teilenummern, Revisionen und Biegeprogramme synchronisiert waren. Generische 3D-Simulation allein behob keine Schnitt-zu-Biegung-Ausreißer. Integration tat es. Die Presse würde ein Programm kennzeichnen, wenn die Revisions-ID nicht mit dem freigegebenen Arbeitsauftrag übereinstimmte. Das ist Durchsetzung auf Prozessebene, nicht nur auf Maschinenebene.
Hier ist die unbequeme Frage: Kann Ihre aktuelle Maschine überhaupt diese Art von Konnektivität unterstützen, oder schrauben Sie moderne Software auf Hardware, die das nicht einhalten kann?
Denn wenn das digitale Modell sagt, der Hinteranschlag sollte innerhalb von ±0,1 mm treffen, aber Ihr Achsfeedback driftet über eine Schicht um das Doppelte, kann keine Steuerungsfamilie Sie retten. Jetzt wählen Sie nicht zwischen 52S und 66T. Sie wählen zwischen Leben mit Grenzen oder der Konfrontation mit der Nachrüstrealität.
Und hier hört die Hierarchiediskussion auf, sich um Funktionen zu drehen, und beginnt, sich darum zu drehen, ob Ihr Eisen bereit ist, von der Software, die Sie darauf montieren, zur Verantwortung gezogen zu werden.
Sie können Ihre Abkantpresse mit dem ERP verbinden, saubere CAD-Daten einspeisen, Revisionen sperren und trotzdem zusehen, wie der Stößel die Tiefe um vier Tausendstel verfehlt, weil das Öl warm ist und die Ventile müde sind.
Das ist jetzt die Frage auf der Werkbank: Ist Ihr Eisen tatsächlich in der Lage, die digitalen Versprechen einzuhalten, für die Sie gerade bezahlt haben?
Ich habe moderne PC-basierte Steuerungen an Pacific-J‑Series-Rahmen montiert, die älter sind als einige der Bediener, die sie betreiben. Gussstücke aus den 1960er Jahren. Originalzylinder. Mit richtigen Proportional- oder Servoventilen und frischem Feedback haben wir Stößelwiederholgenauigkeiten im Zehntelbereich erreicht. Keine Theorie. Teile, gemessen an 10‑Gauge-Edelstahl mit einem Mikrometer, nicht mit einer Marketingbroschüre. Dem Rahmen war sein Geburtszertifikat egal; er kümmerte sich um Ölkontrolle und Positionsrückmeldung.
Aber ich habe auch gesehen, wie Werkstätten einen glänzenden neuen 3D-Controller auf eine Presse mit schwammiger Hydraulik setzten und das “aufgerüstet” nannten. Der Bildschirm war scharf. Die Zykluslogik war schnell. Die Hydraulikaggregate reagierten immer noch, als würden sie erst darüber nachdenken. Befehl, Pause, Drift, Korrektur. Diese Verzögerung erscheint nicht in der Simulation. Sie erscheint im Ausschussbehälter.
Software kann Rückfederung auf drei Dezimalstellen genau vorhersagen. Sie kann abgenutzte Dichtungen nicht versteifen.
Die Falle ist also nicht “alte Maschine gleich schlecht”. Es ist die Annahme, dass Code Öl überholen kann.
Moderne Steuerungen senden Korrektursignale in Millisekunden. Sie erwarten proportionale Ventile, die ebenso schnell reagieren, und lineare Positionssensoren, die Wahrheit melden – keine Durchschnittswerte, geglättet durch mechanisches Spiel. Wenn Ihr Y1- und Y2-Feedback von müden Linearmaßstäben mit Rauschen stammt, rät die Steuerung zwischen den Messpunkten. Schnelles Gehirn. Langsame Nerven.
Hier ist ein einfacher Test in der Werkstatt. Geben Sie einen 0,020-Zoll-Schritt bei niedriger Geschwindigkeit vor und beobachten Sie die tatsächliche Positionskurve. Bewegt sie sich sauber und stoppt präzise, oder kriecht sie, überschwingt und beruhigt sich erst? Diese Beruhigungszeit ist mechanische Verzögerung. Jede Millisekunde davon frisst die Präzision auf, die Ihre Simulation als sofortig annahm.
Manche Retrofits sind erfolgreich, weil sie dieses Problem direkt angehen. Neue Servoventile in Qualitätsausführung. Frische Dichtungen. Kalibrierte Maßstäbe. Plötzlich verhält sich die alte Pacific, als würde sie moderne Sprache verstehen. Das Eisen war nie der Engpass; die Fluidsteuerung war es.
Und manchmal trifft das Gegenteil zu.
Wenn die Hydraulikeinheit bei schneller Modulation keinen stabilen Druck halten kann, verstärken Hochgeschwindigkeits-Korrekturschleifen nur die Instabilität. Die Steuerung jagt einem sich bewegenden Ziel hinterher, und es entsteht eine Schwingung am unteren Totpunkt. Die Software tat genau das, was ihr gesagt wurde. Das Öl konnte nicht mithalten. Wer steht vor Gericht, wenn der Winkel über eine Serie um ein halbes Grad abdriftet?
Stellen Sie sich vor, Sie installieren eine Steuerung, die die Biegetiefe auf ±0,01 mm berechnet, während die tatsächliche Wiederholgenauigkeit Ihrer Maschine bei ±0,08 mm über eine warme Schicht schwankt. Auf dem Papier haben Sie die Fähigkeit verachtfacht. Auf dem Hallenboden hat sich nichts geändert – außer den Erwartungen.
Diese Lücke ist teuer.
Bediener beginnen, Materialfaktoren anzupassen, um “inkonsistente Winkel” zu beheben. Sie verändern Tonnagetabellen. Sie fügen Unterlegscheiben hinzu. Das digitale Modell driftet von der physischen Realität weg, und der nächste Auftrag wird zum Experiment. Sie dachten, Sie hätten den Fehler beim ersten Biegevorgang in die Simulation verlegt. In Wahrheit haben Sie ihn zurück ins Blech verlagert – nur eleganter verpackt.
Ich habe Berichte über Effizienzsteigerungen gesehen, die allein durch Simulation erreicht wurden, deren Zuwächse jedoch stagnierten, weil die hydraulische Reaktionszeit die Engstelle für die Steuer-Schleife bildete. Kein Softwarefehler. Eine Systemgrenze. Sie können das Gehirn überdimensionieren, so viel Sie wollen – wenn der Arm sich wie ein Traktor bewegt, pflügen Sie trotzdem.
Der Schrottbehälter kümmert sich nicht darum, wie fortschrittlich die Benutzeroberfläche aussieht.
Hier wird Stolz teuer.
Wenn Ihr Rahmen gerade ist, Ihre Zylinder in gutem Zustand sind und die Maschine moderne Ventile und Rückmeldungen aufnehmen kann, kann ein durchdachtes Retrofit ein “begrenztes Produktions”-Relikt in ein diszipliniertes Anlagegut verwandeln. Ich habe Rahmen aus den 1940er-Jahren gesehen, die sich auf komplexen Teilen bezahlt gemacht haben, weil Steuerungssystem und Hydraulik auf denselben Standard gebracht wurden. Nicht glamourös. Aber profitabel.
Doch wenn die Pumpe unterdimensioniert ist, die Verteiler eingeschränkt und Ersatzteile eine Schatzsuche, stapeln Sie Präzisionssoftware auf ein mechanisches Fundament, das niemals für diese Genauigkeit ausgelegt war. Irgendwann übersteigen die Kosten, Stabilität zu erzwingen, die Kosten für neues Eisen, das von Anfang an mit geschlossener Hydraulik gebaut wurde.
Hier ist der Überdimensionierungs-Realitätscheck: Versuchen Sie, Wiederholgenauigkeit auf Luft- und Raumfahrt-Niveau aus einer Bremse herauszuholen, die meist einfache Stahlwinkel mit ±1° Toleranz biegt?
Die kluge Entscheidung lautet nicht “immer nachrüsten” oder “immer ersetzen”. Es geht darum, die digitale Disziplin, die Sie anstreben, mit der mechanischen Disziplin zu vergleichen, die Ihre Maschine physikalisch leisten kann. Messen Sie Wiederholgenauigkeit kalt und warm. Prüfen Sie Ventilreaktionszeiten. Überprüfen Sie die Rückmeldeauflösung. Entscheiden Sie dann, ob Sie ein System aufrüsten – oder eine Begrenzung schmücken.
Denn die eigentliche Rendite hängt immer noch von Folgendem ab: Verlegt Ihr Aufbau den Fehler beim ersten Biegevorgang in Pixel – oder füttert er weiterhin das Gericht am Ende der Halle?
Sie haben den Stößel um 0,020 Zoll bewegt und die Spur beobachtet. Sie haben gesehen, ob das Öl zuhört oder widerspricht. Gut. Jetzt lautet die eigentliche Frage nicht: “Kann meine Maschine einen Hochleistungs-Controller betreiben?” sondern: “Wird dieser Controller tatsächlich Erstbiegefehler bei den Teilen reduzieren, die ich jede Woche fertige?”
Denn Steuerungslogik bewährt sich nur, wenn sie zu Ihrem Teilemix passt.
Eine Werkstatt, die vor dem Mittag zehn verschiedene Halterungen biegt, hat ein anderes Fehlermuster als eine Werkstatt, die die ganze Woche über 400 identische Paneele läuft. In der ersten entstehen Fehler durch Verwirrung beim Einrichten, falsche Werkzeuge in falschen Stationen, falsch sequenzierte Biegungen. In der zweiten entstehen sie durch Drift, Ermüdung und Menschliche Abkürzungen. Gleiche Abkantpresse. Unterschiedliches Urteil im Ausschussbehälter.
Das Rahmenwerk ist also einfach, aber nicht offensichtlich: Bewerten Sie Software, indem Sie fragen, wo Ihre Erstbiegefehler entstehen – bei Komplexität oder Wiederholung – und ob die Steuerungslogik, die Sie kaufen, genau diesen Ursprung direkt angreift. Nicht, ob sie mehr Tasten hat. Nicht, ob sie glänzende Farbverläufe bietet. Sondern ob sie Ihr spezifisches Risiko aus dem Stahl in die Simulation verlagert.
Welche Art von Werkstatt sind Sie wirklich?
Wenn Ihre Arbeitsaufträge wie ein gemischter Kartenstapel aussehen – kurze Serien, Konstruktionsänderungen, fünf Materialien vor Mittag – dann ist Ihr Feind die Rüst-Entropie.
In dieser Welt liegt das Geld nicht darin, 0,3 Sekunden vom Zyklus abzuschneiden. Es liegt im Eliminieren der 20-minütigen Pause, während ein Bediener über die Werkzeugreihenfolge diskutiert oder – schlimmer – es in 10-Gauge-Edelstahl ausprobiert, weil die Simulation nicht zur tatsächlichen Werkzeugbibliothek passte. Dort entsteht der Erstbiegefehler: in der Fehlanpassung zwischen digitalen Werkzeugdaten, realen Werkzeugen und Logik der Biegegenfolgen.
Deshalb prüfen Sie den Controller in drei Punkten:
Wenn einer dieser Punkte nicht stimmt, ist die “virtuelle” erste Biegung Fiktion. Sie debuggen immer noch auf dem Werkstattboden – nur mit einem schöneren Vorspiel.
Hier ist der Reality-Check gegen Überausstattung: Zahlen Sie für 7-Achsen-Robotik-Integration, obwohl Ihr eigentliches Problem inkonsistente Werkzeugdateneingabe ist?
In Umgebungen mit hohem Mix ist die richtige Steuerung diejenige, die Rüstentscheidungen in eine verifizierte digitale Probe zusammenführt. Der ROI zeigt sich in weniger Opferblechen und weniger Bedienerdebatten. Der Ausschussbehälter wird leiser, nicht weil die Maschine schneller ist, sondern weil Verwirrung den Weg zum Stahl nicht findet.
Aber was, wenn Ihre Werkstatt nicht im Chaos lebt?
Ich bin in Werkstätten gekommen, die dasselbe Gehäusepaneel sechs Monate lang am Stück laufen. Gleiche 12 Biegungen. Gleiches Material. Gleicher Bediener.
Setzen Sie in dieser Zelle einen hochwertigen, mehrachsigen, vollständig simulierten Controller ein, und Sie werden vielleicht keinen Cent gewinnen. Vielleicht verlieren Sie sogar einen.
Warum? Weil, sobald das Programm bewiesen ist, Ihre Erstbiege-Fehlerrate bereits nahe null liegt. Das Risiko besteht nicht in der Sequenzierung oder Kollision. Es geht um die Beständigkeit über die Zeit. Hydraulische Stabilität. Wiederholgenauigkeit des Hinteranschlags. Disziplin des Bedieners.
In diesem Fall kann eine solide, einfachere CNC – sogar eine gut programmierte NC mit digitalen Anzeigen und gespeicherten Programmen – Komplexität übertreffen. Weniger Ebenen. Weniger Schulungsaufwand. Weniger Möglichkeiten, sich zu verklicken. Der Bediener wird zur Feinjustierschleife.
Dieser JSTMT-Vergleich, der herumgeistert, über 30–60-minütige Rüstzeiten bei einfachen NC-Steuerungen? Das ist in Betrieben mit häufigen Änderungen real. Aber in einer echten Serienumgebung, in der die Einrichtung einmal erfolgt und wochenlang läuft, amortisieren sich diese Kosten zu nichts. Der “schnellere Programmier”-Vorteil fortschrittlicher Systeme wird nie genutzt.
Hier kommt die unangenehme Frage: Versuchen Sie, Raffinesse zu kaufen, um ein Problem zu lösen, das Sie gar nicht haben?
Wenn sich Ihre Serienarbeit selten ändert und die Toleranzen großzügig sind, könnte der Schrottbehälter sich mehr um die Hydraulikwartung kümmern als um die 3D-Simulation. In diesem Fall kann das Aufdrängen fortgeschrittener Steuerungslogik auf einen stabilen, sich wiederholenden Prozess neue Fehlerquellen einführen – Softwarekomplexität, wo früher menschliches Muskelgedächtnis felsenfest war.
Wie vermeiden Sie es also, zu raten, zu welchem Lager Sie gehören, bevor Sie eine Bestellung unterschreiben?
Hier hören Sie auf, sich Featurelisten anzusehen, und beginnen, Tests durchzuführen.
Erste Frage: “Zeigen Sie mir, wie Ihre Simulation meine echten Werkzeugdaten verwendet – nicht Ihre Demobibliothek.”
Wenn sie Ihre tatsächlichen Stempel-/Matrizenspezifikationen nicht importieren und kollisionsfreie Sequenzen bei einem Ihrer schwierigsten Teile nachweisen können, verlagern Sie den Erstbiegefehler nicht in Pixel. Sie inszenieren eine Probe mit Requisiten, die Ihnen nicht gehören.
Zweite Frage: “Angesichts der gemessenen Wiederholgenauigkeit meiner Maschine – kalt und heiß – wie kompensiert Ihre Steuerung das?”
Sie haben bereits den Tippbetriebstest durchgeführt. Sie kennen Ihre ±-Abweichung. Wenn der Anbieter nicht erklären kann, wie seine Korrekturschleife innerhalb dieser mechanischen Grenze funktioniert, spezifizieren Sie das Gehirn erneut über. Code kann Öl nicht überholen.
Dritte Frage: “Wie würde diese Steuerung bei meinen fünf häufigsten wiederkehrenden Teilen konkret den Ausschuss im Vergleich zu dem, was ich heute fahre, reduzieren?”
Lassen Sie sie durch Ihre tatsächliche Mischung gehen: ein hochkomplexer Auftrag, eine Standardserie, ein toleranzkritisches Teil. Wenn die Antwort vage ist – mehr Achsen, schnellerer Prozessor, bessere Benutzeroberfläche – hören Sie Marketing. Wenn die Antwort konkret ist – weniger Probenbiegevorgänge, automatische Kronungseinstellung an die Materialdatei gekoppelt, verifizierte Anschlagfreiheit – hören Sie Mechanik.
Das eine, was Sie mitnehmen sollten, ist Folgendes: Bewerten Sie die Steuerungslogik dort, wo Ihre Erstbiegefehler entstehen, nicht anhand ihrer Funktionsliste.
Das ist nicht offensichtlich, weil die Branche Sie darauf trainiert, Bildschirme und Spezifikationen zu vergleichen. Aber der Schrottbehälter bewertet keine Bildschirme. Er beurteilt, ob das erste Teil von der Abkantpresse eine Lektion war – oder ein Keeper.
Und sobald Sie so denken, hört jede Softwareentscheidung auf, um Leistungsfähigkeit zu gehen, und beginnt, um ein Urteil zu gehen.


















