

Il venditore passò il dito su uno schermo touchscreen da 19 pollici come se stesse presentando un nuovo pickup. Icone grandi. Gradienti lucidi. “CNC completo”, disse.
Due settimane dopo, vidi un pannello in acciaio inox da 10 gauge scivolare nel cestino dei rottami perché il riscontro posteriore e il punzone non erano mai realmente d’accordo su dove dovessero incontrarsi.
È quello lo spazio che voglio che tu fissi.
Entra in abbastanza officine e lo sentirai: “È CNC. Siamo a posto.” Come se l’etichetta di per sé garantisse la precisione.
Ma ho visto numeri medi di utilizzo della pressa piegatrice aggirarsi intorno a 12.9%, mentre le officine del quartile superiore superano 34%. Stesse macchine. Stessa classe di tonnellaggio. La differenza non è il colore dell’interfaccia. È se la logica di controllo previene effettivamente il fallimento della prima piega — o aspetta educatamente che accada sul pavimento dell’officina.
Un touchscreen non ti impedisce di buttare via l’acciaio inox da 10 gauge. Lo fa la logica di controllo.
Allora cosa si nasconde dietro quegli adesivi “compatibili CNC”?
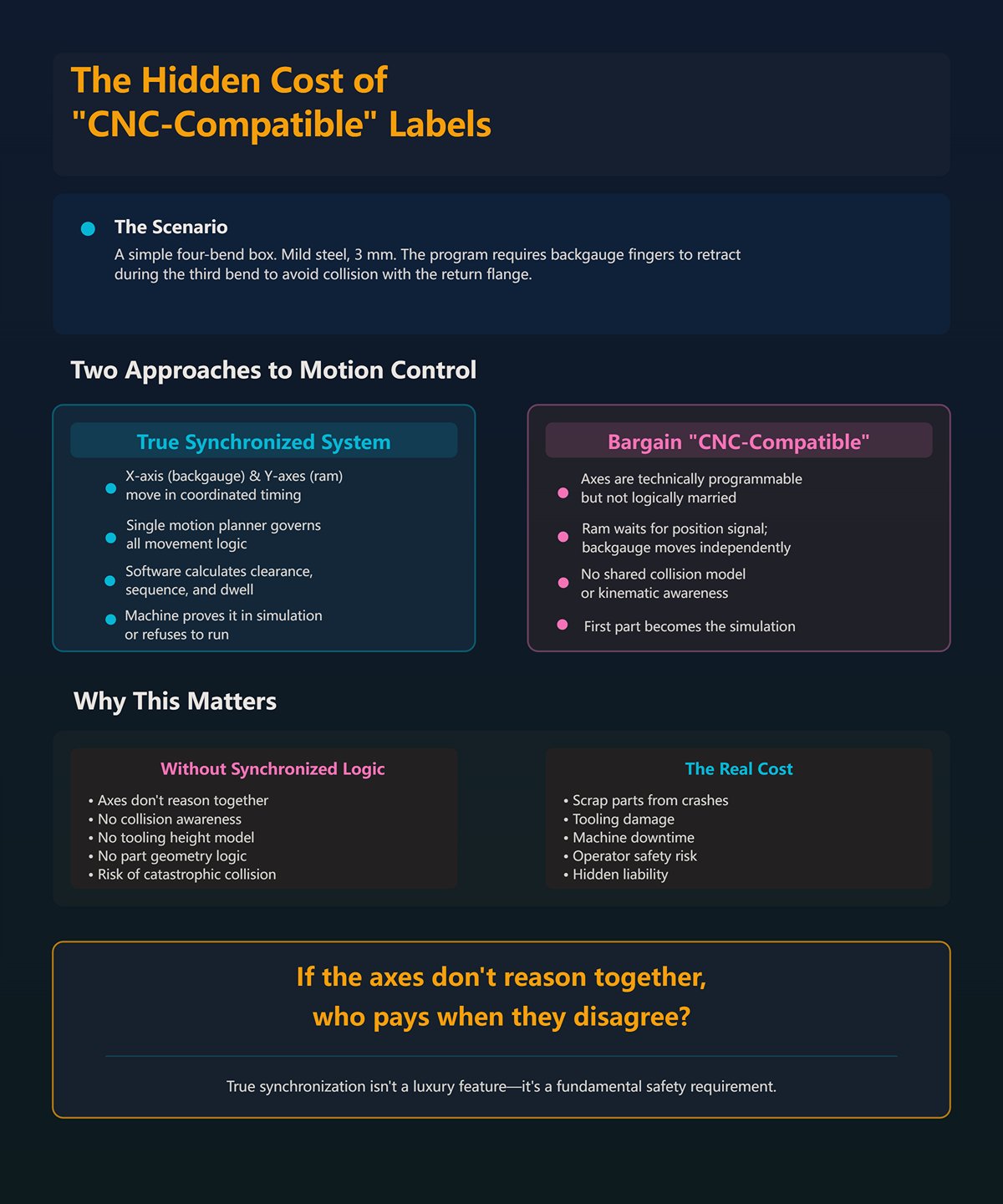
Immagina una semplice scatola con quattro pieghe. Niente di esotico. Acciaio dolce, 3 mm. Il programma prevede che le dita del riscontro posteriore si ritirino durante la terza piega per evitare la collisione con la flangia di ritorno.
In un sistema veramente sincronizzato, l’asse X (riscontro posteriore) e gli assi Y (cilindri del punzone) si muovono con tempi coordinati, governati da un unico pianificatore di movimento. Il software calcola distanza di sicurezza, sequenza e tempo di mantenimento prima che il punzone si muova. La macchina lo verifica in simulazione — o si rifiuta di avviare il ciclo.
Su un controller “compatibile CNC” economico, gli assi sono tecnicamente programmabili, ma non logicamente collegati. Il punzone aspetta un segnale di posizione. Il riscontro posteriore si muove secondo il proprio set di istruzioni. Nessun modello di collisione condiviso. Nessuna consapevolezza cinematica dell’altezza degli utensili o della geometria del pezzo.
Il risultato? Il primo pezzo diventa la simulazione.
Se gli assi non ragionano insieme, chi paga quando non sono d’accordo?

Una volta ho cronometrato un setup su un controller a basso costo: 18 minuti dal disegno al primo pezzo accettabile. Sette pieghe di prova. Tre correzioni d’angolo. Due spostamenti del riscontro posteriore misurati con il metro, non con la sonda.
Ora applica tutto ciò al lavoro a lotti brevi — 25 pezzi qui, 40 là. Quelle “piccole” correzioni si accumulano. Regolazioni manuali dell’angolo. Reinserimento delle deduzioni di piega perché il controller non può compensare il recupero elastico del materiale a meno che l’operatore non lo indovini. Ogni correzione è una piccola palata nel cestino dei rottami.
I produttori adorano citare una capacità di posizionamento di ±0,1°. Bene. Il servocomando può raggiungere quel valore tutto il giorno. Ma se il software non tiene conto della variazione del materiale, della deformazione dell’utensile o dell’errore dipendente dalla sequenza, quella precisione teorica non arriva mai al pezzo.
Economico non è il prezzo d’acquisto. Economico è programmare sul materiale reale.
Il che porta alla tassa silenziosa che la maggior parte delle officine accetta come normale.

In troppe officine, il primo foglio prelevato dal pallet è sacrificabile. Tutti lo sanno. Nessuno lo mette a budget.
I controllori di base non dispongono di una simulazione offline robusta né di una vera rilevazione delle collisioni. Quindi l’operatore diventa l’interprete tra il disegno e la macchina, regolando la profondità a incrementi di 0,1 mm, spostando le posizioni del registro posteriore “a sensazione”, riordinando le pieghe dopo che un bordo si è scontrato con il portapunzoni.
Non è maestria artigianale. È ricerca e sviluppo non retribuita.
I sistemi integrati laser-pressa piegatrice possono simulare l’intero processo prima che venga tagliato un solo foglio, intercettando conflitti di sequenza a monte. Soprattutto nella produzione personalizzata ad alta variabilità, quella simulazione è il luogo in cui deve avvenire il fallimento. Ma quando il software si ferma a “posizionamento CNC” e non modella mai la reale cinematica della macchina, non hai spostato nulla. Hai solo digitalizzato le congetture.
Ecco il cambiamento cognitivo che voglio farti compiere: smetti di chiederti quanti pulsanti abbia il controllore e inizia a chiederti dove avverrà il primo errore — su uno schermo luminoso o su una lamiera di acciaio inox $200.
Perché una volta che lo vedi, la domanda successiva non riguarda affatto gli schermi.
Riguarda il modo in cui il software governa ogni asse in movimento.
Qualche mese fa mi trovavo dietro una pressa piegatrice a sei assi che stava lavorando acciaio dolce da 4 mm. Sulla carta, era una bestia: Y1, Y2, X, R, Z1, Z2. Dita indipendenti. Bombatura programmabile. La brochure sembrava la scheda tecnica di un jet da combattimento.
Il primo pezzo era comunque ruotato di 0,8° lungo la sua larghezza.
Abbiamo messo un comparatore. Y1 anticipava Y2 di un soffio durante l’avvicinamento — non abbastanza da generare un allarme, ma sufficiente a falsare la piega. Il registro posteriore aveva raggiunto la sua posizione X, ma R non si era ancora completamente stabilizzato prima che il martinetto si impegnasse. Ciascun asse, preso singolarmente, era “entro tolleranza”. Insieme, erano fuori verità.
Questa è la disconnessione. I limiti meccanici sono dettati meno dall’acciaio e dall’idraulica che dalla logica che li coordina. Se il tuo controllore tratta gli assi come compiti separati anziché come un unico piano di movimento coordinato, non stai facendo funzionare una piegatrice di precisione. Stai conducendo una costosa macchina delle supposizioni che si muove con grande precisione nella sequenza sbagliata.
Ed è così che il fallimento alla prima piega si insinua oltre i bei gradienti della grafica fino al bidone degli scarti.
Tutti si ossessionano per la sincronizzazione Y1/Y2 — e fanno bene. L’asse Y è il martinetto. Senza un controllo stabile e ripetibile del martinetto, nient’altro conta. Un asse è la pressa piegatrice minima “viabile”.
Ma osserva la formazione di un pezzo reale. L’asse X imposta la profondità della flangia. L’asse R imposta l’altezza delle dita rispetto alla matrice. Z1/Z2 spaziano le dita per sostenere la lamiera. Ora aggiungi una flangia di ritorno che richiede uno spazio libero alla terza piega.
Su un controllore correttamente integrato, quegli assi non si limitano a “raggiungere” le posizioni. Il pianificatore di movimento calcola un percorso temporizzato: X si ritrae di 40 mm mentre Y si solleva oltre una finestra di sicurezza; R si sposta di 12 mm per mantenere il supporto mentre il materiale ruota; le dita Z si riposizionano tra le pieghe solo dopo che il martinetto ha superato una soglia definita. Tutto è governato da un modello cinematico condiviso dell’altezza degli utensili, della larghezza della matrice e della geometria del pezzo.
La prevenzione delle collisioni non è un cicalino che urla dopo l’impatto. È codice che codifica i limiti fisici — profondità della gola, lunghezza del punzone, geometria delle dita — e si rifiuta di eseguire una sequenza che li violi.
Ora immagina un controllore generico in cui gli assi attendono semplici segnali di posizione. X raggiunge la coordinata. Y si muove. Nessuna consapevolezza che la flangia stia per colpire il portapunzoni, perché il software non modella affatto quel portapunzoni. Il primo foglio diventa la sonda di verifica delle distanze.
Ecco la domanda eccessivamente tecnica che nessuno ama: se il tuo software non può dimostrare la coreografia degli assi in simulazione, che senso ha aggiungere dita Z indipendenti? Più assi significano solo più punti di guasto, a meno che la logica non li leghi in un’unica mente.
E questo ci porta alla parte che il software o indovina — o conosce.
Una volta ho piegato una lunghezza di 1200 mm di acciaio inox da 10 gauge con una compensazione di bombatura impostata a sensazione. Al primo colpo il centro è rimasto aperto di 1,5°. Abbiamo aggiunto uno spessore. Il secondo colpo ha sovracompensato. Il terzo era abbastanza vicino da poterlo spedire.
Tre pezzi di prova persi.
La compensazione della bombatura esiste perché il montante e il piano di lavoro si flettono sotto carico. Quella flessione non è uniforme; dipende dalla distribuzione della tonnellata lungo la lunghezza. Il software avanzato non ti permette solo di impostare un numero. Calcola la deflessione prevista in base alla lunghezza della piega, alla resistenza a trazione del materiale, all’apertura della matrice e all’angolo obiettivo, poi comanda una curva di bombatura calcolata prima che il montante tocchi il metallo.
Stessa storia con il ritorno elastico. L’acciaio dolce a 250 MPa si comporta diversamente dall’inox a 600 MPa. Una vera libreria dei materiali memorizza la resistenza a trazione, il rapporto di snervamento e i fattori empirici di deduzione di piega. Quando richiami l’acciaio inox 304 da 3 mm, il controller regola la profondità di penetrazione per ottenere 90°, sapendo che quel materiale si rilassa più dell’A36.
Software di base? Chiede all’operatore di “regolare la correzione dell’angolo”. Un modo gentile per dire: piegalo e guarda.
La differenza si vede da dove nasce il primo errore. Con una libreria dei materiali calibrata e una bombatura dinamica, la correzione avviene nella matematica. Senza di essa, la correzione avviene sul foglio di lamiera.
Ma ecco il problema che la maggior parte dei venditori trascura: quel gemello digitale è onesto solo quanto la tua calibrazione. Se la tua tabella delle tonnellate è sbagliata o i cilindri di bombatura si spostano, la simulazione mente con sicurezza. Allora, come decidi cosa regola realmente la ripetibilità?
Ho visto riscontri posteriori pubblicizzati con una ripetibilità di ±0,02 mm. Numero bellissimo. inciso al laser. ”Come se l’etichetta stessa garantisse la precisione.”
Poi l’officina esegue pieghe con offset ravvicinati distanziati meno di sei volte lo spessore del materiale — diciamo materiale da 3 mm con offset da 12 mm. La pressione idraulica aumenta in modo irregolare lungo il piano di lavoro. Il montante rallenta per mantenere la pressione di ritorno. Il tempo dell’asse Y si sposta leggermente sotto carico.
Il riscontro posteriore può raggiungere il suo segno tutto il giorno. Se la sequenza del programma non tiene conto della dinamica della pressione e dell’ordine delle pieghe, l’angolo comunque deriva.
La ripetibilità è il risultato di un sistema, non una specifica di un componente.
La logica di programmazione determina la sequenza delle pieghe per minimizzare l’errore cumulativo. Decide se formare prima le flange interne per stabilizzare il grezzo, se suddividere una piega lunga in colpi graduali per controllare la flessione, se riposizionare le dita Z per sostenere la distribuzione del peso prima di una piega critica. Queste decisioni influenzano la coerenza angolare più di quanto conti se la vite a sfera del riscontro sia rettificata o laminata.
Quindi, quando qualcuno si vanta di sette assi controllati, faccio una domanda: il controller li sincronizza sotto carico, con dati materiali reali, e verifica la sequenza prima che il montante scenda?
Perché, se non può, i limiti fisici della macchina non sono determinati da acciaio e idraulica.
Sono determinati dal primo errore che scopri dopo che il punzone tocca il metallo.
E quell’errore avrebbe dovuto morire in simulazione.
Vuoi una prova concreta che un controllore offra una ripetibilità sincronizzata e comprovata dalla simulazione?
Chiedigli di fallire prima di te.
Non sulla macchina. In ufficio. In un modello digitale che conosce la lunghezza del tuo punzone, le spalle della matrice, la profondità della gola, le dita del registro posteriore e l’acciaio inox da 3 mm che giuri si comporti “più o meno come l’ultima volta”. Se il software non riesce a prevedere una collisione, un problema di spazio o una sequenza di pieghe impossibile prima che il carro scenda, allora tutta quella logica di assi integrati di cui abbiamo appena parlato viene comunque convalidata alla vecchia maniera: sacrificando una lamiera nel cestino degli scarti.
Questo è il guasto della prima piega. Ogni lavoro ne ha uno. L’unica domanda è dove si trova.
Le simulazioni 2D e 3D non riguardano gli schermi belli. Riguardano lo spostamento di quel guasto a monte, dove gli errori costano elettricità e caffè invece di acciaio inox da 10 gauge e un portapunzone ammaccato. Il ROI non è nel numero di pulsanti. È nel decidere se la tua prima mossa sbagliata avviene nei pixel o nell’acciaio.
Quindi, quando il 2D smette di essere sufficiente?
Uno schermo piatto non può mostrarti la profondità.
Per staffe semplici — due pieghe, un cambio di piano — la programmazione 2D alla console funziona bene. Inserisci le lunghezze delle flange, scegli una matrice, segui l’ordine di piega suggerito dal controllore e, se la tua libreria materiali è accurata, ti avvicini molto al primo colpo. La geometria è prevedibile. Lo spazio di manovra è ovvio. Il cervello dell’operatore riempie la dimensione mancante.
Ma aggiungi tre flange di ritorno attorno a una scatola, un offset inferiore a sei volte lo spessore del materiale, e improvvisamente il gioco di spazi non è più intuitivo. In 2D, il controllore mostra una vista di profilo di ogni piega, una alla volta. Ciò che non mostra chiaramente è come la flangia già formata si muove nello spazio durante la piega successiva, come passa sotto il portapunzone, quanto si avvicina alla gola della macchina. L’operatore diventa il motore delle collisioni.
Va bene — finché non va più bene.
Ho visto persone competenti “piegare a vuoto e osservare” come metodo principale di verifica. Rallentano il carro, tengono un dito sullo stop e lasciano che la prima lamiera funzioni da sonda. A volte individuano l’interferenza in tempo. A volte lucidano una scanalatura su un punzone $600. Il cestino degli scarti non si cura se l’errore deriva da calcoli errati o da una visualizzazione mancante.
Il 2D diventa un collo di bottiglia nel momento in cui il ragionamento spaziale supera ciò che una persona può simulare in sicurezza nella propria testa.
E gli stabilimenti con alta varietà lo incontrano quotidianamente.
Ecco la matematica semplice su cui nessuno discute: se la pressa piega, sta guadagnando. Se aspetta che qualcuno programmi un pezzo complesso alla console, non lo fa.
La programmazione offline sposta il lavoro geometrico — importazione, appiattimento, sequenziamento delle pieghe, selezione degli utensili — su una postazione di lavoro. La pressa continua a eseguire il lavoro di ieri mentre il problema di domani viene risolto nella simulazione collegata al CAD. Quando funziona, i cambi di produzione passano da “dammi un’ora” a “carica il programma, carica gli utensili, avvia”.”
Questo è vero ROI.
Ho visto stabilimenti ottenere circa un terzo di produttività in più nel lavoro ad alta varietà e piccoli lotti una volta ottimizzata l’OLP. La parola chiave è ottimizzata. Se il tuo CAD comunica bene con il software della pressa, se la tua libreria di utensili corrisponde alla realtà, se il tuo post-processore genera codice che il controllore comprende veramente, allora sì — il guasto della prima piega avviene in ufficio.
Ma ecco la domanda da super‑specifica: stai costruendo un gemello digitale che la tua macchina non può onorare fisicamente?
Aggiorna un vecchio freno idraulico con feedback d’asse impreciso e aspettati una validazione 3D offline rigorosa, e potresti spostare l’errore invece di eliminarlo. Ora in ufficio dicono che la sequenza è sicura, ma il ritardo d’asse o la risposta di pressione incoerente della macchina reale raccontano un’altra storia. Ho visto lacune d’integrazione raddoppiare i tempi di setup perché i programmi richiedevano modifiche manuali alla console. In quei casi, la promessa di una “simulazione senza rischi” finisce silenziosamente per riempire il cassone degli scarti in un altro modo.
L’OLP ripaga quando il modello digitale e il freno fisico parlano la stessa lingua.
Altrimenti, hai solo spostato le supposizioni su una sedia più comoda.
La vera simulazione 3D mappa volumi, non linee.
Sa che il punzone non è una linea centrale astratta ma un corpo solido con spalle e scarichi. Sa che la matrice ha un’altezza. Sa che le dita del riscontro posteriore hanno spessore e bulloni di montaggio. Quando il software esegue una sequenza di piega, calcola il volume spazzato — lo spazio che il pezzo occupa ruotando attorno al raggio della matrice — e lo confronta con ogni componente modellato.
Se due solidi si intersecano nella simulazione, il programma si ferma.
È un’incisione in meno nel tuo utensile. Una matrice incrinata in meno. Un pomeriggio in meno a spiegare al capo perché il nuovo punzone segmentato ha una cicatrice a mezzaluna.
Ma non prendiamoci in giro. Anche un buon rilevamento collide 3D ha punti ciechi. La variazione di ritorno elastico può far diventare un simulato 92° un 94° reale, modificando il modo in cui una flangia si libera nella piega successiva. Alcune prove hanno mostrato che una parte delle sequenze simulate “ottimali” richiedeva comunque regolazioni sul campo perché il comportamento del materiale è uscito dal modello. La fisica non legge il manuale del tuo software.
Allora cosa distingue un’animazione di marketing da una protezione reale?
Calibrazione. Librerie utensili accurate. Geometria macchina verificata. E un controllore che rifiuta di eseguire una sequenza che viola i limiti modellati, invece di avvisarti educatamente e partire comunque.
Ogni collisione rilevata in 3D è un pezzo che non ha dovuto insegnarti la lezione sull’acciaio.
E una volta che accetti che la simulazione è l’aula di tribunale dove il tuo processo viene giudicato prima che il metallo venga toccato, la domanda successiva diventa più tagliente: quali famiglie di controlli applicano davvero quel verdetto — e quali si limitano a mostrarlo con gradienti lucidi?
Un’officina dell’Indiana con cui ho lavorato aveva due freni affiancati: uno con un DA‑52S, l’altro aggiornato a un DA‑66T con piena funzionalità 3D e programmazione offline. Stesso lavoro in acciaio inox di spessore 10‑gauge, stesso set di utensili. La macchina 52S ha realizzato il primo pezzo in dodici minuti — una piega di prova, una correzione del raggio di piega, via. La macchina 66T non aveva ancora toccato il metallo; stava ancora importando il file STEP e verificando le interferenze utensili in simulazione.
A pranzo, entrambe producevano pezzi buoni.
Alla fine della settimana, solo una aveva alimentato il cassone degli scarti.
La differenza non era la dimensione del touchscreen o quei gradienti lucidi. Era se il controllore permetteva o meno una sequenza di piega che violava il proprio modello di collisione. Sul 66T, se la flangia simulata intersecava il supporto del punzone, il programma semplicemente non partiva. Sul 52S, l’operatore poteva ancora “provare piano”. Applicazione contro visualizzazione. È quella la linea che decide dove vive il fallimento della prima piega.
Quindi, dove appare davvero quella linea nella gerarchia?
Inizia con il DA‑52S. È un controllo grafico 2D — solido, prevedibile e un enorme passo avanti rispetto al tentativo di indovinare con un PLC. Inserisci lunghezze delle flange, angoli, materiale, utensili. Calcola la profondità della corsa e le posizioni del registro posteriore. Per staffe piane e canali semplici, è veloce. Ho visto officine recuperare il costo aggiuntivo rispetto ai controlli di base in quattro o sei mesi solo grazie alla riduzione degli scarti di setup e alla minore dipendenza da un unico capofabbricatore che inserisce manualmente ogni movimento degli assi.
Se pieghi pezzi a due piani tutto il giorno, il 52S mantiene il contenitore degli scarti leggero.
Ma spingilo su forme a scatola con flange di ritorno, sequenze di accoppiamento o pezzi in cui un offset è inferiore a sei volte lo spessore del materiale, e ora l’operatore torna a essere il motore di rilevamento collisioni. Il 52S non modella volumi spazzati in 3D. Non mostra come quella gamba formata si muove oltre la gola. Torni al “piegare in aria e osservare”, solo con una matematica migliore.
Il DA‑58T si colloca nel mezzo. Schermo tattile, una certa visualizzazione 3D, capacità di programmazione offline di base. È il ponte per le officine che passano a una maggiore varietà senza immergersi completamente nei flussi di lavoro guidati dal CAD. Ottieni una sequenza più chiara e una certa consapevolezza spaziale, ma la profondità dell’integrazione varia in base alla configurazione. Può simulare, sì. Se però applica davvero le regole dipende da calibrazione e disciplina di setup.
Poi il DA‑66T. Ambiente completamente 3D. Utensili modellati come solidi. Struttura macchina modellata. Rilevamento collisioni per volumi spazzati. Programmazione offline collegata alle importazioni CAD. Quando è correttamente messo in servizio — e questo è un grande “se” — rifiuta di eseguire sequenze che violano le sue regole geometriche. È qui che la simulazione inizia ad agire come un guardiano invece che come un suggerimento.
Ecco un controllo realistico dell’eccesso di specifica: se l’80 percento del tuo fatturato proviene da staffe semplici lunghe meno di 24 pollici, il 66T non creerà magicamente un ritorno sull’investimento. Passerai più tempo a mantenere le librerie degli utensili di quanto ne risparmierai evitando collisioni. Il 52S può batterlo — non perché sia migliore, ma perché non paghi per una profondità digitale in cui non entri mai.
Il 3D si ripaga quando la complessità spaziale supera l’intuizione umana su base settimanale, non una volta a trimestre.
Quindi se Delem offre una scala ben definita dalla standard affidabilità alla disciplina 3D imposta, cosa succede quando esci da quella famiglia di marchi?
Sono entrato in stabilimenti che utilizzavano controlli ESA dove l’integratore aveva collegato la pressa piegatrice a una cella più ampia — laser, piegatrice a pannelli, robot di carico. Il controllo non stava solo simulando una piegatura; faceva parte di una coreografia. L’architettura aperta — ovvero API accessibili e protocolli di comunicazione flessibili — permetteva all’integratore di collegare i dati di nidificazione a monte e il tracciamento della qualità a valle.
Quella flessibilità è potente.
Richiede anche competenza. I sistemi aperti possono applicare regole, ma solo se qualcuno le costruisce correttamente. Ho visto configurazioni ESA splendidamente integrate dove la pressa rifiutava un programma se l’ID dell’utensile dal database non corrispondeva all’utensile fisico bloccato in posizione. Ho anche visto sistemi “aperti” dove l’applicazione delle regole era disattivata perché rallentava la produzione durante il collaudo. L’apertura taglia da entrambi i lati.
Cybelec tende a privilegiare un funzionamento intuitivo — grafica chiara, programmazione diretta. Nelle officine ad alto turnover dove gli operatori ruotano tra le macchine, questo è importante. Se servono tre mesi per fidarsi di un controllo, hai già perso produttività. Un’interfaccia intuitiva riduce gli scarti dovuti all’operatore semplicemente perché vengono premuti meno pulsanti sbagliati. Ma l’intuizione da sola non garantisce che il controllore blocchi una sequenza errata. “CNC” sul badge — come se l’etichetta da sola garantisse precisione — non significa nulla se la macchina esegue qualsiasi codice le venga fornito.
Il punto di forza di Delem è da tempo la coerenza nella logica di applicazione delle regole all’interno del suo ecosistema. Una volta impostate correttamente la libreria degli utensili, i parametri macchina e i dati dei materiali, il controllore si comporta in modo prevedibile da un modello all’altro. Questa affidabilità standard è oro per le officine che non hanno un ingegnere di controllo interno a supervisionare le integrazioni.
Quindi la scelta diventa pratica: hai bisogno di un’architettura aperta perché stai costruendo una cella di produzione connessa, oppure di un controllo che un operatore formato possa usare con fiducia senza chiamare l’IT ogni volta che cambia una revisione?
Ed è proprio questo problema di revisione che fa sì che il contenitore degli scarti torni a comportarsi come un’aula di tribunale.
| Aspetto | ESA | Cybelec | I sistemi |
|---|---|---|---|
| Posizionamento principale | Architettura aperta per integratori | Interfaccia utente intuitiva per officine ad alto turnover | Applicazione coerente all'interno del proprio ecosistema |
| Capacità di integrazione | API accessibili e protocolli di comunicazione flessibili; connessione semplice con i sistemi di nesting a monte e di qualità a valle | Più focalizzato sull'usabilità autonoma che sull'integrazione profonda | Forte integrazione dell'ecosistema con logica standardizzata tra i modelli |
| Caso d'uso tipico | Celle di produzione connesse (laser, piegatrice per pannelli, carico robot) | Officine con operatori a rotazione e alto turnover | Officine senza ingegneri di controllo interni che necessitano di un comportamento prevedibile |
| Punto di forza | Alta flessibilità; supporta coreografie complesse e multi-macchina | Grafica chiara e programmazione diretta; riduce la confusione dell'operatore | Comportamento affidabile e coerente una volta configurati utensili e parametri |
| Rischio / Limitazione | Richiede alta competenza; le regole vengono applicate solo se configurate correttamente; l'applicazione può essere disattivata durante la messa in servizio | L'interfaccia intuitiva non impedisce automaticamente sequenze errate; l'etichetta CNC da sola non garantisce precisione | Minore enfasi sulla personalizzazione aperta rispetto ai sistemi completamente aperti |
| Prevenzione degli scarti | Può rifiutare i programmi se le incongruenze tra utensili/database sono applicate correttamente | Riduce gli scarti causati dall’operatore grazie alla facilità d’uso | La logica di applicazione prevedibile riduce gli errori tra le macchine |
| Motore Decisionale di Miglior Adattamento | Necessità di un’architettura aperta e connessa | Necessità di un rapido adattamento dell’operatore e di tempi di formazione minimi | Necessità di prestazioni stabili e standardizzate senza il coinvolgimento costante dell’IT |
Immagina questo: il laser taglia la Revisione F di un pezzo alle 9 del mattino. La pressa piegatrice, eseguendo programmi offline memorizzati localmente, carica la Revisione D perché nessuno ha aggiornato la cartella. La simulazione era perfetta. Il modello di collisione era accurato. Le pieghe sono sbagliate.
Tre ore dopo, stai contando acciaio inox calibro 10 nel bidone degli scarti.
Senza controllo di versione in rete — cioè senza che la piegatrice prelevi il file approvato corrente da un server centrale o da un sistema ERP — anche la migliore protezione 3D applica la geometria sbagliata. La memoria CNC di base non risolve questo problema. Conserva semplicemente l’errore di ieri in modo più ordinato.
Ho visto officine in Indiana ridurre visibilmente gli scarti solo dopo aver collegato insieme la programmazione laser CAM, quella offline della piegatrice e l’ERP, in modo che numeri di parte, revisioni e programmi di piegatura fossero sincronizzati. La semplice simulazione 3D generica non ha risolto le incongruenze tra taglio e piegatura. L’integrazione sì. La piegatrice segnalava un programma se l’ID di revisione non corrispondeva al viaggiatore di lavoro rilasciato. È questo il controllo a livello di processo, non solo a livello di macchina.
Ecco la domanda scomoda: la tua macchina attuale è in grado di supportare quel livello di connettività, oppure stai adattando software moderni su un hardware che non può rispettarlo?
Perché se il modello digitale dice che il riscontro posteriore dovrebbe colpire entro ±0,1 mm ma il feedback dell’asse deriva del doppio nel corso di un turno, nessuna famiglia di controlli può salvarti. Non stai scegliendo tra 52S e 66T. Stai scegliendo tra convivere con i limiti o affrontare la realtà del retrofit.
Ed è qui che la discussione sulla gerarchia smette di riguardare le funzioni e inizia a riguardare il fatto se la tua macchina sia pronta a essere resa responsabile dal software che le hai installato.
Puoi collegare la tua pressa piegatrice all’ERP, fornirle file CAD puliti, bloccare le revisioni e continuare a vedere il pistone mancare la profondità di quattro millesimi perché l’olio è caldo e le valvole sono usurate.
È questa la domanda che ora giace sul banco: la tua macchina è davvero in grado di mantenere le promesse digitali per cui hai appena pagato?
Ho installato controlli moderni basati su PC su telai Pacific J‑Series più vecchi di alcuni degli operatori che li utilizzano. Fusioni degli anni ’60. Cilindri originali. Con valvole proporzionali o servo adeguate e un feedback aggiornato, abbiamo mantenuto la ripetibilità del pistone nei decimi. Non teoria. Pezzi misurati in acciaio inox calibro 10 con un micrometro, non con una brochure di marketing. Il telaio non si curava del suo certificato di nascita; gli interessava solo il controllo dell’olio e il feedback di posizione.
Ma ho anche visto officine montare un nuovo controller 3D lucido su una piegatrice con idraulica spugnosa e chiamarla “aggiornata”. Lo schermo era nitido. La logica di ciclo era veloce. L’unità di potenza idraulica reagiva ancora come se ci stesse pensando. Comando, pausa, deriva, correzione. Quel ritardo non appare nella simulazione. Appare nel bidone degli scarti.
Il software può prevedere il ritorno elastico con una precisione di tre decimali. Non può irrigidire le guarnizioni usurate.
Quindi la trappola non è “macchina vecchia uguale cattiva.” È pensare che il codice possa superare l’olio.
I controllori moderni inviano segnali di correzione in millisecondi. Si aspettano valvole proporzionali che rispondano altrettanto rapidamente e sensori di posizione lineare che riportino la verità, non medie smussate dal gioco meccanico. Se i tuoi feedback Y1 e Y2 provengono da righe lineari usurate e rumorose, il controllo deve indovinare tra un campione e l’altro. Cervello veloce. Nervi lenti.
Ecco un semplice test da officina. Comanda un avanzamento di 0,020 pollici a bassa velocità e osserva la traccia della posizione effettiva. Si muove in modo pulito e si ferma netto, o scivola, supera e poi si stabilizza? Quel tempo di assestamento è ritardo meccanico. Ogni millisecondo di esso erode la precisione che la tua simulazione dava per istantanea.
Alcuni retrofit hanno successo perché affrontano questo problema direttamente. Nuove valvole di qualità servo. Guarnizioni nuove. Scale calibrate. Improvvisamente il vecchio Pacific si comporta come se capisse il linguaggio moderno. Il ferro non era mai stato il collo di bottiglia; lo era il controllo del fluido.
E a volte è vero il contrario.
Se l’unità idraulica non riesce a mantenere una pressione stabile durante una modulazione rapida, i cicli di correzione ad alta velocità amplificano solo l’instabilità. Il controllore continua a inseguire un bersaglio in movimento, e si genera un’oscillazione sul fondo corsa. Il software ha fatto esattamente ciò che gli era stato detto. L’olio non è riuscito a stare al passo. Chi è sotto processo quando l’angolo devia di mezzo grado tra un lotto e l’altro?
Immagina di installare un controllore che calcola la profondità di piega a ±0,01 mm mentre la ripetibilità reale della tua macchina oscilla a ±0,08 mm durante un turno caldo. Sulla carta, hai migliorato la capacità di otto volte. In officina, non è cambiato nulla tranne le aspettative.
Quel divario costa caro.
Gli operatori iniziano a modificare i fattori del materiale per “correggere” gli angoli incoerenti. Aumentano le tabelle di tonnellaggio. Aggiungono spessori. Il modello digitale si allontana dalla realtà fisica, e il lavoro successivo diventa l’esperimento. Pensavi di aver spostato il fallimento della prima piega nella simulazione. In silenzio, lo hai riportato sull’acciaio, solo meglio vestito.
Ho visto guadagni di efficienza riportati dalla sola simulazione raggiungere un plateau perché il tempo di risposta idraulico limitava quanto strettamente si poteva chiudere l’anello di controllo. Non un difetto del software. Un limite di sistema. Puoi sovradimensionare il cervello quanto vuoi, ma se il braccio si muove come un trattore, arerai comunque.
Il contenitore per gli scarti non si cura di quanto sia avanzata l’interfaccia utente.
Qui è dove l’orgoglio diventa costoso.
Se il telaio è dritto, i cilindri sono in buone condizioni e la macchina può accettare valvole e feedback moderni, un retrofit ben pensato può trasformare un cimelio da “produzione limitata” in una risorsa disciplinata. Ho visto telai degli anni ’40 guadagnarsi da vivere su pezzi complessi perché il sistema di controllo e l’idraulica erano stati aggiornati allo stesso livello. Non glamour. Redditizio.
Ma se la pompa è sottodimensionata, i collettori sono restrittivi e i pezzi di ricambio sono una caccia al tesoro, stai impilando software di precisione su una base meccanica che non è mai stata progettata per quel livello di rigore. A un certo punto, il costo di inseguire la stabilità supera il costo di un nuovo telaio costruito fin dall’inizio con idraulica a ciclo chiuso.
Ecco il controllo di realtà da sovraspecifica: stai cercando di ottenere una ripetibilità di livello aerospaziale da una pressa che per lo più piega staffe in acciaio dolce con una tolleranza di ±1°?
La mossa intelligente non è “sempre fare retrofit” o “sempre sostituire.” È allineare la disciplina digitale che desideri con la disciplina meccanica che la tua macchina può fisicamente fornire. Misura la ripetibilità a freddo e a caldo. Verifica i tempi di risposta delle valvole. Controlla la risoluzione del feedback. Poi decidi se stai aggiornando un sistema — o decorando un limite.
Perché il vero ROI si riduce ancora a questo: il tuo setup sposta il fallimento della prima piega nei pixel, o continua a nutrire l’aula di tribunale in fondo al corridoio?
Hai spostato il martinetto di 0,020 pollici e osservato la traccia. Hai visto se l’olio obbedisce o discute. Bene. Ora la vera domanda non è “La mia macchina può usare un controllore ad alte prestazioni?” ma “Quel controllore ridurrà davvero i fallimenti della prima piega per il tipo di pezzi che realizzo ogni settimana?”
Perché la logica di controllo si ripaga solo quando è abbinata al tuo mix di pezzi.
Un’officina che piega dieci staffe diverse prima di pranzo ha un modello di errore diverso da un’officina che produce 400 pannelli identici per tutta la settimana. Nella prima, gli errori derivano da confusione nelle impostazioni, utensili sbagliati nelle stazioni sbagliate, pieghe fuori sequenza. Nella seconda, derivano da deriva, fatica e scorciatoie umane. Stessa piegatrice. Verdetto diverso nel cestino degli scarti.
Quindi il quadro è semplice, ma non ovvio: valuta il software chiedendoti dove nascono i fallimenti della prima piega — nella complessità o nella ripetizione — e se la logica di controllo che stai acquistando attacca direttamente quel punto d’origine. Non se ha più pulsanti. Non se ha gradienti lucidi. Ma se sposta il tuo rischio specifico nella simulazione invece che nell’acciaio.
Che tipo di officina sei, davvero?
Se i tuoi ordini di produzione sembrano un mazzo di carte mescolato — produzioni brevi, revisioni ingegneristiche, cinque materiali prima di mezzogiorno — allora il tuo nemico è l’entropia del setup.
In quel mondo, il denaro non si trova nel risparmiare 0,3 secondi sul tempo ciclo. È nel eliminare la pausa di 20 minuti mentre un operatore decide l’ordine degli utensili o, peggio, lo verifica su acciaio inox da 10 gauge perché la simulazione non corrisponde alla libreria utensili reale. È lì che nasce il fallimento della prima piega: nella disallineazione tra utensili digitali, utensili reali e logica di sequenza delle pieghe.
Quindi si verifica il controllore su tre aspetti:
Se uno qualsiasi di questi punti è vago, la “prima piega virtuale” è una finzione. Stai ancora eseguendo il debug sul pavimento — solo con un preludio più elegante.
Ecco il controllo di realtà contro la specifica eccessiva: stai pagando per un’integrazione robotica a 7 assi quando il tuo vero problema è l’inserimento incoerente dei dati degli utensili?
Negli ambienti ad alto mix, il controllore giusto è quello che comprime le decisioni di setup in una prova digitale verificata. Il ROI si manifesta in meno pezzi sacrificati e meno discussioni tra operatori. Il cestino degli scarti si riempie meno non perché la macchina è più veloce, ma perché la confusione non arriva mai all’acciaio.
Ma cosa succede se la tua officina non vive nel caos?
Sono entrato in officine che producono lo stesso pannello di contenitore per sei mesi di fila. Stesse 12 pieghe. Stesso materiale. Stesso operatore.
Inserisci un controllore di fascia alta, multi-asse, completamente simulato in quella cella e potresti non guadagnare un centesimo. Potresti perderlo.
Perché? Perché una volta che il programma è stato verificato, il tasso di guasto alla prima piegatura è già vicino allo zero. Il rischio non riguarda la sequenza o la collisione. È la coerenza nel tempo. Stabilità idraulica. Ripetibilità del riscontro posteriore. Disciplina dell’operatore.
In quel caso, un CNC solido e più semplice — anche un NC ben programmato con letture digitali e programmi memorizzati — può superare la complessità. Meno livelli. Meno formazione necessaria. Meno possibilità di cliccare nel posto sbagliato. L’operatore diventa l’anello di regolazione fine.
Quel confronto JSTMT che circola sui tempi di impostazione da 30 a 60 minuti sui controlli NC base? È reale nei reparti ad alta variazione. Ma in un vero ambiente di produzione in serie, dove l’impostazione avviene una volta e dura settimane, quel costo si ammortizza fino a diventare nulla. Il vantaggio della “programmazione più veloce” dei sistemi avanzati non viene mai esercitato.
Ecco la domanda scomoda: stai cercando di acquistare sofisticazione per risolvere un problema che in realtà non hai?
Se il tuo lavoro in serie cambia raramente e le tolleranze sono permissive, il contenitore degli scarti potrebbe preoccuparsi più della manutenzione idraulica che della simulazione 3D. In tal caso, introdurre una logica di controllo avanzata in un processo stabile e ripetitivo può creare nuovi punti di guasto — complessità software dove la memoria muscolare umana era solida come una roccia.
Quindi come eviti di indovinare in quale categoria ti trovi prima di firmare un ordine d’acquisto?
È qui che smetti di ascoltare l’elenco delle caratteristiche e inizi a eseguire test.
Prima domanda: “Mostratemi come la vostra simulazione utilizza i miei dati reali degli utensili — non la vostra libreria dimostrativa.”
Se non riescono a importare le specifiche effettive dei tuoi punzoni e matrici e a dimostrare una sequenza priva di collisioni su uno dei tuoi pezzi più complicati, non stai spostando il guasto alla prima piegatura nei pixel. Stai preparando una prova generale con attrezzi che non possiedi.
Seconda domanda: “Dato che la mia macchina ha una ripetibilità misurata — a freddo e a caldo — come si adatta il vostro controllo?”
Hai già eseguito la prova di avanzamento. Conosci la tua variazione ±. Se il fornitore non può spiegare come il suo ciclo di correzione funzioni entro quel limite meccanico, stai di nuovo sovraspecificando il cervello. Il codice non può superare l’olio.
Terza domanda: “Per i miei cinque pezzi ricorrenti principali, come ridurrebbe questo controllo gli scarti rispetto a ciò che uso oggi — nello specifico?”
Falli analizzare la tua produzione reale: un lavoro ad alta complessità, un lotto abituale, un pezzo sensibile alle tolleranze. Se la risposta è vaga — più assi, processore più veloce, interfaccia migliore — stai ascoltando marketing. Se la risposta è concreta — meno prove di piegatura, regolazione automatica della bombatura legata al file materiale, verifica della distanza del riscontro — stai ascoltando il meccanismo.
L’unica cosa da ricordare è questa: valuta la logica di controllo in base al luogo di origine dei tuoi guasti alla prima piegatura, non in base all’elenco delle sue caratteristiche.
Questo non è ovvio perché il settore ti abitua a confrontare schermi e specifiche. Ma il contenitore degli scarti non giudica gli schermi. Giudica se il primo pezzo uscito dalla pressa piegatrice è stato una lezione — o un successo.
E una volta che inizi a pensare in questo modo, ogni decisione software smette di riguardare la capacità e inizia a riguardare il verdetto.


















