

O vendedor passou o dedo por um ecrã tátil de 19 polegadas como se estivesse a revelar uma nova carrinha. Ícones grandes. Gradientes brilhantes. “CNC completo”, disse ele.
Duas semanas depois, vi um painel de aço inoxidável de calibre 10 deslizar para o contentor de sucata porque o batente traseiro e o êmbolo nunca concordaram realmente sobre onde deviam encontrar-se.
É para essa lacuna que quero que olhes.
Entra em oficinas suficientes e ouvirás isto: “É CNC. Estamos seguros.” Como se a etiqueta, por si só, garantisse precisão.
Mas já vi valores médios de utilização de quinadoras a rondar os 12,9%, enquanto as oficinas do primeiro quartil ultrapassam os 34%. As mesmas máquinas. A mesma classe de tonelagem. A diferença não está na cor do interface. Está em saber se a lógica de controlo realmente evita a falha na primeira dobra — ou se simplesmente espera educadamente que ela aconteça no chão de fábrica.
Um ecrã tátil não te impede de deitar fora aço inoxidável de calibre 10. A lógica de controlo impede.
Então, o que se esconde por trás desses autocolantes de “compatível com CNC”?
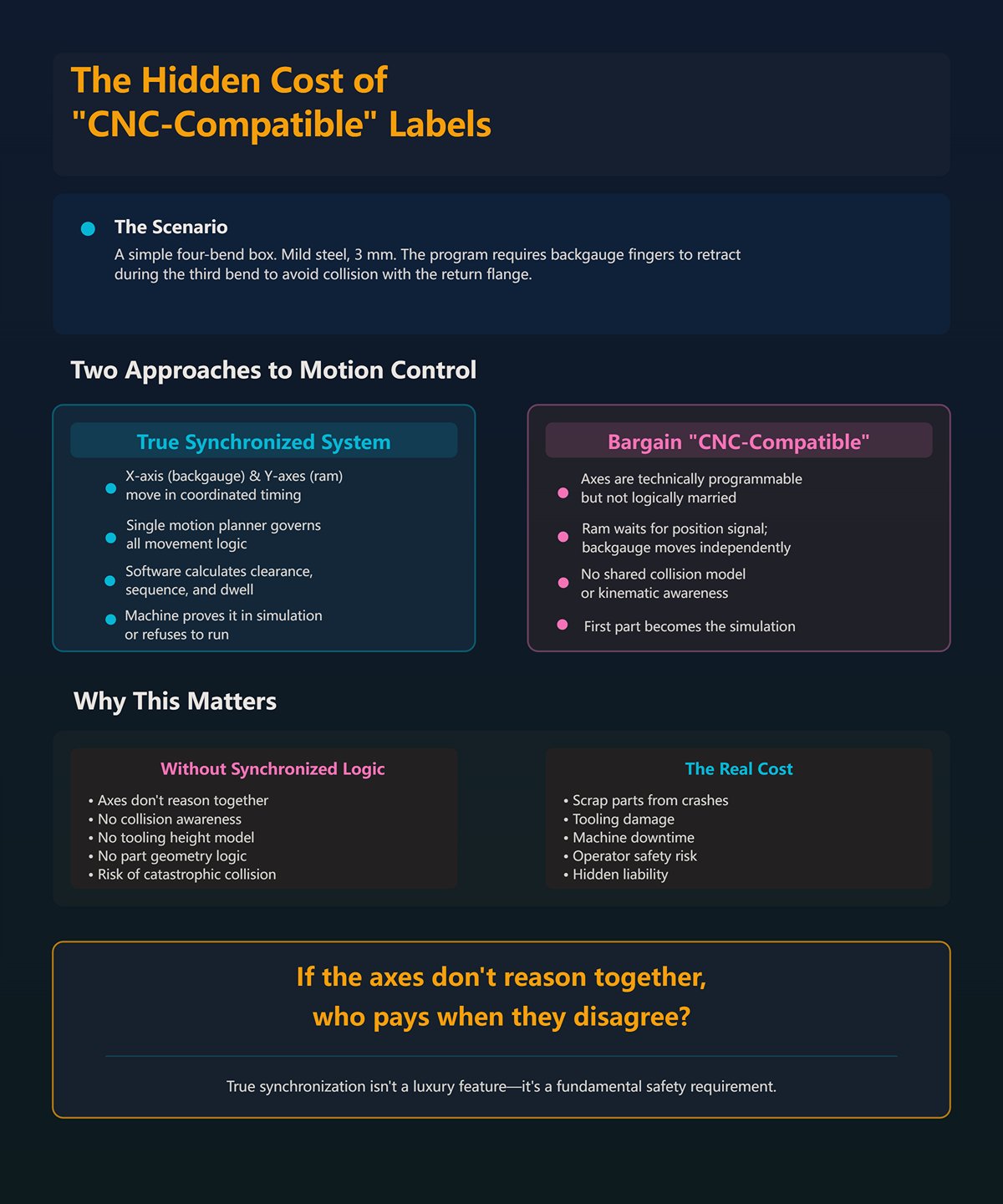
Imagina uma simples caixa com quatro dobras. Nada de exótico. Aço macio, 3 mm. O programa indica que os dedos do batente devem recuar durante a terceira dobra para evitar colisão com a flange de retorno.
Num sistema verdadeiramente sincronizado, o eixo X (batente) e os eixos Y (cilindros do êmbolo) movem-se em coordenação temporal, governados por um único planificador de movimento. O software calcula as folgas, a sequência e o tempo de pausa antes de o êmbolo se comprometer. A máquina ou prova isso em simulação — ou recusa-se a operar.
Num controlador “compatível com CNC” de baixo custo, os eixos são tecnicamente programáveis, mas não logicamente ligados. O êmbolo espera por um sinal de posição. O batente move-se segundo o seu próprio conjunto de instruções. Nenhum modelo de colisão partilhado. Nenhuma consciência cinemática da altura das ferramentas ou da geometria da peça.
O resultado? A primeira peça torna-se a simulação.
Se os eixos não raciocinarem em conjunto, quem paga quando eles discordam?

Certa vez cronometrei uma configuração num controlador económico: 18 minutos do desenho à primeira peça aceitável. Sete dobras de teste. Três correções de ângulo. Dois ajustes no batente medidos com uma fita métrica, não com uma sonda.
Agora aplica isso a trabalhos de curta duração — 25 peças aqui, 40 ali. Essas “pequenas” correções acumulam-se. Ajustes manuais de ângulo. Reintrodução das compensações de dobra porque o controlador não consegue compensar o retorno elástico do material, a menos que o operador o adivinhe corretamente. Cada correção é uma pequena concha lançada no contentor de sucata.
Os fabricantes adoram citar uma capacidade de posicionamento de ±0,1°. Tudo bem. O servo pode atingir esse valor o dia todo. Mas se o software não tiver em conta a variação do material, a deflexão da ferramenta ou o erro dependente da sequência, essa precisão teórica nunca se reflete na peça.
Barato não é o preço de compra. Barato é programar em material real.
O que nos leva à taxa silenciosa que a maioria das oficinas aceita como normal.

Em demasiadas oficinas, a primeira chapa retirada do palete é sacrificial. Todos o sabem. Ninguém a inclui no orçamento.
Os controladores básicos carecem de simulação offline robusta ou deteção real de colisões. Assim, o operador torna-se o intérprete entre o desenho e a máquina, ajustando a profundidade em incrementos de 0,1 mm, recuando as posições do batente pelo tato, reordenando as dobras depois de uma flange embater no suporte do punção.
Isso não é mestria. Isso é I&D não remunerada.
Os sistemas integrados de laser e quinadeira podem simular todo o processo antes de cortar uma única chapa, detetando conflitos de sequência logo a montante. Especialmente em trabalhos personalizados e de grande variedade, é nessa simulação que o erro deve ocorrer. Mas quando o software se limita ao “posicionamento CNC” e nunca modela a cinemática real da máquina, nada foi transformado. Apenas digitalizaste as suposições.
Eis a mudança cognitiva que quero que faças: deixa de perguntar quantos botões tem o controlador e começa a perguntar onde ocorrerá o primeiro erro — num ecrã luminoso ou numa chapa de inox $200.
Porque, uma vez que percebes isso, a próxima questão já não tem nada a ver com ecrãs.
Tem a ver com a forma como o software comanda cada eixo em movimento.
Há alguns meses estive atrás de uma quinadeira de seis eixos a dobrar aço macio de 4 mm. No papel, era uma máquina formidável: Y1, Y2, X, R, Z1, Z2. Dedos independentes. Compensação programável. O folheto parecia uma ficha técnica de um avião de combate.
A primeira peça ainda torceu 0,8° na largura.
Colocámos um medidor. O Y1 estava a adiantar-se ligeiramente em relação ao Y2 durante a aproximação — não o suficiente para gerar um alarme, apenas o bastante para enviesar a dobra. O batente atingiu a sua posição em X, mas o R ainda não se tinha estabilizado completamente antes de o êmbolo se comprometer com o movimento. Cada eixo, isoladamente, estava “dentro da tolerância”. Juntos, estavam fora da verdade.
Essa é a desconexão. Os limites mecânicos são ditados menos pelo aço e pela hidráulica do que pela lógica que os coreografa. Se o teu controlador trata os eixos como tarefas separadas em vez de um único plano de movimento coordenado, não estás a operar uma quinadeira de precisão. Estás a operar uma máquina de apostas cara, que se move com grande precisão na sequência errada.
E é assim que a falha na primeira dobra escapa aos degradês brilhantes e vai parar ao contentor de sucata.
Toda a gente se preocupa com a sincronização Y1/Y2 — e com razão. O eixo Y é o êmbolo. Sem controlo estável e repetível do êmbolo, nada mais importa. Um eixo é o mínimo para uma quinadeira viável.
Mas observa uma peça real a ser formada. O eixo X define a profundidade da flange. O eixo R ajusta a altura dos dedos em relação à matriz. Z1/Z2 espaçam os dedos para sustentar a chapa. Agora adiciona uma flange de retorno que precisa de folga na terceira dobra.
Num controlador devidamente integrado, esses eixos não “chegam” apenas às posições. O planeador de movimento calcula um percurso temporizado: X recua 40 mm enquanto Y sobe além da janela de segurança; R desloca-se 12 mm para manter o apoio à medida que o material roda; os dedos Z reposicionam-se entre as dobras apenas depois de o êmbolo ultrapassar um limite definido. Tudo isto regido por um modelo cinemático partilhado da altura das ferramentas, largura da matriz e geometria da peça.
A prevenção de colisões não é um alarme que grita após o contacto. É código que codifica limites físicos — profundidade da garganta, comprimento do punção, geometria dos dedos — e recusa-se a executar uma sequência que os viole.
Agora imagina um controlador genérico em que os eixos esperam por simples sinais de posição. X atinge a coordenada. Y move-se. Sem perceber que a flange está prestes a perfurar o suporte do punção porque o software nem sequer modela esse suporte em primeiro lugar. A primeira chapa torna-se a sonda de folga.
Aqui está a pergunta excessivamente específica que ninguém gosta: se o teu software não consegue provar a coreografia dos eixos em simulação, de que serve acrescentar dedos Z independentes? Mais eixos apenas multiplicam os pontos de falha, a menos que a lógica os una num só cérebro.
O que nos leva à parte que o software ou adivinha — ou sabe.
Certa vez, dobrei uma peça em aço inoxidável de 10 gauge e 1200 mm de comprimento, com o coroamento básico ajustado ao toque. A primeira dobra saiu 1,5° aberta no centro. Adicionámos uma calça. A segunda dobra sobrecompensou. A terceira ficou suficientemente boa para ser enviada.
Três peças de teste perdidas.
A compensação de coroamento existe porque o batente e a mesa sofrem deflexão sob carga. Essa deflexão não é uniforme; depende da distribuição da tonelagem ao longo do comprimento. Software avançado não se limita a permitir-te introduzir um número. Calcula a deflexão esperada com base no comprimento da dobra, resistência à tração do material, abertura da matriz e ângulo de destino, e depois comanda uma curva de coroamento calculada antes de o batente tocar no metal.
A mesma história com o retorno elástico. O aço macio a 250 MPa comporta-se de modo diferente do inoxidável a 600 MPa. Uma biblioteca de materiais real armazena a resistência à tração, a razão de escoamento e fatores empíricos de dedução de dobra. Quando selecionas aço inoxidável 304 de 3 mm, o controlo ajusta a profundidade de penetração para atingir 90°, sabendo que esse material relaxa mais do que o A36.
Software básico? Pede ao operador para “ajustar a correção do ângulo”. É uma forma educada de dizer: dobra e vê o que acontece.
A diferença aparece no local onde surge o primeiro erro. Com uma biblioteca de materiais calibrada e coroamento dinâmico, a correção acontece na matemática. Sem isso, a correção acontece na chapa metálica.
Mas aqui está o detalhe que a maioria dos vendedores ignora: esse gémeo digital é tão honesto quanto a tua calibração. Se a tua tabela de tonelagem estiver errada ou os cilindros de coroamento estiverem desalinhados, a simulação mente com confiança. Então, como decides o que realmente governa a repetibilidade?
Já vi batentes traseiros anunciados com repetibilidade de ±0,02 mm. Número bonito. Gravado a laser. ”Como se a etiqueta em si garantisse precisão.”
Depois a oficina executa dobras de compensado apertadas, espaçadas a menos de seis vezes a espessura do material — digamos, material de 3 mm com compensados de 12 mm. A pressão hidráulica varia de forma desigual ao longo da mesa. O batente abranda para manter a pressão de retorno. O sincronismo do eixo Y altera-se ligeiramente sob carga.
O batente traseiro pode acertar o ponto o dia todo. Se a sequência do programa não considerar a dinâmica da pressão e a ordem das dobras, o ângulo continua a desviar-se.
A repetibilidade é o resultado de um sistema, não a especificação de um componente.
A lógica de programação determina a sequência de dobras para minimizar o erro cumulativo. Decide se deve formar primeiro as abas interiores para estabilizar a peça, se deve dividir uma dobra longa em golpes faseados para controlar a deflexão, se deve reposicionar os dedos Z para suportar a distribuição de peso antes de uma dobra crítica. Essas decisões afetam a consistência angular mais do que se o veio de esferas do batente foi retificado ou laminado.
Por isso, quando alguém se gaba de ter sete eixos controlados, faço uma pergunta: o controlador sincroniza-os sob carga, com dados reais de material, e prova a sequência antes de o batente descer?
Porque se não o fizer, os limites físicos da máquina não são definidos pelo aço nem pela hidráulica.
São definidos pelo primeiro erro que descobres depois de o punção tocar no metal.
E esse erro devia ter morrido na simulação.
Quer uma prova concreta de que um controlador oferece repetibilidade sincronizada e comprovada por simulação?
Peça-lhe que falhe antes de si.
Não na máquina. No escritório. Num modelo digital que conhece o comprimento do seu punção, os ombros da matriz, a profundidade da garganta, os dedos do batente traseiro e o inox de 3 mm que jura comportar-se “como da última vez”. Se o software não consegue prever uma colisão, um problema de folga ou uma sequência de dobras impossível antes de o martelo descer, então toda essa lógica de eixos integrados de que falávamos continua a ser validada à moda antiga — sacrificando uma chapa para o contentor do desperdício.
Essa é a falha da primeira dobra. Todos os trabalhos têm uma. A única questão é onde ela ocorre.
As simulações 2D e 3D não servem para ter ecrãs bonitos. Servem para mover essa falha para montante, onde os erros custam eletricidade e café em vez de aço inox de 10 gauge e um suporte de punção amolgado. O ROI não está no número de botões. Está em saber se o seu primeiro erro acontece em píxeis ou em aço.
Então, quando é que o 2D deixa de ser suficiente?
Um ecrã plano não mostra profundidade.
Para suportes simples — duas dobras, uma mudança de plano — a programação 2D no consolo funciona bem. Introduz os comprimentos das abas, escolhe uma matriz, segue a ordem de dobra sugerida pelo controlador e, se a sua biblioteca de materiais for honesta, acerta logo na primeira tentativa. A geometria é previsível. A folga é óbvia. O cérebro do operador preenche a dimensão que falta.
Mas empilhe três abas de retorno à volta de uma caixa, adicione um desnível menor que seis vezes a espessura do material, e de repente a folga deixa de ser intuitiva. Em 2D, o controlador mostra uma vista de perfil de cada dobra, uma de cada vez. O que não mostra claramente é como a aba já formada se move no espaço durante a dobra seguinte, como passa pelo suporte do punção, quão perto fica da garganta da máquina. O operador torna-se o motor de deteção de colisões.
Tudo bem — até deixar de estar.
Já vi bons profissionais “dobrar ao ar e observar” como método principal de verificação. Abranda-se o curso do martelo, mantém-se o dedo sobre o botão de paragem e deixa-se a primeira chapa atuar como sonda. Às vezes detetam a interferência a tempo. Outras vezes gravam um risco num punção $600. O contentor do desperdício não se importa se o erro veio de um cálculo errado ou de uma visualização em falta.
O 2D torna-se um gargalo no momento em que o raciocínio espacial ultrapassa o que uma pessoa consegue simular mentalmente de forma segura.
E as oficinas de alta variedade atingem esse limite todos os dias.
Eis o cálculo simples com que ninguém discorda: se a quinadora está a dobrar, está a gerar lucro. Se está à espera que alguém programe uma peça complexa no consolo, não está.
A programação offline transfere o trabalho geométrico — importação, planificação, sequência de dobras, seleção de ferramentas — para uma estação de trabalho. A quinadora continua a executar o trabalho de ontem enquanto o quebra-cabeças de amanhã é resolvido numa simulação ligada ao CAD. Quando funciona, as mudanças de tarefa passam de “dá-me uma hora” para “carregar programa, carregar ferramentas, executar”.”
Isso é ROI verdadeiro.
Já vi oficinas a declararem cerca de um terço mais de produtividade em trabalhos de grande variedade e pequenos lotes depois de a OLP estar otimizada. A expressão-chave é estar otimizada. Se o seu CAD comunica bem com o software da quinadora, se a biblioteca de ferramentas corresponde à realidade, se o seu pós-processador gera código que o controlador realmente entende, então sim — a falha da primeira dobra acontece no escritório.
Mas aqui está a pergunta excessivamente específica: estás a criar um gémeo digital que a tua máquina não pode honrar fisicamente?
Atualiza um travão hidráulico mais antigo com feedback de eixo impreciso e espera validação offline 3D rigorosa, e podes acabar por deslocar o erro em vez de o eliminar. Agora o escritório diz que a sequência é segura, mas o atraso do eixo ou a resposta de pressão inconsistente da máquina real contam uma história diferente. Já vi lacunas de integração duplicarem o tempo de preparação porque os programas precisavam de ser editados manualmente no painel. Nesses casos, a promessa de “simulação sem risco” alimenta silenciosamente o contentor de desperdício por um caminho diferente.
O OLP compensa quando o modelo digital e o travão físico falam a mesma língua.
Caso contrário, apenas transferiste a adivinhação para uma cadeira mais confortável.
A simulação 3D verdadeira mapeia volumes, não linhas.
Ela sabe que o punção não é uma linha central abstrata, mas um corpo sólido com ombros e relevos. Sabe que a matriz tem altura. Sabe que os dedos do batente traseiro têm espessura e parafusos de montagem. Quando o software executa uma sequência de dobra, calcula o volume varrido — o espaço que a peça ocupa ao rodar em torno do raio da matriz — e compara isso com todos os componentes modelados.
Se dois sólidos se intersectarem na simulação, o programa pára.
Menos um entalhe nas tuas ferramentas. Menos uma matriz rachada. Menos uma tarde a explicar ao chefe porque é que o novo punção segmentado tem uma cicatriz em forma de crescente.
Mas não vamos mentir a nós próprios. Mesmo a boa deteção de colisões 3D tem pontos cegos. A variação do retorno elástico pode transformar um 92° simulado num 94° real, alterando a forma como uma aba é libertada na dobra seguinte. Alguns testes mostraram que uma parte das sequências “ótimas” simuladas ainda precisou de ajustes no chão de fábrica porque o comportamento do material se desviou do modelo. A física não lê o manual do teu software.
Então, o que separa a animação de marketing da verdadeira proteção?
Calibração. Bibliotecas de ferramentas precisas. Geometria da máquina verificada. E um controlador que se recusa a executar uma sequência que viole os limites modelados, em vez de simplesmente te avisar educadamente e correr na mesma.
Cada colisão apanhada em 3D é uma peça que nunca precisou de te ensinar a lição em aço.
E quando aceitas que a simulação é o tribunal onde o teu processo é julgado antes de o metal ser tocado, a próxima pergunta torna-se mais incisiva: que famílias de controlo realmente fazem cumprir esse veredito — e quais apenas o exibem com gradientes brilhantes?
Uma oficina em Indiana com que trabalhei tinha dois travões lado a lado: um com um DA‑52S e outro atualizado para um DA‑66T com programação offline e total 3D. O mesmo trabalho em aço inoxidável de calibre 10, o mesmo conjunto de ferramentas. A máquina 52S fez a sua primeira peça em doze minutos — uma dobra de teste, pequeno ajuste na compensação de dobra, executar. A máquina 66T ainda não tinha tocado em metal; continuava a importar o ficheiro STEP e a verificar folgas de ferramentas na simulação.
À hora de almoço, ambas produziam peças boas.
No final da semana, apenas uma tinha alimentado o contentor de desperdício.
A diferença não era o tamanho do ecrã tátil nem os gradientes brilhantes. Era se o controlador permitia uma sequência de dobra que violasse o seu próprio modelo de colisão. No 66T, se a aba simulada se intersectasse com o suporte do punção, o programa simplesmente não corria. No 52S, o operador ainda podia “tentar devagar”. Aplicação de regras versus visualização. Essa é a linha que decide onde vive o fracasso da primeira dobra.
Então, onde é que essa linha realmente aparece na hierarquia?
Comecemos pelo DA‑52S. É um controlo gráfico 2D — sólido, previsível e um enorme avanço em relação ao adivinhómetro do PLC. Introduz comprimentos de abas, ângulos, material e ferramentas. Calcula a profundidade do veio e as posições do batente posterior. Para suportes planos e canais simples, é rápido. Já vi oficinas recuperar o custo adicional face a controlos básicos em quatro a seis meses, apenas com a redução de desperdício na afinação e menor dependência de um único operador principal a inserir manualmente cada movimento de eixo.
Se dobra peças em dois planos o dia todo, o 52S mantém o contentor do desperdício vazio.
Mas empurre-o para formas de caixa com abas de retorno, sequências de vincagem dupla (hemming) ou peças em que um desnível é inferior a seis vezes a espessura do material, e volta a ser o operador o motor de deteção de colisões. O 52S não modela volumes varridos em 3D. Não mostra como essa perna dobrada passa pela garganta. Volta-se ao “dobrar no ar e observar”, só que com matemática mais fiável.
O DA‑58T fica no meio. Ecrã tátil, alguma visualização 3D, capacidade offline básica. É a ponte para oficinas que entram em produções de mistura mais elevada sem mergulhar totalmente em fluxos de trabalho CAD. Ganha‑se uma sequência mais clara e alguma perceção espacial, mas a profundidade de integração varia consoante a configuração. Pode simular, sim. Se impõe ou não depende da calibração e da disciplina de configuração.
Depois vem o DA‑66T. Ambiente 3D completo. Ferramentas modeladas em sólidos. Estrutura da máquina modelada. Deteção de colisões por volume varrido. Programação offline ligada a importações CAD. Quando devidamente comissionado — e isso é um grande “se” — recusa‑se a executar sequências que quebrem as suas regras geométricas. É aí que a simulação começa a atuar como guardião, e não apenas como sugestão.
Aqui vem o teste de realidade de sobre‑especificação: se 80 por cento da sua receita provém de suportes simples com menos de 600 mm de comprimento, o 66T não vai gerar ROI por magia. Passará mais tempo a manter bibliotecas de ferramentas do que a poupar em colisões evitadas. O 52S pode superá‑lo — não porque seja melhor, mas porque não está a pagar por profundidade digital que nunca utiliza.
O 3D compensa quando a complexidade espacial ultrapassa a intuição humana semanalmente, não uma vez por trimestre.
Então, se a Delem oferece uma escada limpa desde a fiabilidade padrão até à disciplina 3D forçada, o que acontece quando se sai dessa família de marcas?
Já entrei em fábricas que usavam controlos ESA onde o integrador ligara a prensa plegadora a uma célula maior — laser, dobradora de painéis, carregamento robotizado. O controlo não estava apenas a simular uma dobra; fazia parte de uma coreografia. Arquitetura aberta — significando APIs acessíveis e protocolos de comunicação flexíveis — permitia ao integrador ligar dados de aninhamento a montante e rastreio de qualidade a jusante.
Essa flexibilidade é poderosa.
Também exige competência. Sistemas abertos podem impor regras, mas apenas se alguém as construir corretamente. Já vi configurações ESA lindamente integradas em que a prensa rejeitava um programa se o ID da ferramenta na base de dados não correspondesse à ferramenta física presa no lugar. Também já vi sistemas “abertos” onde a aplicação das regras foi desativada porque atrasava a produção durante o comissionamento. Aberto funciona nos dois sentidos.
A Cybelec tende a inclinar‑se para uma operação intuitiva — gráficos claros, programação direta. Em oficinas de alta rotatividade, onde os operadores rodam entre máquinas, isso é importante. Se demora três meses a ganhar confiança num controlo, já perdeu rendimento. Uma interface intuitiva reduz sucata causada por erro do operador simplesmente porque há menos botões mal interpretados. Mas a intuição, por si só, não garante que o controlador bloqueie uma sequência errada. “CNC” na placa — como se o rótulo em si garantisse precisão — não significa nada se a máquina executar qualquer código que lhe for introduzido.
A força da Delem tem sido a consistência da lógica de aplicação de regras dentro do seu ecossistema. Uma vez ajustadas a biblioteca de ferramentas, os parâmetros da máquina e os dados de material, o controlador comporta‑se de forma previsível de modelo para modelo. Essa fiabilidade padrão é ouro para oficinas que não têm um engenheiro interno de controlo a supervisionar integrações.
Assim, a escolha torna‑se prática: precisa de arquitetura aberta porque está a construir uma célula de fabrico conectada, ou precisa de um controlo em que um operador treinado possa confiar sem chamar o departamento de TI sempre que há uma revisão?
E é nesse problema das revisões que o contentor de sucata volta a funcionar como um tribunal.
| Aspeto | ESA | controlos Cybelec, navegue até | Delem |
|---|---|---|---|
| Posicionamento central | Arquitetura aberta para integradores | Interface intuitiva para oficinas de alta rotatividade | Aplicação consistente dentro do seu ecossistema |
| Capacidade de Integração | APIs acessíveis e protocolos de comunicação flexíveis; ligação fácil a sistemas de nesting a montante e de qualidade a jusante | Mais focado na usabilidade autónoma do que em integração profunda | Integração forte no ecossistema com lógica normalizada entre modelos |
| Caso de Utilização Típico | Células de fabrico conectadas (laser, dobradora de painéis, carga robótica) | Oficinas com operadores rotativos e alta rotatividade | Oficinas sem engenheiros de controlo internos que necessitam de comportamento previsível |
| Ponto Forte | Alta flexibilidade; suporta coreografias complexas e multimáquina | Gráficos claros e programação simples; reduz a confusão do operador | Comportamento fiável e consistente após a configuração das ferramentas e parâmetros |
| Risco / Limitação | Requer elevada competência; regras apenas aplicadas se configuradas corretamente; aplicação pode ser desativada durante a fase de comissionamento | Interface intuitiva não impede automaticamente sequências incorretas; a designação CNC por si só não garante precisão | Menor ênfase na personalização aberta em comparação com sistemas totalmente abertos |
| Prevenção de Sucata | Pode rejeitar programas se as discrepâncias de ferramentas/base de dados forem aplicadas corretamente | Reduz a sucata causada pelo operador através da usabilidade | A lógica de aplicação previsível reduz erros entre máquinas |
| Principal fator de decisão | Necessidade de uma arquitetura aberta e conectada | Necessidade de uma adoção rápida pelos operadores e de um tempo mínimo de formação | Necessidade de um desempenho estável e padronizado sem envolvimento constante da equipa de TI |
Imagine o seguinte: o laser corta a Revisão F de uma peça às 9h. A quinadeira, a executar programas offline armazenados localmente, carrega a Revisão D porque ninguém atualizou a pasta. A simulação estava perfeita. O modelo de colisão era preciso. As dobras estão erradas.
Três horas depois, está a contar aço inox 10‑gauge no contentor de sucata.
Sem controlo de versões em rede — ou seja, a quinadeira obter o ficheiro atualmente aprovado de um servidor central ou sistema ERP — mesmo a melhor validação 3D protege a geometria errada. A memória CNC básica não resolve isso. Apenas guarda o erro de ontem de forma mais organizada.
Vi oficinas em Indiana reduzir significativamente a sucata apenas depois de interligarem o CAM do laser, a programação offline da quinadeira e o ERP, de modo a que os números de peça, revisões e programas de dobra ficassem sincronizados. A simulação 3D genérica por si só não corrigiu as discrepâncias entre corte e dobra. A integração sim. A quinadeira sinalizava um programa se a identificação da revisão não correspondesse à da ordem de produção lançada. Isso é aplicação ao nível do processo, não apenas ao nível da máquina.
Eis a pergunta incómoda: será que a sua máquina atual suporta sequer esse nível de conectividade, ou está a encaixar software moderno em hardware que não o pode suportar?
Porque se o modelo digital indica que o batente traseiro deve posicionar-se dentro de ±0,1 mm, mas o feedback do seu eixo deriva o dobro disso ao longo de um turno, nenhuma família de controlos o poderá salvar. Agora não está a escolher entre 52S e 66T. Está a escolher entre viver com limitações ou enfrentar a realidade da modernização.
E é aqui que a discussão sobre hierarquia deixa de ser sobre funcionalidades e passa a ser sobre se o seu ferro está preparado para ser responsabilizado pelo software que lhe acoplou.
Pode ligar a sua quinadeira ao ERP, fornecer-lhe ficheiros CAD limpos, bloquear revisões, e ainda assim ver o êmbolo falhar a profundidade por quatro milésimos porque o óleo está quente e as válvulas estão gastas.
É essa a questão em cima da bancada agora: será que o seu ferro é realmente capaz de cumprir as promessas digitais pelas quais acabou de pagar?
Já instalei controlos modernos baseados em PC em estruturas Pacific J‑Series mais antigas do que alguns dos operadores que as usam. Fundições dos anos 60. Cilindros originais. Com válvulas proporcionais ou servo e feedback novo, mantivemos repetibilidade do êmbolo em décimos. Não é teoria. Peças medidas em aço inox 10‑gauge com um micrómetro, não com um folheto de marketing. A estrutura não se importava com o seu certificado de nascimento; importava-se com o controlo do óleo e o feedback de posição.
Mas também vi oficinas instalar um novo controlador 3D reluzente numa quinadeira com hidráulica esponjosa e chamá-la de “atualizada”. O ecrã era nítido. A lógica de ciclo era rápida. A unidade hidráulica ainda reagia como se estivesse a pensar no assunto. Comando, pausa, desvio, correção. Essa latência não aparece na simulação. Aparece no contentor de sucata.
O software pode prever o retorno elástico com três casas decimais. Não pode endurecer vedantes gastos.
Portanto, a armadilha não é “máquina antiga igual a má”. É assumir que o código consegue ultrapassar o óleo.
Os controladores modernos emitem sinais de correção em milissegundos. Esperam válvulas proporcionais que respondam com a mesma rapidez e sensores de posição lineares que relatem a verdade, não médias suavizadas por folgas mecânicas. Se o retorno dos seus eixos Y1 e Y2 vem de escalas lineares gastas e ruidosas, o controlo está a adivinhar entre amostras. Cérebro rápido. Nervos lentos.
Aqui está um teste simples de oficina. Comande um movimento de 0,020 polegadas a baixa velocidade e observe a trajetória da posição real. Move-se e para de forma limpa, ou arrasta-se, ultrapassa e estabiliza? Esse tempo de estabilização é atraso mecânico. Cada milissegundo dele consome a precisão que a sua simulação assumiu ser instantânea.
Alguns retrofits têm sucesso porque enfrentam isso diretamente. Novas válvulas de qualidade servo. Vedantes novos. Escalas calibradas. De repente, o velho Pacific comporta-se como se entendesse linguagem moderna. O ferro nunca foi o gargalo; o controlo do fluido é que era.
E por vezes, o contrário é verdadeiro.
Se a unidade hidráulica não conseguir manter pressão estável sob modulação rápida, os ciclos de correção em alta velocidade apenas amplificam a instabilidade. O controlador continua a perseguir um alvo em movimento, e obtém-se oscilação no final do curso. O software fez exatamente o que lhe foi pedido. O óleo é que não acompanhou. Quem é julgado quando o ângulo deriva meio grau ao longo de um lote?
Imagine instalar um controlador que calcula a profundidade da dobra com ±0,01 mm enquanto a repetibilidade real da sua máquina varia ±0,08 mm ao longo de um turno quente. No papel, melhorou a capacidade em oito vezes. No chão de fábrica, nada mudou exceto as expectativas.
Essa diferença é dispendiosa.
Os operadores começam a ajustar fatores de material para “corrigir” ângulos inconsistentes. Aumentam tabelas de tonagem. Adicionam calços. O modelo digital afasta-se da realidade física, e o trabalho seguinte torna-se na experiência. Pensava que tinha transferido a falha da primeira dobra para a simulação. Silenciosamente, trouxe-a de volta ao aço — apenas com melhor aparência.
Já vi ganhos de eficiência relatados pela simulação estagnarem porque o tempo de resposta hidráulico limitava o quão apertado o ciclo de controlo podia operar. Não é falha de software. É um teto do sistema. Pode especificar um “cérebro” de topo o dia todo, mas se o braço se move como um trator, continua a lavrar.
A caixa de sucata não se importa com o quão avançada parece a interface.
É aqui que o orgulho sai caro.
Se a sua estrutura estiver direita, os cilindros estiverem em bom estado e a máquina puder aceitar válvulas e feedback modernos, um retrofit bem pensado pode transformar um “relicário de produção limitada” num ativo disciplinado. Já vi estruturas dos anos 40 ganharem a vida em peças complexas porque o sistema de controlo e a hidráulica foram atualizados para o mesmo padrão. Nada de glamoroso. Rentável.
Mas se a bomba for subdimensionada, os coletores forem restritivos e as peças sobresselentes forem uma caça ao tesouro, está a empilhar software de precisão sobre uma base mecânica que nunca foi concebida para esse nível de rigor. A certo ponto, o custo de perseguir estabilidade excede o custo de um novo ferro construído, desde o início, com hidráulica em malha fechada.
Eis a verificação da realidade da sobre-especificação: está a tentar extrair repetibilidade de nível aeroespacial de uma prensa que dobra, na sua maioria, suportes de aço macio com tolerância de ±1°?
A jogada inteligente não é “retrofit sempre” nem “substituir sempre”. É alinhar a disciplina digital que deseja com a disciplina mecânica que a sua máquina pode fisicamente oferecer. Meça a repetibilidade a frio e quente. Verifique tempos de resposta das válvulas. Audite a resolução do feedback. Depois decida se está a atualizar um sistema — ou a decorar uma limitação.
Porque o verdadeiro retorno do investimento resume-se a isto: a sua configuração move aquela falha da primeira dobra para os píxeis, ou continua a alimentá-la na bancada no fim da linha?
Moveste o êmbolo 0,020 polegadas e observaste o traçado. Viste se o óleo obedece ou discute. Muito bem. Agora, a verdadeira questão não é “O meu equipamento aguenta um controlador de alto desempenho?”. É “Esse controlador vai realmente reduzir as falhas na primeira dobra para o tipo de peças que dobro todas as semanas?”
Porque a lógica de controlo só se justifica quando corresponde à mistura de peças que produzes.
Uma oficina que dobra dez suportes diferentes antes do almoço tem um padrão de falhas diferente de uma que faz 400 painéis idênticos durante toda a semana. Na primeira, os erros vêm de confusão na configuração, ferramentas erradas em estações erradas, dobras fora de sequência. Na segunda, vêm de deriva, fadiga e atalhos humanos. A mesma quinadora. Diferente sentença no contentor de sucata.
Portanto, o enquadramento é simples, mas não evidente: avalia o software perguntando onde nascem as tuas falhas na primeira dobra — na complexidade ou na repetição — e se a lógica de controlo que estás a comprar ataca diretamente essa origem. Não se tem mais botões. Não se tem gradientes brilhantes. Mas se move o teu risco específico para a simulação em vez de para o aço.
Que tipo de oficina és tu, afinal?
Se as tuas ordens de trabalho parecem um baralho de cartas embaralhado — séries curtas, revisões de engenharia, cinco materiais diferentes antes do meio-dia — então o teu inimigo é a entropia de configuração.
Nesse mundo, o dinheiro não está em reduzir 0,3 segundos no tempo de ciclo. Está em eliminar a pausa de 20 minutos enquanto o operador discute a ordem das ferramentas, ou pior, testa-a em inox de 10 gauge porque a simulação não correspondia à biblioteca real de ferramentas. É aí que nasce a falha na primeira dobra: no desalinhamento entre as ferramentas digitais, as ferramentas reais e a lógica de sequência de dobras.
Assim, avalias o controlador em três aspetos:
Se algum desses aspetos for impreciso, a “primeira dobra virtual” é uma ficção. Continuas a fazer a depuração no chão de fábrica — apenas com um prelúdio mais bonito.
Aqui vai uma verificação de realidade exagerada: estás a pagar por integração robótica de 7 eixos quando o teu verdadeiro problema é a introdução inconsistente de dados de ferramentas?
Em ambientes de alta mistura, o controlo certo é aquele que converte as decisões de configuração num ensaio digital verificado. O retorno surge sob a forma de menos chapas sacrificiais e menos discussões de operadores. O contentor de sucata fica mais silencioso, não porque a máquina é mais rápida, mas porque a confusão nunca chega ao aço.
Mas e se a tua oficina não viver no caos?
Já entrei em oficinas que produzem o mesmo painel de caixa há seis meses seguidos. As mesmas 12 dobras. O mesmo material. O mesmo operador.
Se colocares um controlador topo de gama, multi-eixo e totalmente simulado nessa célula, podes não ganhar nada. Podes até perder.
Porquê? Porque uma vez que o programa está comprovado, a taxa de falhas na primeira dobra já é praticamente nula. O risco não é a sequência ou a colisão. É a consistência ao longo do tempo. Estabilidade hidráulica. Repetibilidade do batente traseiro. Disciplina do operador.
Nesse caso, uma CNC sólida e mais simples — até mesmo uma NC bem programada com leituras digitais e programas armazenados — pode superar a complexidade. Menos camadas. Menos carga de formação. Menos locais para clicar errado. O operador torna-se o ciclo de afinação fina.
Aquela comparação da JSTMT que anda por aí sobre configurações de 30–60 minutos em controlos NC básicos? É real em oficinas com alta rotação de trabalhos. Mas num verdadeiro ambiente de produção em série, onde a configuração acontece uma vez e o processo corre durante semanas, esse custo amortiza-se até quase nada. A vantagem de “programação mais rápida” dos sistemas avançados nunca chega a ser usada.
Eis a pergunta desconfortável: estás a tentar comprar sofisticação para resolver um problema que na verdade não tens?
Se o teu trabalho em série raramente muda e as tolerâncias são permissivas, o contentor de refugo pode preocupar-se mais com a manutenção hidráulica do que com a simulação 3D. Nesse caso, introduzir lógica de controlo avançada num processo estável e repetitivo pode criar novos pontos de falha — complexidade de software onde antes a memória muscular humana era à prova de erro.
Então, como evitar adivinhar em que campo te encontras antes de assinar a nota de encomenda?
É aqui que deixas de ouvir listas de funcionalidades e começas a realizar testes.
Primeira pergunta: “Mostra-me como a tua simulação utiliza os meus dados reais de ferramentas — não a tua biblioteca de demonstração.”
Se eles não conseguem importar as tuas especificações reais de punção/matriz e provar uma sequência sem colisões numa das tuas peças mais complicadas, não estás a transferir a falha do primeiro dobramento para os píxeis. Estás a encenar um ensaio com adereços que não te pertencem.
Segunda pergunta: “Com a repetibilidade medida da minha máquina — a frio e a quente — como é que o vosso controlo compensa?”
Já executaste o teste manual. Conheces a tua variação ±. Se o fornecedor não conseguir explicar como o seu ciclo de correção funciona dentro desse limite mecânico, estás novamente a sobre-especificar o cérebro. O código não ultrapassa o óleo.
Terceira pergunta: “Para as minhas cinco peças recorrentes principais, como é que este controlo reduziria o refugo comparado com o que utilizo hoje — especificamente?”
Faz com que percorram a tua mistura real: um trabalho de alta complexidade, um lote comum e uma peça sensível a tolerâncias. Se a resposta for vaga — mais eixos, processador mais rápido, melhor interface — estás a ouvir marketing. Se a resposta for concreta — menos dobras de ensaio, ajuste automático de compensação ligado ao ficheiro do material, folga de apoio verificada — estás a ouvir mecanismo.
A única coisa a reter é esta: avalia a lógica de controlo em relação ao ponto de origem das tuas falhas no primeiro dobramento, e não em relação à lista de funcionalidades.
Isto não é óbvio porque a indústria treina-te para comparar ecrãs e especificações. Mas o contentor de refugo não julga ecrãs. Julga se a primeira peça saída da prensa foi uma lição — ou uma validação.
E quando começas a pensar dessa forma, cada decisão de software deixa de ser sobre capacidade e passa a ser sobre veredito.


















