

El vendedor deslizó su dedo por una pantalla táctil de 19 pulgadas como si estuviera presentando una nueva camioneta. Íconos grandes. Degradados brillantes. “Completamente CNC”, dijo.
Dos semanas después, vi una plancha de acero inoxidable calibre 10 deslizarse al contenedor de chatarra porque el tope trasero y el ariete nunca estuvieron realmente de acuerdo en dónde debían encontrarse.
Ese es el espacio que quiero que mires fijamente.
Entra en suficientes talleres y lo escucharás: “Es CNC. Estamos cubiertos.” Como si la etiqueta misma garantizara precisión.
Pero he visto cifras medianas de utilización de prensas plegadoras rondando el 12,9 %, mientras que los talleres del cuartil superior superan el 34 %. Mismas máquinas. Misma clase de tonelaje. La diferencia no es el color de la interfaz. Es si la lógica de control realmente evita el fallo en el primer pliegue —o espera educadamente a que ocurra en el taller.
Una pantalla táctil no evita que deseches acero inoxidable calibre 10. La lógica de control sí.
Entonces, ¿qué se esconde detrás de esas calcomanías de “compatible con CNC”?
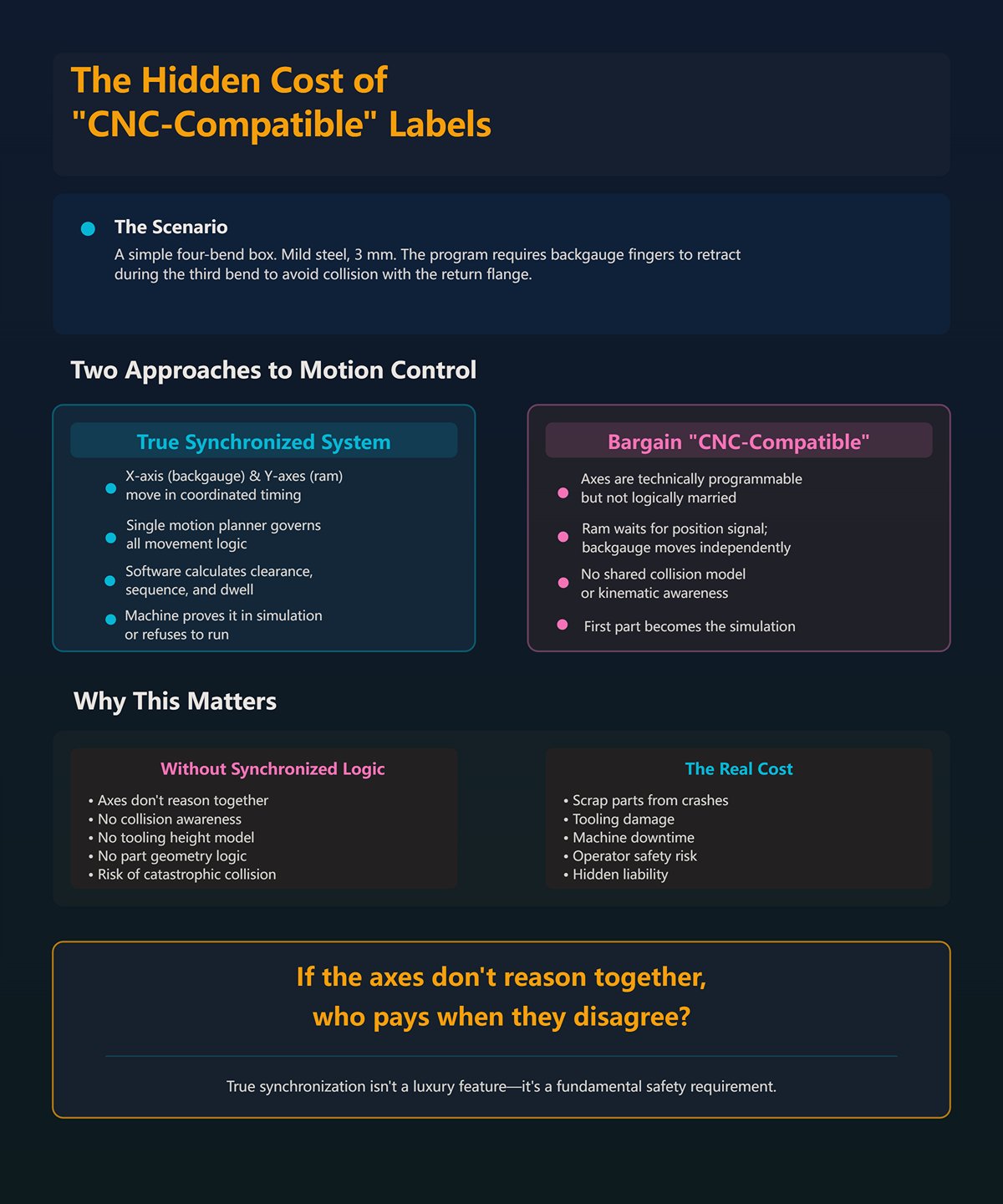
Imagina una sencilla caja de cuatro pliegues. Nada exótico. Acero dulce, 3 mm. El programa indica que los dedos del tope trasero deben retraerse durante el tercer pliegue para evitar la colisión con la pestaña de retorno.
En un sistema verdaderamente sincronizado, el eje X (tope trasero) y los ejes Y (cilindros del ariete) se mueven con un tiempo coordinado, gobernado por un solo planificador de movimiento. El software calcula el espacio libre, la secuencia y la pausa antes de que el ariete se comprometa. La máquina lo verifica en simulación —o se niega a ejecutar.
En un controlador “compatible con CNC” económico, los ejes son técnicamente programables, pero no están lógicamente vinculados. El ariete espera una señal de posición. El tope trasero se mueve según su propio conjunto de instrucciones. Sin modelo de colisión compartido. Sin conciencia cinemática de la altura de la herramental o la geometría de la pieza.
¿El resultado? La primera pieza se convierte en la simulación.
Si los ejes no razonan juntos, ¿quién paga cuando no están de acuerdo?

Una vez cronometricé una configuración en un controlador económico: 18 minutos desde el dibujo hasta la primera pieza aceptable. Siete pliegues de prueba. Tres correcciones de ángulo. Dos ajustes del tope trasero medidos con una cinta, no con una sonda.
Ahora aplica eso a trabajos de tiradas cortas: 25 piezas aquí, 40 allá. Esas correcciones “menores” se acumulan. Ajustes manuales de ángulos. Reingresar deducciones de pliegue porque el controlador no puede compensar el retorno elástico del material a menos que el operador lo calcule correctamente. Cada corrección es una pequeña palada al contenedor de desperdicio.
A los fabricantes les encanta citar una capacidad de posicionamiento de ±0,1°. Bien. El servo puede alcanzar ese número todo el día. Pero si el software no tiene en cuenta la variación del material, la deflexión de la herramienta o el error dependiente de la secuencia, esa precisión teórica nunca llega a la pieza.
Barato no es el precio de compra. Barato es programar sobre material real.
Lo que nos lleva al impuesto silencioso que la mayoría de los talleres aceptan como normal.

En demasiados talleres, la primera lámina que sale del palé es sacrificial. Todos lo saben. Nadie lo presupone.
Los controladores básicos carecen de una simulación offline robusta o detección real de colisiones. Así que el operador se convierte en el intérprete entre el plano y la máquina, ajustando la profundidad en incrementos de 0,1 mm, moviendo las posiciones del tope trasero a pulso, reordenando dobleces después de que una brida choque contra el soporte del punzón.
Eso no es artesanía. Eso es I+D no remunerada.
Los sistemas integrados de láser a prensa pueden simular todo el proceso antes de cortar una sola lámina, detectando conflictos de secuencia aguas arriba. Especialmente en trabajos de alta mezcla y personalizados, esa simulación es donde pertenece el fallo. Pero cuando el software se detiene en “posicionamiento CNC” y nunca modela la cinemática real de la máquina, no has movido nada. Solo has digitalizado la conjetura.
Aquí está el cambio cognitivo que quiero que hagas: deja de preguntar cuántos botones tiene el controlador y empieza a preguntar dónde ocurrirá el primer error — en una pantalla brillante o en una lámina de acero inoxidable $200.
Porque una vez que ves eso, la siguiente pregunta no trata en absoluto sobre pantallas.
Trata sobre cómo el software gobierna cada eje en movimiento.
Hace unos meses me situé detrás de una prensa de seis ejes doblando acero dulce de 4 mm. Sobre el papel, era una bestia: Y1, Y2, X, R, Z1, Z2. Dedos independientes. Coronado programable. El folleto se leía como la ficha técnica de un avión de combate.
La primera pieza aún se torció 0,8° a lo ancho.
Le pusimos un calibre. Y1 iba adelantado a Y2 por una fracción durante el acercamiento — no lo suficiente para activar una alarma, solo lo justo para sesgar el doblez. El tope trasero alcanzó su posición en X, pero R no se había asentado completamente antes de que el ariete se comprometiera. Cada eje, por sí solo, estaba “dentro de tolerancia”. Juntos, estaban fuera de verdad.
Esa es la desconexión. Los límites mecánicos están dictados menos por el acero y la hidráulica que por la lógica que los coreografía. Si tu controlador trata los ejes como tareas separadas en lugar de un único plan de movimiento coordinado, no estás operando una prensa de precisión. Estás manejando una máquina de adivinanzas costosa que se mueve con gran precisión en la secuencia equivocada.
Y así es como el fallo en el primer doblez se cuela entre los degradados brillantes y acaba en el contenedor de chatarra.
Todo el mundo se obsesiona con la sincronización de Y1/Y2 — y con razón. El eje Y es el ariete. Sin un control del ariete estable y repetible, nada más importa. Un eje es la prensa mínima viable.
Pero observa cómo se forma una pieza real. El eje X establece la profundidad de la brida. El eje R establece la altura de los dedos en relación con la matriz. Z1/Z2 espacian los dedos para sostener la pieza en bruto. Ahora añade una brida de retorno que necesita espacio libre en el tercer doblez.
En un controlador adecuadamente integrado, esos ejes no solo “llegan” a posiciones. El planificador de movimiento calcula una trayectoria temporizada: X se retrae 40 mm mientras Y sube pasando una ventana de espacio seguro; R se desplaza 12 mm para mantener el soporte mientras el material rota; los dedos Z se reposicionan entre dobleces solo después de que el ariete cruce un umbral definido. Todo gobernado por un modelo cinemático compartido de la altura de las herramientas, el ancho de la matriz y la geometría de la pieza.
La prevención de colisiones no es una alarma que grita después del contacto. Es código que codifica límites físicos — profundidad de garganta, longitud del punzón, geometría de los dedos — y se niega a ejecutar una secuencia que los viole.
Ahora imagina un controlador genérico donde los ejes esperan simples indicadores de posición. X llega a la coordenada. Y se mueve. Sin conciencia de que la brida está a punto de perforar el soporte del punzón porque el software ni siquiera modela ese soporte del punzón. La primera lámina se convierte en la sonda de espacio libre.
Aquí está la pregunta de sobreespecificación que nadie quiere: si tu software no puede demostrar la coreografía de ejes en simulación, ¿de qué sirve añadir dedos Z independientes? Más ejes solo multiplican los puntos de fallo a menos que la lógica los vincule en un solo cerebro.
Lo que nos lleva a la parte que el software o bien adivina — o sabe.
Una vez doblé una longitud de 1200 mm de acero inoxidable calibre 10 con el coronado básico ajustado al tacto. El primer golpe salió 1,5° abierto en el centro. Añadimos una cuña. El segundo golpe sobrecompensó. El tercero fue lo bastante cercano para enviarse.
Tres piezas de prueba perdidas.
La compensación de coronado existe porque el ariete y la mesa se desvían bajo carga. Esa desviación no es uniforme; depende de la distribución del tonelaje a lo largo de la pieza. El software avanzado no solo te permite ajustar un número. Calcula la desviación esperada según la longitud de doblado, la resistencia a la tracción del material, la apertura de la matriz y el ángulo objetivo, y luego ordena una curva de coronado calculada antes de que el ariete toque el metal.
La misma historia con el retorno elástico. El acero dulce de 250 MPa se comporta de forma diferente al inoxidable de 600 MPa. Una verdadera biblioteca de materiales almacena resistencia a la tracción, relación de límite elástico y factores empíricos de deducción de doblado. Cuando seleccionas acero inoxidable 304 de 3 mm, el controlador ajusta la profundidad de penetración para lograr 90°, sabiendo que ese material se relajará más que el A36.
¿Software básico? Le pide al operador que “ajuste la corrección de ángulo”. Es una forma educada de decir: dóblalo y observa.
La diferencia aparece en dónde vive el primer error. Con una biblioteca de materiales calibrada y un coronado dinámico, la corrección ocurre en la matemática. Sin eso, la corrección ocurre en la chapa.
Pero aquí está el detalle que la mayoría de los vendedores omiten: ese gemelo digital es solo tan honesto como tu calibración. Si tu tabla de tonelaje está equivocada o tus cilindros de coronado se desajustan, la simulación miente con confianza. Entonces, ¿cómo decides qué gobierna realmente la repetibilidad?
He visto topes posteriores anunciados con una repetibilidad de ±0,02 mm. Un número hermoso. Grabado con láser. ”Como si la etiqueta por sí sola garantizara la precisión”
Luego, el taller realiza dobleces ajustados con separaciones menores a seis veces el espesor del material — digamos material de 3 mm con compensaciones de 12 mm. La presión hidráulica se dispara de manera desigual a través de la mesa. El ariete se desacelera para mantener la presión de retorno. El sincronismo del eje Y cambia ligeramente bajo carga.
El tope posterior puede alcanzar su marca todo el día. Si la secuencia del programa no tiene en cuenta la dinámica de presión y el orden de los dobleces, el ángulo igual se desvía.
La repetibilidad es el resultado de un sistema, no una especificación de componente.
La lógica de programación determina la secuencia de doblado para minimizar el error acumulativo. Decide si formar las pestañas interiores primero para estabilizar la pieza, si dividir un doblez largo en golpes por etapas para controlar la desviación, si reposicionar los dedos Z para soportar la distribución de peso antes de un doblez crítico. Esas decisiones afectan la consistencia angular más que si tu husillo de bolas del tope fue rectificado o laminado.
Así que cuando alguien presume de siete ejes controlados, hago una sola pregunta: ¿el controlador los sincroniza bajo carga, con datos reales del material, y prueba la secuencia antes de que el ariete descienda?
Porque si no puede hacerlo, los límites físicos de la máquina no están definidos por el acero y la hidráulica.
Están definidos por el primer error que descubres después de que el punzón toca el metal.
Y ese error debería haber muerto en la simulación.
¿Quieres una prueba concreta de que un controlador ofrece repetibilidad sincronizada y comprobada por simulación?
Haz que falle antes que tú.
No en la máquina. En la oficina. En un modelo digital que conozca la longitud de tu punzón, los hombros de tu matriz, la profundidad de tu garganta, los dedos del tope trasero y el acero inoxidable de 3 mm que juras se comporta “más o menos como la última vez”. Si el software no puede predecir una colisión, un problema de holgura o una secuencia de doblez imposible antes de que el ariete baje, entonces toda esa lógica de ejes integrados de la que acabamos de hablar sigue validándose a la antigua — sacrificando una hoja al contenedor de chatarra.
Esa es la falla del primer doblez. Cada trabajo tiene una. La única pregunta es dónde vive.
Las simulaciones 2D y 3D no se tratan de pantallas bonitas. Se trata de mover esa falla aguas arriba, donde los errores cuestan electricidad y café en lugar de acero inoxidable calibre 10 y un soporte de punzón marcado. El ROI no está en la cantidad de botones. Está en si tu primer movimiento incorrecto ocurre en píxeles o en acero.
Entonces, ¿cuándo deja de ser suficiente 2D?
Una pantalla plana no puede mostrarte la profundidad.
Para soportes simples — dos dobleces, un cambio de plano — la programación 2D en el panel funciona bien. Ingresas las longitudes de las pestañas, eliges una matriz, sigues el orden de doblez que sugiere el controlador y, si tu biblioteca de materiales es honesta, estarás cerca en el primer intento. La geometría es predecible. La holgura es obvia. El cerebro del operador completa la tercera dimensión que falta.
Pero si apilas tres pestañas de retorno alrededor de una caja, agregas un offset menor a seis veces el espesor del material y, de repente, la holgura deja de ser intuitiva. En 2D, el controlador muestra una vista de perfil de cada doblez, uno a la vez. Lo que no muestra claramente es cómo la pestaña ya formada se mueve a través del espacio durante el siguiente doblez, cómo pasa junto al soporte del punzón, qué tan cerca queda de la garganta de la máquina. El operador se convierte en el motor de colisiones.
Está bien — hasta que deja de estarlo.
He visto buenas personas “doblar al aire y observar” como su método principal de verificación. Reducen la velocidad del ariete, colocan un dedo cerca del paro y dejan que la primera hoja actúe como sonda. A veces detectan la interferencia a tiempo. A veces pulen una ranura en un punzón $600. El contenedor de chatarra no distingue si el error provino de un cálculo incorrecto o de una visualización faltante.
2D se convierte en un cuello de botella en el momento en que el razonamiento espacial excede lo que una persona puede simular con seguridad en su cabeza.
Y los talleres de alta mezcla se topan con ese muro todos los días.
Aquí está la matemática simple con la que nadie discute: si la dobladora está doblando, está ganando. Si está esperando que alguien programe una pieza compleja en el panel, no lo está.
La programación offline traslada el trabajo geométrico — importación, aplanado, secuenciación de dobleces, selección de herramientas — a una estación de trabajo. La dobladora sigue ejecutando el trabajo de ayer mientras la complicación de mañana se resuelve en una simulación vinculada a CAD. Cuando funciona, los cambios se reducen de “dame una hora” a “cargar programa, cargar herramientas, ejecutar”.”
Ese es el ROI real.
He visto talleres afirmar aproximadamente un tercio más de rendimiento en trabajos de alta variedad y lotes pequeños una vez que OLP se ajustó correctamente. La frase clave es ajustado correctamente. Si tu CAD se comunica limpiamente con tu software de la dobladora, si tu biblioteca de herramental coincide con la realidad y si tu posprocesador genera el código que el controlador realmente entiende, entonces sí — la falla del primer doblez ocurre en la oficina.
Pero aquí está la pregunta que exige más de la cuenta: ¿estás creando un gemelo digital que tu máquina no puede cumplir físicamente?
Moderniza un freno hidráulico antiguo con retroalimentación de eje imprecisa y espera una validación 3D sin conexión estricta, y puede que solo estés trasladando el error en lugar de eliminarlo. Ahora la oficina dice que la secuencia es segura, pero el desfase del eje de la máquina real o la respuesta de presión inconsistente cuentan otra historia. He visto brechas de integración duplicar el tiempo de preparación porque los programas necesitaban edición manual en la consola. En esos casos, la promesa de una “simulación sin riesgo” termina llenando discretamente el contenedor de chatarra desde otra dirección.
OLP vale la pena cuando el modelo digital y el freno físico hablan el mismo idioma.
De lo contrario, solo habrás trasladado las suposiciones a una silla más cómoda.
La simulación 3D real mapea volúmenes, no líneas.
Sabe que el punzón no es una línea central abstracta, sino un cuerpo sólido con hombros y rebajes. Sabe que la matriz tiene altura. Sabe que los dedos del tope trasero tienen grosor y pernos de montaje. Cuando el software ejecuta una secuencia de doblado, calcula el volumen barrido —el espacio que ocupa la pieza mientras gira alrededor del radio de la matriz— y lo compara con cada componente modelado.
Si dos sólidos se intersectan en la simulación, el programa se detiene.
Eso es una muesca menos en tu herramienta. Una matriz menos agrietada. Una tarde menos explicándole al jefe por qué el nuevo punzón segmentado tiene una cicatriz con forma de media luna.
Pero no nos engañemos. Incluso la buena detección de colisiones 3D tiene puntos ciegos. La variación del retorno elástico puede hacer que un 92° simulado se convierta en un 94° real, alterando cómo se libera un ala en la siguiente curva. Algunos ensayos han demostrado que una parte de las secuencias “óptimas” simuladas aún necesitaban ajustes en el taller porque el comportamiento del material se desviaba del modelo. La física no lee el manual de tu software.
Entonces, ¿qué separa una animación de marketing de una protección real?
Calibración. Bibliotecas de herramientas precisas. Geometría de máquina verificada. Y un controlador que se niega a ejecutar una secuencia que viola los límites modelados, en lugar de advertirte amablemente y ejecutarla de todos modos.
Cada colisión detectada en 3D es una pieza que nunca tuvo que enseñarte la lección en acero.
Y una vez que aceptas que la simulación es la sala donde se juzga tu proceso antes de tocar el metal, la siguiente pregunta se vuelve más aguda: ¿qué familias de control realmente hacen cumplir ese veredicto y cuáles solo lo muestran con degradados brillantes?
En un taller de Indiana con el que trabajé había dos frenos uno al lado del otro: uno operando con un DA‑52S y el otro actualizado a un DA‑66T con programación 3D completa y fuera de línea. Mismo trabajo en acero inoxidable calibre 10, mismo conjunto de herramientas. La máquina 52S hizo su primera pieza en doce minutos: una prueba de doblado, ajustar la holgura de doblez y ejecutar. La máquina 66T aún no había tocado el metal; todavía estaba importando el archivo STEP y verificando los espacios libres de herramientas en la simulación.
Para la hora del almuerzo, ambas producían buenas piezas.
Al final de la semana, solo una había alimentado el contenedor de chatarra.
La diferencia no era el tamaño de la pantalla táctil ni esos degradados brillantes. Era si el controlador permitía una secuencia de doblado que violaba su propio modelo de colisión. En la 66T, si la pestaña simulada se cruzaba con el soporte del punzón, el programa simplemente no se ejecutaba. En la 52S, el operador aún podía “probarlo despacio”. Cumplimiento frente a visualización. Esa es la línea que determina dónde vive el fallo del primer doblado.
Entonces, ¿en qué parte de la jerarquía aparece realmente esa línea?
Empieza con el DA‑52S. Es un control gráfico 2D — sólido, predecible y un paso enorme respecto a adivinar con PLC. Introduces longitudes de pestaña, ángulos, material, herramientas. Calcula la profundidad del ariete y las posiciones del tope trasero. Para soportes planos y canales simples, es rápido. He visto talleres recuperar el costo adicional frente a los controles básicos en cuatro a seis meses solo por reducir el desperdicio en la configuración y por depender menos de un único fabricante principal que introduzca cada movimiento de eje.
Si doblas piezas en dos planos todo el día, el 52S mantiene el contenedor de chatarra bajo control.
Pero al llevarlo a formas de caja con pestañas de retorno, secuencias de plegado o piezas donde un desplazamiento es menor que seis veces el espesor del material, el operador vuelve a ser el motor de colisiones. El 52S no modela volúmenes barridos en 3D. No muestra cómo esa pata formada pasa por la garganta. Vuelves al “doblar al aire y observar”, solo que con mejores cálculos.
El DA‑58T se sitúa en el medio. Pantalla táctil, algo de visualización 3D, capacidad básica offline. Es el puente para talleres que se adentran en mayor variedad sin sumergirse completamente en flujos de trabajo basados en CAD. Obtienes una secuencia más clara y cierta conciencia espacial, pero la profundidad de integración varía según su configuración. Puede simular, sí. Si lo aplica de forma obligatoria depende de la calibración y la disciplina en la configuración.
Luego el DA‑66T. Entorno 3D completo. Herramientas modeladas como sólidos. Estructura de la máquina modelada. Detección de colisiones por barrido de volumen. Programación offline vinculada a importaciones CAD. Cuando está correctamente puesto en marcha — y eso es un gran “si” — se niega a ejecutar secuencias que rompen sus reglas geométricas. Ahí es donde la simulación empieza a actuar como guardián en lugar de sugerencia.
Aquí va la comprobación de realidad sobre especificaciones: si el 80 por ciento de tus ingresos proviene de soportes simples de menos de 24 pulgadas de largo, el 66T no creará mágicamente retorno de inversión. Pasarás más tiempo manteniendo bibliotecas de herramientas de lo que ahorrarás evitando colisiones. El 52S puede superarlo — no porque sea mejor, sino porque no estás pagando por una profundidad digital que nunca utilizas.
El 3D se amortiza cuando la complejidad espacial supera la intuición humana de manera semanal, no una vez por trimestre.
Entonces, si Delem ofrece una escalera clara desde la fiabilidad estándar hasta la disciplina 3D obligatoria, ¿qué ocurre cuando sales de esa familia de marca?
He estado en plantas que usan controles ESA donde el integrador había vinculado la prensa a una celda más grande — láser, dobladora de paneles, carga robotizada. El control no solo simulaba una doblez; era parte de una coreografía. Arquitectura abierta — es decir, APIs accesibles y protocolos de comunicación flexibles — permitía al integrador conectar datos de anidado del proceso previo y seguimiento de calidad posterior.
Esa flexibilidad es poderosa.
También exige competencia. Los sistemas abiertos pueden imponer reglas, pero solo si alguien las crea correctamente. He visto configuraciones ESA bellamente integradas donde la prensa rechazaba un programa si el ID de herramienta de la base de datos no coincidía con la herramienta física sujeta en su lugar. También he visto sistemas “abiertos” donde la aplicación obligatoria se desactivó porque ralentizaba la producción durante la puesta en marcha. Lo abierto corta en ambos sentidos.
Cybelec tiende a orientarse hacia una operación intuitiva — gráficos claros, programación sencilla. En talleres de alta rotación donde los operadores rotan entre máquinas, eso importa. Si se tarda tres meses en confiar en un control, ya has perdido rendimiento. Una interfaz intuitiva reduce el desperdicio inducido por operadores simplemente porque se interpretan mal menos botones. Pero la intuición por sí sola no garantiza que el controlador bloquee una secuencia incorrecta. “CNC” en la insignia — como si la etiqueta en sí garantizara precisión — no significa nada si la máquina ejecuta cualquier código que se le introduzca.
La fortaleza de Delem ha sido durante mucho tiempo la consistencia en la lógica de aplicación dentro de su ecosistema. Una vez que la biblioteca de herramientas, los parámetros de la máquina y los datos del material están ajustados, el controlador se comporta de manera predecible de un modelo a otro. Esa fiabilidad estándar es oro para talleres que no tienen un ingeniero de controles interno supervisando las integraciones.
Así que la elección se vuelve práctica: ¿necesitas arquitectura abierta porque estás construyendo una celda de fabricación conectada, o necesitas un control en el que un operador capacitado pueda confiar sin llamar a IT cada vez que hay un cambio de revisión?
Y ese problema de revisiones es donde el contenedor de chatarra empieza a actuar nuevamente como una sala de tribunal.
| Aspecto | ESA | Cybelec | Los sistemas |
|---|---|---|---|
| Posicionamiento esencial | Arquitectura abierta para integradores | Interfaz de usuario intuitiva para talleres con alta rotación | Aplicación coherente dentro de su ecosistema |
| Capacidad de integración | APIs accesibles y protocolos de comunicación flexibles; conexión sencilla a sistemas de anidado upstream y sistemas de calidad downstream | Más centrado en la usabilidad independiente que en la integración profunda | Fuerte integración en el ecosistema con lógica estandarizada entre modelos |
| Caso de uso típico | Celdas de fabricación conectadas (láser, dobladora de paneles, carga robótica) | Talleres con operadores rotativos y alta rotación | Talleres sin ingenieros de control internos que necesiten un comportamiento predecible |
| Fortaleza | Alta flexibilidad; admite coreografía compleja de múltiples máquinas | Gráficos claros y programación sencilla; reduce la confusión del operador | Comportamiento confiable y consistente una vez que se configuran las herramientas y los parámetros |
| Riesgo / Limitación | Requiere alta competencia; las reglas solo se aplican si están configuradas correctamente; la aplicación puede desactivarse durante la puesta en marcha | La interfaz de usuario intuitiva no previene automáticamente las secuencias incorrectas; la etiqueta CNC por sí sola no garantiza precisión | Menor énfasis en la personalización abierta en comparación con sistemas completamente abiertos |
| Prevención de desperdicio | Puede rechazar programas si las discrepancias entre herramientas y base de datos se aplican correctamente | Reduce el desperdicio causado por el operador mediante la facilidad de uso | La lógica de control predecible reduce los errores entre máquinas |
| Controlador de Decisiones de Mejor Ajuste | Necesidad de una arquitectura abierta y conectada | Necesidad de una rápida adopción por parte del operador y un tiempo mínimo de capacitación | Necesidad de un rendimiento estable y estandarizado sin participación constante del departamento de TI |
Imagine esto: el láser corta la Revisión F de una pieza a las 9 a.m. La prensa plegadora, ejecutando programas fuera de línea almacenados localmente, carga la Revisión D porque nadie actualizó la carpeta. La simulación fue perfecta. El modelo de colisión era preciso. Los dobleces están equivocados.
Tres horas después, está contando acero inoxidable calibre 10 en el contenedor de desperdicios.
Sin control de versiones en red —es decir, que la prensa obtenga el archivo aprobado actual desde un servidor central o un sistema ERP— incluso la mejor aplicación 3D protege la geometría incorrecta. La memoria básica de CNC no resuelve eso. Solo almacena el error de ayer de manera más ordenada.
He visto talleres en Indiana reducir visiblemente el desperdicio solo después de conectar el CAM del láser, la programación fuera de línea de la prensa plegadora y el ERP, de modo que los números de pieza, las revisiones y los programas de doblado estuvieran sincronizados. La simulación 3D genérica por sí sola no solucionó los desajustes entre corte y doblado. La integración sí lo hizo. La prensa marcaba un programa si el ID de revisión no coincidía con el documento de trabajo liberado. Eso es control a nivel de proceso, no solo a nivel de máquina.
Aquí está la pregunta incómoda: ¿su máquina actual puede siquiera admitir ese nivel de conectividad, o está montando software moderno sobre hardware que no puede cumplirlo?
Porque si el modelo digital dice que el tope trasero debería alcanzar dentro de ±0.1 mm pero su retroalimentación de eje se desvía el doble durante un turno, ninguna familia de control puede salvarlo. Ahora no está eligiendo entre 52S y 66T. Está eligiendo entre vivir con los límites o enfrentar la realidad de una modernización.
Y ahí es donde la discusión de jerarquía deja de tratarse de características y comienza a tratarse de si su estructura está lista para ser responsabilizada por el software que le instala.
Puede cablear su prensa plegadora al ERP, alimentarla con CAD limpio, asegurar las revisiones y aun así ver cómo el pistón falla en la profundidad por cuatro milésimas porque el aceite está caliente y las válvulas están agotadas.
Esa es la pregunta que está sobre la mesa ahora: ¿su estructura es realmente capaz de cumplir las promesas digitales por las que acaba de pagar?
He instalado controles modernos basados en PC en bastidores Pacific J‑Series más antiguos que algunos de los operadores que los manejan. Fundiciones de la década de 1960. Cilindros originales. Con válvulas proporcionales o servo válvulas adecuadas y retroalimentación renovada, hemos mantenido la repetibilidad del pistón en décimas. No teoría. Piezas medidas en acero inoxidable calibre 10 con un micrómetro, no con un folleto de marketing. La estructura no se preocupaba por su certificado de nacimiento; se preocupaba por el control del aceite y la retroalimentación de posición.
Pero también he visto talleres instalar un controlador nuevo y brillante en 3D sobre una prensa con hidráulica esponjosa y llamarlo “modernizada.” La pantalla era nítida. La lógica de ciclo era rápida. La unidad hidráulica de potencia seguía reaccionando como si lo estuviera pensando. Comando, pausa, deriva, corrección. Ese retraso no aparece en la simulación. Aparece en el contenedor de desperdicios.
El software puede predecir el retorno elástico con tres decimales. No puede endurecer sellos desgastados.
Así que la trampa no es “máquina vieja igual a mala”. Es asumir que el código puede superar al aceite.
Los controladores modernos emiten señales de corrección en milisegundos. Esperan válvulas proporcionales que respondan con la misma rapidez y sensores de posición lineales que informen la verdad, no promedios suavizados por holguras mecánicas. Si tu retroalimentación Y1 y Y2 proviene de escalas lineales desgastadas con ruido, el control está adivinando entre muestras. Cerebro rápido. Nervios lentos.
Aquí tienes una prueba simple en el taller. Ordena un movimiento de 0.020 pulgadas a baja velocidad y observa el trazo de la posición real. ¿Se mueve y se detiene con limpieza, o avanza lentamente, se pasa y se estabiliza? Ese tiempo de estabilización es retraso mecánico. Cada milisegundo devora la precisión que tu simulación asumió instantánea.
Algunos reacondicionamientos tienen éxito porque abordan esto directamente. Válvulas nuevas de calidad servo. Sellos frescos. Escalas calibradas. De repente, el viejo Pacific se comporta como si comprendiera el lenguaje moderno. El hierro nunca fue el cuello de botella; lo fue el control del fluido.
Y a veces sucede lo contrario.
Si la unidad hidráulica no puede mantener una presión estable bajo modulación rápida, los bucles de corrección de alta velocidad solo amplifican la inestabilidad. El controlador sigue persiguiendo un objetivo cambiante y obtienes oscilación al final del recorrido. El software hizo exactamente lo que se le indicó. El aceite no pudo seguirle el ritmo. ¿Quién está en juicio cuando el ángulo se desvía medio grado en un lote?
Imagina instalar un controlador que calcula la profundidad de doblado a ±0,01 mm mientras la repetibilidad real de tu máquina fluctúa en ±0,08 mm durante un turno cálido. En papel, mejoraste la capacidad ocho veces. En la planta, nada cambió salvo las expectativas.
Esa brecha es costosa.
Los operadores comienzan a ajustar factores del material para “corregir” ángulos inconsistentes. Aumentan las tablas de tonelaje. Añaden calzas. El modelo digital se aleja de la realidad física, y el siguiente trabajo se convierte en el experimento. Pensaste que habías trasladado el fallo del primer doblado a la simulación. En silencio lo moviste de nuevo al acero, solo mejor vestido.
He visto ganancias de eficiencia informadas provenientes únicamente de la simulación estancarse porque el tiempo de respuesta hidráulico limitó lo ajustado que podía funcionar el bucle de control. No es un defecto de software. Es un techo del sistema. Puedes sobredimensionar el cerebro todo el día, pero si el brazo se mueve como un tractor, aún estarás arando.
El contenedor de chatarra no se preocupa de lo avanzado que se vea la interfaz.
Aquí es donde el orgullo se vuelve costoso.
Si tu armazón está recto, tus cilindros están en buen estado y la máquina puede aceptar válvulas y retroalimentación modernas, un reacondicionamiento bien pensado puede convertir una reliquia de “producción limitada” en un activo disciplinado. He visto estructuras de los años cuarenta ganarse su lugar en partes complejas porque el sistema de control y la hidráulica se actualizaron al mismo estándar. Nada glamoroso. Rentable.
Pero si la bomba está subdimensionada, los colectores son restrictivos y las piezas de reemplazo son una búsqueda del tesoro, estás apilando software de precisión sobre una base mecánica que nunca fue diseñada para ese nivel de exigencia. En algún momento, el costo de perseguir la estabilidad supera el costo del nuevo hierro construido con hidráulica de lazo cerrado desde el principio.
Aquí viene la comprobación de la realidad del sobredimensionamiento: ¿estás intentando extraer repetibilidad de nivel aeroespacial de una prensa que mayormente dobla soportes de acero dulce con una tolerancia de ±1°?
La decisión inteligente no es “siempre reacondicionar” ni “siempre reemplazar”. Es combinar la disciplina digital que deseas con la disciplina mecánica que tu máquina puede entregar físicamente. Mide la repetibilidad en frío y en caliente. Verifica los tiempos de respuesta de las válvulas. Audita la resolución de la retroalimentación. Luego decide si estás mejorando un sistema o adornando una limitación.
Porque el verdadero ROI aún se reduce a esto: ¿tu configuración mueve ese fallo del primer doblado a píxeles, o sigue alimentando la sala del tribunal al final del pasillo?
Has movido el pistón 0.020 pulgadas y observado la traza. Has visto si el aceite obedece o discute. Bien. Ahora la verdadera pregunta no es “¿Puede mi máquina usar un controlador de alto rendimiento?” sino “¿Ese controlador realmente reducirá las fallas en el primer pliegue para el tipo de piezas que corto cada semana?”
Porque la lógica de control solo vale la pena cuando coincide con tu mezcla de piezas.
Un taller que dobla diez soportes diferentes antes del almuerzo tiene un patrón de fallos distinto al de un taller que produce 400 paneles idénticos toda la semana. En el primero, los errores provienen de confusión en la configuración, herramientas equivocadas en estaciones incorrectas, secuencias de pliegue mal ordenadas. En el segundo, provienen de desviaciones, fatiga y atajos humanos. Misma prensa plegadora. Diferente veredicto en el cubo de chatarra.
Así que el marco es simple, pero no obvio: evalúa el software preguntando de dónde nacen tus fallas en el primer pliegue — complejidad o repetición — y si la lógica de control que estás comprando ataca directamente ese origen. No si tiene más botones. No si tiene degradados brillantes. Sino si traslada tu riesgo específico a la simulación en lugar de al acero.
¿Qué tipo de taller eres realmente?
Si tus órdenes de trabajo parecen un mazo de cartas barajadas — tiradas cortas, revisiones de ingeniería, cinco materiales antes del mediodía — entonces tu enemigo es la entropía de configuración.
En ese mundo, el dinero no está en ahorrar 0.3 segundos por ciclo. Está en eliminar la pausa de 20 minutos mientras un operador debate el orden de herramientas, o peor aún, lo comprueba en acero inoxidable calibre 10 porque la simulación no coincidía con la biblioteca real de herramientas. Ahí nace la falla del primer pliegue: en el desalineamiento entre el utillaje digital, el utillaje real y la lógica de secuencia de pliegue.
Así que auditas el controlador en tres aspectos:
Si alguno de esos parámetros es impreciso, el “primer pliegue virtual” es una ficción. Sigues depurando en el taller — solo que con un preludio más bonito.
Aquí va la verificación de sobreespecificación: ¿estás pagando por integración robótica de 7 ejes cuando tu verdadero problema es la entrada inconsistente de datos de herramientas?
En entornos de alta mezcla, el control correcto es aquel que convierte las decisiones de configuración en un ensayo digital verificado. El retorno de inversión se refleja en menos piezas sacrificadas y menos debates entre operadores. El cubo de chatarra se vuelve más silencioso no porque la máquina sea más rápida, sino porque la confusión nunca llega al acero.
¿Pero qué pasa si tu taller no vive en el caos?
He entrado en talleres que fabrican el mismo panel de envoltura durante seis meses seguidos. Los mismos 12 pliegues. El mismo material. El mismo operador.
Coloca un controlador de alto nivel, multieje y totalmente simulado en esa celda y puede que no ganes ni un centavo. Incluso podrías perder uno.
¿Por qué? Porque una vez que el programa está probado, tu tasa de fallos en el primer doblez ya está cerca de cero. El riesgo no es la secuencia ni la colisión. Es la consistencia a lo largo del tiempo. Estabilidad hidráulica. Repetibilidad del tope trasero. Disciplina del operador.
En ese caso, un CNC sólido y más simple —incluso un NC bien programado con lecturas digitales y programas almacenados— puede superar a la complejidad. Menos capas. Menos carga de capacitación. Menos lugares donde hacer clic por error. El operador se convierte en el bucle de ajuste fino.
¿Esa comparación de JSTMT que circula sobre configuraciones de 30–60 minutos en controles NC básicos? Es real en talleres de alta variabilidad. Pero en un entorno de producción por lotes donde la configuración ocurre una vez y se ejecuta durante semanas, ese costo se amortiza hasta volverse insignificante. La ventaja de “programación más rápida” de los sistemas avanzados nunca se ejercita.
Aquí está la pregunta incómoda: ¿estás intentando comprar sofisticación para resolver un problema que en realidad no tienes?
Si tu trabajo por lotes rara vez cambia y las tolerancias son permisivas, el contenedor de chatarra puede preocuparse más por el mantenimiento hidráulico que por la simulación 3D. En ese caso, introducir lógica de control avanzada en un proceso estable y repetitivo puede incorporar nuevos puntos de fallo —complejidad de software donde antes la memoria muscular humana era sólida como una roca.
Entonces, ¿cómo evitas adivinar en qué grupo estás antes de firmar una orden de compra?
Aquí es donde dejas de escuchar listas de características y comienzas a realizar pruebas.
Primera pregunta: “Muéstrame cómo tu simulación utiliza mis datos reales de herramientas —no tu biblioteca de demostración.”
Si no pueden importar tus especificaciones reales de punzón/matriz y demostrar una secuencia sin colisiones en una de tus piezas más difíciles, no estás llevando el fallo del primer doblez a los píxeles. Estás ensayando con accesorios que no te pertenecen.
Segunda pregunta: “Dada la repetibilidad medida de mi máquina —en frío y en caliente— ¿cómo compensa tu control?”
Ya realizaste la prueba de avance. Conoces tu variación ±. Si el proveedor no puede explicar cómo funciona su bucle de corrección dentro de ese límite mecánico, estás sobreespecificando el cerebro nuevamente. El código no puede superar al aceite.
Tercera pregunta: “Para mis cinco piezas recurrentes principales, ¿cómo reduciría este control el desperdicio en comparación con lo que uso hoy —específicamente?”
Haz que recorran tu mezcla real: un trabajo de alta complejidad, un lote estándar y una pieza sensible a la tolerancia. Si la respuesta es vaga —más ejes, procesador más rápido, mejor interfaz— estás escuchando marketing. Si la respuesta es concreta —menos dobleces de prueba, ajuste automático de coronado vinculado al archivo de material, verificación del espacio del tope— estás escuchando mecanismo.
Lo único que debes conservar es esto: evalúa la lógica de control en función del origen de tus fallos en el primer doblez, no según su lista de funciones.
Eso no es evidente porque la industria te enseña a comparar pantallas y especificaciones. Pero el contenedor de chatarra no juzga pantallas. Juzga si la primera pieza salida de la prensa fue una lección —o un acierto.
Y una vez que comiences a pensar de esa manera, cada decisión de software deja de tratarse de capacidad y empieza a tratarse de veredicto.


















