

Le vendeur fit glisser son doigt sur un écran tactile de 19 pouces comme s’il dévoilait un nouveau pick-up. Grandes icônes. Dégradés brillants. “ CNC complet ”, dit-il.
Deux semaines plus tard, j’ai vu une tôle inox de 10 g glisser dans la benne à ferraille parce que la butée arrière et le bélier ne s’étaient jamais vraiment mis d’accord sur l’endroit où ils devaient se rencontrer.
C’est cet écart que je veux que vous fixiez.
Entrez dans suffisamment d’ateliers et vous l’entendrez : “ C’est du CNC. On est couverts. ” Comme si l’étiquette elle-même garantissait la précision.
Mais j’ai vu des taux moyens d’utilisation de presses-plieuses tourner autour de 12,9 %, tandis que les ateliers du quart supérieur dépassent les 34 %. Même machines. Même catégorie de tonnage. La différence ne tient pas à la couleur de l’interface, mais à savoir si la logique de commande empêche réellement l’erreur de premier pli — ou si elle attend poliment qu’elle se produise sur le plancher de l’atelier.
Un écran tactile ne vous empêche pas de mettre au rebut de l’inox 10 g. C’est la logique de commande qui le fait.
Alors, que se cache-t-il derrière ces autocollants “ compatibles CNC ” ?
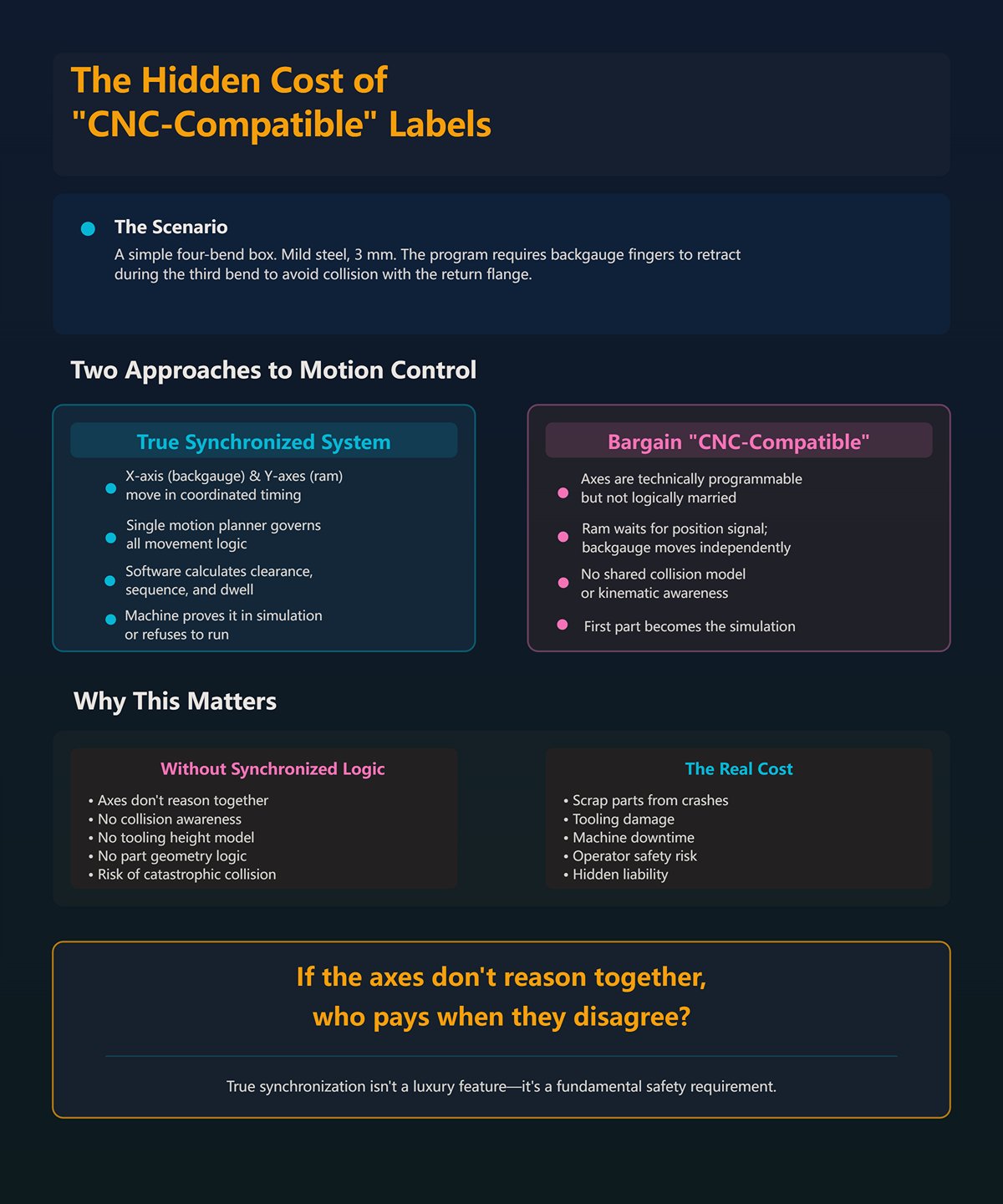
Imaginez une simple boîte à quatre plis. Rien d’exotique. Acier doux, 3 mm. Le programme demande que les doigts de la butée arrière se rétractent lors du troisième pli pour éviter toute collision avec le retour de bride.
Sur un véritable système synchronisé, l’axe X (butée arrière) et les axes Y (vérins du bélier) se déplacent en synchronisation, régis par un seul planificateur de mouvement. Le logiciel calcule le dégagement, la séquence et le temps de maintien avant que le bélier ne s’engage. La machine le valide en simulation — ou refuse de démarrer.
Sur un contrôleur “ compatible CNC ” bon marché, les axes sont techniquement programmables, mais non logiquement liés. Le bélier attend un signal de position. La butée arrière se déplace selon ses propres instructions. Aucun modèle de collision partagé. Aucune conscience cinématique de la hauteur d’outillage ou de la géométrie de la pièce.
Résultat ? La première pièce devient la simulation.
Si les axes ne raisonnent pas ensemble, qui paie lorsqu’ils ne sont pas d’accord ?

J’ai chronométré un réglage sur un contrôleur économique : 18 minutes entre le dessin et la première pièce acceptable. Sept essais de pliage. Trois corrections d’angle. Deux ajustements de butée arrière mesurés au mètre ruban, pas à la sonde.
Appliquez cela à des séries courtes — 25 pièces ici, 40 là. Ces “ petites ” corrections s’accumulent. Retouches manuelles d’angle. Réintégration des déductions de pli parce que le contrôleur ne peut pas compenser le retour élastique du matériau à moins que l’opérateur ne le devine correctement. Chaque correction est une petite pelletée de plus dans la benne à ferraille.
Les fabricants aiment citer une capacité de positionnement de ± 0,1°. Très bien. Le servo peut atteindre cette valeur toute la journée. Mais si le logiciel ne prend pas en compte la variation du matériau, la flèche de l’outil ou les erreurs dépendantes de la séquence, cette précision théorique n’apparaîtra jamais sur la pièce.
Bon marché ne désigne pas le prix d’achat. Bon marché, c’est programmer sur la matière réelle.
Ce qui mène à la taxe silencieuse que la plupart des ateliers acceptent comme normale.

Dans trop d’ateliers, la première feuille du lot est sacrificielle. Tout le monde le sait. Personne ne la budgétise.
Les contrôleurs basiques manquent de simulation hors ligne robuste ou de véritable détection de collision. Ainsi, l’opérateur devient l’interprète entre le plan et la machine, ajustant la profondeur par incréments de 0,1 mm, déplaçant les butées arrière à l’intuition, réorganisant les plis après qu’un flasque a percuté le porte-poinçon.
Ce n’est pas de l’artisanat. C’est de la R&D non payée.
Les systèmes intégrés laser–presse plieuse peuvent simuler l’ensemble du processus avant qu’une seule tôle ne soit découpée, détectant les conflits de séquence en amont. Surtout dans les environnements de production variée et sur mesure, c’est dans la simulation que l’échec doit survenir. Mais quand le logiciel s’arrête à la “ position CNC ” sans jamais modéliser la cinématique réelle de la machine, vous n’avez rien avancé. Vous avez simplement numérisé le tâtonnement.
Voici le changement de perspective que je veux que vous fassiez : cessez de demander combien de boutons possède le contrôleur et commencez à demander où se produira la première erreur — sur un écran lumineux ou sur une feuille de inox $200.
Parce qu’une fois que vous voyez cela, la question suivante ne concerne plus les écrans du tout.
Elle concerne la façon dont le logiciel gouverne chaque axe en mouvement.
Il y a quelques mois, je me tenais derrière une presse plieuse à six axes pliant de l’acier doux de 4 mm. Sur le papier, c’était une bête : Y1, Y2, X, R, Z1, Z2. Doigts indépendants. Bombage programmable. La brochure ressemblait à la fiche technique d’un avion de chasse.
La première pièce avait tout de même une torsion de 0,8° sur sa largeur.
Nous avons mis un comparateur dessus. Y1 devançait Y2 de justesse pendant l’approche — pas assez pour déclencher une alarme, juste assez pour fausser le pli. La butée arrière atteignait sa position X, mais R ne s’était pas complètement stabilisé avant que le vérin ne s’engage. Chaque axe, pris isolément, était “ dans les tolérances ”. Ensemble, ils n’étaient pas dans la vérité.
C’est ça, la déconnexion. Les limites mécaniques sont dictées moins par l’acier et l’hydraulique que par la logique qui les chorégraphie. Si votre contrôleur traite les axes comme des tâches séparées plutôt que comme un mouvement coordonné unique, vous ne faites pas fonctionner une presse de précision. Vous faites fonctionner une machine coûteuse qui devine très précisément, mais dans la mauvaise séquence.
Et c’est ainsi que la défaillance du premier pli s’insinue derrière des dégradés brillants et finit dans la benne à rebut.
Tout le monde se concentre sur la synchronisation Y1/Y2 — et c’est justifié. L’axe Y est le vérin. Sans contrôle de vérin stable et répétable, rien d’autre ne compte. Un seul axe est la presse minimale viable.
Mais regardez une vraie pièce en cours de formage. L’axe X détermine la profondeur du flasque. L’axe R fixe la hauteur du doigt par rapport à la matrice. Z1/Z2 espaçent les doigts pour soutenir la tôle. Ajoutez maintenant un retour de flasque qui nécessite un dégagement lors du troisième pliage.
Sur un contrôleur correctement intégré, ces axes ne font pas que “ atteindre ” des positions. Le planificateur de mouvement calcule un trajet temporisé : X se rétracte de 40 mm pendant que Y monte au-delà d’une fenêtre de dégagement sécurisée ; R se déplace de 12 mm pour maintenir le support pendant la rotation du matériau ; les doigts Z se repositionnent entre les plis seulement après que le vérin a franchi un seuil défini. Le tout est régi par un modèle cinématique partagé de la hauteur des outils, de la largeur de la matrice et de la géométrie de la pièce.
La prévention des collisions n’est pas un avertisseur qui hurle après le contact. C’est du code qui intègre les limites physiques — profondeur de la gorge, longueur du poinçon, géométrie des doigts — et refuse d’exécuter une séquence qui les viole.
Imaginez maintenant un contrôleur générique où les axes attendent de simples indicateurs de position. X atteint sa coordonnée. Y se déplace. Aucune conscience du fait que le flasque est sur le point de transpercer le porte-poinçon, parce que le logiciel ne modélise pas ce porte-poinçon en premier lieu. La première feuille devient la sonde de dégagement.
Voici la question sur-spécifiée que personne n’aime : si votre logiciel ne peut pas prouver la chorégraphie des axes en simulation, à quoi bon ajouter des doigts Z indépendants ? Plus d’axes ne font que multiplier les points de défaillance, à moins que la logique ne les relie en un seul cerveau.
Ce qui nous amène à la partie que le logiciel soit devine — soit connaît.
J’ai déjà plié une longueur de 1200 mm en inox de calibre 10 avec une compensation de bombage définie au ressenti. Le premier essai est sorti avec une ouverture de 1,5° au centre. Nous avons ajouté une cale. Le deuxième essai a surcompensé. Le troisième était suffisant pour l’expédition.
Trois pièces d’essai perdues.
La compensation de bombage existe parce que le coulisseau et la table se déforment sous charge. Cette déformation n’est pas uniforme ; elle dépend de la répartition de la tonnage sur la longueur. Le logiciel avancé ne vous laisse pas simplement entrer un chiffre. Il calcule la déflexion attendue à partir de la longueur de pliage, de la résistance à la traction du matériau, de l’ouverture de la matrice et de l’angle cible, puis commande une courbe de bombage calculée avant que le coulisseau ne touche le métal.
Même histoire pour le retour élastique. L’acier doux à 250 MPa se comporte différemment de l’inox à 600 MPa. Une véritable bibliothèque de matériaux enregistre la résistance à la traction, le rapport limite élastique / rupture et les facteurs empiriques de déduction de pliage. Lorsque vous appelez un inox 304 de 3 mm, le contrôleur ajuste la profondeur de pénétration pour atteindre 90°, sachant que ce matériau se relâchera davantage qu’un A36.
Logiciel basique ? Il demande à l’opérateur de “ corriger l’angle ”. C’est une façon polie de dire : pliez et voyez.
La différence se révèle dans l’endroit où vit la première erreur. Avec une bibliothèque de matériaux calibrée et un bombage dynamique, la correction se fait dans les calculs. Sans cela, la correction se fait dans la tôle.
Mais voici le piège que la plupart des commerciaux ignorent : ce jumeau numérique n’est aussi honnête que votre étalonnage. Si votre tableau de tonnage est erroné ou si vos vérins de bombage dérivent, la simulation ment avec assurance. Alors, comment décidez-vous de ce qui gouverne réellement la répétabilité ?
J’ai vu des butées arrière annoncées avec une répétabilité de ±0,02 mm. Beau chiffre. Gravé au laser. ” Comme si l’étiquette elle-même garantissait la précision ”
Puis l’atelier exécute des plis rapprochés à moins de six fois l’épaisseur du matériau — disons matériau de 3 mm avec décalages de 12 mm. La pression hydraulique augmente de façon inégale sur la table. Le coulisseau ralentit pour maintenir la pression de retour. Le calage de l’axe Y se décale légèrement sous charge.
La butée arrière peut atteindre sa position toute la journée. Si la séquence de programme ne tient pas compte de la dynamique de pression et de l’ordre de pliage, l’angle dérive quand même.
La répétabilité est le résultat d’un système, pas une spécification de composant.
La logique de programmation détermine la séquence de pliage pour minimiser l’erreur cumulée. Elle décide s’il faut former d’abord les brides intérieures pour stabiliser la tôle, s’il faut diviser un long pli en plusieurs frappes pour contrôler la déflexion, s’il faut repositionner les doigts Z pour équilibrer le poids avant un pli critique. Ces décisions influent sur la constance angulaire bien plus que sur le fait que votre vis à billes de butée ait été rectifiée ou roulée.
Alors, quand quelqu’un se vante de sept axes contrôlés, je pose une seule question : le contrôleur les synchronise-t-il sous charge, avec de vraies données matériaux, et prouve-t-il la séquence avant que le coulisseau ne descende ?
Parce que s’il ne le peut pas, les limites physiques de la machine ne sont pas définies par l’acier et l’hydraulique.
Elles sont définies par la première erreur que vous découvrez après que le poinçon touche le métal.
Et cette erreur aurait dû mourir en simulation.
Vous voulez une preuve concrète qu’un contrôleur offre une répétabilité synchronisée et validée par simulation ?
Demandez-lui d’échouer avant vous.
Pas sur la machine. Au bureau. Dans un modèle numérique qui connaît la longueur de votre poinçon, les épaulements de votre matrice, la profondeur de votre col de cygne, vos doigts de butée arrière, et l’inox de 3 mm dont vous jurez qu’il “ se comporte à peu près comme la dernière fois ”. Si le logiciel ne peut pas prédire une collision, un problème de dégagement ou une séquence de pliage impossible avant la descente du vérin, alors toute cette logique d’axes intégrés dont nous venons de parler est encore validée à l’ancienne — en sacrifiant une tôle au bac à rebut.
C’est l’échec du premier pli. Chaque tâche en a un. La seule question est : où vit-il ?.
Les simulations 2D et 3D ne concernent pas les jolis écrans. Elles consistent à déplacer cet échec en amont, là où les erreurs ne coûtent qu’électricité et café au lieu d’inox 10-gauge et d’un support de poinçon cabossé. Le retour sur investissement, ce n’est pas le nombre de boutons. C’est de savoir si votre première fausse manœuvre se produit en pixels ou en acier.
Alors, quand le 2D cesse-t-il d’être suffisant ?
Un écran plat ne peut pas vous montrer la profondeur.
Pour des équerres simples — deux plis, un changement de plan — la programmation 2D sur la console fonctionne très bien. Vous saisissez les longueurs de brides, choisissez une matrice, suivez l’ordre de pliage suggéré par le contrôleur, et si votre bibliothèque de matériaux est fidèle, vous êtes proche du bon résultat dès le premier essai. La géométrie est prévisible. Les dégagements sont évidents. Le cerveau de l’opérateur comble la troisième dimension manquante.
Mais ajoutez trois brides de retour autour d’une boîte, ajoutez un décalage inférieur à six fois l’épaisseur du matériau, et soudain le dégagement n’est plus intuitif. En 2D, le contrôleur montre une vue de profil de chaque pli, un à la fois. Ce qu’il ne montre pas clairement, c’est comment la bride déjà formée se déplace dans l’espace lors du pli suivant, comment elle passe près du support de poinçon, à quelle distance elle s’approche du col de la machine. L’opérateur devient le moteur de détection de collisions.
Ça va — jusqu’à ce que ça n’aille plus.
J’ai vu de bons techniciens “ plier à l’air et observer ” comme principale méthode de vérification. Ils ralentissent le vérin, gardent un doigt sur l’arrêt, et laissent la première tôle servir de sonde. Parfois ils détectent l’interférence à temps. Parfois ils polissent une rainure dans un poinçon $600. Le bac à déchets ne se soucie pas que l’erreur provienne d’un mauvais calcul ou d’une visualisation manquante.
Le 2D devient un goulot d’étranglement dès que le raisonnement spatial dépasse ce qu’une personne peut simuler mentalement avec sécurité.
Et les ateliers à haute mixité se heurtent à ce mur tous les jours.
Voici le calcul simple que personne ne conteste : si la plieuse plie, elle gagne de l’argent. Si elle attend que quelqu’un programme une pièce complexe à la console, elle n’en gagne pas.
La programmation hors ligne déplace le travail géométrique — importation, mise à plat, séquençage des plis, sélection des outils — vers un poste de travail. La plieuse continue de produire la tâche d’hier pendant que le casse-tête de demain est résolu dans une simulation liée au CAD. Quand cela fonctionne, les changements passent de “ donne-moi une heure ” à “ charge le programme, charge les outils, exécute ”.”
C’est du vrai retour sur investissement.
J’ai vu des ateliers revendiquer environ un tiers de rendement supplémentaire dans les productions variées à petits lots une fois l’OLP bien réglée. L’expression clé est « bien réglée ». Si votre logiciel CAD communique proprement avec votre logiciel de pliage, si votre bibliothèque d’outils correspond à la réalité, si votre post-processeur sort un code réellement compris par le contrôleur, alors oui — l’échec du premier pli se produit au bureau.
Mais voici la question de sur‑spécification : construisez‑vous un jumeau numérique que votre machine ne peut pas honorer physiquement ?
Adapter un ancien frein hydraulique avec un retour d’axe approximatif et attendre une validation 3D hors ligne précise, c’est peut‑être déplacer l’erreur au lieu de l’éliminer. Le bureau déclare que la séquence est sûre, mais le véritable axe de la machine ou la réponse de pression incohérente racontent une autre histoire. J’ai vu des écarts d’intégration doubler le temps de réglage parce que les programmes devaient être modifiés manuellement sur la console. Dans ces cas, la promesse de la “ simulation sans risque ” alimente discrètement la benne à rebuts d’une autre manière.
L’OLP est rentable lorsque le modèle numérique et le frein physique parlent le même langage.
Sinon, vous avez simplement déplacé les suppositions vers une chaise plus confortable.
La véritable simulation 3D cartographie des volumes, pas des lignes.
Elle sait que le poinçon n’est pas une ligne médiane abstraite mais un corps solide avec des épaules et des évidements. Elle sait que la matrice a une hauteur. Elle sait que vos doigts de butée arrière ont une épaisseur et des boulons de fixation. Lorsque le logiciel exécute une séquence de pliage, il calcule le volume balayé — l’espace que la pièce occupe lorsqu’elle tourne autour du rayon de la matrice — et le compare à chaque composant modélisé.
Si deux solides s’intersectent dans la simulation, le programme s’arrête.
C’est une entaille de moins sur vos outils. Une matrice de moins fissurée. Une après‑midi de moins passée à expliquer au patron pourquoi le nouveau poinçon segmenté porte une cicatrice en croissant.
Mais ne nous mentons pas. Même une bonne détection de collision 3D a des angles morts. La variation de retour élastique peut transformer un 92° simulé en un vrai 94°, modifiant la façon dont une aile se dégage au pli suivant. Certains essais ont montré qu’une partie des séquences “ optimales ” simulées nécessitaient encore des ajustements sur le plancher, parce que le comportement du matériau sortait du modèle. La physique ne lit pas votre manuel logiciel.
Alors qu’est‑ce qui différencie une animation marketing d’une protection réelle ?
L’étalonnage. Des bibliothèques d’outillage précises. Une géométrie machine vérifiée. Et un contrôleur qui refuse d’exécuter une séquence violant les limites modélisées, au lieu de se contenter de vous avertir poliment puis de tourner quand même.
Chaque collision détectée en 3D est une pièce qui n’a jamais eu à vous enseigner la leçon dans l’acier.
Et une fois que vous acceptez que la simulation est le tribunal où votre processus est jugé avant qu’on ne touche le métal, la question suivante devient plus tranchante : quelles familles de contrôleurs appliquent réellement ce verdict — et lesquelles se contentent de l’afficher avec des dégradés brillants ?
Un atelier de l’Indiana avec lequel j’ai travaillé avait deux presses plieuses côte à côte : l’une équipée d’un DA‑52S, l’autre mise à niveau avec un DA‑66T offrant la programmation hors ligne et la 3D complète. Même travail en acier inox de calibre 10, même rack d’outillage. La machine 52S a sorti sa première pièce en douze minutes : un pli d’essai, un ajustement du facteur de pliage, puis production. La machine 66T n’avait pas encore touché le métal ; elle importait encore le fichier STEP et vérifiait les dégagements d’outillage en simulation.
À l’heure du déjeuner, les deux produisaient de bonnes pièces.
À la fin de la semaine, une seule avait alimenté la benne à rebuts.
La différence n’était ni la taille de l’écran tactile ni ces dégradés brillants. C’était de savoir si le contrôleur permettait une séquence de pliage violant son propre modèle de collision. Sur le 66T, si le flanc simulé intersectait le support du poinçon, le programme ne se lançait tout simplement pas. Sur le 52S, l’opérateur pouvait encore “ essayer lentement ”. Application contre visualisation. C’est la ligne qui détermine où vit l’échec du premier pli.
Alors, où dans la hiérarchie cette ligne apparaît‑elle réellement ?
Commencez avec le DA‑52S. C’est une commande graphique 2D — solide, prévisible et un immense pas en avant par rapport aux devinettes des automates PLC. Vous saisissez les longueurs de brides, les angles, le matériau, les outils. Il calcule la profondeur de descente du vérin et les positions de butée arrière. Pour les équerres plates et les canaux simples, c’est rapide. J’ai vu des ateliers amortir le surcoût par rapport aux commandes de base en quatre à six mois simplement grâce à la réduction des rebuts de réglage et à une moindre dépendance à un chef d’atelier devant saisir chaque mouvement d’axe.
Si vous pliez des pièces à deux plans toute la journée, le 52S garde la benne à chutes presque vide.
Mais poussez‑le vers des formes en boîte avec des brides de retour, des séquences de sertissage ou des pièces où un décalage est inférieur à six fois l’épaisseur du matériau, et l’opérateur redevient le moteur de détection de collision. Le 52S ne modélise pas les volumes balayés en 3D. Il ne montre pas comment une jambe formée passe près du col de cygne. Vous revenez au “ pliage à l’air et observation ”, simplement avec de meilleurs calculs.
Le DA‑58T se situe au milieu. Écran tactile, une certaine visualisation 3D, des capacités basiques hors ligne. C’est le pont pour les ateliers qui abordent une plus grande diversité sans plonger complètement dans les flux pilotés par la CAO. Vous obtenez un séquençage plus clair et une meilleure perception spatiale, mais la profondeur d’intégration dépend de la configuration. Il peut simuler, oui. Si l’exécution est imposée ou non dépend du calibrage et de la rigueur de la mise en place.
Puis vient le DA‑66T. Environnement 3D complet. Outils modélisés en solides. Châssis machine modélisé. Détection de collision par volumes balayés. Programmation hors ligne liée aux imports CAO. Lorsqu’il est correctement mis en service — et c’est un grand « si » —, il refuse d’exécuter des séquences qui violent ses règles géométriques. C’est là que la simulation commence à agir comme un gardien plutôt qu’une simple suggestion.
Voici la réalité du sur‑équipement : si 80 % de votre chiffre d’affaires provient de simples équerres de moins de 24 pouces de long, le 66T ne créera pas magiquement de retour sur investissement. Vous passerez plus de temps à maintenir les bibliothèques d’outillage que vous n’en gagnerez en collisions évitées. Le 52S peut s’en sortir mieux — non pas parce qu’il est supérieur, mais parce que vous ne payez pas pour une profondeur numérique que vous n’utilisez jamais.
La 3D s’amortit quand la complexité spatiale dépasse l’intuition humaine chaque semaine, pas une fois par trimestre.
Alors si Delem propose une montée en gamme claire, de la fiabilité standard jusqu’à la discipline 3D imposée, que se passe‑t‑il lorsque vous sortez de cette famille de marques ?
Je suis entré dans des usines utilisant des commandes ESA où l’intégrateur avait relié la presse plieuse à une cellule plus large — laser, plieuse‑panneaux, robot de chargement. La commande ne simulait pas seulement un pli ; elle faisait partie d’une chorégraphie. L’architecture ouverte — c’est‑à‑dire des API accessibles et des protocoles de communication flexibles — permettait à l’intégrateur de relier les données de découpe amont et le suivi qualité aval.
Cette flexibilité est puissante.
Elle exige aussi de la compétence. Les systèmes ouverts peuvent imposer des règles, mais seulement si quelqu’un les définit correctement. J’ai vu de magnifiques installations ESA intégrées où la plieuse rejetait un programme si l’identifiant d’outil de la base de données ne correspondait pas à l’outil réellement serré en place. J’ai aussi vu des systèmes “ ouverts ” où le contrôle était désactivé parce qu’il ralentissait la production lors de la mise en route. L’ouverture a deux tranchants.
Cybelec a tendance à privilégier une manipulation intuitive — graphismes clairs, programmation simple. Dans les ateliers à forte rotation où les opérateurs passent d’une machine à l’autre, cela compte. S’il faut trois mois pour se fier à une commande, vous avez déjà perdu du rendement. Une interface intuitive réduit les rebuts provoqués par l’opérateur simplement parce que moins de boutons sont mal interprétés. Mais l’intuition seule ne garantit pas que la commande bloquera une mauvaise séquence. “ CNC ” sur la plaque — comme si l’étiquette garantissait à elle seule la précision — ne veut rien dire si la machine exécute n’importe quel code qu’on lui fournit.
La force de Delem réside depuis longtemps dans la cohérence de sa logique d’application à l’intérieur de son écosystème. Une fois la bibliothèque d’outillage, les paramètres machine et les données matériau correctement réglés, la commande se comporte de manière prévisible d’un modèle à l’autre. Cette fiabilité standard est un atout inestimable pour les ateliers qui n’ont pas d’ingénieur automaticien interne surveillant les intégrations.
Le choix devient donc pratique : avez‑vous besoin d’une architecture ouverte parce que vous construisez une cellule de fabrication connectée, ou d’une commande qu’un opérateur formé peut utiliser en toute confiance sans appeler l’informatique à chaque changement de révision ?
Et c’est ce problème de révision qui fait que la benne à rebut redevient une salle d’audience.
| Aspect | ESA | Cybelec | Les systèmes |
|---|---|---|---|
| Positionnement central | Architecture ouverte pour les intégrateurs | Interface intuitive pour les ateliers à forte rotation | Application cohérente au sein de son écosystème |
| Capacité d’intégration | API accessibles et protocoles de communication flexibles ; connexion facile aux systèmes de nesting en amont et de qualité en aval | Plus axé sur l’utilisabilité autonome que sur une intégration approfondie | Intégration solide à l’écosystème avec une logique standardisée entre les modèles |
| Cas d’utilisation typique | Cellules de fabrication connectées (laser, plieuse de panneaux, chargement robotisé) | Ateliers avec opérateurs tournants et fort taux de roulement | Ateliers sans ingénieurs de contrôle internes nécessitant un comportement prévisible |
| Force | Grande flexibilité ; prend en charge des chorégraphies complexes et multi-machines | Graphiques clairs et programmation simple ; réduit la confusion des opérateurs | Comportement fiable et cohérent une fois les outillages et paramètres configurés |
| Risque / Limitation | Nécessite une compétence élevée ; les règles ne sont appliquées que si elles sont correctement configurées ; l’application peut être désactivée lors de la mise en service | L’interface intuitive ne prévient pas automatiquement les mauvaises séquences ; l’étiquette CNC seule n’assure pas la précision | Moins d’accent sur la personnalisation ouverte que les systèmes entièrement ouverts |
| Prévention des rebuts | Peut rejeter des programmes si les incompatibilités d’outillage/base de données sont correctement gérées | Réduit les rebuts causés par les opérateurs grâce à une meilleure utilisabilité | Une logique d’application prévisible réduit les erreurs entre les machines |
| Facteur de décision optimal | Besoin d’une architecture ouverte et connectée | Besoin d’une adoption rapide par les opérateurs et d’un temps de formation minimal | Besoin de performances stables et standardisées sans intervention constante de l’informatique |
Imaginez ceci : le laser découpe la Révision F d’une pièce à 9 h. La presse plieuse, exécutant des programmes hors ligne stockés localement, charge la Révision D parce que personne n’a mis à jour le dossier. La simulation était parfaite. Le modèle de collision était précis. Les pliages sont faux.
Trois heures plus tard, vous comptez de l’acier inoxydable calibre 10 dans la benne à rebuts.
Sans contrôle de version en réseau — c’est‑à‑dire que la presse prélève le fichier approuvé actuel depuis un serveur central ou un système ERP — même la meilleure application 3D protège la mauvaise géométrie. La mémoire CNC de base ne résout pas cela. Elle range simplement plus proprement l’erreur d’hier.
J’ai vu des ateliers de l’Indiana réduire leurs rebuts de manière notable seulement après avoir relié la FAO laser, la programmation hors ligne de la presse et l’ERP afin que les numéros de pièce, les révisions et les programmes de pliage soient synchronisés. Une simulation 3D générique seule n’a pas corrigé les incohérences entre découpe et pliage. L’intégration, si. La presse signalait un programme si l’ID de révision ne correspondait pas au bon de travail publié. C’est une application au niveau du processus, pas seulement au niveau de la machine.
Voici la question inconfortable : votre machine actuelle peut‑elle réellement prendre en charge ce niveau de connectivité, ou êtes‑vous en train de greffer un logiciel moderne sur un matériel incapable de l’honorer ?
Car si le modèle numérique indique que la butée arrière doit se positionner à ±0,1 mm près mais que le retour d’information de votre axe dérive du double au cours d’un poste, aucune famille de commandes ne peut vous sauver. Vous ne choisissez plus entre 52S et 66T. Vous choisissez entre vivre avec des limites ou affronter la réalité du rétrofit.
Et c’est là que la discussion sur la hiérarchie cesse de porter sur les fonctionnalités et commence à porter sur la question de savoir si votre acier est prêt à être tenu responsable par le logiciel que vous y avez fixé.
Vous pouvez connecter votre presse plieuse à l’ERP, lui fournir un modèle CAO propre, verrouiller les révisions et malgré tout la voir manquer la profondeur de quatre millièmes parce que l’huile est chaude et que les soupapes sont fatiguées.
C’est la question posée aujourd’hui sur l’établi : votre machine est‑elle réellement capable de respecter les promesses numériques que vous venez d’acheter ?
J’ai fixé des commandes modernes à base de PC sur des bâtis de séries J Pacific plus anciens que certains des opérateurs qui les utilisent. Fonderies des années 1960. Vérins d’origine. Avec des soupapes proportionnelles ou servovalves adéquates et un retour d’information récent, nous avons maintenu la répétabilité du vérin au dixième près. Pas de théorie. Des pièces mesurées dans de l’inox calibre 10 au micromètre, pas dans une brochure marketing. Le bâti se moquait de son certificat de naissance ; il se souciait du contrôle de l’huile et du retour de position.
Mais j’ai aussi vu des ateliers installer un contrôleur 3D flambant neuf sur une presse aux hydrauliques molles et appeler cela une “ mise à niveau ”. L’écran était net. La logique de cycle était rapide. L’unité hydraulique réagissait toujours comme si elle y réfléchissait : commande, pause, dérive, correction. Ce décalage n’apparaît pas dans la simulation. Il apparaît dans la benne à rebuts.
Le logiciel peut prédire le retour élastique à trois décimales près. Il ne peut pas rigidifier des joints usés.
Le piège, ce n’est donc pas “ vieille machine égale mauvaise ”. C’est de croire que le code peut dépasser la mécanique de l’huile.
Les contrôleurs modernes envoient des signaux de correction en millisecondes. Ils exigent des soupapes proportionnelles qui répondent aussi vite et des capteurs de position linéaire qui rapportent la vérité, non des moyennes amorties par des jeux mécaniques. Si votre retour Y1 et Y2 provient de règles linéaires fatiguées et bruyantes, le contrôle devine entre les échantillons. Cerveau rapide. Nerfs lents.
Voici un test simple à effectuer à l’atelier. Ordonnez un déplacement de 0,020 pouce à basse vitesse et observez la trace de position réelle. Se déplace-t-elle et s’arrête-t-elle proprement, ou est-ce qu’elle rampe, dépasse et se stabilise ? Ce temps de stabilisation, c’est le retard mécanique. Chaque milliseconde en moins grignote la précision que votre simulation supposait instantanée.
Certains rééquipements réussissent parce qu’ils s’attaquent directement à ce problème : nouvelles soupapes de qualité servo, joints neufs, règles calibrées. Soudain, l’ancienne Pacific se comporte comme si elle comprenait le langage moderne. Ce n’était pas la fonte le goulot d’étranglement ; c’était le contrôle du fluide.
Et parfois, c’est l’inverse.
Si l’unité hydraulique ne peut pas maintenir une pression stable sous modulation rapide, les boucles de correction à grande vitesse ne font qu’amplifier l’instabilité. Le contrôleur poursuit une cible mouvante, et vous obtenez une oscillation en bas de course. Le logiciel a fait exactement ce qu’on lui avait demandé. L’huile, elle, n’a pas suivi. Qui est mis en accusation quand l’angle dérive d’un demi-degré sur une série ?
Imaginez installer un contrôleur qui calcule la profondeur de pliage à ±0,01 mm alors que la répétabilité réelle de votre machine fluctue à ±0,08 mm pendant un quart chaud. Sur le papier, vous avez amélioré la capacité par huit. En réalité, rien n’a changé, sauf les attentes.
Cet écart coûte cher.
Les opérateurs commencent à ajuster les facteurs matière pour “corriger” des angles incohérents. Ils modifient les tableaux de tonnage. Ils ajoutent des cales. Le modèle numérique s’éloigne de la réalité physique, et le prochain travail devient l’expérience. Vous pensiez avoir déplacé l’échec du premier pli dans la simulation. Vous l’avez simplement remis dans l’acier, mieux habillé.
J’ai vu des gains d’efficacité issus de la simulation seule plafonner parce que le temps de réponse hydraulique limitait la précision de la boucle de contrôle. Pas un défaut logiciel, une limite de système. Vous pouvez surdimensionner le cerveau à volonté ; si le bras bouge comme un tracteur, vous labourez quand même.
La benne à rebut ne se soucie pas de la sophistication de l’interface.
C’est là que la fierté devient coûteuse.
Si votre bâti est droit, vos vérins sont sains et que la machine peut accepter des soupapes et retours modernes, un rééquipement réfléchi peut transformer une relique de “production limitée” en un atout discipliné. J’ai vu des bâtis des années 1940 gagner leur vie sur des pièces complexes parce que le système de contrôle et l’hydraulique avaient été portés au même niveau. Pas glamour. Rentable.
Mais si la pompe est sous-dimensionnée, les collecteurs sont restrictifs et les pièces de rechange introuvables, vous empilez un logiciel de précision sur une base mécanique qui n’a jamais été conçue pour une telle rigueur. À un moment, le coût de la quête de stabilité dépasse celui du nouvel ensemble en fonte, construit dès le départ avec hydraulique en boucle fermée.
Voici la vérification de réalité face à la surspécification : essayez-vous d’obtenir une répétabilité digne de l’aéronautique avec une presse qui plie principalement des supports en acier doux avec une tolérance de ±1° ?
La décision intelligente n’est pas “toujours rééquiper” ou “toujours remplacer”. C’est d’associer la discipline numérique souhaitée à la discipline mécanique que votre machine peut réellement fournir. Mesurez la répétabilité à froid et à chaud. Vérifiez les temps de réponse des soupapes. Auditez la résolution du retour. Ensuite, décidez si vous améliorez un système — ou si vous décorez une limitation.
Car le véritable retour sur investissement se résume toujours à ceci : votre configuration déplace-t-elle l’échec du premier pli vers les pixels, ou continue-t-elle d’alimenter le tribunal au bout de l’allée ?
Vous avez déplacé le vérin de 0,020 pouces et observé la trace. Vous avez vu si l’huile écoute ou conteste. Bien. Maintenant, la vraie question n’est pas “ Mon machine peut-elle faire tourner un contrôleur haute performance ? ” mais “ Ce contrôleur réduira-t-il réellement les défauts au premier pli pour le type de pièces que je façonne chaque semaine ? ”
Parce que la logique de contrôle ne se justifie que lorsqu’elle correspond à votre mélange de pièces.
Un atelier qui plie dix supports différents avant le déjeuner présente un schéma de défaillance différent de celui d’un atelier qui exécute 400 panneaux identiques toute la semaine. Dans le premier cas, les erreurs viennent de la confusion lors des réglages, des mauvais outils dans les mauvaises stations, des séquences de pliage mal ordonnées. Dans le second, elles résultent du décalage, de la fatigue et des raccourcis humains. Même presse plieuse. Verdict différent dans la benne à ferraille.
Ainsi, le cadre est simple, mais pas évident : évaluez le logiciel en vous demandant où naissent vos défauts au premier pli — dans la complexité ou la répétition — et si la logique de contrôle que vous achetez attaque directement ce point d’origine. Pas selon le nombre de boutons. Pas selon le brillant des dégradés. Mais selon qu’il déplace votre risque spécifique vers la simulation au lieu de l’acier.
Quel type d’atelier êtes-vous, réellement ?
Si vos ordres de fabrication ressemblent à un jeu de cartes mélangées — petites séries, modifications d’ingénierie, cinq matériaux avant midi — alors votre ennemi est l’entropie des réglages.
Dans ce monde, l’argent n’est pas gagné en supprimant 0,3 seconde du temps de cycle. Il réside dans l’élimination de la pause de 20 minutes pendant laquelle un opérateur débat de l’ordre des outils, ou pire, le prouve sur de l’acier inox de 10 calibres parce que la simulation ne correspondait pas à la vraie bibliothèque d’outils. C’est là que naît la défaillance au premier pli : dans le désalignement entre les outils numériques, les outils réels, et la logique de séquence de pliage.
Vous auditez donc le contrôleur sur trois points :
Si l’une de ces conditions est approximative, le “ premier pli virtuel ” est une fiction. Vous continuez à déboguer sur le terrain — simplement avec un préambule plus esthétique.
Voici la vérification de la sur-spécification : payez-vous pour une intégration robotique à 7 axes alors que votre vrai problème est la saisie incohérente des données d’outils ?
Dans les environnements à forte diversité, le bon contrôle est celui qui condense les décisions de réglage en une répétition numérique vérifiée. Le retour sur investissement se manifeste par moins de tôles sacrifiées et moins de débats entre opérateurs. La benne à ferraille devient plus silencieuse non parce que la machine est plus rapide, mais parce que la confusion n’atteint jamais l’acier.
Mais que se passe-t-il si votre atelier ne vit pas dans le chaos ?
Je suis entré dans des ateliers qui produisent le même panneau d’enceinte depuis six mois. Les mêmes 12 plis. Le même matériau. Le même opérateur.
Installez un contrôleur haut de gamme, multi-axes et entièrement simulé dans cette cellule et vous ne gagnerez peut-être pas un centime. Vous pourriez en perdre un.
Pourquoi ? Parce qu’une fois le programme éprouvé, votre taux de défauts au premier pli est déjà proche de zéro. Le risque ne réside pas dans la séquence ni dans la collision. Il réside dans la constance dans le temps. La stabilité hydraulique. La répétabilité de la butée arrière. La discipline de l’opérateur.
Dans ce cas, une CNC solide et plus simple — voire une NC bien programmée avec affichages numériques et programmes enregistrés — peut surpasser la complexité. Moins de couches. Moins de temps de formation. Moins de risques d’erreur de clic. L’opérateur devient la boucle d’ajustement fine.
Cette comparaison JSTMT qui circule à propos de réglages de 30 à 60 minutes sur des commandes NC basiques ? Elle est bien réelle dans les ateliers à forte rotation. Mais dans un véritable environnement de production par lots où la configuration n’a lieu qu’une fois et tourne pendant des semaines, ce coût s’amortit jusqu’à disparaître. L’avantage du “programmation plus rapide” des systèmes avancés ne se manifeste jamais.
Voici la question qui dérange : essayez-vous d’acheter de la sophistication pour résoudre un problème que vous n’avez pas réellement ?
Si votre production par lots change rarement et que les tolérances sont indulgentes, la benne à rebuts se souciera davantage de l’entretien hydraulique que de la simulation 3D. Dans ce cas, imposer une logique de commande avancée à un processus stable et répétitif peut introduire de nouveaux points de défaillance — une complexité logicielle là où la mémoire musculaire humaine était jusqu’ici inébranlable.
Alors, comment éviter de deviner dans quel camp vous vous trouvez avant de signer un bon de commande ?
C’est ici que vous arrêtez d’écouter les listes de fonctionnalités et commencez à effectuer des tests.
Première question : “ Montrez-moi comment votre simulation utilise mes données d’outillage réelles — pas votre bibliothèque de démonstration. ”
S’ils ne peuvent pas importer les spécifications réelles de vos poinçons/matrices et prouver une séquence sans collision sur une de vos pièces les plus compliquées, vous ne déplacez pas l’échec du premier pli dans les pixels. Vous mettez en scène une répétition avec des accessoires que vous ne possédez pas.
Deuxième question : “ Étant donné la répétabilité mesurée de ma machine — à froid et à chaud — comment votre commande compense-t-elle ? ”
Vous avez déjà effectué le test de déplacement. Vous connaissez votre variation ±. Si le fournisseur ne peut pas expliquer comment sa boucle de correction fonctionne dans cette limite mécanique, vous surspécifiez à nouveau le cerveau. Le code ne peut pas dépasser l’huile.
Troisième question : “ Pour mes cinq pièces récurrentes principales, comment cette commande réduirait-elle les rebuts par rapport à ce que j’utilise aujourd’hui — concrètement ? ”
Faites-les passer par votre véritable mix : un travail à haute complexité, un lot standard, une pièce sensible aux tolérances. Si la réponse est vague — plus d’axes, processeur plus rapide, meilleure interface — vous entendez du marketing. Si la réponse est concrète — moins de plis d’essai, ajustement automatique du bombage lié au fichier matière, vérification de la garde du palpeur — vous entendez du mécanisme.
La seule chose à retenir est la suivante : évaluez la logique de commande en fonction du lieu de naissance de vos échecs de premier pli, et non de sa liste de fonctionnalités.
C’est peu évident car le secteur vous forme à comparer les écrans et les spécifications. Mais la benne à rebuts ne juge pas les écrans. Elle juge si la première pièce sortie de la presse-plieuse était une leçon — ou une réussite.
Et dès que vous commencez à penser ainsi, chaque décision logicielle cesse d’être une question de capacité pour devenir une question de verdict.


















