

営業マンは19インチのタッチスクリーンを指でスワイプした。それはまるで新しいピックアップトラックをお披露目しているかのようだった。大きなアイコン。つややかなグラデーション。「フルCNCです」と彼は言った。.
2週間後、10ゲージのステンレスパネルがスクラップ箱に滑り込むのを見た。バックゲージとラムが「どこで出会うべきか」について本当の意味で合意していなかったのだ。.
その隙間を見つめてほしい。.
十分な数の工場に入れば、こういう声を耳にするだろう。「CNCだから大丈夫だよ」と。まるでそのラベル自体が精度を保証するかのように。.
しかし私は見たことがある。プレスブレーキの稼働率中央値は約12.9%前後、一方で上位四分位の工場は34%を超えている。同じ機械。同じトン数クラス。違いはインターフェースの色ではない。それは制御ロジックが最初の曲げ不良を防ぐのか、それとも現場で起こるのを「丁寧に」待っているのかの違いだ。.
タッチスクリーンは10ゲージのステンレスをスクラップにするのを止めてはくれない。止めるのは制御ロジックだ。.
では、「CNC対応」ステッカーの裏には一体何が隠されているのだろう?
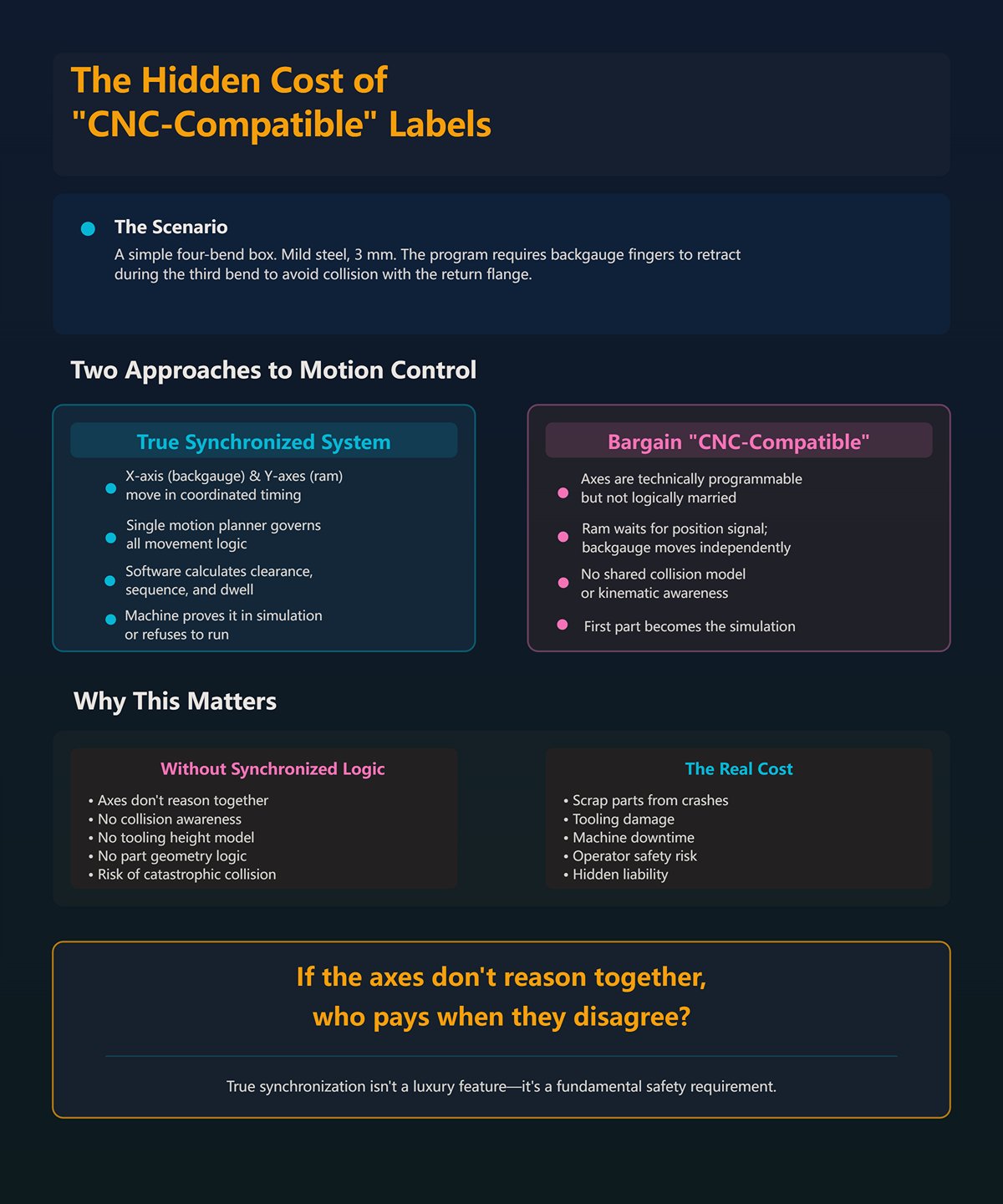
単純な四辺曲げの箱を思い浮かべてほしい。特別なものではない。板厚3mmの軟鋼。プログラムでは、3回目の曲げの際に戻りフランジとの衝突を避けるため、バックゲージのフィンガーを後退させるよう指示している。.
真の同期システムでは、X軸(バックゲージ)とY軸(ラムシリンダー)が単一のモーションプランナーによってタイミングを調整しながら動作する。ソフトウェアがラムが実行する前にクリアランスやシーケンス、デウェルを算出する。機械はシミュレーションでそれを証明するか、そうでなければ動作を拒否する。.
安価な「CNC対応」コントローラでは、軸は技術的にはプログラム可能だが、論理的には結合していない。ラムは位置シグナルを待ち、バックゲージは独自の命令セットで動く。共有衝突モデルなし。工具の高さや部品形状に関する運動学的認識もない。.
結果は?最初の部品がシミュレーションになる。.
軸が連携して考えられないなら、対立した時にその代償を払うのは誰だ?

かつて私は予算型コントローラでのセットアップ時間を測ったことがある。図面から最初の合格部品まで18分。試し曲げ7回、角度補正3回、バックゲージの微調整2回——テープで測ったもので、プローブではない。.
それを短納期の仕事に適用してみよう——ここで25個、あちらで40個。その「軽微な」修正が積み重なる。角度の手動調整。コントローラが材料の戻り変形を補正できないため、オペレーターが推測で曲げ減算値を再入力する。各修正が、スクラップ箱に小さな一掬いを加える。.
メーカーは±0.1°の位置決め能力を引用するのが大好きだ。結構。サーボは一日中その数値を叩き出せるだろう。しかしソフトウェアが材料のばらつき、工具のたわみ、あるいは工程順序に依存する誤差を考慮しなければ、その理論上の精度は部品には反映されない。.
「安い」とは購入価格のことではない。「実際の材料でプログラミングすること」こそが安さだ。.
それが、多くの工場が当たり前として受け入れている、静かな「税金」につながっているのだ。.

あまりにも多くの工場で、パレットから取り出された最初の板は犠牲になっている。それは誰もが知っている事実だが、誰もそれを予算に入れない。.
基本的なコントローラーには、堅牢なオフラインシミュレーションや実際の衝突検知機能が欠けている。だからオペレーターは、図面と機械の間の通訳となり、深さを0.1mm刻みで調整し、バックゲージの位置を感覚で動かし、フランジがパンチホルダーにぶつかった後に曲げ順を並べ替える。.
それは職人技ではない。それは無償の研究開発だ。.
レーザーからブレーキまで統合されたシステムなら、最初の一枚を切る前に全工程をシミュレーションでき、事前に工程の矛盾を検出できる。特に多品種・カスタム作業では、そのシミュレーションこそ失敗すべき場所だ。しかしソフトウェアが「CNC位置決め」で止まり、機械の実際の運動学をモデル化しないなら、何も進化していない。ただ試行錯誤をデジタル化しただけだ。.
ここで認識を変えてほしい。コントローラーのボタンがいくつあるかを問うのではなく、最初のミスがどこで起きるかを問うのだ ―― 輝く画面の上か、それとも$200のステンレス板の上か。.
それが見えたなら、次の質問はもはや画面についてではない。.
それは、ソフトウェアが運動するすべての軸をどのように制御しているかについてだ。.
数か月前、私は6軸のブレーキの後ろに立っていた。4mmの軟鋼を曲げていた。仕様上では、それはモンスターだった:Y1、Y2、X、R、Z1、Z2。独立したフィンガー。プログラム可能なクラウニング。パンフレットはまるで戦闘機のスペック表のようだった。.
それでも最初の部品は幅全体で0.8°ねじれていた。.
ゲージを当ててみると、接近中にY1がY2をわずかに先行していた ―― アラームが出るほどではないが、曲げに偏りを生む程度には十分だった。バックゲージはX位置に到達したが、ラムが動作に入る前にRが完全に安定していなかった。それぞれの軸は単体では「許容差内」だが、全体としては「正確」ではない。.
それが断絶だ。機械の限界は鋼や油圧ではなく、それらを振り付けるロジックによって決まる。もしコントローラーが軸を個別の指令として扱い、ひとつの統合された動作計画として扱わないなら、あなたが動かしているのは高精度なブレーキではない。正しい順序で非常に正確に動く高価な「推測マシン」なのだ。.
そしてそれが、最初の曲げでの失敗が華やかなグラデーションをすり抜け、スクラップ箱に滑り込む理由だ。.
誰もがY1/Y2の同期に執着する ―― それは正しい。Y軸はラムだ。安定して再現可能なラム制御なしには、他は意味を成さない。1軸がブレーキの最低限の条件だ。.
だが実際の部品形成を見てみよう。X軸はフランジの深さを設定し、R軸はフィンガーの高さをダイに対して調整し、Z1/Z2はフィンガーを間隔を持ってブランクを支持する。そして第3の曲げでクリアランスが必要な返しフランジを追加する。.
適切に統合されたコントローラーでは、これらの軸は単に「位置に到達」するのではない。モーションプランナーが時間経過を計算し、Yが安全なクリアランスウィンドウを通過する間にXが40mm後退し、材料が回転するにつれてRが12mm移動して支持を維持し、Zフィンガーがラムが定義された閾値を超えてから次の曲げ間で再配置される。すべてが工具高さ、ダイ幅、部品形状の共有運動学モデルによって支配される。.
衝突防止とは、接触後に警告を鳴らすブザーのことではない。物理的な限界 ―― 喉の深さ、パンチの長さ、フィンガー形状 ―― をコード化し、それを破るシーケンスの実行を拒否することだ。.
今、汎用コントローラーを思い浮かべてほしい。軸は単純な位置フラグを待っている。Xが座標に到達し、Yが動く。ソフトウェアがそもそもパンチホルダーをモデル化していないため、フランジがパンチホルダーを突き刺そうとしていることに気づかない。最初の板がクリアランス探針になるのだ。.
誰も好まない過剰仕様の質問をしよう。もしあなたのソフトウェアがシミュレーション上で軸の協調動作を証明できないなら、独立したZフィンガーを追加することにどんな意味があるだろう?軸が増えるほど故障点も増えるだけだ。ロジックがそれらをひとつの頭脳として結びつけなければならない。.
ここで話は、ソフトウェアが「推測する」か、「知っている」かという部分に移る。.
かつて私は、感覚だけで基本的なクラウニング設定をした状態で1200mm長の10ゲージステンレスを曲げたことがある。最初の打ち込みは中央部で1.5°開いていた。シムを追加した。二度目は過補正。三度目で出荷可能な範囲に収まった。.
試験片が3枚無駄になった。.
クラウニング補正が存在する理由は、ラムとベッドが荷重でたわむからだ。そのたわみは一様ではなく、長さ方向にかかるトン数分布によって異なる。高度なソフトウェアは単に数値を入力させるだけではない。曲げ長さ、材料の引張強度、ダイ開口、目標角度から期待されるたわみを計算し、ラムが金属に触れる前に計算されたクラウニングカーブを指令する。.
スプリングバックも同じ話だ。250MPaの軟鋼は600MPaのステンレスとは挙動が異なる。実際の材料ライブラリには引張強度、降伏比、実験的な曲げ補正係数が登録されている。3mm厚304ステンレスを呼び出すと、コントローラーはA36よりもリラックスすることを「知っていて」90°を達成するための押込み深さを自動調整する。.
基本的なソフトウェア?それはオペレーターに「角度補正を調整してください」と指示する。つまり丁寧な言い方をすれば、「曲げてみて様子を見ろ」ということだ。.
違いは最初の誤差が生じる場所に現れる。校正済みの材料ライブラリとダイナミッククラウニングを備えた場合、補正は数学の中で起こる。それがない場合、補正は板材の中で起こる。.
しかしほとんどの営業マンが触れない落とし穴がある。そのデジタルツインは校正の正確さ次第でしか誠実ではない。もしトン数チャートが誤っていたりクラウニングシリンダーがずれていたりすれば、シミュレーションは自信を持って嘘をつく。では、繰り返し精度を本当に支配するものは何だろうか?
±0.02mmの再現性を謳うバックゲージを見たことがある。美しい数値だ。レーザー刻印済み。「まるでそのラベルが精度を保証するかのように」”
だが工場では、材料厚みの6倍未満の間隔でタイトなオフセット曲げを行う。たとえば3mm材に12mmオフセット。ベッド全体で油圧が不均一にスパイクし、ラムは戻り圧を維持するために減速する。Y軸のタイミングが荷重下でわずかにずれる。.
バックゲージは一日中マークに正確に当てることができる。しかしプログラムシーケンスが圧力の動的変化や曲げ順を考慮していなければ、角度は依然としてずれる。.
再現性とは、コンポーネント仕様ではなくシステムの結果である。.
プログラミングロジックは累積誤差を最小化するための曲げ順序を決定する。ブランクを安定させるために内側フランジを先に成形するか、たわみを制御するために長い曲げを段階的に分けるか、重要な曲げ前に重量分布を支えるためにZフィンガーを再配置するかを判断する。これらの判断は、ゲージのボールネジが研削か転造かという違いよりも角度の安定性に影響する。.
だから誰かが「7軸制御」と自慢したら、私は1つの質問をする。そのコントローラーは荷重下で各軸を同期させ、実際の材料データを使い、ラムが下降する前にシーケンスを検証しているのか?
もしそうでないなら、その機械の物理的限界は鋼や油圧によって決まるのではない。.
それはパンチが金属に触れた後に初めて気づく最初の誤りによって決まる。.
そしてその誤りはシミュレーションの中で死んでいるべきだったのだ。.
コントローラーが同期された、シミュレーションで実証された再現性を提供するという確かな証拠が欲しいですか?
あなたが失敗する前に、それに失敗させてください。.
機械上ではなく、オフィスで。あなたのパンチ長さ、ダイショルダー、スロート深さ、バックゲージフィンガー、そして「前回とだいたい同じ動きをする」と言い張る3 mmのステンレスを知っているデジタルモデルの中で。ソフトウェアが、ラムが下降する前に衝突やクリアランスの問題、不可能な曲げ順序を予測できないなら、さっき話した統合軸ロジックも、結局は昔ながらの方法で検証されることになります — スクラップ箱に一枚の板を犠牲にして。.
それが「初曲げ」エラーです。すべての作業に存在します。唯一の問いは、それがどこで起きるかです。.
2Dおよび3Dシミュレーションは「見た目の良い画面」が目的ではありません。その失敗を上流に移し、ミスのコストを10ゲージのステンレスではなく電気代とコーヒー代に変えることが目的です。ROI(投資対効果)はボタンの数ではありません。最初の誤りがピクセルの中で起きるか、それとも鋼の中で起きるかです。.
では、2Dではいつ不十分になるのでしょう?
平面の画面では奥行きを見せることができません。.
単純なブラケット — 2つの曲げと1回の平面変更 — なら、コンソールでの2Dプログラミングで問題ありません。フランジ長を入力し、ダイを選び、コントローラーが提案する曲げ順を追えば、材料ライブラリが正確なら初打ちで近い結果が得られます。形状は予測可能で、クリアランスは明白。オペレーターの頭の中で欠けた3次元を補ってくれます。.
しかし、箱の周りに3つのリターンフランジを重ね、材料厚の6倍未満のオフセットを加えた途端、クリアランスは直感的ではなくなります。2Dでは、コントローラーは各曲げの側面図を一度に1つずつ表示します。しかし、すでに成形されたフランジが次の曲げで空間内をどう動くか、パンチホルダーをどう通り抜けるか、機械のスロートにどれほど近づくかは明確には表示しません。オペレーター自身が衝突検出エンジンとなるのです。.
それで問題ない — 問題が起きるまでは。.
私は優れた技術者が「空中曲げして様子を見る」ことを確認手段として使っているのを見てきました。ラムをゆっくり下げ、ストップに指を置き、最初の板をプローブのように使うのです。うまくいけば干渉を事前に察知します。そうでなければ、$600パンチに溝を擦りつけます。ミスが計算違いによるものでも、視覚化不足によるものでも、スクラップ箱は気にしません。.
空間把握力が一人の頭の中で安全にシミュレートできる限界を超えた瞬間、2Dはボトルネックになります。.
そして、多品種少量生産の工場では、その壁に毎日ぶつかっています。.
誰も異論を唱えない単純な数式があります:ブレーキが曲げているとき、それは収益を生んでいる。複雑な部品をコンソールでプログラムしている間は、そうではない。.
オフラインプログラミングは、形状作業 — インポート、展開、曲げシーケンス決定、工具選択 — を作業ステーションで行います。ブレーキは昨日の作業を続けながら、明日の難題をCAD連携のシミュレーションで解決します。うまく機能すれば、段取り替えは「1時間ちょうだい」から「プログラムを読み込み、ツールを装着し、実行」へと短縮されます。“
それが真のROIです。.
OLPが適切に調整されると、多品種少量生産の現場ではスループットが約3割増しになったという報告を見たことがあります。重要なのは「適切に調整されている」という点です。CADがブレーキソフトと正しく連携し、ツールライブラリが実物と一致し、ポストプロセッサがコントローラーが実際に理解できるコードを出力するなら、そう — 「初曲げ」エラーはオフィスで発生します。.
しかし、ここで出てくる過剰仕様の質問です。物理的に実現できないデジタルツインを構築していませんか?
古い油圧ブレーキに緩い軸フィードバックを後付けし、厳密な3Dオフライン検証を期待すると、誤りを排除するのではなく、別の場所に移すだけになるかもしれません。オフィスではシーケンスが安全だと言っても、実機の軸遅延や不安定な圧力応答が異なる現実を語ることがあります。私は統合の不整合によってセットアップ時間が倍増し、プログラムをコンソールで手作業編集する必要が生じた事例を見てきました。そのような場合、「リスクなしのシミュレーション」という約束は、別の形でスクラップ箱を満たすことになります。.
OLP(オフラインプログラミング)は、デジタルモデルと物理的なブレーキが同じ言語を話すときに効果を発揮します。.
そうでなければ、推測をより快適な椅子に移しただけです。.
真の3Dシミュレーションは、線ではなく体積をマッピングします。.
パンチが抽象的な中心線ではなく、肩や逃げを持つ固体であることを認識しています。ダイに高さがあることも知っています。バックゲージの指が厚さと取り付けボルトを持つことも理解しています。ソフトウェアが曲げシーケンスを実行する際、ダイ半径を中心に部品が回転するときの掃引体積—つまり部品が占有する空間—を計算し、それをすべてのモデル化された構成部品と照合します。.
もしシミュレーション内で2つの固体が交差した場合、プログラムは停止します。.
それで工具に傷が一つ減ります。割れたダイも一つ減ります。そして、「新しい分割パンチに三日月状の傷がついた理由」を上司に説明する午後も一つ減ります。.
しかし、自分に嘘をついてはいけません。良い3D衝突検出にも死角があります。スプリングバックのばらつきで、シミュレーション上の92°が実際には94°となり、次の曲げでフランジの逃げ方が変わることがあります。いくつかの試験では、「最適」とされたシミュレーションシーケンスの一部が、材料の挙動がモデルの範囲を外れたため、現場で調整を必要とした結果も示されています。物理法則はあなたのソフトウェアマニュアルを読みません。.
では、マーケティング用アニメーションと実際の保護を分けるものは何でしょうか?
キャリブレーション。正確な工具ライブラリ。検証済みの機械ジオメトリ。そして、モデル化された制限に違反するシーケンスを丁寧に警告して実行するのではなく、実行を拒否するコントローラです。.
3Dで検出された衝突は、実際に鋼材で教訓を学ばずに済んだ部品を意味します。.
そして、シミュレーションが「金属に触れる前に工程が裁かれる法廷」であることを受け入れたとき、次の問いはさらに鋭くなります。どの制御ファミリーがその判決を実際に執行し、どれが光沢のあるグラデーション付きで表示するだけなのか?
私が関わったインディアナ州のある工場では、2台のブレーキが並んでありました。1台はDA‑52Sを稼働中、もう1台はフル3Dとオフラインプログラミングを備えたDA‑66Tにアップグレードされていました。同じ10ゲージステンレスの作業、同じ工具ラックです。52Sの機械は12分で最初の部品を完成させました—試し曲げを1回し、曲げ代を微調整して実行。66Tの機械はまだ金属に触れておらず、STEPファイルのインポートとツールクリアランスのシミュレーション検証中でした。.
昼食時には、両方とも良好な部品を生産していました。.
週末までには、スクラップ箱を満たしたのは一方だけでした。.
違いはタッチスクリーンのサイズでも、あの光沢のあるグラデーションでもありません。それは、コントローラが自分の衝突モデルに反する曲げシーケンスを許可するかどうかにありました。66Tでは、シミュレーション上でフランジがパンチホルダーと交差した場合、プログラムは単純に実行されません。52Sでは、オペレーターが「ゆっくり試してみる」ことができました。強制か可視化か。この線が「初回曲げの失敗」がどこに生まれるかを決定します。.
では、この階層のどこにその線が実際に現れるのでしょうか?
まずDA‑52Sから始めよう。これは2Dグラフィカルコントロールで、堅実で信頼性が高く、PLCでの勘頼みから大きく進化したものだ。フランジの長さ、角度、材料、工具を入力すれば、ラムの深さやバックゲージの位置を計算してくれる。平板ブラケットやシンプルなチャネルには高速で対応する。基本的な制御より価格は高いが、セットアップ時のスクラップ削減と、軸ごとの操作入力を一人の熟練者に頼る必要が減ることで、4〜6か月でその差額を回収する工場も見てきた。.
二方向の平面曲げ加工を一日中行うような場合、52Sならスクラップ箱を軽く保てる。.
しかし、リターンフランジ付きの箱型形状や、ヘミングシーケンス、あるいはオフセットが材料厚の6倍未満といった部品になると、再びオペレーターが衝突判定の役割を担うことになる。52Sは3Dでの掃引体積をモデル化しない。成形した脚がスロートをどのように通過するかも表示されない。結局「空曲げして様子を見る」に戻る。ただし、そこにはより正確な計算がある。.
DA‑58Tは中間に位置する。タッチスクリーン、いくらかの3Dビジュアライゼーション、基本的なオフライン機能を備える。CAD駆動ワークフローに完全に跳び込むことなく、より多品種化へ進む工場にとっては橋渡し的存在だ。より明確なシーケンスや空間認識を得られるが、統合の深度は構成によって異なる。シミュレーションは可能だが、強制力があるかどうかはキャリブレーションやセットアップの精度次第。.
次にDA‑66T。完全な3D環境。工具がソリッドとしてモデル化され、機械フレームもモデル化。掃引体積の衝突検知。CADインポートと連動したオフラインプログラミング。適切にセットアップされていれば、それは大きな条件だが、幾何ルールを破るシーケンスを実行しない。ここでシミュレーションは「提案」ではなく「ゲートキーパー」として機能し始める。.
ここで仕様過剰に対する現実チェック。売上の80%が24インチ以下の単純ブラケットから得られているなら、66TがROIを生むことはないだろう。衝突を避けることによる節約よりも工具ライブラリの保守に時間を費やすことになる。52Sの方が有利かもしれない — 優れているからではなく、使わないデジタル深度に対して支払う必要がないからだ。.
3Dが費用を回収するのは、空間的な複雑さが人間の直感を週単位で超えるようになった時であり、四半期に一度ではない。.
では、Delemが標準的な信頼性から強制的な3D管理へと進む明確な階層を提供しているなら、そのブランド系列から離れた場合はどうなるのか?
ESA制御を使う工場に入ったことがあるが、そこではインテグレーターがブレーキをレーザー、パネルベンダー、ロボットローダーを含む大規模セルに統合していた。制御は単に曲げのシミュレーションをするだけでなく、一種の演出の一部だった。オープンアーキテクチャ — つまりAPIのアクセス性と柔軟な通信プロトコル — により、インテグレーターは上流のネスティングデータや下流の品質追跡を接続できた。.
その柔軟性は強力だ。.
しかし同時に力量を要求する。オープンシステムはルールを強制できるが、ルールを正しく構築した場合のみだ。データベースのツールIDが実際にクランプされた工具と一致しない場合にプログラムを拒否するような美しいESA統合を見たこともある。一方で、立ち上げ期間中に生産が遅くなるからと強制機能をオフにした「オープン」システムも見た。オープン性には両面がある。.
Cybelecは直感的操作に傾く傾向があり、わかりやすいグラフィックと単純明快なプログラミングを備える。オペレーターが機械間でローテーションする高離職率の工場では、これは重要だ。制御を信頼するまでに3か月かかるなら、すでにスループットを失っている。直感的UIは間違ったボタン操作が減ることでオペレーター起因のスクラップを減らす。しかし、直感だけでは不良シーケンスをブロックする保証にはならない。「CNC」というバッジ — まるでそのラベル自体が精度を保証するかのように — は、どんなコードでも実行してしまう機械では意味がない。.
Delemの強みは、そのエコシステム内での強制ロジックの一貫性に長くある。工具ライブラリ、機械パラメータ、材料データが適切に調整されていれば、コントローラーはモデル間で予測可能な挙動を示す。この標準化された信頼性は、統合を監視する社内制御エンジニアがいない工場にとっては貴重だ。.
したがって選択は実務的になる。接続された製造セルを構築するためにオープンアーキテクチャが必要なのか、それとも改訂のたびにITを呼ばずとも訓練されたオペレーターが信頼できる制御が必要なのか?
そして、その改訂の問題こそが、スクラップ箱が再び「法廷」のように振る舞い始める場面だ。.
| 側面 | ESA | コントローラの場合、次のメニューへ進む。 | システムでは次のメニュー下で制御する。 |
|---|---|---|---|
| コアポジショニング | インテグレーター向けのオープンアーキテクチャ | 高離職率の工場向けの直感的UI | エコシステム内での一貫した運用 |
| 統合能力 | アクセス可能なAPIと柔軟な通信プロトコルを備え、上流のネスティングシステムや下流の品質システムへの接続が容易 | 深い統合よりも単体での使いやすさに重点 | 標準化されたロジックにより、モデル間で強力なエコシステム統合を実現 |
| 典型的な使用ケース | 接続された製造セル(レーザー、パネルベンダー、ロボットロード) | オペレーターが入れ替わり立ち替わりする職場や離職率の高い工場 | 社内に制御エンジニアがいないが予測可能な動作を必要とする工場 |
| 強み | 高い柔軟性;複数機械の複雑な連携をサポート | 明確なグラフィックと簡潔なプログラミング;オペレーターの混乱を軽減 | 工具やパラメータが設定されると、信頼性が高く一貫した動作 |
| リスク/制限 | 高い技能が必要;設定が正しく行われた場合のみルールが適用される;試運転中は実行制御が無効化される可能性あり | 直感的なUIでも不適切なシーケンスを自動的に防止するわけではない;CNCのラベルのみでは精度を保証できない | 完全にオープンなシステムに比べ、自由なカスタマイズへの重点が少ない |
| スクラップ防止 | 工具/データベースの不整合が適切に管理されていればプログラムを拒否可能 | 使いやすさにより、オペレーターによるスクラップ発生を減少 | 予測可能な強制ロジックは、機械間のエラーを減らします |
| 最適適合意思決定ドライバー | オープンで接続されたアーキテクチャの必要性 | オペレーターの迅速な習熟と最小限のトレーニング時間の必要性 | ITの継続的な関与を必要としない、安定した標準化された性能の必要性 |
想像してください:午前9時にレーザーがパーツのリビジョンFを切断します。オフラインプログラムをローカルに保存して実行しているプレスブレーキは、フォルダーが更新されていないためリビジョンDを読み込みます。シミュレーションは完璧でした。衝突モデルも正確でした。曲げ加工だけが間違っています。.
3時間後、スクラップ箱には10ゲージのステンレスが数えられています。.
ネットワーク化されたバージョン管理がない状態では—つまり、ブレーキが中央サーバーやERPシステムから最新承認ファイルを取得しない限り—最高の3D強制システムでも誤ったジオメトリを保護してしまいます。基本的なCNCメモリではそれを解決できません。昨日のミスをより整然と保存するだけです。.
私はインディアナ州の工場で、レーザーCAM、ブレーキのオフラインプログラミング、そしてERPを連携させて初めて、部品番号、リビジョン、曲げプログラムを同期させることによりスクラップが目に見えて減少したのを見てきました。一般的な3Dシミュレーションだけでは切断と曲げの不一致は解消できませんでした。統合がそれを解決しました。ブレーキは、リビジョンIDがリリース済みの作業指示書と一致しない場合、プログラムにフラグを立てました。これは機械レベルではなく、プロセスレベルでの強制です。.
ここで不都合な質問です:あなたの現在の機械はその接続レベルをサポートできますか?それとも、それに対応できないハードウェアに最新ソフトウェアを取り付けているだけですか?
なぜなら、デジタルモデルが「バックゲージは±0.1 mm以内に収まるべき」と示していても、軸のフィードバックがシフト中にその2倍もドリフトするなら、どんな制御ファミリでも救えません。今あなたが選んでいるのは52Sか66Tではなく、「制約を受け入れるか、現実的な改造に向き合うか」です。.
そしてそこで、この階層の議論は機能についてではなく、「あなたの鉄(装置)が取り付けたソフトウェアからの要求に応えられる準備があるかどうか」に変わります。.
あなたはプレスブレーキをERPに接続し、きれいなCADデータを供給し、リビジョンをロックダウンすることができますが、それでも油温が上がり、バルブが疲れているためにラムの深さが0.004インチ(約0.1mm)ずれるのを目にするかもしれません。.
今ベンチにある問いはこうです:あなたの鉄(装置)は、あなたが今しがた支払ったデジタルの約束を実際に守る能力があるのか?
私は、オペレーターたちよりも古いパシフィックJシリーズのフレームに、最新のPCベース制御を取り付けてきました。1960年代の鋳物。オリジナルのシリンダー。適切な比例弁またはサーボバルブと新しいフィードバックを組み合わせれば、ラムの再現性を0.01mm単位で維持することができました。理論ではなく、実際の測定値です。マーケティング資料ではなく、10ゲージステンレスをマイクで測定した実物。フレームは製造年証明書には関心がなく、油圧制御と位置フィードバックに関心があったのです。.
しかし、私はまた、スポンジのような油圧系を持つブレーキに新しい光沢のある3Dコントローラーを取り付け、「アップグレード完了」と呼ぶ工場も見てきました。画面は鮮明。サイクルロジックは高速。でも油圧パワーユニットはまるで考え込んでいるかのように反応しました。コマンド、ポーズ、ドリフト、修正。その遅れはシミュレーションには現れません。スクラップ箱に現れます。.
ソフトウェアは、スプリングバックを小数点以下3桁まで予測できます。しかし摩耗したシールを固くすることはできません。.
したがって、罠は「古い機械=悪い」ではなく、「コード(ソフトウェア)が油(油圧)を上回れる」と思い込むことなのです。.
現代のコントローラーは、ミリ秒単位で補正信号を発します。彼らは同じ速さで応答する比例バルブと、機械的なガタによって平均化されず真実の位置を報告するリニアポジションセンサーを求めています。もしY1とY2のフィードバックが、ノイズを含む使い古されたリニアスケールから来ているなら、制御はサンプル間で「推測」しているにすぎません。速い頭脳。遅い神経。.
ここに簡単な工場現場テストがあります。0.020インチのジョグを低速で指令し、実際の位置のトレースを観察してみましょう。動作はスムーズに始まりスムーズに止まりますか?それとも、にじみ、オーバーシュートし、落ち着くまで揺れますか?その収束時間が機械的な遅れです。その1ミリ秒ごとが、あなたのシミュレーションが即時だと仮定していた精度を削り取っていきます。.
一部のレトロフィットが成功するのは、この問題に直接取り組んでいるからです。新しいサーボ品質のバルブ、新しいシール、校正されたスケール。すると古いパシフィック機が、まるで現代語を理解しているかのように動き始めます。ボトルネックは鉄ではなく、流体制御だったのです。.
そして、時にはその逆も真です。.
もし油圧ユニットが急速な変調の下で安定した圧力を維持できない場合、高速な補正ループは不安定さを増幅してしまいます。コントローラーは動き回るターゲットを追い続け、ストロークの底部で振動が発生します。ソフトウェアは指示通りに動作しました。油が追いつかなかったのです。バッチ全体で角度が0.5度ずれるとき、誰が責任を問われるのでしょうか?
±0.01 mmの曲げ深さを計算するコントローラーをインストールしたと想像してみてください。しかし、あなたの機械の実際の再現性は、稼働中の温度変化によって±0.08 mm揺らいでいます。書面上では、能力が8倍に向上しました。現場では、期待値以外何も変わっていません。.
このギャップは高くつきます。.
オペレーターは角度の不安定さを「修正」しようとして、材料補正係数をいじり始めます。トン数テーブルを微調整し、シムを追加します。デジタルモデルは物理的現実から徐々に離れていき、次のジョブが実験になります。あなたは最初の曲げ失敗をシミュレーションの中に移したつもりが、実際にはより綺麗に「鉄の中」に戻してしまったのです。.
シミュレーションによる効率向上が報告されても、その成果が頭打ちになるケースを見てきました。原因は油圧応答時間が制御ループの締め具合を制限していたためです。ソフトウェアの欠陥ではありません。システム上の限界です。頭脳をいくら高性能にしても、腕がトラクターのようにしか動かなければ、耕すことしかできないのです。.
スクラップ箱は、どれだけUIが洗練されていても気にしません。.
ここでプライドが高くつくのです。.
フレームが真っ直ぐで、シリンダーが健全で、機械が現代的なバルブとフィードバックを受け入れられるなら、慎重に設計されたレトロフィットは「限定的生産」の遺物を規律ある資産へと変えることができます。私は、1940年代のフレームが、制御系と油圧系を同じ基準まで引き上げたことで、複雑な部品を立派に生産しているのを見てきました。華やかではありませんが、採算が取れています。.
しかし、ポンプの容量不足、マニホールドの閉塞、交換部品が入手困難といった状況では、精密ソフトウェアを、そもそもそのレベルの制御に対応していない機械基盤の上に積み上げていることになります。ある時点で、安定性を追求するコストは、最初からクローズドループ油圧で設計された新しい鉄材のコストを超えるのです。.
ここで現実的な過剰仕様への警鐘です:あなたは、本来±1°の公差で軟鋼ブラケットを曲げるだけのブレーキに、航空宇宙レベルの再現性を求めていませんか?
賢明な判断とは、「常にレトロフィット」でも「常に交換」でもありません。あなたが求めるデジタルな精密さと、機械が実際に提供できる物理的な精密さを一致させることです。冷間時と温間時の再現性を測定し、バルブ応答時間を確認し、フィードバックの分解能を監査してください。そして、自分がシステムをアップグレードしているのか、それとも制限を飾り立てているだけなのかを判断するのです。.
なぜなら、真のROI(投資利益率)は結局こういうことにかかっています。あなたのセットアップは最初の曲げ失敗をピクセルの中に移すのか、それとも通路の先の法廷を忙しくするのか?
あなたはラムを0.020インチ動かし、そのトレースを観察した。油圧が言うことを聞くか、それとも反発するかを見たわけだ。いいだろう。さて、本当の問いは「自分の機械が高性能コントローラを動かせるか?」ではなく、「そのコントローラが、毎週加工している部品の種類に対して、初回曲げの失敗を本当に減らせるか?」だ。“
制御ロジックが真価を発揮するのは、それがあなたの加工品の構成に合っているときだけだ。.
昼までに10種類のブラケットを曲げる工場は、1週間に400枚の同一パネルを曲げ続ける工場とは、失敗のパターンがまったく違う。前者では、セットアップの混乱、工具の配置ミス、曲げ順序の誤りなどが原因となる。後者では、ドリフト、疲労、そして人間の手抜きが主な原因になる。プレスブレーキは同じでも、スクラップ箱の「裁判結果」は違う。.
したがって考え方は単純だが、明白ではない。ソフトウェアを評価する際は、「初回曲げの失敗がどこから生まれているのか — 複雑さか、繰り返しか —」、そして「購入しようとしている制御ロジックがその発生源に直接対処しているか」を問うことだ。ボタンが多いかどうかでも、インターフェイスが光沢的に見えるかどうかでもなく、「自分のリスクを鋼材の中ではなく、シミュレーションの中に移せるかどうか」で判断する。.
あなたの工場はどちらのタイプだろう?
もし作業指示書がシャッフルされたトランプのように見えるなら——短時間の加工、設計変更、午前中だけで5種類の材料——あなたの敵は「セットアップの混乱」だ。.
そのような世界では、利益はサイクルタイムを0.3秒縮めることにあるのではない。オペレーターが工具の順序で20分間悩む時間をなくすこと、あるいは最悪の場合、シミュレーションと実際の工具ライブラリが一致せず、10ゲージのステンレスで「検証」してしまう事態を防ぐことにある。初回曲げの失敗は、デジタル工具、実工具、そして曲げ順序ロジックがずれているところから生まれる。.
だからコントローラを次の3点で監査する。
そのいずれかが曖昧なら、「仮想の」初回曲げは虚構だ。あなたはまだ現場でデバッグしているだけ — ただし見栄えの良い前置きがついているだけだ。.
ここでスペック過剰の現実を確認しよう:本当の課題が不統一な工具データ入力なのに、7軸ロボット統合にお金を払っていないだろうか?
多品種生産環境では、正しい制御とはセットアップの意思決定を検証済みのデジタルリハーサルに変えるものだ。ROIは、犠牲ブランクとオペレーター間の議論が減る形で現れる。スクラップ箱が静かになるのは、機械が速くなったからではなく、混乱が鋼材まで届かなくなったからだ。.
しかし、あなたの工場が混乱の中にない場合はどうだろう?
私は、同じ筐体パネルを6か月間ずっと加工し続けている工場を見たことがある。曲げ数は12回、材料も同じ、オペレーターも同じ。.
そこに高性能・多軸・完全シミュレーション対応のコントローラを導入しても、利益は1セントも増えない。むしろ減るかもしれない。.
なぜか?一度プログラムが検証されれば、初回曲げの失敗率はすでにほぼゼロだからだ。リスクは順序や干渉ではなく、時間経過に伴う一貫性 — 油圧の安定性、バックゲージの再現性、オペレーターの規律にある。.
その場合、堅実でシンプルなCNC ― うまくプログラムされたデジタル表示と保存プログラム付きのNCでさえ ― は複雑さを凌駕することができます。層が少ない。トレーニングの負担も軽い。誤クリックする場所も少ない。オペレーター自身が微調整のループとなるのです。.
基本的なNC制御で30〜60分の段取り時間というJSTMT比較が広まっていますが? それは高頻度の変更がある工場では現実です。しかし、真のバッチ環境では段取りが一度だけ行われ、数週間稼働するため、そのコストは事実上ゼロに均されます。「高速プログラミング」という高度システムの利点は発揮されません。.
ここで不都合な質問です:あなたは本当に持っていない問題を解決するために「高度さ」を買おうとしていませんか?
バッチ作業の変更頻度が低く、許容差が緩い場合、スクラップ箱が気にするのは3Dシミュレーションではなく油圧メンテナンスかもしれません。その場合、安定した反復プロセスに高度な制御ロジックを押し込むことは、新たな故障点を生み出すことになります ― 人間の身体的記憶が盤石だった場所にソフトウェアの複雑さを導入するわけです。.
では、発注書に署名する前に自分がどの陣営に属しているか、どうすれば推測せずに済むでしょうか?
ここで、機能一覧の話を聞くのをやめ、テストを実施する段階に入ります。.
第一の質問:「あなたのシミュレーションが、私の実際の工具データを使ってどう動作するのか ― デモライブラリではなく ― 見せてください。」“
実際のパンチ/ダイス仕様をインポートできず、あなたの難しい部品で干渉のないシーケンスを証明できないなら、それは初曲げ不良をピクセルに移すことにはなりません。所有していない小道具を使ってリハーサルしているだけです。.
第二の質問:「私の機械の測定済み繰り返し精度 ― 冷状態と熱状態 ― を踏まえて、この制御はどのように補正を行いますか?」“
すでにジョグテストを実施しており、±の変動幅を把握しています。ベンダーがその機械的限界内で補正ループがどう機能するか説明できないなら、またしても過剰な頭脳を搭載することになっています。コードは油より速く走れません。.
第三の質問:「私の上位5つの繰り返し部品に対して、この制御は現行運用と比べて具体的にどのようにスクラップを減らしますか?」“
実際のラインナップを説明させましょう:複雑度の高いジョブ、一番の定番バッチ、許容差が厳しい部品です。答えが、「軸が多い」「プロセッサーが速い」「UIが改善された」といった曖昧なものであれば、それはマーケティングです。答えが、「試し曲げ回数が減る」「素材ファイルに連動した自動クラウニング補正」「ゲージクリアランスの検証済み」といった具体的なものであれば、それはメカニズムです。.
あなたが心に留めるべき一点はこうです:制御ロジックを評価する際は、機能リストではなく、初曲げ失敗が生まれる現場に対して評価すること。.
これは分かりにくいことです。業界は画面と仕様で比較するよう人を訓練するからです。しかしスクラップ箱は画面を評価しません。評価するのはブレーキから出てきた最初の部品が「学び」だったか「合格品」だったかです。.
一度その考え方を始めれば、すべてのソフトウェア決定が能力ではなく結果を基準とするようになります。.


















