

Satış temsilcisi, parmağını 19 inçlik dokunmatik ekranın üzerinde gezdirirken sanki yeni bir pikap tanıtıyormuş gibiydi. Büyük simgeler. Parlak renk geçişleri. “Tam CNC,” dedi.
İki hafta sonra, geri dayama ve koç aslında nerede buluşmaları gerektiği konusunda hiçbir zaman tam olarak anlaşamadıkları için, 10 numara paslanmaz bir panelin hurda kutusuna kaydığını izledim.
İşte senin bakmanı istediğim boşluk bu.
Yeterince atölyeye girersen duyarsın: “CNC bu. Güvendeyiz.” Sanki etiketin kendisi hassasiyeti garanti ediyormuş gibi.
Ama ortalama abkant pres kullanım oranlarının yaklaşık 12.9% civarında seyrettiğini gördüm, en üst çeyrek atölyeler ise 34%’yi geçiyor. Aynı makineler. Aynı tonaj sınıfı. Fark, arayüzün rengi değil. Fark, kontrol mantığının ilk büküm hatasını gerçekten önleyip önlemediği — ya da kibarca, atölye zemininde gerçekleşmesini bekleyip beklemediği.
Bir dokunmatik ekran seni 10 numara paslanmaz çeliği hurdaya atmaktan kurtarmaz. Kontrol mantığı kurtarır.
Peki o “CNC-uyumlu” etiketlerin ardında ne gizleniyor?
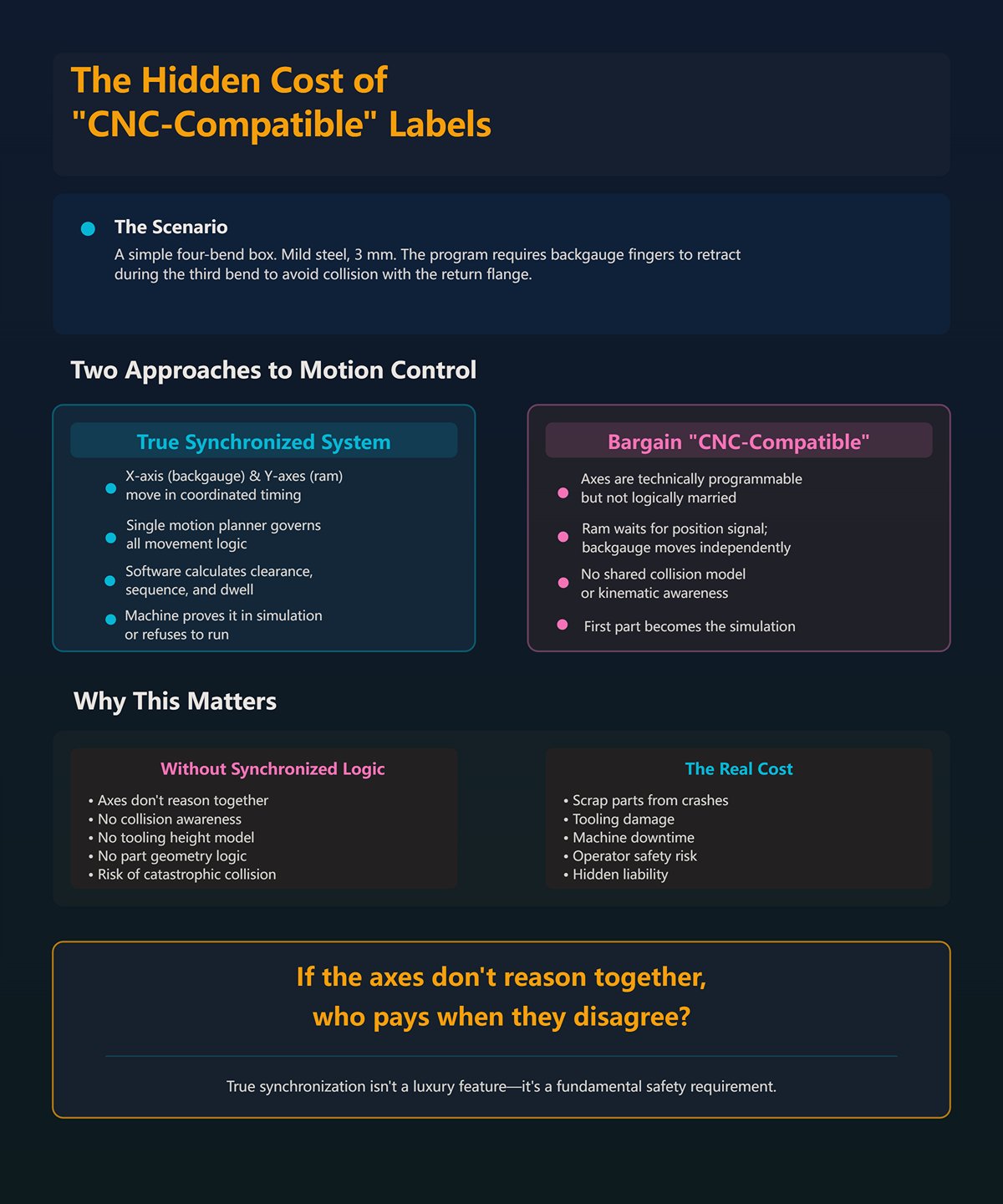
Basit bir dört bükümlü kutu hayal et. Hiç egzotik değil. Yumuşak çelik, 3 mm. Program, geri dayama parmaklarının üçüncü büküm sırasında geri flanşa çarpmamak için geri çekilmesini ister.
Gerçek bir eşzamanlı sistemde, X ekseni (geri dayama) ve Y eksenleri (koç silindirleri) tek bir hareket planlayıcısı tarafından yönetilen koordineli zamanlamayla hareket eder. Yazılım, koç hareket etmeden önce boşluk, sıra ve bekleme süresini hesaplar. Makine bunu simülasyonla kanıtlar — ya da çalışmayı reddeder.
Ucuz bir “CNC-uyumlu” kontrolörde eksenler teknik olarak programlanabilir, fakat mantıksal olarak birbirine bağlı değildir. Koç, bir konum sinyalini bekler. Geri dayama kendi talimat setine göre hareket eder. Ortak bir çarpışma modeli yoktur. Takım yüksekliği veya parça geometrisi hakkında kinematik farkındalık yoktur.
Sonuç mu? İlk parça simülasyon haline gelir.
Eksenler birlikte düşünmüyorsa, anlaşamadıklarında bedeli kim öder?

Bir keresinde bütçe tipi bir kontrolörde bir kurulumun süresini tuttum: çizimden ilk kabul edilebilir parçaya 18 dakika. Yedi test bükümü. Üç açı düzeltmesi. İki geri dayama ayarı — şeritle ölçülmüş, probla değil.
Bunu kısa seri işlerde çalıştır — burada 25 parça, orada 40 parça. O “küçük” düzeltmeler birikir. Manuel açı ayarlamaları. Denetleyici malzeme geri yaylanmasını telafi edemediği için, operatör doğru tahmini yapmazsa büküm düşümlerinin yeniden girilmesi. Her düzeltme hurda kutusuna atılan küçük bir kepçedir.
Üreticiler ±0.1° konumlandırma yeteneğini alıntılamayı sever. Güzel. Servo o sayıyı gün boyu tutturabilir. Ancak yazılım malzeme değişkenliği, takım esnemesi veya sıraya bağlı hatayı hesaba katmıyorsa, o teorik hassasiyet parçaya asla geçmez.
Ucuz olan satın alma fiyatı değildir. Ucuz olan, canlı malzeme üzerinde programlamadır.
Bu da çoğu atölyenin normal kabul ettiği sessiz vergiyi doğurur.

Çok fazla atölyede, paletten alınan ilk sac kurban edilir. Herkes bunu bilir. Kimse bunun bütçesini çıkarmaz.
Temel kontrol cihazları sağlam çevrimdışı simülasyon veya gerçek çarpışma algılama yeteneğinden yoksundur. Bu yüzden operatör, baskı ile makine arasında bir tercümana dönüşür; derinliği 0.1 mm’lik artışlarla ayarlar, arka dayama pozisyonlarını hissederek belirler, bir flanş zımba tutucusuna çarptığında büküm sırasını yeniden düzenler.
Bu ustalık değildir. Bu karşılıksız Ar-Ge’dir.
Entegre lazerden prese sistemler, tek bir sac kesilmeden önce tüm süreci simüle edebilir, sıra çakışmalarını önden yakalayabilir. Özellikle yüksek çeşitlilikte, özel işlerde hatanın yeri simülasyondur. Ancak yazılım “CNC konumlandırmada” duruyor ve makinenin gerçek kinematiğini modellemiyorsa, hiçbir şeyi ileri taşımış olmuyorsunuz. Sadece tahmini dijitalleştirmiş oluyorsunuz.
Size yapmak istediğim bilişsel değişim şu: kontrol cihazının kaç düğmesi olduğunu sormayı bırakın, ilk hatanın nerede gerçekleşeceğini sorun — parlayan bir ekranda mı, yoksa bir $200 paslanmaz sacın üzerinde mi.
Çünkü bunu bir kez gördüğünüzde, bir sonraki soru artık ekranlarla ilgili değildir.
Hareket halindeki her ekseni yazılımın nasıl yönettiğiyle ilgilidir.
Birkaç ay önce, altı eksenli bir pres freniyle 4 mm yumuşak çelik bükülürken arkasında durdum. Kâğıt üzerinde tam bir canavardı: Y1, Y2, X, R, Z1, Z2. Bağımsız parmaklar. Programlanabilir taç ayarı. Broşür bir savaş uçağı teknik sayfası gibiydi.
İlk parça genişliği boyunca hâlâ 0,8° burkulmuştu.
Üzerine bir ölçü yerleştirdik. Y1, yaklaşım sırasında Y2“den kıl payı öndeydi — alarmı tetikleyecek kadar değil, bükümü kaydıracak kadar. Arka dayama X konumuna ulaştı, ancak R tam olarak yerleşmeden koç hareketini yaptı. Her eksen kendi başına ”tolerans dahilindeydi.” Birlikte ise doğruluk dışındaydılar.
İşte kopukluk bu. Mekanik sınırları belirleyen şey çelik ve hidrolikten çok onları düzenleyen mantıktır. Kontrol cihazınız eksenleri tek bir senkronize hareket planı yerine ayrı görevler olarak görüyorsa, hassas bir pres çalıştırmıyorsunuz demektir. Yanlış sırada çok hassas hareket eden pahalı bir tahmin makinesi çalıştırıyorsunuz.
Ve işte o şekilde, ilk büküm hatası parlak gradyanlardan sıyrılıp hurda kutusuna sızar.
Herkes Y1/Y2 senkronizasyonuna takılır — ve öyle olmalıdır. Y ekseni koçtur. Kararlı, tekrarlanabilir koç kontrolü olmadan, başka hiçbir şeyin önemi yoktur. Bir eksen, minimum geçerli pres frenidir.
Ama gerçek bir parçanın şekillendiğini izleyin. X ekseni flanş derinliğini ayarlar. R ekseni parmak yüksekliğini kalıba göre ayarlar. Z1/Z2 parmakları sacı desteklemek için aralığını belirler. Şimdi üçüncü bükümde açıklık gerektiren bir dönüş flanşı ekleyin.
Uygun bir şekilde entegre bir kontrol cihazında, bu eksenler sadece “konumlara ulaşmaz.” Hareket planlayıcı zamanlanmış bir yol hesaplar: X, Y güvenli açıklık penceresinden geçerken 40 mm geri çekilir; R, malzeme dönerken desteği korumak için 12 mm kayar; Z parmakları, koç tanımlanmış eşiği geçtikten sonra bükümler arasında yeniden konumlanır. Hepsi, takım yüksekliği, kalıp genişliği ve parça geometrisinin ortak kinematik modeli tarafından yönetilir.
Çarpışma önleme, temas sonrası bağıran bir uyarı değildir. Fiziksel sınırları — boğaz derinliği, zımba uzunluğu, parmak geometrisi — kodlayan ve bunları ihlal eden bir sırayı yürütmeyi reddeden bir yazılımdır.
Şimdi eksenlerin basit konum işaretlerini beklediği genel bir kontrol cihazını hayal edin. X koordinata ulaşır. Y hareket eder. Yazılım, flanşın zımba tutucusunu delmek üzere olduğunu bilmez çünkü o zımba tutucusunu hiç modellememiştir. İlk sac, açıklık sondası haline gelir.
Kimsenin hoşlanmadığı o aşırı detaylı soruya gelelim: Yazılımınız simülasyonda eksen koreografisini kanıtlayamıyorsa, bağımsız Z parmakları eklemenin ne anlamı var? Daha fazla eksen, eğer mantık onları tek bir beyinle bağlamazsa, sadece arıza noktalarını çoğaltır.
Bu da bizi yazılımın ya tahmin ettiği ya da bildiği kısma getiriyor.
Bir keresinde 10 numara paslanmaz çelikten 1200 mm uzunluğunda bir parça büktüm; taç ayarını tamamen hisle yapmıştım. İlk vuruşta merkezde 1,5° açık çıktı. Şim ekledik. İkinci vuruş fazla dengeledi. Üçüncü vuruş sevkiyata “yeterince” uygundu.
Üç deneme parçası heba oldu.
Taç dengelemesi, koç ve yatağın yük altında esnemesinden dolayı vardır. Bu esneme uniform değildir; uzunluk boyunca tonaj dağılımına bağlıdır. Gelişmiş yazılım, sadece bir sayı girmenize izin vermez; bükme uzunluğu, malzeme çekme mukavemeti, kalıp açıklığı ve hedef açıyı dikkate alarak beklenen esnemeyi hesaplar ve koç metale değmeden önce hesaplanmış bir taç eğrisi komutu verir.
Geri esneme hikayesi de aynıdır. 250 MPa’lık yumuşak çelik, 600 MPa’lık paslanmaz çelikten farklı davranır. Gerçek bir malzeme kütüphanesi, çekme mukavemetini, akma oranını ve deneysel bükme düzeltme katsayılarını saklar. 3 mm 304 paslanmaz çeliği seçtiğinizde, kontrolör bu malzemenin A36’ya göre daha fazla gevşeyeceğini bilerek nüfuz derinliğini 90° için ayarlar.
Basit yazılım mı? Operatöre “açı düzeltmesini ayarla” der. Bu da kibarca şu anlama gelir: Bük ve bak.
Fark, ilk hatanın nerede ortaya çıktığında görülür. Kalibre edilmiş bir malzeme kütüphanesi ve dinamik taç dengelemesiyle düzeltme matematikte olur. Olmadığında ise düzeltme sacda olur.
Ama satış elemanlarının çoğunun atladığı nokta şudur: O dijital ikiz, yalnızca kalibrasyonunuz kadar doğrudur. Tonaj tablonuz yanlışsa veya taç kaldırma silindirleriniz sapma gösteriyorsa, simülasyon kendinden emin bir şekilde yalan söyler. Peki gerçekten tekrarlanabilirliği neyin yönettiğine nasıl karar verirsiniz?
±0,02 mm tekrarlanabilirlikte arka dayama üniteleri gördüm. Harika bir rakam. Lazerle kazınmış. ”Sanki etiketin kendisi hassasiyeti garanti ediyormuş gibi.”
Sonra atölye, malzeme kalınlığının altı katından az aralıklarla yakın ofset bükmeler yapar — örneğin 3 mm malzeme ile 12 mm ofset. Hidrolik basınç yatak boyunca düzensiz şekilde dalgalanır. Koç, geri dönüş basıncını korumak için yavaşlar. Y ekseni zamanlaması yük altında hafifçe kayar.
Arka dayama tüm gün hedefini tutturabilir. Ancak program sıralaması basınç dinamiklerini ve bükme sırasını hesaba katmazsa, açı yine de sapar.
Tekrarlanabilirlik bir sistem sonucudur, bileşen özelliği değil.
Programlama mantığı, birikimli hatayı en aza indirmek için bükme sırasını belirler. Boşluğu dengelemek için iç flanşların önce mi şekillendirileceğine, sapmayı kontrol etmek için uzun bir bükmenin kademeli vuruşlara mı bölüneceğine, kritik bir bükmeden önce ağırlık dağılımını desteklemek için Z parmaklarının yeniden konumlandırılıp konumlandırılmayacağına karar verir. Bu kararlar, ölçü vidasının taşlanmış mı yoksa haddelenmiş mi olduğundan çok daha fazla açısal tutarlılığı etkiler.
Bu yüzden biri yedi kontrollü eksenden övünerek bahsettiğinde, tek bir soru sorarım: Denetleyici bunları yük altında, gerçek malzeme verisiyle senkronize ediyor ve koç inmeden önce diziyi kanıtlıyor mu?
Çünkü bunu yapamıyorsa, makinenin fiziksel sınırları çelik ve hidroliklerle belirlenmez.
Sınırları, zımbanın metale değmesinden sonra keşfettiğiniz ilk hata belirler.
Ve o hata simülasyonda ölmeliydi.
Senkronize, simülasyonla kanıtlanmış tekrarlanabilirlik sağlayan bir kontrolörün somut kanıtını mı istiyorsunuz?
Ondan, sizden önce başarısız olmasını isteyin.
Makinede değil. Ofiste. Zımba uzunluğunuzu, kalıp omuzlarınızı, boğaz derinliğinizi, arka dayama parmaklarınızı ve “geçen seferki gibi davranıyor” dediğiniz 3 mm paslanmazı bilen dijital bir modelde. Yazılım, koç aşağı inmeden önce bir çarpışmayı, açıklık sorununu veya imkânsız bir büküm sırasını tahmin edemiyorsa, o zaman az önce bahsettiğimiz tüm entegre eksen mantığı hâlâ eski usulle doğrulanıyor — bir sacı hurda kutusuna feda ederek.
İşte bu, ilk büküm hatasıdır. Her işte bir tane vardır. Tek soru, onun nerede yaşadığıdır.
2D ve 3D simülasyonlar güzel ekranlar için değildir. Hatanın yukarı akışa taşınması içindir; hataların 10 numara paslanmaz ve çizilmiş bir zımba tutucusu yerine elektrik ve kahveye mal olması için. Yatırımın geri dönüşü tuş sayısı değildir. İlk yanlış hamlenizin piksellerde mi yoksa çelikte mi gerçekleştiğidir.
Peki 2D ne zaman yeterli olmamaya başlar?
Düz bir ekran size derinlik gösteremez.
Basit bağlantı parçaları için — iki büküm, bir düzlem değişimi — konsolda 2D programlama gayet iyi çalışır. Kenar uzunluklarını girersiniz, bir kalıp seçersiniz, kontrolörün önerdiği büküm sırasını takip edersiniz ve malzeme kütüphaneniz doğruysa, ilk vuruşta yakın olursunuz. Geometri öngörülebilirdir. Açıklık barizdir. Operatörün beyni eksik olan üçüncü boyutu tamamlar.
Ama bir kutunun etrafına üç geri dönüş flanşı ekleyin, malzeme kalınlığının altı katından daha az bir ofset ekleyin ve bir anda açıklık artık sezgisel olmaktan çıkar. 2D’de kontrolör, her bükümün bir profil görünümünü sırayla gösterir. Net biçimde göstermediği ise, zaten şekillendirilmiş flanşın bir sonraki büküm sırasında uzayda nasıl döndüğü, zımba tutucusunun yanından nasıl geçtiği, makine boğazına ne kadar yaklaştığıdır. Operatör çarpışma motoru haline gelir.
Bu iyidir — ta ki artık iyi olmayana kadar.
İyi insanların temel doğrulama yöntemi olarak “havada büküp izlemelerini” izledim. Koçu yavaşlatırlar, durdurma tuşuna parmaklarını hazır tutarlar ve ilk sacı bir prob gibi kullanırlar. Bazen zamanında müdahale ederler. Bazen bir $600 zımba üzerinde oluk parlatırlar. Hurda kutusu, hatanın kötü bir hesaptan mı yoksa eksik görselleştirmeden mi kaynaklandığını umursamaz.
Uzaysal akıl yürütme, bir kişinin kafasında güvenle simüle edebileceğinin ötesine geçtiği anda 2D bir darboğaz haline gelir.
Ve yüksek çeşitlilikte üretim yapan atölyeler bu duvara her gün çarpar.
Kimsenin itiraz etmediği basit bir matematik vardır: pres büküyorsa, kazanç sağlıyordur. Birinin konsolda karmaşık bir parçayı programlamasını bekliyorsa, sağlamıyordur.
Çevrim dışı programlama, geometrik çalışmayı — içe aktarma, açılım, büküm sıralaması, takım seçimi — bir iş istasyonuna taşır. Pres dünkü işi bükmeye devam ederken yarının baş ağrısı CAD bağlantılı simülasyonda çözülür. İş iyi yürüdüğünde, değişim süresi “bir saat ver”den “programı yükle, takımları yükle, çalıştır”a düşer.”
Bu gerçek bir yatırım geri dönüşüdür.
OLP ayarlandığında, yüksek çeşitlilikte küçük parti üretimi yapan atölyelerde yaklaşık üçte bir daha fazla verimlilik iddialarına tanık oldum. Anahtar ifade ayarlanmış olmasıdır. CAD yazılımınız pres yazılımınıza düzgün biçimde iletişim kuruyorsa, takım kütüphaneniz gerçekliği yansıtıyorsa ve son işlemciniz kontrolörün gerçekten anlayacağı kodu çıkartıyorsa, o zaman evet — ilk büküm hatası artık ofiste gerçekleşir.
Ama işte aşırı ayrıntılı soru şu: fiziksel olarak yerine getiremeyeceği bir dijital ikiz mi oluşturuyorsun?
Gevşek eksen geri bildirimi olan eski bir hidrolik freni yenileyip sıkı 3B çevrimdışı doğrulama bekliyorsan, hatayı ortadan kaldırmak yerine yerini değiştirebilirsin. Ofis dizilimin güvenli olduğunu söyler, ancak gerçek makinenin eksen gecikmesi veya tutarsız basınç tepkisi farklı bir hikâye anlatır. Programların konsolda elle düzenlenmesi gerektiği için kurulum süresini iki katına çıkaran entegrasyon boşluklarına tanık oldum. Bu durumlarda, “risksiz simülasyon” vaadi fark ettirmeden hurda kutusunu başka bir yönden besler.
Dijital model ile fiziksel fren aynı dili konuştuğunda OLP işe yarar.
Aksi hâlde, sadece tahmin etmeyi daha rahat bir sandalyeye taşımış olursun.
Gerçek 3B simülasyon çizgileri değil, hacimleri haritalar.
Zımba ucunun soyut bir merkez hattı değil, omuzları ve boşaltma kısımları olan katı bir gövde olduğunu bilir. Kalıbın yüksekliği olduğunu bilir. Arka dayama parmaklarının kalınlığını ve montaj cıvatalarını bilir. Yazılım bir bükme sırasını çalıştırdığında, süpürülen hacmi — parçanın kalıp yarıçapı çevresinde dönerken kapladığı alanı — hesaplar ve bunu modellenmiş tüm bileşenlerle karşılaştırır.
Simülasyonda iki katı cisim kesişirse, program durur.
Bu, takımlarında bir çizik eksik demektir. Bir çatlak kalıp eksik. Yeni bölmeli zımbada neden hilal şeklinde bir iz olduğunu patrona açıklamak zorunda kalmadığın bir öğleden sonra eksik.
Ama kendimizi kandırmayalım. İyi 3B çarpışma tespiti bile kör noktalara sahiptir. Geri esneme farkı, simülasyondaki 92°“nin gerçekte 94° olmasına ve bir flanşın bir sonraki bükmede nasıl geçtiğini değiştirmesine yol açabilir. Bazı denemeler, ”optimal” simüle edilmiş dizilimlerin bir kısmının hâlâ atölyede ayarlama gerektirdiğini göstermiştir çünkü malzeme davranışı modelin dışına kaymıştır. Fizik, yazılım kılavuzunu okumaz.
Peki pazarlama animasyonunu gerçek korumadan ayıran nedir?
Kalibrasyon. Doğru takım kütüphaneleri. Doğrulanmış makine geometrisi. Ve modellenmiş sınırları ihlal eden bir dizilimi uyarı verip yine de çalıştırmak yerine yürütmeyi reddeden bir kontrol sistemi.
3B’de yakalanan her çarpışma, sana çeliğin içinde dersi öğretmek zorunda kalmamış bir parçadır.
Ve simülasyonun metal dokunmadan önce sürecinin yargılandığı bir mahkeme olduğunu kabul ettiğinde, bir sonraki soru daha keskin hale gelir: hangi kontrol aileleri gerçekten bu hükmü uygular — ve hangileri sadece parlak geçişlerle gösterir?
Beraber çalıştığım Indiana’daki bir atölyede yan yana iki fren vardı: biri DA‑52S ile çalışıyor, diğeri tam 3B ve çevrimdışı programlamalı DA‑66T’ye yükseltilmişti. Aynı 10 numara paslanmaz iş, aynı takım rafı. 52S makinesi ilk parçasını on iki dakikada yaptı — bir test bükmesi, bükme toleransını ayarla, çalıştır. 66T makinesi henüz metale dokunmamıştı; hâlâ STEP dosyasını içe aktarıyor ve takımların açıklıklarını simülasyonda doğruluyordu.
Öğleye kadar her ikisi de iyi parçalar üretiyordu.
Hafta sonunda, yalnızca biri hurda kutusunu beslemişti.
Fark, dokunmatik ekran boyutu ya da o parlak geçişler değildi. Fark, kontrolcünün kendi çarpışma modelini ihlal eden bir bükme dizilimine izin verip vermemesiydi. 66T’de simülasyon flanş zımba tutucusu ile kesişirse, program basitçe çalışmazdı. 52S’de ise operatör hâlâ “yavaş dene” diyebilirdi. Yaptırım ve görselleştirme ayrımı. İlk bükme hatasının nerede yaşanacağını belirleyen çizgi budur.
Peki o çizgi hiyerarşide tam olarak nerede ortaya çıkıyor?
DA‑52S ile başlayın. Bu, 2D grafiksel bir kontroldür — sağlam, öngörülebilir ve PLC tahminlerinden muazzam bir sıçrama. Flanş uzunluklarını, açıları, malzemeyi, kalıp takımını girersiniz. Ram derinliğini ve dayama (backgauge) pozisyonlarını hesaplar. Düz braketler ve basit kanallar için hızlıdır. Dükkanların, yalnızca kurulum hatası hurdasındaki azalma ve her eksen hareketini manuel olarak girmek zorunda kalan bir baş operatöre olan bağımlılığın azalması sayesinde, temel kontrollere göre maliyet farkını dört ila altı ay içinde geri kazandığını gördüm.
Eğer bütün gün iki düzlemli parçalar büküyorsanız, 52S hurdalığı küçük tutar.
Ama onu geri dönüş flanşlı kutu formlarına, kenetleme (hemming) sıralarına veya bir ofsetin malzeme kalınlığının altı katından az olduğu parçalara zorladığınızda, operatör yeniden çarpışma motoru haline gelir. 52S, hacim süpürme hareketlerini 3D olarak modellemez. O şekillenmiş kolun boğazdan nasıl geçeceğini göstermez. Yeniden “havada bük ve izle” aşamasına dönersiniz – sadece artık daha iyi matematikle.
DA‑58T ortada yer alır. Dokunmatik ekran, bazı 3D görselleştirmeler, temel çevrimdışı yetenek. CAD tabanlı süreçlere tamamen dalmadan karma karışım üretimine adım atan atölyeler için köprüdür. Daha net bir sıralama ve bir miktar mekânsal farkındalık sunar, ancak entegrasyon derinliği yapılandırmasına göre değişir. Simülasyon yapabilir, evet. Bunu zorunlu kılıp kılmadığı kalibrasyona ve kurulum disiplinine bağlıdır.
Sonra DA‑66T gelir. Tam 3D ortam. Takımlar katı model olarak oluşturulmuş. Makine gövdesi modellenmiş. Hacim süpürme çarpışma algılama mevcut. CAD ithalatlarına bağlı çevrimdışı programlama. Doğru şekilde devreye alındığında — ki bu büyük bir “eğer”dir — geometrik kurallarını bozan sıraları yürütmeyi reddeder. Simülasyonun bir öneri yerine bekçi (gatekeeper) gibi davranmaya başladığı nokta burasıdır.
Gerçekçilik kontrolü şu: gelirinizin ’i 24 inçten kısa basit braketlerden geliyorsa, 66T sihirli şekilde yatırım getirisi yaratmaz. Çarpışmaları önleyerek kazandığınız zamandan fazlasını takım kütüphanelerini güncel tutmaya harcarsınız. 52S, belki onu geride bırakır — daha iyi olduğu için değil, girmediğiniz dijital derinlik için ödeme yapmadığınız için.
3D, mekânsal karmaşıklık insan sezgisini üç ayda bir değil, haftalık olarak aştığında kendini amorti eder.
O halde Delem, standart güvenilirlikten zorunlu 3D disipline temiz bir basamak sunuyorsa, bu marka ailesinin dışına çıktığınızda ne olur?
Bending presini, lazeri, panel bükücüyü, robot yüklemeyi kapsayan daha büyük bir hücreye entegre edildiği ESA kontrolleriyle çalışan tesislere girdim. Kontrol sadece bir bükümü simüle etmiyordu; bir koreografinin parçasıydı. Açık mimari — yani erişilebilir API’ler ve esnek iletişim protokolleri — entegratörün yukarı akıştaki yerleştirme (nesting) verilerini ve aşağı akıştaki kalite takibini bağlamasını sağladı.
O esneklik güçlüdür.
Aynı zamanda yetkinlik gerektirir. Açık sistemler kuralları uygulayabilir, ama yalnızca birisi kuralları doğru biçimde inşa ederse. Veritabanındaki takım kimliği yerinde fiziksel olarak kelepçelenen takımla eşleşmezse programı reddeden, mükemmel şekilde entegre olmuş ESA kurulumları gördüm. Ayrıca devreye alma sırasında üretimi yavaşlattığı için kural uygulaması kapatılmış “açık” sistemler de gördüm. Açıklık iki ucu keskin bir bıçaktır.
Cybelec genellikle sezgisel çalışmaya yönelir — net grafikler, basit programlama. Operatörlerin makineler arasında döndüğü yüksek personel devinimli atölyelerde bu önemlidir. Eğer bir kontrole güvenmeye başlamanız üç ay sürüyorsa, üretkenliği çoktan kaybettiniz. Sezgisel bir arayüz, daha az düğme yanlış yorumlandığı için, operatör kaynaklı hurdaları azaltır. Ama sadece sezgisel olmak, denetleyicinin kötü bir sıralamayı engelleyeceğini garanti etmez. Rozette “CNC” yazıyor diye — sanki etiketin kendisi hassasiyet garantisiymiş gibi — makineye verdiğiniz herhangi bir kodu çalıştırıyorsa bunun hiçbir anlamı yoktur.
Delem’in gücü uzun zamandır kendi ekosistemi içindeki uygulama (enforcement) mantığında tutarlılıktır. Bir kez takım kütüphanesi, makine parametreleri ve malzeme verileri doğru ayarlandığında, kontrol modelden modele öngörülebilir bir davranış sergiler. Kendi içinde bir kontrol mühendisi bulunmayan, entegrasyonları denetleyen bir mühendis olmadan çalışan atölyeler için bu standart güvenilirlik altın değerindedir.
Dolayısıyla seçim pratik hale gelir: bağlı bir üretim hücresi kurduğunuz için mi açık mimariye ihtiyacınız var, yoksa her revizyon değişikliğinde BT’yi aramadan güvenebileceğiniz bir kontrole mi ihtiyacınız var?
Ve o revizyon problemi, hurdalık kutusunun yeniden bir mahkeme salonu gibi davranmaya başladığı noktadır.
| Boyut | ESA | Cybelec | Delem |
|---|---|---|---|
| Temel Konumlandırma | Entegratörler için açık mimari | Yüksek personel sirkülasyonuna sahip atölyeler için sezgisel kullanıcı arayüzü | Ekosistemi içinde tutarlı uygulama |
| Entegrasyon Yeteneği | Erişilebilir API’ler ve esnek iletişim protokolleri; üst akış yerleştirme ve alt akış kalite sistemlerine kolay bağlantı | Derin entegrasyondan ziyade bağımsız kullanılabilirliğe daha fazla odaklanılır | Modeller arasında standartlaştırılmış mantıkla güçlü ekosistem entegrasyonu |
| Tipik Kullanım Durumu | Bağlantılı üretim hücreleri (lazer, panel bükücü, robot yükleme) | Dönüşümlü operatörlere ve yüksek personel sirkülasyonuna sahip atölyeler | Kendi bünyesinde kontrol mühendisi bulunmayan, öngörülebilir davranışa ihtiyaç duyan atölyeler |
| Güçlü Yön | Yüksek esneklik; karmaşık, çok makineli koreografileri destekler | Net grafikler ve basit programlama; operatör karışıklığını azaltır | Takımlar ve parametreler yapılandırıldıktan sonra güvenilir, tutarlı davranış |
| Risk / Sınırlama | Yüksek düzeyde yetkinlik gerektirir; kurallar yalnızca doğru şekilde yapılandırıldığında uygulanır; devreye alma sırasında kurallar devre dışı bırakılabilir | Sezgisel kullanıcı arayüzü hatalı dizileri otomatik olarak önlemez; CNC etiketi tek başına hassasiyet garantilemez | Tamamen açık sistemlerle karşılaştırıldığında açık uçlu özelleştirmeye daha az vurgu yapılır |
| Hurda Önleme | Takım/veritabanı uyuşmazlıkları doğru şekilde denetlendiğinde programları reddedebilir | Kullanılabilirlik sayesinde operatör kaynaklı hurdaları azaltır | Tahmin edilebilir uygulama mantığı, makinelerdeki hataları azaltır |
| En Uygun Karar Sürücüsü | Açık, bağlı bir mimariye ihtiyaç | Hızlı operatör benimsemesi ve minimum eğitim süresi ihtiyacı | Sürekli BT müdahalesi olmadan istikrarlı, standartlaştırılmış performans ihtiyacı |
Şunu hayal edin: Lazer sabah 9’da bir parçanın F Revizyonunu kesiyor. Yerel olarak depolanan çevrimdışı programları çalıştıran pres bükme makinesi, klasör kimse tarafından güncellenmediği için D Revizyonunu yüklüyor. Simülasyon mükemmeldi. Çarpışma modeli doğruydu. Bükümler yanlış.
Üç saat sonra, hurdalık kutusunda 10 numara paslanmaz çelik sayıyorsunuz.
Ağ bağlantılı sürüm kontrolü olmadan — yani bükme makinesi onaylanmış mevcut dosyayı merkezi bir sunucudan veya ERP sisteminden çekmeden — en iyi 3D uygulaması bile yanlış geometrileri korur. Temel CNC belleği bunu çözmez. Sadece dünkü hatayı daha düzgün şekilde depolar.
Indiana’daki atölyelerin, lazer CAM, bükme çevrimdışı programlama ve ERP’yi birbirine bağladıktan sonra hurda oranlarını gözle görülür şekilde azalttığını gördüm; böylece parça numaraları, revizyonlar ve bükme programları senkronize oldu. Genel 3D simülasyon tek başına kesimden bükmeye olan uyumsuzlukları çözmedi. Entegrasyon çözdü. Bükme makinesi, revizyon kimliği yayımlanan iş seyir belgesiyle eşleşmezse bir programı işaretlerdi. Bu, sadece makine düzeyinde değil, süreç düzeyinde bir uygulamadır.
İşte rahatsız edici soru: Mevcut makineniz bu derece bağlantıyı destekleyebilir mi, yoksa bunu onurlandıramayan donanıma modern yazılım mı bağlıyorsunuz?
Çünkü dijital model art ölçünün ±0.1 mm içinde çarpması gerektiğini söylüyorsa, ancak eksen geri bildiriminiz vardiya boyunca bunun iki katı kadar sapıyorsa, hiçbir kontrol ailesi sizi kurtaramaz. Artık 52S ile 66T arasında seçim yapmıyorsunuz. Sınırlamalarla yaşamak ya da yenileme gerçeğiyle yüzleşmek arasında seçim yapıyorsunuz.
Ve işte bu noktada hiyerarşi tartışması özellikler hakkında olmaktan çıkıp, bağladığınız yazılım tarafından sorumlu tutulmaya hazır olup olmadığı konusunda demiriniz hakkında olmaya başlar.
Pres bükme makinenizi ERP’ye bağlayabilir, temiz CAD besleyebilir, revizyonları sabitleyebilir ve yine de yağ sıcak olduğu ve valfler yorgun olduğu için koç derinliği dört binde kaçırdığını izleyebilirsiniz.
Şu anda tezgâhın üstündeki soru bu: Demiriniz gerçekten ödediğiniz dijital vaatleri yerine getirebilecek durumda mı?
Bazı operatörlerden daha yaşlı olan Pacific J‑Series kasalarına modern PC tabanlı kontroller monte ettim. 1960’lardan kalma dökümler. Orijinal silindirler. Uygun orantılı veya servo valfler ve taze geri bildirimle, koç tekrarlanabilirliğini onda birler seviyesinde tuttuk. Bu teori değil. Mikrometreyle ölçülmüş 10 numara paslanmaz çelik parçalardı, pazarlama broşürü değil. Gövde doğum belgesiyle ilgilenmedi; yağ kontrolü ve konum geri bildirimiyle ilgilendi.
Ama aynı zamanda, süngerimsi hidroliklere sahip bir bükme makinesine parlak yeni bir 3D kontrolör takıp “yükseltildi” diyen atölyeler de gördüm. Ekran netti. Döngü mantığı hızlıydı. Hidrolik güç ünitesi hâlâ düşünüyormuş gibi tepki veriyordu. Komut, duraklama, sapma, düzeltme. O gecikme simülasyonda görünmez. Hurdalık kutusunda görünür.
Yazılım yaylanmayı üç ondalık basamağa kadar tahmin edebilir. Aşınmış contaları sertleştiremez.
Yani tuzak “eski makine eşittir kötü” değildir. Tuzak, yazılımın yağı geride bırakabileceğini varsaymaktır.
Modern kontrolörler milisaniyeler içinde düzeltme sinyalleri gönderir. Aynı hızda tepki veren orantılı valfler ve mekanik boşlukla yumuşatılmış ortalamalar değil, gerçeği bildiren doğrusal konum sensörleri beklerler. Eğer Y1 ve Y2 geri bildiriminiz gürültülü, yorgun doğrusal cetvellerden geliyorsa, kontrol örnekler arasında tahminde bulunuyordur. Hızlı beyin. Yavaş sinirler.
İşte basit bir atölye testi. Düşük hızda 0.020 inçlik bir adım komutu verin ve gerçek konum izini izleyin. Temiz hareket edip temiz duruyor mu, yoksa sürünüyor, aşırıya mı kaçıyor, sonra mı oturuyor? O oturma süresi mekanik gecikmedir. Her milisaniyesi, simülasyonunuzun anlık varsaydığı hassasiyeti yer bitirir.
Bazı yenilemeler başarılı olur çünkü bunu doğrudan ele alırlar. Yeni servo kalitesinde valfler. Taze contalar. Kalibre edilmiş cetveller. Bir anda eski Pacific sanki modern dili anlıyormuş gibi davranır. Engeli yaratan demir değil, sıvı kontroldü.
Ve bazen tam tersi doğrudur.
Eğer hidrolik ünitesi hızlı modülasyon altında kararlı basıncı koruyamıyorsa, yüksek hızlı düzeltme döngüleri yalnızca kararsızlığı büyütür. Kontrolör hareketli bir hedefi kovalamaya devam eder ve strokun sonunda salınım oluşur. Yazılım tam olarak söyleneni yaptı. Yağ yetişemedi. Parti boyunca açı yarım derece kaydığında kim sorguda oluyor?
Bir kontrolörün eğme derinliğini ±0,01 mm’ye kadar hesapladığını hayal edin, oysa makinenizin gerçek dünyadaki tekrarlanabilirliği sıcak vardiya boyunca ±0,08 mm dalgalanıyor. Kâğıt üzerinde yeteneğinizi sekiz kat arttırdınız. Atölyede ise sadece beklentiler değişti.
O boşluk pahalıdır.
Operatörler tutarsız açılara “çözüm” bulmak için malzeme faktörleriyle oynamaya başlar. Tonaj tablolarını yükseltirler. Takozlar eklerler. Dijital model fiziksel gerçeklikten uzaklaşır ve bir sonraki iş deneye dönüşür. İlk bükme hatasını simülasyona taşıdığınızı sandınız. Sessizce tekrar çeliğe taşıdınız, sadece daha iyi giydirilmiş şekilde.
Sadece simülasyonla bildirilen verim artışlarının sınıra ulaştığını gördüm çünkü hidrolik tepki süresi kontrol döngüsünün ne kadar sıkı çalışabileceğini sınırladı. Bir yazılım hatası değil. Bir sistem tavanı. Beyni istediğiniz kadar fazla özellikli yapabilirsiniz ama kol traktör gibi hareket ediyorsa, yine de saban sürüyorsunuz.
Hurda kutusu arayüzün ne kadar gelişmiş göründüğüyle ilgilenmez.
İşte gururun pahalıya mal olduğu yer burası.
Eğer şaseniz düzgün, silindirleriniz sağlam ve makine modern valfleri ve geri bildirimi kabul edebiliyorsa, düşünceli bir yenileme “sınırlı üretim” kalıntısını disiplinli bir varlığa dönüştürebilir. 1940’lardan kalma çerçevelerin karmaşık parçalarda görevlerini yerine getirdiklerini gördüm, çünkü kontrol sistemi ve hidrolikler aynı standarda yükseltilmişti. Gösterişli değil. Karlı.
Ama pompa yetersiz, manifoldlar kısıtlayıcı ve yedek parçalar bir define avıysa, hassas yazılımı hiçbir zaman o düzeyde denetim için tasarlanmamış mekanik bir temelin üzerine yığıyorsunuz demektir. Bir noktada kararlılığı kovalamaya harcanan maliyet, en baştan kapalı çevrim hidroliklerle üretilmiş yeni demirin maliyetini aşar.
İşte fazla özellikli gerçeklik kontrolü: esasen ±1° toleranslı yumuşak çelik braketleri büken bir pres frenden havacılık seviyesinde tekrarlanabilirlik elde etmeye mi çalışıyorsunuz?
Akıllıca olan hareket “her zaman yenilemek” ya da “her zaman değiştirmek” değildir. İstediğiniz dijital disiplini, makinenizin fiziksel olarak sunabileceği mekanik disiplinle eşleştirmektir. Tekrarlanabilirliği soğukken ve sıcakken ölçün. Valf tepki sürelerini kontrol edin. Geri bildirim çözünürlüğünü denetleyin. Sonra bir sistemi mi yükselttiğinize yoksa bir sınırlamayı mı süslediğinize karar verin.
Çünkü gerçek yatırım getirisi hâlâ şuna dayanır: kurulumunuz ilk bükme hatasını piksellere mi taşıyor, yoksa koridor sonundaki mahkeme salonunu beslemeye devam mı ediyor?
Ram’i 0.020 inç kaydırdınız ve izi izlediniz. Yağın dinleyip dinlemediğini veya tartıştığını gördünüz. Güzel. Şimdi asıl soru “Makinem yüksek performanslı bir kontrolör çalıştırabilir mi?” değil. “Bu kontrolör her hafta kestiğim parça türleri için ilk büküm hatalarını gerçekten azaltacak mı?”
Çünkü kontrol mantığı ancak parça karışımınıza uyduğunda işe yarar.
Öğle yemeğinden önce on farklı braket büken bir atölye, bütün hafta aynı 400 paneli işleyen bir atölyeden farklı hata kalıplarına sahiptir. İlkinde hatalar kurulum karmaşasından, yanlış istasyonda yanlış takımlardan, hatalı sıralanmış bükümlerden kaynaklanır. İkincisinde ise sapma, yorgunluk ve insani kestirme yollardan. Aynı abkant pres. Hurda kutusunda farklı mahkeme kararı.
Yani çerçeve basit ama açık değildir: yazılımı, ilk büküm hatalarınızın nerede doğduğunu — karmaşıklık mı yoksa tekrar mı — ve satın aldığınız kontrol mantığının o kaynağa doğrudan saldırıp saldırmadığını sorarak değerlendirin. Daha fazla düğmesi olup olmadığına değil. Parlak gradyanlara sahip olup olmadığına değil. Ama belirli riskinizi çeliğe değil simülasyona taşıyıp taşımadığına bakın.
Peki siz gerçekten hangi tür atölyesiniz?
Seyahat formlarınız karışmış bir deste kart gibi görünüyorsa — kısa üretimler, mühendislik revizyonları, öğleye kadar beş farklı malzeme — o zaman düşmanınız kurulum entropisidir.
Bu dünyada, para döngü zamanından 0.3 saniye kesmekte değil; bir operatörün takım sırasını tartışırken geçirdiği 20 dakikalık duraklamayı ortadan kaldırmakta ya da daha da kötüsü, simülasyon gerçek takım kütüphanesiyle eşleşmediği için bunu 10 numara paslanmaz çelikte kanıtlamakta yatıyor. İlk büküm hatasının doğduğu yer burasıdır: dijital takımlama, gerçek takımlama ve büküm sırası mantığı arasındaki uyumsuzlukta.
Bu nedenle kontrolörü üç şeyde denetlersiniz:
Bunlardan herhangi biri zayıfsa, “sanal” ilk büküm bir kurgudur. Hâlâ sahada hata ayıklıyorsunuz — sadece süslü bir önsözle.
Aşırı özellik kontrolü: Gerçek sorununuz tutarsız takım verisi girişi iken 7 eksenli robot entegrasyonu için mi para ödüyorsunuz?
Yüksek karışım ortamlarında, doğru kontrol, kurulum kararlarını doğrulanmış dijital bir prova hâline getiren kontroldür. Yatırım getirisi, daha az deneme sacı ve daha az operatör tartışması olarak ortaya çıkar. Hurda kutusu artık daha sessizdir; çünkü makine daha hızlı olduğu için değil, kafa karışıklığı çeliğe ulaşmadığı için.
Ama ya atölyeniz kaos içinde yaşamıyorsa?
Altı ay boyunca aynı muhafaza panelini işleyen atölyelere girdim. Aynı 12 büküm. Aynı malzeme. Aynı operatör.
Böyle bir hücreye yüksek seviye, çok eksenli, tamamen simüle edilmiş bir kontrolör yerleştirirseniz belki tek kuruş kazanmazsınız. Hatta bir kuruş kaybedebilirsiniz.
Neden? Çünkü program bir kez kanıtlandığında, ilk büküm hatası oranınız zaten neredeyse sıfırdır. Risk, sıralama ya da çakışma değildir. Zaman içinde tutarlılıktır. Hidrolik kararlılık. Geri dayama tekrarlanabilirliği. Operatör disiplini.
Bu durumda, sağlam ve daha basit bir CNC — hatta dijital gösterge ve kayıtlı programlara sahip iyi programlanmış bir NC bile — karmaşıklığı geride bırakabilir. Daha az katman. Daha az eğitim yükü. Yanlış tıklama ihtimali daha az. Operatör, ince ayar döngüsünün kendisi olur.
Temel NC kontrollerinde 30–60 dakikalık kurulumlardan bahseden o JSTMT karşılaştırması mı? Bu, yüksek değişim oranlı atölyelerde gerçektir. Ancak kurulumun bir kez yapıldığı ve haftalarca çalıştığı gerçek bir parti üretim ortamında, bu maliyet sıfıra yaklaşır. Gelişmiş sistemlerin “daha hızlı programlama” avantajı hiç devreye girmez.
Rahatsız edici soru şu: aslında var olmayan bir sorunu çözmek için mi sofistike sistemler satın almaya çalışıyorsunuz?
Parti işleriniz nadiren değişiyor ve toleranslar genişse, hurda kutusu 3D simülasyondan çok hidrolik bakıma önem verir. Bu durumda, gelişmiş kontrol mantığını sabit ve tekrarlayan bir sürece dahil etmek yeni hata noktaları yaratabilir — yani insan kas hafızasının kaya gibi sağlam olduğu yerde yazılım karmaşıklığı.
Peki, satın alma siparişini imzalamadan önce hangi tarafta olduğunuzu tahmin etmeden nasıl kaçınabilirsiniz?
İşte burada özellik listelerini dinlemeyi bırakıp testleri uygulamaya başlıyorsunuz.
Birinci soru: “Simülasyonunuzun benim gerçek takım verilerimi — sizin demo kütüphanenizi değil — nasıl kullandığını gösterin.”
Eğer gerçek zımba/kalıp spesifikasyonlarınızı içeri alamıyorlar ve zorlu parçalarınızdan biri üzerinde çakışmasız sıralamayı kanıtlayamıyorlarsa, ilk büküm hatasını ekrana taşımıyorsunuzdur. Sahip olmadığınız aksesuarlarla prova yapıyorsunuzdur.
İkinci soru: “Makinemin ölçülmüş tekrarlanabilirliğine — soğukken ve sıcakken — dayanarak kontrolünüz nasıl telafi sağlıyor?”
Zaten yürüyüş testini yaptınız. ± varyasyonunuzu biliyorsunuz. Eğer satıcı, düzeltme döngülerinin bu mekanik sınır içinde nasıl çalıştığını açıklayamıyorsa, yine beynin kapasitesini gereksiz yere zorluyorsunuz demektir. Kod, yağdan hızlı olamaz.
Üçüncü soru: “En sık tekrarladığım ilk beş parça için bu kontrol sistemi bugünkü çalıştığıma kıyasla hurdayı nasıl azaltır — somut olarak?”
Onlara gerçek parça karışımınız üzerinden yürütün: biri yüksek karmaşıklıkta, biri rutin üretim, biri de tolerans hassasiyetli. Eğer yanıt belirsizse — daha fazla eksen, daha hızlı işlemci, daha iyi arayüz — pazarlama dinliyorsunuzdur. Eğer yanıt somutsa — daha az deneme bükümü, malzeme dosyasına bağlı otomatik taç ayarı, doğrulanmış dayama açıklığı — mekanizma dinliyorsunuzdur.
Unutulmaması gereken tek şey şu: kontrol mantığını, ilk büküm hatalarının doğduğu yere göre değerlendirin, özellik listesine göre değil.
Bu açık değildir çünkü sektör sizi ekranları ve teknik özellikleri karşılaştırmaya alıştırır. Ancak hurda kutusu ekranları değerlendirmez. Fren makinesinden çıkan ilk parçanın bir ders mi yoksa korunası bir parça mı olduğuna bakar.
Ve bir kez bu şekilde düşünmeye başladığınızda, her yazılım kararı artık yetenekle değil, sonuçla ilgilidir.


















