

قام البائع بتمرير إصبعه عبر شاشة تعمل باللمس مقاس 19 بوصة كما لو كان يكشف عن شاحنة بيك أب جديدة. أيقونات كبيرة. تدرجات لامعة. قال: “تحكم رقمي كامل (Full CNC)”.
بعد أسبوعين، شاهدت لوحة من الفولاذ المقاوم للصدأ بسماكة 10 قياس تنزلق إلى سلة الخردة لأن العداد الخلفي والكبس لم يتفقا حقًا على المكان الذي كان من المفترض أن يلتقيا فيه.
تلك هي الفجوة التي أريدك أن تحدق فيها.
ادخل إلى عدد كافٍ من الورش وستسمعهم يقولون: “إنها CNC. نحن في مأمن.” كما لو أن اللقب نفسه يضمن الدقة.
لكنني رأيت متوسط نسب استخدام مكابح الثني عند حوالي 12.9%، بينما تدفع الورش في الربع الأعلى إلى ما بعد 34%. نفس الآلات. نفس فئة السعة. الاختلاف ليس في لون واجهة التشغيل. بل في ما إذا كانت منطقية التحكم تمنع فشل الثني الأول — أو تنتظره بأدب ليحدث على أرض الورشة.
الشاشة التي تعمل باللمس لا تمنعك من إهدار لوحة من الفولاذ المقاوم للصدأ بسمك 10 قياس. منطق التحكم هو من يفعل ذلك.
إذن ماذا يختبئ خلف تلك الملصقات التي تقول “متوافق مع التحكم الرقمي CNC”؟
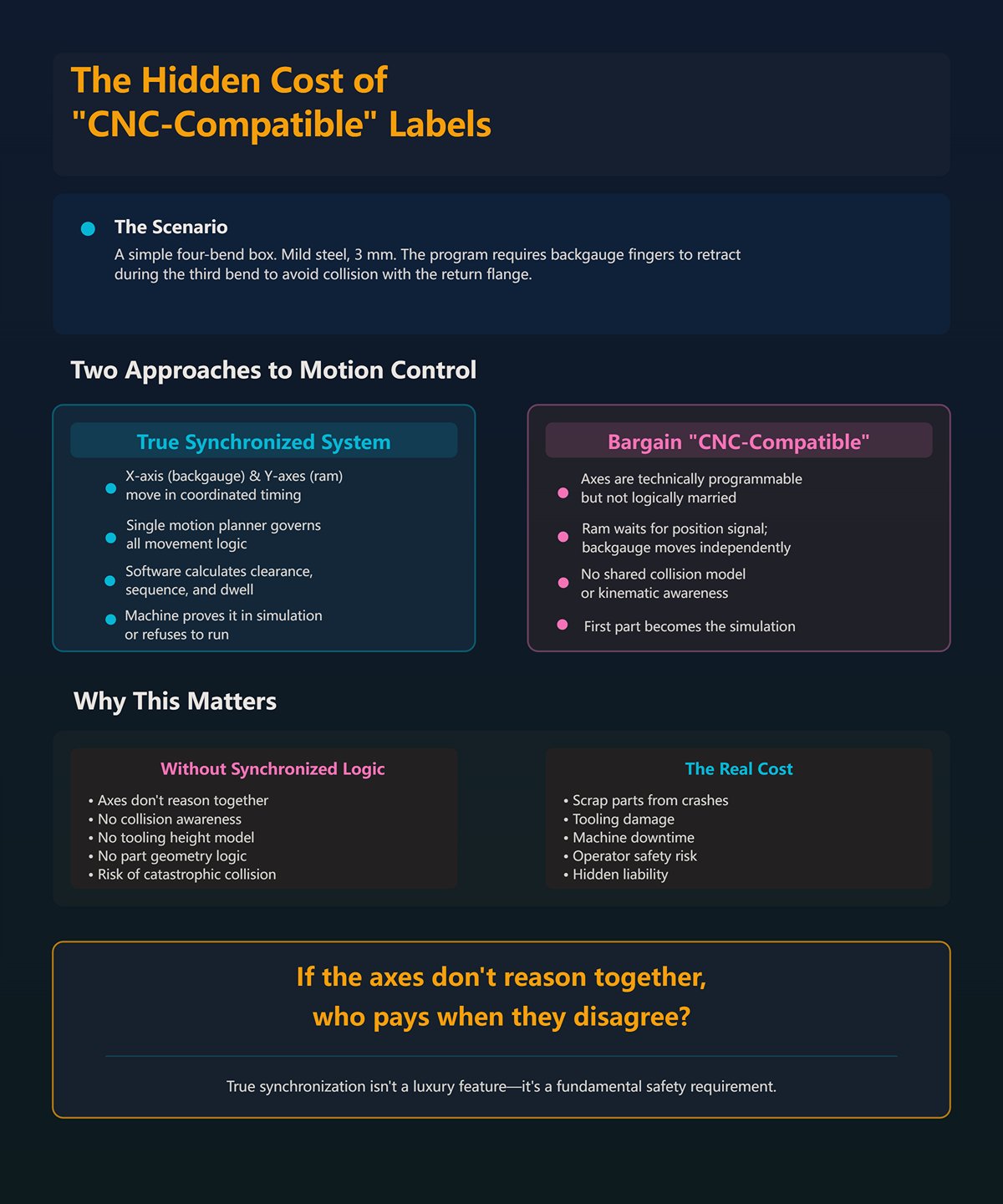
تخيل صندوق بسيط بأربع طيات. لا شيء غريب. فولاذ معتدل، بسماكة 3 مم. البرنامج يطلب سحب أصابع العداد الخلفي أثناء الانحناء الثالث لتجنب الاصطدام مع الحافة العائدة.
في نظام متزامن حقيقي، يتحرك المحور X (العداد الخلفي) والمحوران Y (أسطوانات الكبس) بتوقيت منسق، تحت حكم مخطط حركة واحد. يقوم البرنامج بحساب التخلية والتسلسل والزمن قبل أن يلتزم الكبس. إما أن يثبت الجهاز ذلك في المحاكاة — أو يرفض التنفيذ.
أما في وحدة تحكم رخيصة “متوافقة مع CNC”، فالمحاور قابلة للبرمجة تقنيًا، لكنها ليست مترابطة منطقيًا. ينتظر الكبس إشارة موقع، بينما يتحرك العداد الخلفي وفق مجموعة تعليمات مستقلة. لا يوجد نموذج تصادم مشترك. ولا وعي حركي بارتفاع الأدوات أو هندسة الجزء.
النتيجة؟ يصبح الجزء الأول هو المحاكاة.
إذا لم تتعاون المحاور في التفكير، فمن يدفع الثمن عندما تختلف؟

لقد قمت ذات مرة بتوقيت عملية إعداد على وحدة تحكم منخفضة التكلفة: 18 دقيقة من الرسم إلى أول جزء مقبول. سبع طيات تجريبية. ثلاث تصحيحات زاوية. تعديلان للعداد الخلفي تم قياسهما بشريط قياس، وليس بمسبار.
الآن طبّق ذلك على أعمال قصيرة المدى — 25 قطعة هنا، 40 هناك. تلك التصحيحات “البسيطة” تتراكم. تعديل الزوايا يدويًا. إعادة إدخال خصومات الطي لأن وحدة التحكم لا تستطيع التعويض عن ارتداد المادة إلا إذا خمّن المشغل بشكل صحيح. كل تصحيح هو مغرفة صغيرة إلى سلة الخردة.
يحب المصنعون اقتباس قدرة تحديد المواقع ±0.1°. جيد. قد يحقق السيرفو هذا الرقم طوال اليوم. لكن إذا لم يأخذ البرنامج في الحسبان تغيرات المادة أو انحراف الأدوات أو الخطأ المعتمد على التسلسل، فلن تصل تلك الدقة النظرية أبدًا إلى الجزء.
الرخص ليس في سعر الشراء. الرخص هو البرمجة أثناء العمل على المادة الحية.
وهو ما يؤدي إلى الضريبة الصامتة التي تقبلها معظم الورش كأمر طبيعي.

في عدد كبير جدًا من الورش، تُضحى بالقطعة الأولى من الرزمة. الجميع يعلم ذلك. لا أحد يُدرجه في الميزانية.
تفتقر أدوات التحكم الأساسية إلى محاكاة قوية خارج الخط أو كشف حقيقي للتصادم. لذا يصبح المشغل هو المفسر بين الرسمة والآلة، يضبط العمق بفواصل قدرها 0.1 مم، ويُحرك مواضع المسند الخلفي اعتمادًا على الإحساس، ويعيد ترتيب الانحناءات بعد اصطدام شفة بحامل اللكمة.
ذلك ليس حرفية. ذلك بحث وتطوير غير مدفوع.
يمكن للأنظمة المدمجة بين الليزر والفرامل أن تُحاكي العملية كاملة قبل قطع أي صفيحة واحدة، مما يكشف عن تعارضات التسلسل في المراحل المبكرة. خاصة في الأعمال المخصصة ذات التنوع العالي، فالمحاكاة هي المكان الذي يجب أن يحدث فيه الفشل. ولكن عندما يتوقف البرنامج عند “تمركز CNC” ولا يُحاكي الحركيات الحقيقية للآلة، فأنت لم تُحرّك شيئًا. لقد رقمنتَ التخمين فقط.
إليك التحول الذهني الذي أريده منك: توقّف عن سؤال عدد الأزرار التي يملكها جهاز التحكم، وابدأ بسؤال أين سيحدث أول خطأ — على شاشة مضيئة، أم على صفيحة من الفولاذ المقاوم للصدأ من نوع $200.
لأنك ما إن ترى ذلك، فلن يكون السؤال التالي عن الشاشات إطلاقًا.
بل عن كيفية حكم البرنامج لكل محور في الحركة.
منذ عدة أشهر، وقفتُ خلف مكبح بستة محاور يقوم بثني فولاذ طري بسماكة 4 مم. على الورق كان وحشًا: Y1، Y2، X، R، Z1، Z2. أصابع مستقلة. تاج قابل للبرمجة. كانت الكراسة الدعائية تبدو كأنها ورقة مواصفات لطائرة مقاتلة.
لكن القطعة الأولى ما زالت ملتوية بزاوية 0.8° عبر عرضها.
وضعنا مقياسًا عليها. كان Y1 يسبق Y2 بمقدار شعرة أثناء الاقتراب — ليس بما يكفي لإطلاق إنذار، ولكن بما يكفي لتحريف الانحناء. المسند الخلفي وصل إلى موضع X، لكن محور R لم يكن قد استقر تمامًا قبل أن يلتزم المكبس بالحركة. كل محور، بمفرده، كان “ضمن التفاوت”. لكنهم معًا كانوا خارج الحقيقة.
ذلك هو الانفصال. الحدود الميكانيكية يُمليها منطق التنسيق أكثر مما يُمليها الفولاذ والهيدروليك. إذا كان جهاز التحكم لديك يعامل المحاور كمهام منفصلة بدلًا من خطة حركة منسقة واحدة، فأنت لا تشغل مكبحًا دقيقًا. بل تشغل آلة تخمين باهظة الثمن تتحرك بدقة عالية في التسلسل الخاطئ.
وهكذا يتسلل فشل الانحناء الأول عبر التدرجات اللامعة وينتهي في صندوق الخردة.
الجميع مهووس بتزامن Y1/Y2 — وهذا صحيح. محور Y هو المكبس. من دون تحكم مستقر وقابل للتكرار بالمكبس، لا شيء آخر يهم. محور واحد هو الحد الأدنى لمكبح قابل للتشغيل.
لكن شاهد تكوين قطعة فعلية. محور X يحدد عمق الشفة. محور R يحدد ارتفاع الأصابع بالنسبة للقالب. Z1/Z2 يُبعدان الأصابع لدعم الصفيحة. الآن أضف شفة مرتجعة تحتاج إلى خلوص في الانحناء الثالث.
في جهاز تحكم متكامل بشكل صحيح، هذه المحاور لا “تصل” إلى المواضع فقط. بل يحسب مخطط الحركة مسارًا محسوب التوقيت: يتراجع X بمقدار 40 مم بينما يرتفع Y عبر نافذة خلوص آمنة؛ يتحرك R بمقدار 12 مم للحفاظ على الدعم أثناء دوران المادة؛ تُعيد الأصابع Z التموضع بين الانحناءات فقط بعد أن يتجاوز المكبس عتبة محددة. وكل ذلك تحكمه نماذج حركية مشتركة لارتفاع الأدوات، عرض القالب، وهندسة القطعة.
منع التصادم ليس صفارة إنذار تصرخ بعد التلامس. إنه كود يُشفّر الحدود الفيزيائية — عمق الحلق، طول اللكمة، هندسة الأصابع — ويرفض تنفيذ أي تسلسل ينتهكها.
تخيل الآن جهاز تحكم عامًا حيث تنتظر المحاور إشارات موضع بسيطة. يصل X إلى الإحداثي. يتحرك Y. دون أي وعي بأن الشفة على وشك أن تصطدم بحامل اللكمة لأن البرنامج لا يُحاكي ذلك الحامل أصلًا. تصبح الصفيحة الأولى هي مسبار الخلوص.
ها هو السؤال المبالغ فيه الذي لا يفضله أحد: إذا كان برنامجك لا يستطيع إثبات تنسيق المحاور في المحاكاة، فما الفائدة من إضافة أصابع Z مستقلة؟ فالمزيد من المحاور يعني نقاط فشل أكثر ما لم تربطها المنطقية لتعمل بعقل واحد.
وهذا يقودنا إلى الجزء الذي إما يخمنه البرنامج — أو يعرفه.
لقد قمتُ مرة بثني قطعة بطول 1200 مم من الفولاذ المقاوم للصدأ بسمك مقياس 10 باستخدام إعداد تتويج أساسي بالاعتماد على الإحساس. الضربة الأولى خرجت مفتوحة بمقدار 1.5° في المنتصف. أضفنا شِيمًا. الضربة الثانية كانت مفرطة في التعويض. الثالثة كانت جيدة بما يكفي للشحن.
ثلاث قطع اختبار ضاعت.
يوجد تعويض التتويج لأن الكباس والسرير ينحنيان تحت الحمولة. ذلك الانحناء ليس منتظمًا؛ فهو يعتمد على توزيع الحمولة على الطول. البرنامج المتقدم لا يسمح لك فقط بإدخال رقم، بل يحسب مقدار الانحناء المتوقع من طول الثني، وقوة شد المادة، وفتحة القالب، وزاوية الهدف، ثم يأمر بمنحنى تتويج محسوب قبل أن يلمس الكباس المعدن.
نفس القصة مع ارتداد الثني. الفولاذ الطري عند 250 ميجا باسكال يتصرف بشكل مختلف عن الفولاذ المقاوم للصدأ عند 600 ميجا باسكال. مكتبة المواد الحقيقية تخزن قوة الشد، ونسبة الخضوع، وعوامل خصم الثني التجريبية. عندما تستدعي فولاذًا مقاومًا للصدأ من نوع 304 بسمك 3 مم، يقوم المتحكم بضبط عمق الاختراق ليصل إلى 90° مع العلم أن هذه المادة سترتخي أكثر من A36.
أما البرنامج الأساسي؟ فهو يطلب من المشغل “ضبط تصحيح الزاوية.” وهي طريقة مهذبة لقول: اثنِها وانظر النتيجة.
يظهر الفرق في موضع الخطأ الأول. مع مكتبة مواد مُعايرة وتتويج ديناميكي، يحدث التصحيح في الحسابات. بدونها، يحدث التصحيح في ألواح المعدن.
لكن ثمة نقطة يتجاهلها معظم البائعين: التوأم الرقمي يكون صادقًا بقدر معايرتك له فقط. فإذا كانت خريطة الحمولة لديك خاطئة أو أسطوانات التتويج لديك تنحرف، فإن المحاكاة تكذب بثقة. فكيف تقرر ما الذي يحكم التكرار فعليًا؟
لقد رأيت مؤشرات رجوع يُعلن عنها بأنها ذات قابلية تكرار ±0.02 مم. رقم جميل. محفور بالليزر. ”كما لو أن الملصق نفسه يضمن الدقة”
ثم يشغل المصنع ثنيات ضيقة متقاربة أقل من ستة أضعاف سمك المادة — مثل مادة بسماكة 3 مم وفواصل 12 مم. الضغط الهيدروليكي يرتفع بشكل غير منتظم عبر السرير. الكباس يبطئ للحفاظ على ضغط الرجوع. يتغير توقيت المحور Y قليلًا تحت الحمولة.
يمكن لمؤشر الرجوع أن يصيب هدفه طوال اليوم. لكن إن لم يأخذ تسلسل البرنامج في الاعتبار ديناميكيات الضغط وترتيب الثني، فسوف تنحرف الزاوية مع ذلك.
قابلية التكرار هي نتيجة نظام، وليست مواصفة مكوّن.
منطق البرمجة يحدد تسلسل الثني لتقليل الخطأ التراكمي. إنه يقرر ما إذا كان يجب تشكيل الحواف الداخلية أولًا لتثبيت الصفيحة، أو تقسيم ثني طويل إلى ضربات مرحلية للسيطرة على الانحناء، أو إعادة تموضع أصابع Z لدعم توزيع الوزن قبل ثني حرج. هذه القرارات تؤثر على ثبات الزاوية أكثر من مسألة ما إذا كانت لولبة كرة المؤشر مصقولة أم ملفوفة.
لذا عندما يتفاخر أحدهم بسبعة محاور متحكم بها، أطرح سؤالًا واحدًا: هل يقوم المتحكم بمزامنتها تحت الحمولة، باستخدام بيانات المواد الحقيقية، ويثبت التسلسل قبل أن يهبط الكباس؟
لأن إن لم يفعل، فإن حدود الآلة الفيزيائية لا تحددها الفولاذ والهيدروليكا.
بل يحددها الخطأ الأول الذي تكتشفه بعد أن يلمس القالب المعدن.
وينبغي أن يكون ذلك الخطأ قد مات في المحاكاة.
هل تريد دليلاً ملموساً على أن وحدة التحكم تقدم تكرارية متزامنة ومثبتة بالمحاكاة؟
اطلب منها أن تفشل قبل أن تفعل أنت.
ليس على الماكينة. في المكتب. في نموذج رقمي يعرف طول القالب، وكتفيّ القالب السفلي، وعمق الحلق، وأصابع المؤازرة الخلفية، والفولاذ المقاوم للصدأ بسمك 3 مم الذي تؤكد أنه “يتصرف كما في المرة السابقة.” إذا لم يستطع البرنامج التنبؤ بالتصادم، أو بمشكلة تباعد، أو بتسلسل انحناء مستحيل قبل أن ينخفض الكباس، فإن كل منطق المحاور المدمجة الذي تحدثنا عنه للتو سيُتحقق منه بالطريقة القديمة — بالتضحية بورقة في سلة الخردة.
هذا هو فشل الانحناء الأول. كل عمل لديه واحد. السؤال الوحيد هو أين يعيش هذا الفشل.
المحاكاة ثنائية وثلاثية الأبعاد ليست عن الشاشات الجميلة. إنها عن نقل ذلك الفشل إلى المنبع، حيث تكون تكلفة الأخطاء كهرباء وقهوة بدلاً من فولاذ مقاوم للصدأ بسماكة 10 درجات وقالب مثقوب متضرر. العائد على الاستثمار ليس عدد الأزرار، بل ما إذا كان خطؤك الأول يحدث على الشاشة أم في الفولاذ.
فمتى تتوقف الثنائية الأبعاد عن كونها كافية؟
الشاشة المسطحة لا تستطيع أن تُظهر العمق.
بالنسبة للدعامات البسيطة — انحناءان وتغيير مستوى واحد — يعمل البرمجة الثنائية الأبعاد في وحدة التحكم بشكل جيد. تدخل أطوال الحافة، تختار قالباً، تتبع ترتيب الانحناءات الذي تقترحه وحدة التحكم، وإذا كانت مكتبة المواد لديك دقيقة، فأنت قريب من الصواب في المحاولة الأولى. الهندسة قابلة للتنبؤ. التباعد واضح. عقل المشغل يُكمل البعد الثالث المفقود.
لكن عندما تُضيف ثلاث حافات عائدة حول صندوق، وتُضيف ان offset أقل من ستة أضعاف سماكة المادة، فجأة يصبح التباعد غير بديهي. في الوضع ثنائي الأبعاد، تُظهر وحدة التحكم عرضاً جانبياً لكل انحناء على حدة. ما لا تظهره بوضوح هو كيف تدور الحافة المشكلة بالفعل في الفضاء أثناء الانحناء التالي، وكيف تمر بحامل القالب، ومدى قربها من حلق الماكينة. يصبح المشغل هو محرك الكشف عن التصادم.
هذا جيد — إلى أن لا يكون كذلك.
لقد شاهدت أشخاصاً أكفاء “يثنون في الهواء ويراقبون” كطريقةهم الأساسية للتحقق. يبطئون الكباس، يضعون إصبعهم فوق التوقف، ويدعون أول ورقة تعمل كجهاز جسّ. أحياناً يمسكون التداخل في الوقت المناسب. وأحياناً يصنعون خدّاً لامعاً في قالب $600. سلة الخردة لا تهتم إن كان الخطأ بسبب حسابات خاطئة أو بسبب نقص التصور.
تصبح الثنائية الأبعاد عنق زجاجة في اللحظة التي يتجاوز فيها التفكير المكاني ما يمكن لشخص واحد محاكاته بأمان في ذهنه.
وتصل الورش ذات التنوع العالي إلى هذا الجدار يومياً.
إليك الحساب البسيط الذي لا يختلف عليه أحد: إذا كان المكبس ينثني، فهو يربح. إذا كان ينتظر شخصاً ليبرمج قطعة معقدة على وحدة التحكم، فهو لا يربح.
تنقل البرمجة خارج الخط العمل الهندسي — الاستيراد، التسطيح، تسلسل الانحناءات، اختيار الأدوات — إلى محطة عمل. يبقى المكبس يعمل على مهمة الأمس بينما يُحل صداع الغد في المحاكاة المرتبطة بـCAD. عندما تعمل بشكل جيد، تنخفض أوقات التغيير من “أعطني ساعة” إلى “حمّل البرنامج، حمّل الأدوات، شغّل.”
هذا هو العائد الحقيقي على الاستثمار.
لقد رأيت ورشاً تدّعي زيادة الإنتاجية بنحو الثلث في الأعمال عالية التنوع وصغيرة الدفعات بمجرد ضبط البرمجة خارج الخط. العبارة المفتاحية هي "ضبطت جيداً". إذا كان نظام CAD يتواصل بسلاسة مع برنامج المكبس، وإذا كانت مكتبة أدواتك تطابق الواقع، وإذا كان المترجم ينتج كوداً تفهمه وحدة التحكم فعلاً، عندها نعم — يحدث فشل الانحناء الأول في المكتب.
لكن إليك السؤال المتعلق بالمواصفات الزائدة: هل تقوم ببناء توأم رقمي لا تستطيع آلتك تنفيذ سلوكه فعليًا؟
إذا قمت بتحديث مكبح هيدروليكي قديم يتميز بتغذية راجعة فضفاضة للمحور وتتوقع تحققًا ضيقًا ثلاثي الأبعاد من دون اتصال، فقد تكون تنقل الخطأ بدلًا من القضاء عليه. الآن يقول قسم المكتب إن التسلسل آمن، لكن تأخر محور الآلة الحقيقية أو الاستجابة غير المنتظمة للضغط تُظهر قصة مختلفة. لقد رأيت فجوات في التكامل تضاعف وقت الإعداد لأن البرامج احتاجت إلى تعديلات يدوية على وحدة التحكم. في تلك الحالات، يكون وعد “المحاكاة الخالية من المخاطر” يغذي سلة الخردة من اتجاه آخر.
تُثمر البرمجة خارج الخط (OLP) عندما يتحدث النموذج الرقمي والمكبح الفعلي اللغة نفسها.
وإلا فكل ما فعلتَه هو نقل التخمين إلى كرسي أكثر راحة.
المحاكاة الحقيقية ثلاثية الأبعاد ترسم الأحجام، لا الخطوط.
إنها تعلم أن الأداة (اللكمة) ليست خطًا مركزيًا مجردًا بل جسمًا صلبًا له أكتاف ومناطق تفريغ. وتعلم أن القالب له ارتفاع. وتعلم أن أصابع نظام الإسناد الخلفي لها سماكة ومسامير تثبيت. عندما يشغّل البرنامج تسلسل الثني، فإنه يحسب الحجم الممسوح — أي المساحة التي يشغلها الجزء أثناء دورانه حول نصف قطر القالب — ويقارنها مع كل مكوّن تم نمذجته.
إذا تقاطع جسمان صلبان في المحاكاة، يتوقف البرنامج.
هذا يعني خدشًا أقل في الأدوات. وكسرًا أقل في القالب. وعصرًا أقل تمضيه في شرح سبب وجود ندبة هلالية على اللكمة المجزأة الجديدة لرئيسك.
لكن لنكن صادقين مع أنفسنا. حتى اكتشاف الاصطدام ثلاثي الأبعاد الجيد له مناطق عمياء. يمكن أن يتسبب اختلاف الارتداد المرن في أن تصبح زاوية محاكاة 92° زاوية فعلية 94°، مما يغير كيفية مرور الحافة في عملية الثني التالية. أظهرت بعض التجارب أن جزءًا من تسلسل المحاكاة “الأمثل” لا يزال بحاجة إلى تعديلات في أرض المصنع لأن سلوك المادة انحرف خارج النموذج. الفيزياء لا تقرأ دليل برنامجك.
إذن ما الذي يفصل بين الرسوم المتحركة التسويقية والحماية الحقيقية؟
المعايرة. مكتبات الأدوات الدقيقة. هندسة الآلة الموثَّقة. ووحدة تحكم ترفض تنفيذ تسلسل ينتهك الحدود المبرمجة، بدلاً من أن تحذرك بأدب وتمضي في العمل على أي حال.
كل اصطدام يُكتشف في ثلاثي الأبعاد هو جزء لم يضطر إلى تعليمك الدرس على الفولاذ.
وبمجرد أن تقبل أن المحاكاة هي قاعة المحكمة التي يُحكم فيها على عمليتك قبل لمس المعدن، يصبح السؤال التالي أكثر حدة: أي عائلات من وحدات التحكم تُنفّذ فعلاً ذلك الحكم — وأيها تُظهره فقط بتدرجات لامعة؟
ورشة في ولاية إنديانا عملتُ معها كان لديها مكبَّحان جنبًا إلى جنب: أحدهما يعمل بوحدة تحكم DA‑52S، والآخر تمت ترقيته إلى DA‑66T مع محاكاة ثلاثية الأبعاد كاملة وبرمجة خارج الخط. نفس وظيفة الفولاذ المقاوم للصدأ بسماكة عشرة قياس، ونفس رف الأدوات. صنع جهاز 52S أول جزء له في اثنتي عشرة دقيقة — اختبار ثني واحد، تعديل قيمة سماح الثني، ثم التشغيل. لم تكن آلة 66T قد لامست المعدن بعد؛ كانت لا تزال تستورد ملف STEP وتتحقق من خلوص الأدوات في المحاكاة.
بحلول وقت الغداء، كان كلاهما ينتج أجزاء جيدة.
وبنهاية الأسبوع، كان واحد فقط قد أضاف مواد إلى سلة الخردة.
لم يكن الفرق في حجم الشاشة التي تعمل باللمس أو تلك التدرجات اللامعة. بل كان في ما إذا كانت وحدة التحكم ستسمح بتسلسل ثني ينتهك نموذج الاصطدام الخاص بها. في الـ 66T، إذا تقاطعت الحافة في المحاكاة مع حامل اللكمة، فإن البرنامج ببساطة لا يعمل. في الـ 52S، لا يزال يمكن للمشغل “تجريبه ببطء”. التنفيذ مقابل التصور. هذا هو الخط الذي يحدد أين يعيش فشل الثني الأول.
فأين يظهر هذا الخط فعليًا في التسلسل الهرمي؟
ابدأ بـ DA‑52S. إنها وحدة تحكم رسومية ثنائية الأبعاد — قوية، يمكن التنبؤ بسلوكها، وخطوة كبيرة إلى الأمام مقارنة بالتخمين عبر PLC. تقوم بإدخال أطوال الحواف، الزوايا، المادة، وأدوات التشكيل. وهي تحسب عمق حركة الكباس ومواقع خلفية المقياس. بالنسبة للدعامات المسطحة والقنوات البسيطة، فهي سريعة. لقد شاهدت ورشًا تستعيد تكلفة فرق السعر مقارنة بالوحدات الأساسية خلال أربعة إلى ستة أشهر فقط بفضل تقليل الفاقد أثناء الإعداد وتقليل الاعتماد على عامل واحد مدرب لإدخال كل حركة محور يدويًا.
إذا كنت تثني القطع ذات المستويين طوال اليوم، فإن 52S تبقي صندوق المخلفات نحيفًا.
لكن عندما تدفعها نحو تشكيل الصناديق ذات الحواف المرتجعة، أو تسلسلات الثني المزدوج، أو الأجزاء التي يكون فيها الإزاحة أقل من ستة أضعاف سماكة المادة، فإن المشغل يعود ليكون هو محرك الاصطدام مرة أخرى. لا يمكن لـ 52S نمذجة الأحجام الممسوحة في ثلاثي الأبعاد. ولن يُظهر كيف تمر الساق المشكلة بجانب الحلق. أنت تعود إلى “الثني في الهواء والمشاهدة”، ولكن مع حسابات أفضل.
يقع DA‑58T في المنتصف. شاشة لمس، بعض التصوير ثلاثي الأبعاد، وإمكانية أساسية للعمل دون اتصال. إنه الجسر للمصانع التي تنتقل إلى تنوع أعلى دون أن تغوص بالكامل في سير عمل يعتمد على CAD. تحصل على تسلسل أوضح وبعض الإدراك المكاني، ولكن عمق التكامل يختلف حسب طريقة التهيئة. يمكنه المحاكاة، نعم. أما ما إذا كان يفرض القواعد فعليًا، فيعتمد على المعايرة والانضباط أثناء الإعداد.
ثم يأتي DA‑66T. بيئة ثلاثية الأبعاد كاملة. الأدوات مُمثلة كنماذج صلبة. إطار الماكينة مُمثل أيضًا. اكتشاف اصطدام لحجم المسار الممسوح. برمجة دون اتصال مرتبطة باستيراد من CAD. عند تشغيله بشكل صحيح — وهو أمر ليس بسيطًا — يرفض تنفيذ أي تسلسلات تكسر قواعده الهندسية. عند هذه النقطة تبدأ المحاكاة بالعمل كـ "حارس بوابة" وليس مجرد اقتراح.
إليك اختبار الواقع المبالغ فيه: إذا كان 80 بالمئة من إيراداتك تأتي من دعامات بسيطة أقل من 24 بوصة طولًا، فلن يخلق 66T عائدًا على الاستثمار بشكل سحري. ستقضي وقتًا أطول في صيانة مكتبات الأدوات أكثر مما ستوفره بتجنب الاصطدامات. قد يتفوق 52S عليه — ليس لأنه الأفضل، بل لأنك لا تدفع مقابل عمق رقمي لا تستخدمه فعليًا.
المحاكاة ثلاثية الأبعاد تعوض تكلفتها عندما يتجاوز التعقيد المكاني الحدس البشري على أساس أسبوعي، لا مرة في الفصل.
إذن، إذا كانت شركة Delem تقدم تدرجًا سلسًا من الموثوقية القياسية إلى الانضباط ثلاثي الأبعاد المفروض، فماذا يحدث عندما تخرج من عائلة هذه العلامة التجارية؟
لقد دخلت مصانع تستخدم وحدات تحكم ESA حيث قام المدمج بربط آلة الثني بخلايا أكبر — ليزر، مكبس ألواح، روبوت تحميل. لم يكن التحكم مجرد محاكاة لعملية ثني؛ بل كان جزءًا من تنسيق متكامل. البنية المفتوحة — أي واجهات برمجة تطبيقات قابلة للوصول وبروتوكولات اتصال مرنة — سمحت للمندمج بربط بيانات الترتيب المسبق والاتصال بتتبع الجودة اللاحق.
تلك المرونة قوية.
لكنها تتطلب الكفاءة. يمكن للأنظمة المفتوحة تطبيق القواعد، ولكن فقط إذا قام شخص ببناء تلك القواعد بشكل صحيح. لقد شاهدت إعدادات ESA مدمجة بشكل رائع حيث كانت آلة الثني ترفض البرنامج إذا لم تتطابق هوية الأداة في قاعدة البيانات مع الأداة الفعلية المثبتة في مكانها. كما شاهدت أنظمة “مفتوحة” تم تعطيل الإنفاذ فيها لأنها كانت تبطئ الإنتاج أثناء التشغيل التجريبي. الانفتاح له جانبان.
تميل Cybelec إلى التركيز على التشغيل البديهي — رسوم توضيحية واضحة، وبرمجة مباشرة. في مصانع عالية الدوران حيث يتناوب المشغلون بين الآلات، هذا الأمر مهم. إذا استغرق الأمر ثلاثة أشهر حتى تثق في وحدة التحكم، فقد فقدت معدل الإنتاجية بالفعل. واجهة المستخدم البديهية تقلل من الفاقد الناتج عن المشغلين ببساطة لأن الأزرار تُقرأ بشكل أقل خطأ. لكن البديهية وحدها لا تضمن أن وحدة التحكم ستمنع تسلسلاً خاطئًا. علامة “CNC” على الجهاز — وكأنها تضمن الدقة تلقائيًا — لا تعني شيئًا إذا كانت الماكينة ستنفذ أي كود تقدمه لها.
تكمن قوة Delem منذ فترة طويلة في الاتساق في منطق الإنفاذ داخل نظامها البيئي. بمجرد ضبط مكتبة الأدوات، ومعلمات الماكينة، وبيانات المواد، يتصرف التحكم بشكل متوقع من نموذج إلى آخر. تلك الموثوقية القياسية تعتبر ذهبًا للمصانع التي لا تملك مهندس تحكم داخلي لمتابعة الدمجات.
لذا يصبح الاختيار عمليًا: هل تحتاج إلى بنية مفتوحة لأنك تبني خلية تصنيع مترابطة، أم تحتاج إلى وحدة تحكم يمكن لمشغل مدرب الوثوق بها دون الاتصال بقسم تقنية المعلومات في كل مرة يتغير فيها إصدار؟
وهنا تبدأ مشكلة الإصدارات حيث يتحول صندوق المخلفات مجددًا إلى محكمة.
| جانب | ESA | Cybelec | Delem |
|---|---|---|---|
| تحديد موقع أساسي | بنية مفتوحة للمندمجين | واجهة مستخدم بديهية للمصانع عالية الدوران | التنفيذ المتسق داخل نظامه البيئي |
| قدرة التكامل | واجهات برمجة تطبيقات قابلة للوصول وبروتوكولات اتصال مرنة؛ اتصال سهل بأنظمة التعشيش العليا وأنظمة الجودة السفلية | يركز أكثر على سهولة الاستخدام المستقلة بدلاً من التكامل العميق | تكامل قوي للنظام البيئي بمنطق موحد عبر النماذج |
| حالة الاستخدام النموذجية | خلايا التصنيع المتصلة (الليزر، مثني الألواح، تحميل الروبوت) | الورش التي تضم مشغلين متناوبين ومعدل دوران مرتفع | الورش التي لا تمتلك مهندسي تحكم داخليين وتحتاج إلى سلوك متوقع |
| نقطة القوة | مرونة عالية؛ يدعم تنسيقاً معقداً متعدد الآلات | رسومات واضحة وبرمجة مباشرة؛ تقلل من ارتباك المشغل | سلوك موثوق ومتسق بمجرد ضبط الأدوات والمعلمات |
| المخاطر / القيود | يتطلب كفاءة عالية؛ تُفرض القواعد فقط إذا تم ضبطها بشكل صحيح؛ قد يتم تعطيل الإنفاذ أثناء التشغيل الأولي | واجهة المستخدم البديهية لا تمنع تلقائياً التسلسلات الخاطئة؛ الملصق "CNC" وحده لا يضمن الدقة | تركيز أقل على التخصيص المفتوح مقارنة بالأنظمة المفتوحة بالكامل |
| منع النفايات | يمكنه رفض البرامج إذا تم فرض تطابقات الأدوات / قاعدة البيانات بشكل صحيح | يقلل من النفايات الناتجة عن المشغل من خلال تحسين سهولة الاستخدام | منطق التنفيذ المتوقع يقلل الأخطاء عبر الآلات |
| دافع القرار الأنسب | الحاجة إلى بنية مفتوحة ومتصلة | الحاجة لاعتماد سريع من المشغل وتقليل وقت التدريب إلى الحد الأدنى | الحاجة إلى أداء ثابت وموحد دون تدخل دائم من قسم تكنولوجيا المعلومات |
تخيل هذا: يقوم الليزر بقص الإصدار F من جزء ما الساعة 9 صباحًا. مكبس الثني، الذي يشغّل برامج غير متصلة مخزنة محليًا، يحمّل الإصدار D لأن أحدًا لم يُحدث المجلد. كانت المحاكاة مثالية. نموذج التصادم كان دقيقًا. الانحناءات كانت خاطئة.
بعد ثلاث ساعات، تجد نفسك تعد صفائح من الفولاذ المقاوم للصدأ قياس 10 في سلة النفايات.
من دون تحكم في الإصدارات عبر الشبكة — أي أن مكبس الثني يسحب الملف المعتمد الحالي من الخادم المركزي أو نظام ERP — حتى أفضل أدوات التنفيذ ثلاثية الأبعاد ستحمي هندسة خاطئة. ذاكرة CNC الأساسية لا تحل ذلك؛ إنها فقط تخزن خطأ الأمس بطريقة أكثر ترتيبًا.
لقد رأيت ورش في إنديانا تقلل الخردة بشكل ملحوظ فقط بعد ربط برنامج CAM الخاص بالليزر، وبرمجة مكبس الثني غير المتصل، ونظام ERP معًا بحيث تتزامن أرقام الأجزاء والإصدارات وبرامج الثني. المحاكاة ثلاثية الأبعاد العامة وحدها لم تُصلح مشكلة عدم التوافق بين القص والثني. التكامل هو الذي فعل ذلك. كان مكبس الثني يُعلم بوجود مشكلة إذا لم يتطابق معرف الإصدار مع أمر التشغيل المعتمد. هذا هو التنفيذ على مستوى العملية، وليس فقط مستوى الآلة.
إليك السؤال المزعج: هل يمكن لآلتك الحالية أن تدعم هذا المستوى من الاتصال، أم أنك تركّب برنامجًا حديثًا على أجهزة لا تستطيع الوفاء بذلك؟
لأنه إذا كان النموذج الرقمي يقول إن المقياس الخلفي يجب أن يصيب ضمن ±0.1 مم، لكن تغذية المحور لديك تنحرف عن ذلك بمقدارين خلال الوردية، فلن تنقذك أي عائلة تحكم. الآن أنت لا تختار بين 52S و66T، بل تختار بين التعايش مع القيود أو مواجهة واقع التحديث.
وهنا يتوقف نقاش التسلسل الهرمي عن كونه حول الميزات ويبدأ حول ما إذا كان الحديد لديك جاهزًا ليُحاسب بواسطة البرنامج الذي تركّبه عليه.
يمكنك توصيل مكبس الثني بنظام ERP، وتزويده ببيانات CAD نظيفة، وتثبيت الإصدارات، ومع ذلك تشاهد الكبّاس يخطئ العمق بأربعة آلاف جزء لأن الزيت دافئ والصمامات متعبة.
ذلك هو السؤال الجالس على المنضدة الآن: هل الحديد لديك قادر فعليًا على الوفاء بالوعود الرقمية التي دفعت ثمنها للتو؟
لقد ركّبت أنظمة تحكم حديثة تعتمد على الحواسيب على هياكل Pacific من سلسلة J أقدم من بعض المشغلين الذين يديرونها. مصبوبات من ستينيات القرن الماضي. أسطوانات أصلية. باستخدام صمامات نسبية أو مؤازرة مناسبة وتغذية راجعة جديدة، حافظنا على تكرار حركة الكبّاس ضمن الأعشار. ليس نظرية. قطع قيسَت في فولاذ مقاوم للصدأ قياس 10 باستخدام الميكرومتر، وليس كتيب تسويق. الهيكل لم يهتم بشهادة ميلاده؛ اهتم بالتحكم في الزيت وتغذية الموقع الراجعة.
لكنني أيضًا رأيت ورشًا تضع وحدة تحكم ثلاثية الأبعاد جديدة لامعة على مكبس بثني هيدروليكي ضعيف وتطلق عليه اسم “مُحدَّث”. كانت الشاشة حادة. منطق الدورة سريع. لكن وحدة الطاقة الهيدروليكية ما زالت تتفاعل وكأنها تفكر في الأمر. أمر، توقف، انحراف، تصحيح. هذا التأخر لا يظهر في المحاكاة، بل يظهر في سلة الخردة.
يمكن للبرامج التنبؤ بالارتداد حتى ثلاث منازل عشرية. لكنها لا تستطيع تقوية الأختام البالية.
إذن الفخ ليس “آلة قديمة تساوي سيئة”، بل هو افتراض أن الشيفرة يمكن أن تتجاوز الزيت.
تطلق وحدات التحكم الحديثة إشارات التصحيح في أجزاء من الألف من الثانية. وتتوقع صمامات متناسبة تستجيب بنفس السرعة وحساسات موضع خطية تُبلّغ بالواقع، لا المتوسطات التي يتم تنعيمها بسبب التراخي الميكانيكي. إذا كانت تغذية Y1 وY2 الراجعة تأتي من مقاييس خطية مرهقة تعاني من الضجيج، فإن وحدة التحكم تخمّن بين العينات. عقل سريع. أعصاب بطيئة.
إليك اختباراً بسيطاً على أرض الورشة. نفّذ أمر حركة قصيرة بمقدار 0.020 بوصة بسرعة منخفضة وراقب أثر الموضع الفعلي. هل يتحرك ويتوقف بنظافة، أم يتسلل ويتجاوز ثم يستقر؟ ذلك الزمن في الاستقرار هو التأخير الميكانيكي. كل ميلي ثانية منه تقلل من الدقة التي افترضت محاكاتك أنها فورية.
تنجح بعض عمليات إعادة التأهيل لأنها تعالج هذا الجانب مباشرة. صمامات سيرفو جديدة عالية الجودة. أختام جديدة. مقاييس تمت معايرتها. فجأة يبدأ الجهاز القديم بالتصرف وكأنه يفهم اللغة الحديثة. الحديد لم يكن العقبة؛ التحكم في السوائل كان هو السبب.
وأحياناً يكون العكس صحيحاً.
إذا لم تستطع وحدة الهيدروليك الحفاظ على ضغط ثابت أثناء التعديل السريع، فإن حلقات التصحيح عالية السرعة تزيد من عدم الاستقرار. تواصل وحدة التحكم مطاردة هدف متحرك، وتحصل على تذبذب في نهاية المشوار. البرنامج نفّذ ما طُلب منه تماماً. الزيت لم يواكب السرعة. من المسؤول عندما ينحرف الزاوية نصف درجة عبر الدفعة؟
تخيل تركيب وحدة تحكم تحسب عمق الانحناء بدقة ±0.01 مم بينما تتذبذب قابلية التكرار الواقعية لجهازك عند ±0.08 مم خلال نوبة عمل دافئة. على الورق، حسّنت القدرة ثماني مرات. في أرض الواقع، لم يتغير شيء سوى التوقعات.
ذلك الفارق مكلف.
يبدأ المشغلون في تعديل عوامل المواد لـ “إصلاح” الزوايا غير المتسقة. يزيدون جداول القوة. يضيفون شرائح. ينحرف النموذج الرقمي عن الواقع المادي، ويصبح العمل التالي تجربة جديدة. كنت تظن أنك نقلت فشل الانحناء الأول إلى المحاكاة. لكنك في الحقيقة أعدته إلى الفولاذ، فقط بثوب أفضل.
لقد رأيت أن مكاسب الكفاءة المبلغ عنها الناتجة عن المحاكاة وحدها تتوقف عندما يكون زمن استجابة النظام الهيدروليكي هو الحد الأقصى لإحكام حلقة التحكم. ليست مشكلة برمجية. بل سقف النظام. يمكنك المبالغة في مواصفات العقل طوال اليوم، ولكن إذا تحرك الذراع مثل جرار، فستظل تحرث.
علبة الخردة لا تهتم بمدى تقدّم واجهة الاستخدام.
هنا يصبح الكبرياء مكلفاً.
إذا كان الإطار مستقيماً، والأسطوانات سليمة، ويمكن للجهاز قبول صمامات حديثة وتغذية راجعة، فإن إعادة تأهيل مدروسة يمكن أن تحوّل أثر إنتاج محدود إلى أصل منضبط. لقد شاهدت هياكل من حقبة الأربعينيات تؤدي أعمالاً معقدة لأن نظام التحكم والهيدروليك تم رفعهما إلى نفس المستوى. ليس الأمر جذاباً. لكنه مربح.
ولكن إذا كان المضخة صغيرة الحجم، والمانيفولد ضيقاً، وقطع الغيار نادرة ككنز، فأنت تكدّس برنامجاً دقيقاً على أساس ميكانيكي لم يُصمم أصلاً لهذا المستوى من الانضباط. في مرحلة ما، تصبح تكلفة مطاردة الاستقرار أعلى من تكلفة جهاز جديد بحديد مزود بهيدروليك مغلق الحلقة منذ البداية.
إليك فحص الواقع الزائد المواصفات: هل تحاول استخراج قابليّة تكرار بمستوى الطيران من مكبح يثني في الغالب حوامل فولاذية خفيفة بتفاوت ±1°؟
الخطوة الذكية ليست “دائماً إعادة تأهيل” ولا “دائماً استبدال”. بل مطابقة الانضباط الرقمي الذي تريد تحقيقه مع الانضباط الميكانيكي الذي يمكن لجهازك تقديمه فعلاً. قِس القابلية للتكرار في الحالة الباردة والساخنة. تحقق من أوقات استجابة الصمامات. دقق في دقة التغذية الراجعة. ثم قرر ما إذا كنت ترقي نظاماً — أم تزين قيداً.
لأن العائد الحقيقي على الاستثمار ما زال يعتمد على هذا: هل تنقل إعدادك فشل الانحناء الأول إلى بكسلات، أم تبقيه يغذّي قاعة المحكمة في نهاية الممر؟
لقد حرّكت الكباس بمقدار 0.020 بوصة وشاهدت النبضة. لقد رأيت ما إذا كان الزيت يستجيب أم يجادل. جيد. الآن السؤال الحقيقي ليس “هل يمكن لآلتي تشغيل وحدة تحكم عالية الأداء؟”، بل “هل ستُقلل تلك الوحدة فعليًا من إخفاقات الثني الأولى لنوع الأجزاء التي أقطعها كل أسبوع؟”
لأن منطق التحكم لا يبرر كلفته إلا عندما يتطابق مع تنوع أجزائك.
الورشة التي تثني عشرة أنواع مختلفة من الحوامل قبل الغداء تواجه نمط فشل مختلف عن ورشة تعمل على 400 لوحة متطابقة طوال الأسبوع. في الأولى، تأتي الأخطاء من ارتباك إعدادات التشغيل، أو الأدوات الخاطئة في المحطات الخاطئة، أو تسلسل الثني الخاطئ. في الثانية، تنشأ من الانحراف، والإرهاق، وتجاوزات العاملين. نفس مكبس الثني. لكن حكم مختلف في سلة الخردة.
إذن الإطار بسيط، لكنه غير بديهي: قيّم البرنامج عبر السؤال عن مكان ولادة حالات الفشل في الثني الأول — هل هي في التعقيد أم في التكرار — وما إذا كان منطق التحكم الذي تشتريه يهاجم ذلك الموطن مباشرة. ليس عمّا إذا كان يحتوي على مزيد من الأزرار، ولا عمّا إذا كانت واجهته لامعة متدرجة الألوان، بل عمّا إذا كان ينقل مخاطرك المحددة من الفولاذ إلى المحاكاة.
إلى أي نوع من الورش تنتمي حقًا؟
إذا كانت بطاقات التشغيل لديك تشبه رزمة أوراق مختلطة — تشغيلات قصيرة، مراجعات هندسية، خمسة أنواع مواد قبل الظهر — فعدوك هو فوضى الإعدادات.
في هذا العالم، المال لا يُجنى من اختصار 0.3 ثانية من زمن الدورة، بل من القضاء على توقفٍ مدته 20 دقيقة بينما يناقش العامل ترتيب الأدوات، أو الأسوأ من ذلك، يُجرب الأمر على فولاذ قياس 10 لأن المحاكاة لم تتطابق مع مكتبة الأدوات الحقيقية. هناك يولد فشل الثني الأول: في سوء التوافق بين الأدوات الرقمية والحقيقية، ومنطق تسلسل الثني.
لذا عليك تدقيق وحدة التحكم في ثلاثة أمور:
إذا كان أي من هذه الأمور غير مضبوط، فإن “الثني الأول الافتراضي” مجرد خيال. ما زلت تُصلح الأخطاء على أرض الورشة — فقط مع تمهيد أجمل.
إليك اختبار الواقع المبالغ فيه: هل تدفع مقابل تكامل روبوتي بسبعة محاور بينما مشكلتك الحقيقية هي إدخال بيانات الأدوات بشكل غير متسق؟
في البيئات ذات التنوع العالي، وحدة التحكم المناسبة هي التي تدمج قرارات الإعداد في بروفة رقمية مؤكدة. يظهر العائد على الاستثمار في شكل نفايات أقل ونقاشات أقل بين المشغلين. تهدأ سلة الخردة ليس لأن الآلة أسرع، بل لأن الارتباك لا يجد طريقه إلى الفولاذ.
لكن ماذا لو أن ورشتك لا تعيش في الفوضى؟
لقد دخلتُ ورشًا تعمل على نفس لوحة التغليف لستة أشهر متواصلة. نفس 12 عملية ثني. نفس المادة. نفس العامل.
ضع وحدة تحكم متقدمة متعددة المحاور بمحاكاة كاملة في تلك الخلية وقد لا تحقق أي فائدة مادية. بل قد تخسر.
لماذا؟ لأن البرنامج بمجرد اعتماده، يكون معدل فشل الثني الأول قريبًا من الصفر أصلاً. الخطر ليس في التسلسل أو الاصطدام، بل في الثبات عبر الزمن. في استقرار النظام الهيدروليكي. في تكرار دقة مسطرة الإرجاع. في انضباط العامل.
في هذه الحالة، يمكن لآلة CNC صلبة وبسيطة — أو حتى NC مبرمجة جيدًا مع قراءات رقمية وبرامج مخزنة — أن تتفوق على التعقيد. طبقات أقل. عبء تدريب أقل. أماكن أقل للخطأ في النقر. يصبح المشغل هو حلقة الضبط الدقيقة.
تلك المقارنة المنتشرة من JSTMT حول إعدادات تستغرق 30–60 دقيقة على عناصر تحكم NC الأساسية؟ إنها واقعية في الورش التي تشهد تغييرات متكررة. ولكن في بيئة إنتاج دفعات حقيقية حيث يتم الإعداد مرة واحدة ويستمر التشغيل لأسابيع، يتلاشى ذلك التكلف تمامًا. ميزة “البرمجة الأسرع” في الأنظمة المتقدمة لا تُستخدم على الإطلاق.
إليك السؤال المقلق: هل تحاول شراء التعقيد لحل مشكلة لا توجد لديك فعليًا؟
إذا كانت أعمالك الدورية نادرًا ما تتغير وكانت التسامحات مرنة، فقد يهتم صندوق الخردة بصيانة النظام الهيدروليكي أكثر من محاكاة ثلاثية الأبعاد. في هذه الحالة، فإن إدخال منطق تحكم متقدم في عملية مستقرة ومتكررة يمكن أن يؤدي إلى نقاط فشل جديدة — تعقيد برمجي في مكان كانت فيه ذاكرة العضلات البشرية قوية وثابتة.
فكيف تتجنب التخمين أي فئة تنتمي إليها قبل توقيع أمر الشراء؟
هنا تتوقف عن الاستماع إلى قوائم الميزات وتبدأ بإجراء الاختبارات.
السؤال الأول: “أرني كيف تستخدم محاكاتك بيانات الأدوات الحقيقية الخاصة بي — وليس مكتبة العرض التجريبي لديك.”
إذا لم يتمكنوا من استيراد مواصفات الكبس/القالب الفعلية لديك وإثبات تسلسل خالٍ من التصادم على واحد من أصعب الأجزاء لديك، فأنت لا تنقل فشل الانحناء الأول إلى بكسلات، بل تُجري بروفة باستخدام أدوات لا تمتلكها.
السؤال الثاني: “بالنظر إلى تكرارية الأداء المقاسة لآلتي — في حالتي التشغيل البارد والساخن — كيف يعوض نظام التحكم لديك ذلك؟”
لقد أجريت بالفعل اختبار الحركة البطيئة. أنت تعرف مقدار التفاوت ± لديك. إذا لم يتمكن المورد من شرح كيفية عمل حلقة التصحيح ضمن ذلك الحد الميكانيكي، فأنت مرة أخرى تبالغ في تحديد مواصفات العقل. الكود لا يمكنه التغلب على الزيت.
السؤال الثالث: “بالنسبة لأبرز خمسة أجزاء متكررة لدي، كيف سيقلل هذا النظام التحكمي من الخردة مقارنة بما أشغله اليوم — على وجه التحديد؟”
اطلب منهم المرور على المزيج الفعلي لديك: وظيفة عالية التعقيد، دفعة أساسية روتينية، جزء حساس للتسامح. إذا كانت الإجابة غامضة — محاور أكثر، معالج أسرع، واجهة أفضل — فأنت تسمع تسويقًا. أما إذا كانت الإجابة ملموسة — عدد أقل من الانحناءات التجريبية، ضبط تلقائي للتعويض مربوط بملف المادة، تحقق من خلوص المقاييس — فأنت تسمع آلية فعلية.
الشيء الوحيد الذي يجب أن تأخذه معك هو التالي: قيّم منطق التحكم بناءً على مصدر إخفاقات الانحناء الأول لديك، وليس بناءً على قائمة ميزاته.
وهذا غير بديهي لأن الصناعة تدربك على مقارنة الشاشات والمواصفات. لكن صندوق الخردة لا يحكم على الشاشات. إنه يحكم على ما إذا كان الجزء الأول الخارج من آلة الثني درسًا — أم قطعة ناجحة.
وبمجرد أن تبدأ في التفكير بهذه الطريقة، يتوقف كل قرار برمجي عن كونه متعلقًا بالقدرات ويبدأ بأن يكون متعلقًا بالحكم النهائي.


















