

Bis Mittag waren die neuen Urethanpads bereits mit glänzenden Halbmondnarben tätowiert. Zehn-Fuß-Bremse. Viertelzoll-Weichstahl. Frisches Werkzeug um 7 Uhr morgens montiert, das Vertrauen war groß. In der zweiten Schicht murmelte der Bediener schon etwas von “noch einer schlechten Charge”.”
Gleicher Rutsch. Gleiche Winkeldrift. Andere Pads.
Wenn ein brandneues Pad innerhalb von Stunden ausfällt, hat das nichts mit Pech zu tun. Du siehst eine Tatortspur. Die Frage ist nicht “Welcher Lieferant hat Mist gebaut?”, sondern “Was in der Kraftlinie hat gerade ein weiteres Opferteil ermordet?”
Ich habe Werkstätten gesehen, die Pads wie Sicherungen behandeln. Etwas rutscht, Winkel wandern, Material kriecht – also tauschen sie das weiche Zeug aus und nennen es Wartung. Es fühlt sich entschlossen an. Es kostet weniger als Ausfallzeit. Und es vermeidet die unangenehme Möglichkeit, dass die Maschine selbst dich belügt.
Aber Opferkomponenten erzählen Geschichten. Wenn sie sich allmählich und gleichmäßig abnutzen, ist das Abrieb, der ehrlich seine Arbeit tut. Wenn sie reißen, zerdrückt werden, glänzen oder sich stellenweise delaminieren, dann spricht Lastkonzentration, Timingfehler oder Fehljustierung durch Gummi und Stahl. Forensik auf dem Werkstattboden.
Wie erkennt man also den Unterschied zwischen einem Pad, das sein Leben gelebt hat, und einem, das hingerichtet wurde?
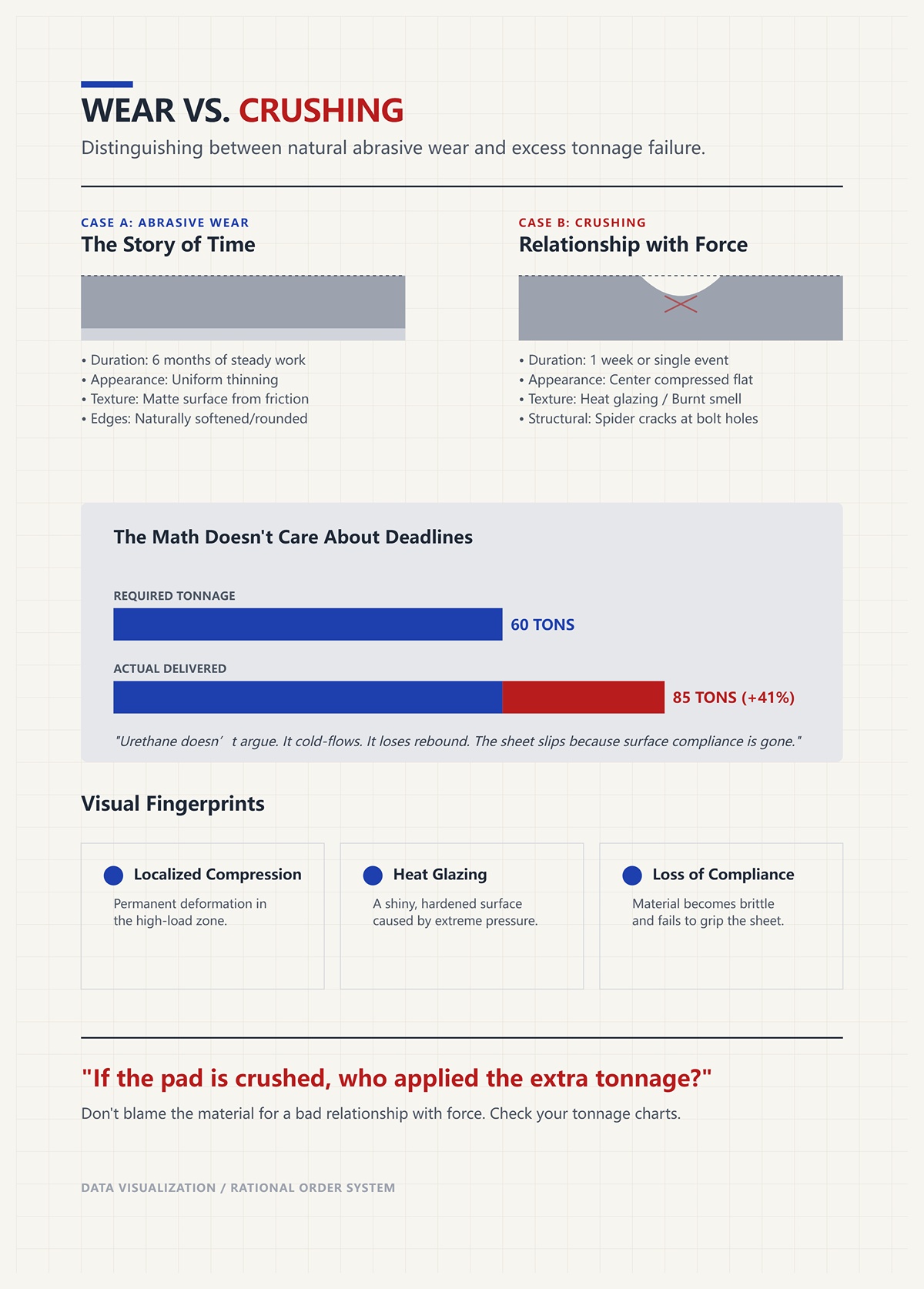
Ziehe ein Pad heraus, das sechs Monate gleichmäßiger Arbeit hinter sich hat. Du siehst gleichmäßige Ausdünnung. Weiche Kanten. Eine matte Oberfläche durch Reibung. Das ist Abrieb — Material, das langsam geopfert wird, wie vorgesehen.
Jetzt ziehe eines nach einer Woche heraus und finde die Mitte flach wie eine Münze, Ränder noch hervorgewölbt, vielleicht sogar Spinnenrisse um die Schraublöcher. Das ist kein Verschleiß. Das ist Quetschen.
Die Mathematik interessiert sich nicht für deine Frist. Wenn dein Bieger 60 Tonnen erfordert und du 85 lieferst, weil dein Tonnagediagramm nicht mit der tatsächlichen Materialstärke aktualisiert wurde, absorbiert das Pad den Überschuss. Urethan diskutiert nicht. Es kaltfließt. Es verliert Rückstellkraft. Beim nächsten Zyklus rutscht das Blech, weil die Oberflächenelastizität verschwunden ist.
Übermäßige Tonnage hinterlässt Fingerabdrücke: lokale Kompression, Hitzeverglasung, manchmal einen schwachen verbrannten Geruch. Abrieb erzählt eine Geschichte der Zeit. Quetschen berichtet von einer schlechten Beziehung mit Kraft.
Wenn das Pad gequetscht ist, wer hat die zusätzliche Tonnage aufgebracht?

Ich habe drei Wiederholungstäter gesehen.
Erstens: Schieflage des Stempels beim Übergang von der schnellen Annäherung zur Formgeschwindigkeit. Das Blech berührt zuerst eine Seite, der Druck steigt lokal an, und das Pad verformt sich ungleichmäßig. Für den Bediener rutscht das Teil. Für das Pad ist es ein einseitiger Angriff. Die Ursache liegt in der Ventilsteuerung oder einer Synchronisationsabweichung, nicht im Reibungsmaterial.
Zweitens: Winkelrückmeldung außer Kalibrierung. Moderne Bremsen können innerhalb eines halben Grades in Sekundenbruchteilen korrigieren – vorausgesetzt, die Sensoren sagen die Wahrheit. Nach einem Softwareupdate oder ausgelassener Neukalibrierung überbiegt die Maschine, kompensiert, überkompensiert. Das Pad erlebt wechselnde Lasten, die zufällig erscheinen. Du gibst dem Griff die Schuld. Der eigentliche Übeltäter ist eine Regelungsschleife, die im Dunkeln tastet.
Drittens: Langsamer oder inkonstanter Abstieg durch hydraulische Probleme – zu wenig Öl, abgenutzte Führungen, ein klemmendes Füllventil. Ein Symptom, ein halbes Dutzend mechanischer Ursachen. Das Blech verschiebt sich mikroskopisch vor der vollständigen Verbindung, und du bekommst diesen verräterischen Glanz auf der Padoberfläche. Anfängerfehler ist, Reibungsmaterial zu bestellen, bevor Ölstand und Senkrechtlauf der Schienen überprüft werden.
Wenn drei verschiedene Maschinenfehler denselben “Rutsch” erzeugen können, warum annehmen, dass der weiche Teil schuldig ist?
Ein Katalog nennt sie universell: eine einzige Mischung, breiter Härtebereich, passt zu mehreren Matrizen. Gut geeignet für landwirtschaftliche Halterungen.
Setzen Sie nun dasselbe Pad unter Präzisionsteile in der Luftfahrt mit gemischten Legierungen im selben Schichtbetrieb. Aluminium mit 1/8 Zoll am Morgen, hochfester Stahl nach dem Mittagessen. Unterschiedliches Rückfederungsverhalten. Unterschiedliche benötigte Tonnage. Unterschiedliche Oberflächenenergie gegenüber dem Pad.
Ein einheitliches Material in einer Umgebung mit variabler Kraft ist ein Glücksspiel.
Wenn Sie Tonnage und Ausrichtung für jeden Auftrag präzise einstellen, können Sie eine größere Pad-Spezifikation sicher betreiben. Wenn nicht, verlangen Sie von einer Härte und einer Dicke, jeden Einrichtungsfehler zu verzeihen. Das wird sie nicht tun. Hochpräzisionsarbeit entlarvt den Mythos, weil die Fehlermarge dünner ist als das Pad selbst.
Wenn also ein “universelles” Pad nur bei bestimmten Aufträgen versagt, ist es wirklich universell – oder ist Ihr Prozess es nicht?
Angenommen, ein Pad-Set kostet ein paar hundert Dollar und eine Stunde Arbeit zum Wechseln. Eine einfache Entscheidung. Die schwierigere Entscheidung sind zwei Stunden mit Messuhr, Druckprüfung, Sensorkalibrierung und einem Probelauf ohne Material.
Das eine fühlt sich produktiv an. Das andere fühlt sich an, als müssten Sie zugeben, dass Sie selbst das Problem sein könnten.
Aber wenn sich die Ausfälle häufen – mehrere Pads über verschiedene Aufträge in einem Monat – ist das kein zufälliger Verschleiß. Das ist Prozessabweichung. In Produktionsstätten, die die Pad-Integrität vorgelagert überwachen, treten Fehler in Chargen auf, weil der Presszyklus außerhalb der Spezifikation geraten ist. Dasselbe Prinzip gilt hier. Wiederholter Pad-Ausfall ist selten Zufall.
Jeder Austausch ohne Diagnose setzt nur die Countdown-Uhr zurück. Sie zahlen mit Urethan statt mit Aufmerksamkeit.
Und wenn Fehlanwendung von Kraft weiterhin dieselbe Geschichte auf frischen Pads schreibt, was passiert, wenn wir die Tonnagezahlen endlich ins Licht rücken?
Letzten Frühling stand ich an einer Zehn-Fuß-Abkantpresse mit einer Nennleistung von 150 Tonnen und betrachtete ein Pad, das seit neun Tagen im Einsatz war. Die Mitte war flachgedrückt, die Kanten unberührt, die Schraublöcher begannen sich oval zu verformen. Der Bediener schwor, der Auftrag liege “gut innerhalb der Kapazität”. Viertelzoll A36 über einer 2-Zoll-V-Matrize.
Auf dem Papier sind das 19,7 Tonnen pro Fuß. Über zehn Fuß hinweg 197 Tonnen. Die Mathematik kümmert sich nicht um Ihre Frist. Sie lagen 47 Tonnen über der Maschinenleistung, bevor Sie überhaupt unten angekommen waren.
Wechseln Sie zu einer 3-Zoll-V-Matrize, und die erforderliche Kraft sinkt auf 13,9 Tonnen pro Fuß – insgesamt 139 Tonnen. Dasselbe Material. Dieselbe Länge. Unterschiedliche Matrizenbreite. Jetzt befinden Sie sich innerhalb der Maschinenkapazität, und das Pad hat ein normales Leben.
So überprüft man die Tonnage, bevor man einen weiteren Einsatz zerstört: Berechnen Sie die Kraft pro Fuß für die tatsächliche Dicke und Öffnung der V-Matrize, multiplizieren Sie mit der realen Biegelänge und vergleichen Sie sie mit der Nennkapazität über die gesamte Arbeitsbreite. Nicht mit dem Schild an der Seite. Mit der verteilten Last über dem Bett.
Denn wenn Ihre benötigte Tonnage entweder die Nennleistung der Abkantpresse oder die Druckfestigkeitsgrenze des Pads überschreitet, ist ein Ausfall keine Möglichkeit. Es ist ein Zeitplan.
Und die meisten Werkstätten rechnen das nicht einmal so.
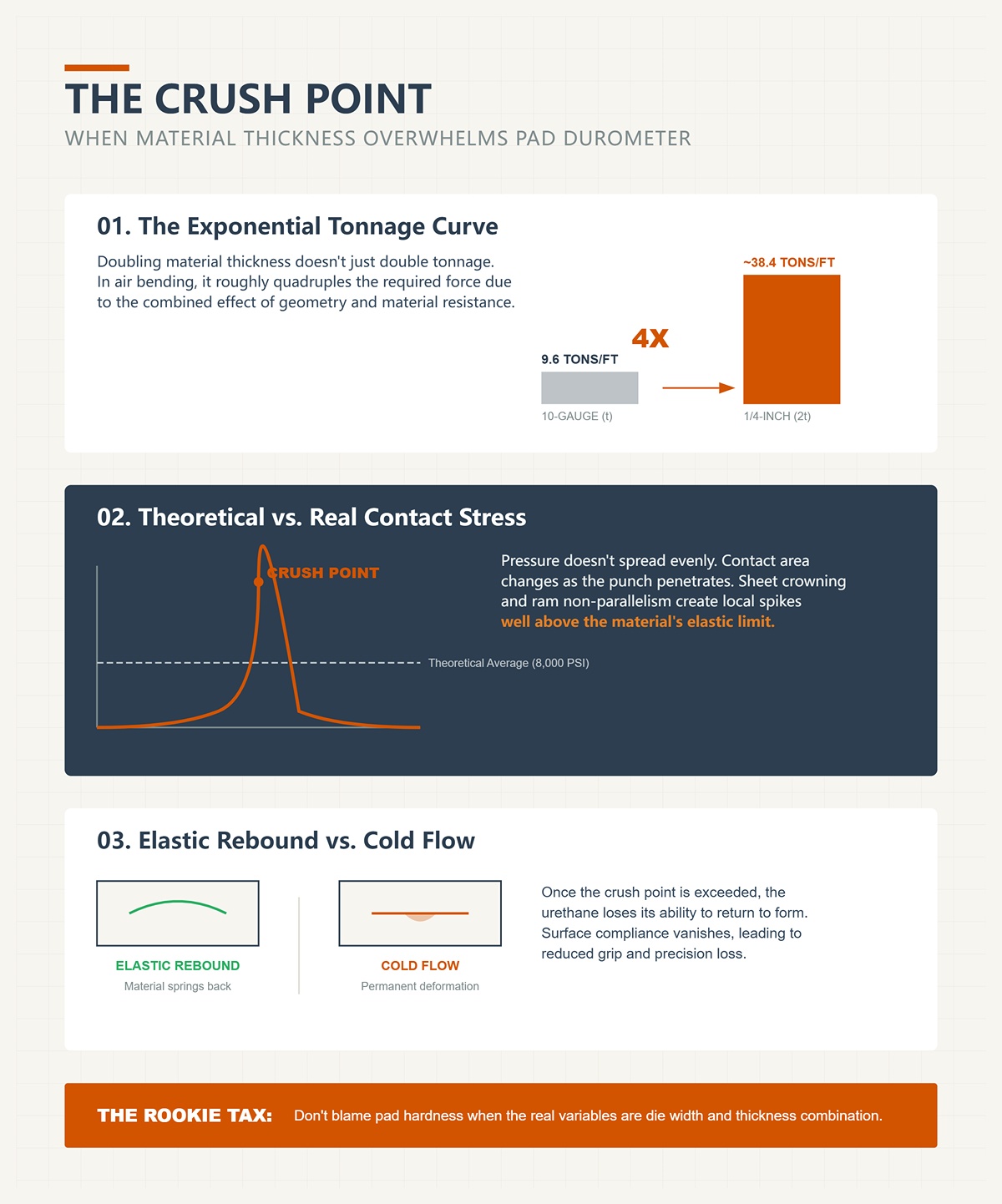
Ich habe erlebt, wie eine Werkstatt von 10-Gauge auf 1/4 Zoll umstieg und annahm, die Tonnage “steigt ein bisschen”. Das tut sie nicht. Eine Verdopplung der Dicke vervierfacht in etwa die benötigte Tonnage beim Luftbiegen. Das ist Geometrie und Materialwiderstand, die gemeinsam wirken.
Wenn 10-Gauge etwa 9,6 Tonnen pro Fuß über einer 1-Zoll-V-Öffnung benötigt und du die Dicke verdoppelst, liegst du nicht bei 19. Du bist näher an dem Vierfachen des ursprünglichen Bedarfs, abhängig von der Breitenöffnung der Matrize. Das ist die Kurve.
Stell dir nun ein hypothetisches Urethanpolster mit einer Druckfestigkeit von 8.000 psi vor. Du legst 197 Tonnen über zehn Fuß und gehst davon aus, dass sich die Last gleichmäßig verteilt. Tut sie nicht. Die Kontaktfläche ändert sich, sobald der Stempel eindringt – besonders, wenn das Blech wölbt oder der Stößel nicht perfekt parallel steht. Lokale Druckspitzen liegen weit über dem Durchschnitt.
Diese Spitze ist dein Bruchpunkt. Nicht dann, wenn der Katalog besagt, das Polster “sollte” versagen, sondern wenn die tatsächliche Kontaktspannung die Fähigkeit des Materials zur elastischen Rückfederung übersteigt. Danach fließt das Urethan kalt. Es federt nicht zurück. Im nächsten Zyklus ist dein Halt reduziert, weil die Oberflächenelastizität verloren ist.
Und hier ist die Falle: Du machst die Härte des Pads verantwortlich, obwohl der tatsächliche Einflussfaktor die Kombination aus Matrizenbreite und Materialdicke war. Anfängerfehlersteuer.
Aber selbst wenn deine Tonnage technisch “innerhalb der Kapazität” liegt, warum wandern manche Pads trotzdem aus ihrer Position?
Ich sah, wie ein Bediener die Tonnage um 10% erhöhte, weil ein Blech während des Formens verrutschte. Seine Logik war einfach: mehr Kraft, mehr Halt.
Unter mäßigem Druck verformt sich das Urethan gerade genug, um sich Oberflächenunregelmäßigkeiten anzupassen. Das erhöht die reale Kontaktfläche und damit die Reibung. Überschreitest du einen bestimmten Punkt, überkomprimierst du die oberste Schicht. Sie härtet lokal aus, wird glatter, manchmal sogar wärmeglasiert. Jetzt sinkt deine tatsächliche Kontaktfläche.
Du hast den nominellen Druck erhöht, aber die effektive Reibung verringert.
Füge eine leichte Schrägstellung des Stößels hinzu – eine Seite berührt Millisekunden vor der anderen – und du erzeugst eine seitliche Kraftkomponente. Das Pad, nun überkomprimiert und weniger nachgiebig, kann diese nicht aufnehmen. Das Blech “wandert”. Der Bediener erhöht die Tonnage weiter. Das Pad stirbt schneller.
Aber Opferteile erzählen Geschichten. Wenn du polierte Streifen in eine Richtung siehst, ist das kein zufälliger Verschleiß. Das ist seitliche Scherung unter übermäßiger Normallast.
Wenn Druck allein also nicht die ganze Geschichte ist, was passiert, wenn die Matrize selbst die Kraft so konzentriert, dass kein Polymer überleben kann?
Nimm dasselbe 1/4-Zoll-A36. Über einer 1,5-Zoll-V-Matrize steigt die erforderliche Tonnage auf etwa 30 Tonnen pro Fuß. Über zehn Fuß sind das 300 Tonnen – das Doppelte der Kapazität unserer 150-Tonnen-Abkantpresse.
Stell dir nun vor, du formst nicht über die ganze Länge, sondern nur drei Fuß in der Mitte. Die Maschine überträgt die Kraft weiterhin über den zentralen Teil des Stößels. Die Belastung pro Fuß steigt lokal stark an, und du befindest dich unter 60% der Seitenrahmenspannweite, wo sich die Durchbiegungscharakteristik ändert. Rahmenflex verschiebt die Last zur Mitte.
Was die Tabelle als “akzeptabel” für einen Biegevorgang über die gesamte Spannweite bezeichnet, wird zu Belastung bei einem kurzen, mittigen Bogen. So entstehen Pads, die in der Mitte zerquetscht sind, während die Enden wie neu aussehen.
Beim Durchdrücken vervielfacht sich die Belastung. Es kann etwa die vierfache Tonnage des Luftbiegens erfordern. Prägen kann das Zehnfache verlangen. Wenn du ein Durchdruck-Setup für Luftbiegung hältst und das Pad beibehältst, hast du gerade sein Todesurteil unterschrieben.
Hier geht es nicht darum, eine große Abkantpresse zu besitzen. Überkapazität schadet Pads selten, weil du nur das aufbringst, was der Auftrag verlangt. Die eigentliche Gefahr sind zu kleine Matrizen auf zu kleinen Maschinen – enge Radien jagen und mit Urethan bezahlen.
Wenn du also ein verformtes Pad herausziehst, wie liest du es als Beweis und nicht als Abfall?
Ein gleichmäßig über seine Länge zerdrückter Belag zeigt mir, dass du die globale Tonnage überschritten hast. Das gesamte System war überlastet. Das ist ein klarer Rechenfehler.
Ein Belag, der nur in der Mitte zerdrückt wurde, zeigt mir eine lokalisierte Überlastung – kurze Biegungen, schmales V oder Rahmenverformung, die die Kraft in der Spannmitte konzentriert.
Diagonale Kompression? Stößelneigung oder ungleichmäßige hydraulische Synchronisierung.
Wärmeverglaste Oberfläche mit minimaler Kompression? Übermäßiger Druck, der Reibung verfolgt, wahrscheinlich kombiniert mit leichter Materialbewegung.
Moderne Bremsen können innerhalb eines halben Grades in Sekundenbruchteilen korrigieren – wenn die Sensoren die Wahrheit melden. Wenn die Winkelrückmeldung driftet, kann das Steuersystem die Tonnage übersteuern, um einen Zielwinkel zu erreichen, der von Anfang an nie falsch war. Der Belag absorbiert die Korrektur.
Das ist forensische Arbeit auf dem Werkstattboden. Man beginnt nicht damit, härtere Einsätze zu bestellen. Man beginnt damit, die Tonnage pro Fuß neu zu berechnen, die Matrizenbreite im Verhältnis zur Dicke zu überprüfen, die tatsächliche Biegelänge gegen die Nennweite zu prüfen und die Umformmethode zu bestätigen – Luftbiegen, Tiefbiegen oder Prägen.
Denn sobald die angewandte Tonnage das übersteigt, was Belag und Rahmen sicher verteilen können, ist der Einsatz nicht mehr das schwächste Glied.
Er ist der Zeuge.
Du willst einen wiederholbaren Prüfprozess vor der Arbeit, der Belagversagen vor dem ersten Biegen verhindert?
Beginne damit, den Belag für unschuldig zu halten.
Sobald du Tonnage pro Fuß, Matrizenbreite-zu-Dicken-Verhältnis, Biegelänge versus Nennweite verifiziert und bestätigt hast, dass du Luft biegst – nicht versehentlich tief – liegt die nächste Variable nicht im “härteren Belag”. Es ist das Blech selbst. Denn Abkantpressenbeläge sind Opferkomponenten eines größeren mechanischen Systems, und dieses System umfasst die Metallurgie zwischen Stempel und Matrize. Ignorierst du das, löst du kein Versagen – du planst es.
Die Mathematik kümmert sich nicht um deine Frist. Edelstahl und Aluminium können Dicke, Biegewinkel und Werkzeug teilen – und dennoch völlig unterschiedliche Kraftpfade verlangen. Wenn deine Prozesscheckliste bei “Maschine und Matrize sehen richtig aus” endet, hast du nur die halbe Tatortaufnahme abgeschlossen.
Also, was macht das Material mit deinem Belag, das der Belag nicht rückgängig machen kann?
Bearbeite den ganzen Tag über 1/8-Zoll-5052-Aluminium über einem moderaten V, und ein mittelharter Urethan-Belag verhält sich wie ein Held. Er passt sich an, vergrößert die reale Kontaktfläche, stabilisiert das Blech. Du erhältst saubere Biegungen und minimale Abdrücke.
Wechsle zu 304-Edelstahl bei gleicher Dicke und Geometrie, und plötzlich beginnt der Belag zu polieren, zu verglasen, vielleicht sogar aus der Position zu kriechen.
Das ist keine Stimmung. Das ist Metallurgie.
Aluminium fließt früh und lässt nach. Edelstahl widersteht, verfestigt sich und verlangt höhere Umformspannung für dieselbe Geometrie. Höhere Umformspannung bedeutet höhere Reaktionskraft zurück in den Belag. Selbst wenn deine globale Tonnage innerhalb der Kapazität bleibt, steigt der Kontaktdruck an der Schnittstelle zwischen Stempel und Belag, weil Edelstahl nicht so bereitwillig “nachgibt”.
Urethan gedeiht bei kontrollierter Verformung. Edelstahl treibt es schneller an seine Druckgrenze. Gib dem Belag die Schuld, und du zahlst Lehrgeld für missverstandene Metallurgie.
Aber Widerstand ist nicht die ganze Geschichte. Edelstahl federt auch stärker zurück.
Das bedeutet, der Kampf findet nicht nur während des Abwärtshubs statt.
Rücksprung ist die elastische Erholung nach der Entlastung. Jedes Material hat ein Gedächtnis. Edelstahl hat ein langes.
Beim Luftbiegen überbiegt man absichtlich, um diese Erholung auszugleichen. Die Elastizität des Pads kann helfen, das Blech während der Formgebung zu stabilisieren, aber sie kann die im Metall gespeicherte elastische Dehnung nicht beseitigen. Wenn Edelstahl sich um zwei Grad öffnen will, wird er es tun – es sei denn, man ändert die Geometrie oder die Methode.
Hier kommt der unbequeme Teil: Das Verengen der V-Matrize von beispielsweise einem Breite-zu-Dicke-Verhältnis von 12:1 auf 8:1 kann den Rücksprung drastisch verringern – unabhängig vom Pad-Material. Bodenbiegen reduziert ihn noch weiter, weil mehr plastische Verformung in die Biegezonen gezwungen wird. Geometrie schlägt Polymer.
Wenn du also ein Urethan-Pad bittest, Edelstahl im Winkel “zu halten”, während du eine breite V-Matrize benutzt, die für Aluminium gedacht ist, verlangst du von der Elastizität, gegen das Materialgedächtnis anzukämpfen. Diesen Kampf kann sie nicht lange gewinnen.
Das Pad wird zusammengedrückt. Das Blech öffnet sich trotzdem. Der Bediener erhöht den Druck. Jetzt bist du wieder dabei, ein Opferteil zu zerdrücken, um eine geometrische Entscheidung auszugleichen.
Und wenn das den Winkel nicht korrigiert, was ist dann der nächste Instinkt?
Härteres Pad.
Der Durometer ist ein Maß für die Härte von Elastomeren. Höhere Zahl, steiferes Pad.
Es klingt logisch: Edelstahl ist härter, also verwende ein härteres Pad.
Die Mathematik kümmert sich nicht um deine Logik.
Ein härteres Pad verformt sich unter Last weniger. Weniger Verformung bedeutet kleinere reale Kontaktfläche zwischen Pad und Blech. Reibung steigt nicht linear mit dem nominalen Druck; sie hängt von den tatsächlichen Mikrokontakten ab. Wenn du die Grenzfläche versteifst, verringerst du die Anpassungsfähigkeit. Jetzt ist das Blech anfälliger für Mikrorutschen während des Hubs.
Mikrorutschen zeigt sich als inkonsistente Biegewinkel.
Hier ist die Wendung, die die meisten Werkstätten übersehen: Ein härteres Pad kann die maximale Kontaktspannung erhöhen, weil die Last auf weniger mikroskopische Kontaktpunkte verteilt wird. Dieser lokale Druck kann das Material während der Formung näher an seine Elastizitätsgrenze bringen und so die Variabilität des Rücksprungs erhöhen. Dein “stärkeres” Setup erzeugt weichere, weniger reproduzierbare Biegungen.
Tonnagen-Eitelkeit trifft Durometer-Eitelkeit.
Und wenn dein Hydrauliksystem auch nur leicht instabil ist – eingeschlossene Luft, träge Ventile – überträgt dieses steifere Pad diese Kraftschwankungen direkt auf das Blech, anstatt sie zu dämpfen. Was wie ein “Pad zu weich” aussah, war in Wahrheit ein System, das Nachgiebigkeit brauchte, um stabil zu bleiben.
Härte ist also kein universelles Upgrade. Sie ist ein Abstimmparameter innerhalb eines Kraftsystems.
Was bleibt, ist ein weiterer stiller Saboteur.
Man kann die Tonnage berechnen. Man kann die Matrizenbreite wählen. Man kann den Durometer an die Legierung anpassen.
Dann wischt jemand das Blech mit dem falschen Öl ab.
Leichte Umformschmierstoffe, Walzöle und selbst Restkühlmittel verändern den Reibungskoeffizienten an der Schnittstelle zwischen Stempelpolster und Blech. Nicht nur geringfügig. So stark, dass Ihre sorgfältig gewählte Nachgiebigkeit nicht mehr in Haftung umgesetzt wird. Das Blech verschiebt sich während des Niederhubs, und das Polster zeigt laterale Polierspuren. Sie machen die Elastizität verantwortlich.
Aber Opferkomponenten erzählen Geschichten.
Wenn das Verschleißmuster glatt und gerichtet ist, ohne tiefe Eindrückungen, schaue ich zuerst auf den Oberflächenzustand, den Verschleiß der Hinteranschlagsfinger und die Klemmkraft, bevor ich überhaupt den Polsterlieferanten anrufe. Mechanische Haftung setzt sauberen Kontakt voraus. Chemische Filme schreiben diese Annahme um.
Und hier ist die stille Wahrheit: Kein Polster gleicht eine rutschige Schnittstelle in Kombination mit grenzwertiger Klemmung aus. Das ist kein Elastomerproblem. Das ist Prozesssteuerung.
Ihr wiederholbares Vorab-Prüfverfahren darf daher nicht bei Tonnage-Diagrammen und Matrizenwahl stehen bleiben. Es muss Materialqualität, Härte, erwarteten Rückfederungswert, gewählten V-Winkel, Polsterdurometer und Oberflächenzustand umfassen – überprüft vor dem ersten Zyklus.
Denn sobald Sie akzeptieren, dass Polster innerhalb eines Materialsystems arbeiten, lautet die eigentliche Frage nicht “Welches Polster ist am stärksten?”
Sondern: Welches Polster gehört in genau diese Kombination aus Legierung, Geometrie, Kraft und Oberflächenzustand.
Ein Meister gab mir einmal zwei zerquetschte Urethanblöcke und fragte, welche “Marke” ich bevorzugte. Beide waren in weniger als zwei Wochen ausgefallen. Einer war in der Mitte pilzförmig aufgequollen. Der andere entlang einer Kante sauber gespalten. Gleiche Presse. Gleicher Bediener. Unterschiedliche Aufgaben.
Das ist Ihr Vorarbeitsrahmen, wenn Sie wissen, wie man ihn liest.
Die Mathematik kümmert sich nicht um Ihre Frist. Bevor Sie die Oberflächentechnik wählen – Block, Folie, Einsatz, Struktur –, müssen Sie vier Variablen festlegen: berechnete Umformtonnage für die Legierung und Dicke, gewählte V-Öffnung und Methode (Luftbiegen vs. Durchdrücken), Maschinenbombierung und Parallelität sowie Oberflächenzustand des Blechs. Erst wenn der Druckpfad diszipliniert ist, wählen Sie, was zwischen Stempel und Matrize sitzt. Andernfalls zahlen Sie die Anfängersteuer für Tonnage-Eitelkeit und nennen es “Premium-Polster”.”
Oberflächenlösungen beheben keine Druckverteilung. Sie verhalten sich nur innerhalb dieser vorhersehbar.
Also: Welche gehört wohin?
Stellen Sie sich 3-mm-Abdeckungen aus 5052-Aluminium vor, Sichtseite außen, 2.000 Teile pro Schicht. Die Werkstatt will keine Druckspuren. Sie setzen einen festen Urethan-Matrizenblock ein und luftbiegen hinein. Die Teile sehen sauber aus. Das Tonnage-Messgerät zeigt weniger an als bei Stahl. Alle entspannen sich.
Urethan ist elastisch. Es verformt sich, vergrößert die Kontaktfläche und verringert die Spitzenkontaktspannung. Deshalb sinkt die erforderliche Tonnage oft im Vergleich zu Stahl-V-Matrizen bei gleicher nominaler Geometrie. Die Belastung verteilt sich durch das Polymer, statt sich an zwei Matrizen-Schultern zu konzentrieren.
Aber hier ist der Haken, den ich mehr als einmal gesehen habe: Polyurethan ist kein Stahl. Bei wiederholtem Hochvolumen-Zyklus, besonders bei tieferen Biegungen, kriecht und ermüdet es. Werkstätten, die 12‑Gauge‑Kaltwalzstahl auf Urethanblöcken biegen, lernen das schnell – die Blöcke glänzen, komprimieren sich dauerhaft und reißen dann. Stahlwerkzeuge könnten bei dieser Belastung Jahrzehnte halten. Urethan wird das nicht.
Und Chemie ist wichtig. Wenn man ein flexibleres TDI‑basiertes Urethan gegen einen steiferen MDI‑Typ austauscht, ohne die Durchbiegung und das Aushärteverhalten neu zu berechnen, kann aus einer Polsterlösung eine spröde werden. Ich habe gesehen, wie Blöcke an den Ecken abplatzten, weil das “Upgrade” zu starr war für die tatsächliche Beanspruchung, die sie aufnahmen. Das ist kein schlechter Block. Das ist eine Fehlanpassung der Elastizität, die einen Fehler in der Tonnage‑Kalibrierung verstärkt.
Hohe Stückzahlen und Urethan können nebeneinander bestehen – aber nur, wenn Biegetiefe, Streckgrenze des Materials und Hubfrequenz innerhalb der Ermüdungsgrenze des Blocks liegen. Dazu muss man die tatsächliche Umformkraft kennen, nicht das, was auf dem Typenschild steht.
Wenn der Block in der Mitte zerdrückt wird, fragen Sie, warum Ihr Druck dort Spitzenwerte erreicht.
Wechseln wir die Szene. Dünner 304‑Edelstahl, 1,5 mm, enge Winkeltoleranz – plus/minus ein halbes Grad – und eine gebürstete Oberfläche, die nicht beschädigt werden darf. Das Team wählt eine synthetische Biegefolie zwischen Blech und Matrize.
Beim ersten Durchlauf sind die Winkel fast um ein Grad überbogen. Der Bediener fährt den Stößel weiter hoch. Inkonsistenz schleicht sich ein.
Was hat sich geändert? Die Dicke.
Eine 0,8‑mm‑Folie verengt effektiv Ihre V‑Öffnung. Wenn Sie eine 16‑mm‑V‑Matrize für 3‑mm‑Material verwendet haben, verändert das Hinzufügen dieser Folie die Geometrie. Das Blech sieht nun eine kleinere Werkzeugbreite, was die Umformspannung erhöht und den Rückfederungseffekt verringert. Wenn Sie das nicht berücksichtigen, “schützen” Sie nicht die Oberfläche. Sie verändern die Druckverteilung und tun so, als hätten Sie es nicht getan.
Die Mathematik kümmert sich nicht um Ihre Frist.
Folien sind ideal, wenn Präzision wichtiger ist als Polsterung. Sie bringen im Vergleich zu festen Urethanblöcken nur minimale Nachgiebigkeit, sodass die Winkeltreue enger sein kann – vorausgesetzt, Sie berechnen effektive Werkzeugbreite und Tonnage neu. Ignorieren Sie das, wird die Folie zu einer versteckten Variablen, die Ihren Kraftverlauf verzerrt. Übermäßiges Pressen, um den Winkel durch eine Folie zu erzwingen, ist nur eine leisere Form der Überlastung.
Folien erfordern Disziplin. Sie sind keine sofortige Schutzlösung. Sie sind Geometriemodifikatoren.
Was einen dazu bringt, sich zu fragen, wie sich “Schnellwechsel”-Systeme verhalten, wenn Dicke und Stapelhöhen mitten in der Schicht variieren.
Ich habe gesehen, wie eine Werkstatt in weniger als zehn Minuten von Baustahlhalterungen auf hochfeste niedriglegierte Teile mit modularen Urethaneinsätzen umstieg. Schnell. Sauber. Eindrucksvoll.
Am Ende der Woche zeigten die Einsätze ungleichmäßigen Verschleiß – zusammengepresst auf dem linken Drittel des Biegebetts.
Schnellwechsel ist nur dann schnell, wenn die Maschinengeometrie ehrlich ist. Modulare Systeme beruhen auf gleichmäßigem Sitz und gleichmäßiger Spannung. Einige Tausendstel Millimeter Fehlstellung über ein langes Bett bedeuten, dass der Einsatzstapel ungleichmäßig belastet wird. Im Gegensatz zu einer monolithischen Matrize überträgt ein segmentierter Einsatz diese Ungleichheit durch unterschiedliche Kompression.
Aber Opferkomponenten erzählen Geschichten.
Wenn nur bestimmte Module frühzeitig zusammenbrechen, ist das forensische Arbeit auf dem Werkstattboden – sie weist auf eine Stößelneigung, mangelhafte Bombierungskompensation oder ungleichmäßige Bettabnutzung hin. Moderne Abkantpressen können innerhalb eines halben Grads in Sekundenbruchteilen korrigieren – vorausgesetzt, die Sensoren liefern korrekte Daten. Wenn sie nicht kalibriert sind, wird Ihre modulare Bequemlichkeit zu einer verteilten Fehlerkarte.
Modulare Einsätze sind ausgezeichnet, wenn die Produktpalette groß ist und die Tonnage für jeden Auftrag neu berechnet wird. Sie sind teure Polsterung, wenn Werkstätten annehmen, dass die Einrichtung von gestern für die Legierung von heute gilt.
Wenn Ihre Einsätze ungleichmäßig altern, liegt das Problem nicht im Einsatzkatalog.
Es ist der Kraftpfad.
Das bringt uns zur Reibung – dem stillen Saboteur, den die meisten mit Textur zu beheben versuchen.
Betrachten wir ein verzinktes Blech mit Restwalzöl. Während des Abwärtshubs kriecht das Blech um einen Millimeter, bevor es greift. Der Bediener macht das “rutschige Material” verantwortlich und bestellt strukturierte Einsätze mit rutschhemmender Beschichtung.
Reibung ist nicht nur Rauheit. Es ist die reale Kontaktfläche unter Belastung. Ein strukturierter Einsatz erhöht die mechanische Verzahnung, ja – aber er konzentriert auch die Kontaktspannung an den Spitzen der Rauheitserhebungen. Unter hohem Druck nutzen sich diese Spitzen zuerst ab. Wenn deine Spannkraft und die Anschlagunterstützung grenzwertig sind, kaschiert die Textur das Rutschen vorübergehend, beschleunigt aber den Verschleiß des Einsatzes.
Reinige das Blech. Überprüfe den Spannungsdruck. Bestätige die Anschlagjustierung. Dann entscheide, ob eine Textur nötig ist.
Rutschhemmende Lösungen sind angebracht, wenn der Oberflächenzustand nicht kontrolliert werden kann – ölige Zuschnitte aus der vorgelagerten Fertigung, beschichtete Materialien, hohe optische Anforderungen bei minimaler zulässiger Markierung. Aber sie müssen mit der tatsächlichen Umformbelastung abgestimmt werden. Überlastest du sie, wird die Beschichtung zum neuen opfernden Zeugen.
Ein Pad, Block, Film, Einsatz oder eine Textur ist niemals ein magischer Radiergummi für eine schlechte Kraftverteilung. Es ist das letzte Glied in einer Kette, die mit der Wahl der Legierung, der Werkzeuggeometrie und der kalibrierten Presskraft beginnt.
Wenn du Oberflächentechnik wählst, bevor du den Druckpfad überprüfst, löst du kein Problem.
Du verschiebst es nur.
Du willst eine systematische Methode, um die Druckverteilung zu überprüfen, bevor du eine weitere Kiste Premium-Pads bestellst.
Gut. Denn solange du Ausrichtung, Bombierung und Parallelität unter Last nicht überprüfst, diagnostizierst du mit verbundenen Augen.
Ich stand neben einer Zehn-Fuß-Abkantpresse, bei der die Winkel in der Mitte perfekt waren, die Enden aber um zwei Grad abwichen. Jeder gab den Pads die Schuld. Die Pads waren neu, mit hoher Härte, teuer genug, um die Buchhaltung nervös zu machen. Aber opfernde Komponenten erzählen Geschichten. Das Verschleißbild war auf dem linken Drittel stärker, in der Mitte poliert, rechts kaum berührt. Das ist kein Materialproblem. Das ist Geometrie, die gesteht.
Oberflächentechnik ist nachgelagert. Geometrie ist vorgelagert.
Wenn du nicht sicherstellst, dass Rahmen und Stößel die Kraft gleichmäßig über das Bett verteilen, ist jedes Pad, das du einbaust, nur Kreide am Ende eines schiefen Queues. Also lass uns den Tatort richtig untersuchen.
Fünf Tausendstel Zoll schrecken die meisten Menschen nicht.
Sollten sie aber.
Die Mathematik kümmert sich nicht um deine Frist. Über eine Bettlänge von 120 Zoll bedeutet ein Neigungswinkel von 0,005 Zoll, dass eine Seite deines Werkzeugs früher schließt. Diese Seite nimmt die Last zuerst auf. Urethan teilt die Last nicht wie Stahl; es wird dort komprimiert, wo es getroffen wird. Also trägt die Frühkontakt-Seite überproportionale Presskraft, bis der Rest des Stößels nachzieht. Das ist kein Dämpfen. Das ist lokale Überlastung.
Hypothetisch, aber realistisch: Du biegst 1/8-Zoll 5052 über acht Fuß. Die erforderliche Tonnage beträgt laut Berechnung 60 Tonnen. Aufgrund einer Fehljustierung nehmen die linken 30 Zoll den Kontakt zuerst auf und absorbieren einen Stoß – vielleicht nicht die vollen 60 Tonnen, aber einen erheblichen Prozentsatz davon – bevor der Rest eingreift. Dieser Stoß übersteigt die Druckermüdungsgrenze des Pads in diesem Bereich. Nach einer Woche ist dieser Abschnitt aufgeblüht und gerissen. Der Rest sieht einwandfrei aus.
Anfängersteuer.
Moderne CNC-Abkantpressen erkennen Y-Achsen-Abweichungen enger als einen Bruchteil eines Millimeters über den gesamten Hub – und das sollten sie auch. Wenn dein mechanischer Nullpunkt nicht stimmt, wenn deine Führungen verschlissen sind, wenn du mit dem Fingernagel Spiel an den Führungsleisten fühlst, biegst du nicht gleichmäßig. Du verkürzt die Lebensdauer auf einer Seite jeder Opferlage, die du einsetzt.
Und wenn das Pad asymmetrisch versagt, zeigt dir die Maschine genau, wo du suchen musst.
Warum also verschleißen manche Pressbetten in der Mitte, während die Enden unversehrt bleiben?
Stell dir ein langes Bett unter hoher Last vor.
Stahl biegt sich. Rahmen atmen. Das ist kein Fehler – das ist Physik. Ohne Krönung – also eine bewusst eingebaute Aufwärtskompensation im Bett oder Stößel – hängt die Mitte unter Last durch. Die Werkzeugöffnung wird dort effektiv enger. Das Blech erfährt in der Mitte höhere Umformspannungen als an den Enden.
Nun füge ein nachgiebiges Pad hinzu.
Die Mitte wird stärker zusammengedrückt, weil sie höherer Spannung ausgesetzt ist. Mit der Zeit entsteht in der Mitte des Pads eine Vertiefung, während die Enden noch wie neu aussehen. Bediener nennen das “schlechtes Material”. Ich nenne es: nicht korrigierte Durchbiegung.
Hochwertige Maschinen mit steifen Rahmen und Echtzeit-Winkelrückmeldung reduzieren dieses Drama. Sie minimieren die Durchbiegung so konsequent, dass die Krönung subtil wird – manchmal fast unsichtbar im Alltag. Aber ältere Pressen? Lange Betten über drei Meter? Mechanische Keilkrönung verdient dort ihren Platz, weil sie die Durchbiegung mit starrer, vorhersagbarer Kompensation anstelle hydraulischer Drift ausgleicht.
Pads beheben keine Durchbiegung. Sie passen sich ihr an.
Wenn die Mitte zuerst stirbt, spricht der Rahmen mit dir.
Aber hier liegt der Haken: Die Krönung im Ruhezustand zu prüfen, sagt fast nichts darüber aus, was passiert, wenn 100 Tonnen auf das Bett treffen.
Wie misst du also die Parallelität?
Die meisten Werkstätten prüfen die Ausrichtung, wenn der Stößel steht und die Maschine still ist.
Das ist nur die halbe Spurensicherung.
Unter Last können Reibung in verschlissenen Führungen, ungleichmäßige Schmierung oder übermäßiges Spiel in den Führungsleisten dazu führen, dass der Stößel während des Hubs seine Parallelität verliert. Ich habe Pressen gesehen, die auf der Messuhr im Ruhezustand rechtwinklig aussahen, sich dann aber unter Umformdruck gerade so verdrehten, dass die Enden um Gradabweichungen aus der Form liefen. Bediener machen die Krönung verantwortlich. Sie fügen Unterlagen hinzu. Sie tauschen Pads aus.
Währenddessen ist der eigentliche Übeltäter ein Spiel, in das du eine Fühlerlehre von 0,008 Zoll einschieben könntest.
Die Mathematik kümmert sich nicht um Ihre Frist. Unter Belastung verschieben sich Kraftvektoren. Wenn eine Führung blockiert, übernimmt die gegenüberliegende Seite mehr Last. Der Stößel fährt nicht als Ebene herunter; er fährt als Kompromiss zwischen Reibung und Kraft herunter. Ihr Polster wird zum Stoßdämpfer für diesen Kompromiss.
Also messen Sie während des Hubs. Voller Weg. Unter repräsentativer Tonnage. Messuhren an beiden Enden. Testbiegen über die gesamte Länge. Vergleichen Sie die Winkel in gleichen Abständen vom Zentrum. Sie jagen nicht der Perfektion nach; Sie kartieren die Durchbiegung.
Denn sobald Sie sehen, wie die Maschine sich verhält, wenn sie arbeitet und nicht posiert, können Sie echten Bedarf an Bombierung von Vernachlässigung der Stößelwartung unterscheiden.
Und das führt zu der Versuchung, die ich zu oft sehe.
Wenn das Bett nicht vollkommen ehrlich ist, ist ein weicheres Polster ein kluger Puffer – oder Benzin im Feuer?
Weicher fühlt sich sicherer an.
Ist es nicht.
Ein Polster mit niedrigerem Härtegrad erhöht die Nachgiebigkeit. Nachgiebigkeit vergrößert Druckunterschiede. Wo die Kraft etwas höher ist, steigt die Kompression überproportional. Das verändert die effektive Geometrie des Gesenkes lokal – hier eine engere V-Form, dort eine breitere. Der Rückfederungseffekt variiert über die Bauteillänge. Jetzt jagen Sie dem Winkel mit Stößeleinstellungen nach, die das eigentliche Verteilungsproblem verdecken.
Das ist Tonnage-Eitelkeit – der Glaube, man könne Gleichmäßigkeit aus einem ungleichmäßigen System erzwingen.
Auf einer perfekt ausgerichteten, richtig bombierten Maschine kann ein weicheres Polster Oberflächen schützen, ohne die Konsistenz zu zerstören. Bei einer Maschine mit versteckter Neigung oder Durchbiegung wird es zum Verstärker geometrischer Sünden. Das Polster gleicht die Kraft nicht aus; es zeigt, wo die Kraft ungleich ist, indem es dort schneller versagt.
Opferkomponenten lügen nicht. Sie verformen sich genau dort, wo Ihr System am schwächsten ist.
Bevor Sie also Härte, Dicke oder Marke festlegen, prüfen Sie den Kraftfluss: Ausrichtung unter Belastung, Bombierungsausgleich, Parallelität über den Hub, Zustand der Führungen, Spiel der Führungsleisten. Sie behandeln Verschleißmuster als Beweise, nicht als Unannehmlichkeiten.
Denn sobald Sie verstehen, wie diese unsichtbaren Killer die Druckverteilung formen, lautet die nächste Frage nicht, welches Polster Sie kaufen sollen.
Sondern wie Sie eine disziplinierte Diagnoseabfolge durchführen, bevor Sie überhaupt etwas kaufen.
Sie wollen die genaue Abfolge, um Ausrichtung, Bombierung und Parallelität unter Last zu überprüfen, bevor Sie ein weiteres Polster kaufen.
Gut. Denn wenn Sie das Verbrauchsteil wechseln, bevor Sie den Kraftfluss überprüfen, beheben Sie kein Problem – Sie zahlen Lehrgeld für denselben Fehler.
Das ist Werkstatt-Forensik. Das Polster ist das Opfer. Die Maschine ist der Verdächtige. Die Reihenfolge ist wichtig, weil jeder Schritt einen Versteckplatz für schlechte Kraftverteilung beseitigt. Überspringen Sie die Reihenfolge, und Sie überdecken einen Fehler mit einem anderen.
Hier ist das Protokoll.
Die Mathematik kümmert sich nicht um Ihre Frist.
Beginnen Sie mit der tatsächlichen Kolbenkraft unter Last, nicht mit dem Aufkleber an der Seite des Rahmens und nicht mit der Zahl, die Ihre Software vorhergesagt hat. Die Nennpresskraft gilt über eine verteilte Länge in einem definierten Abstand zu den Auflagen. Ändern Sie die Matrizenbreite, ändern Sie die Biegelänge, konzentrieren Sie die Last – und der tatsächliche Spannungszustand verschiebt sich.
Installieren Sie kalibrierte Kraftsensoren oder überprüfen Sie vorhandene Kraftmessdosen. Fünf Minuten mit echten Daten unter einer repräsentativen Biegung sind mehr wert als zwanzig Minuten Testbiegungen und Vermutungen. Ich habe Maschinen gesehen, die um 15 Prozent zu viel liefern, weil das Nullsignal abdriftete. Andere haben zu wenig angezeigt, während sie still die Mitte des Betts bearbeiteten.
Wenn Ihr berechneter Bedarf 60 Tonnen beträgt und Ihre Sensoren bei Spitzenlast 72 anzeigen, ist das kein Rundungsfehler. Das ist eine Überlastung, die irgendwo konzentriert auftritt.
Und wenn Sie den Sensoren nicht trauen, überprüfen Sie sie mit einem kontrollierten Testbiegen von mildem Stahl und vergleichen Sie Winkel versus vorhergesagte Rückfederung. Moderne Pressen können innerhalb von einem halben Grad in Sekundenbruchteilen korrigieren – wenn die Sensoren die Wahrheit sagen.
Warum hier beginnen?
Weil jede Ausrichtungs- und Bombierprüfung, die Sie anschließend durchführen, davon abhängt, zu wissen, welche Last Sie tatsächlich aufbringen. Wenn Sie die Geometrie unter einer falschen Annahme diagnostizieren, werden Ihre Schlussfolgerungen verzerrt sein.
Wenn Sie der Presskraft vertrauen – durch welche Geometrie wirkt diese Kraft?
Bevor Sie einen Schraubenschlüssel anfassen, bestätigen Sie, dass die Matrizenöffnung und der Stempelradius dem Material auf dem Boden entsprechen – nicht dem aus dem Auftrag der letzten Woche.
Eine schmale V-Matrize “erhöht” nicht nur die Presskraft. Sie erhöht den lokalen Druck exponentiell, weil die Kontaktfläche kleiner wird, während das erforderliche Biegemoment an Dicke und Zugfestigkeit gebunden bleibt. So kann eine Maschine, die sicher für eine lange, verteilte Belastung ausgelegt ist, eine 24-Zoll-Sektion in der Mitte überlasten.
Hier schleicht sich die Tonnage-Eitelkeit ein. Werkstätten prahlen damit, nahe an der Maximalleistung zu arbeiten, ohne zu fragen, ob die Last gleichmäßig über das Bett verteilt oder wie ein Meißel konzentriert ist.
Validieren Sie drei Dinge:
Wenn die Software mit ±2 Prozent Genauigkeit vorrechnet, gut. Nutzen Sie das. Aber bestätigen Sie, dass die Eingabewerte der Realität entsprechen. Tauschen Sie 5052 gegen Edelstahl aus und behalten Sie die gleiche Werkzeuggarnitur – und Ihre “genaue” Vorhersage wird zur Fiktion.
Wenn die Matrizen-Geometrie korrekt ist, haben Sie den vorgesehenen Lastfall definiert.
Jetzt fragen Sie: Liefert die Maschine diese Last gleichmäßig vom Kolben bis zum Bett?
Hier hört das Denken in den meisten Werkstätten auf und das Unterlegen beginnt.
Überprüfen Sie die Parallelität im Ruhezustand, wenn Sie sich aufwärmen möchten. Überprüfen Sie sie dann unter Last, wenn Sie die Wahrheit wissen wollen. Messuhren an beiden Enden. Repräsentative Tonnage. Voller Hub. Beobachten Sie den Übergang vom schnellen Anfahren zur Formgeschwindigkeit – hier zeigt sich der verborgene Verdrall.
Schauen Sie sich das Spiel der Führungsleisten an. Ungleichmäßige Verschleißmuster. Schmierung der Führungen. Mechanische Bombierungseinstellungen im Vergleich zur tatsächlichen Durchbiegung der Auflage. Stahl biegt sich – das ist Physik. Die Frage ist, ob Ihre Kompensation zu Ihrem Lastfall passt.
Wenn sich die Mitte stärker durchbiegt, als die Bombierung ausgleicht, verengt sich das Werkzeug dort unter Druck. Wenn eine Führung klemmt, nimmt die gegenüberliegende Seite mehr Last auf. Ihre Druckplatte wird zur Nachgiebigkeitsschicht, die diese Asymmetrie aufnimmt.
Aber Opferkomponenten erzählen Geschichten. Eine Rinne in der Mitte? Wahrscheinlich nicht korrigierte Durchbiegung. Zerdrückte Ecken an einem Ende? Schrägstellung des Stößels oder ungleichmäßige Reibung an der Führung.
Sie jagen nicht dem perfekten Nullwert hinterher. Sie kartieren, wie sich die Kraft vom Zylinder über das Blech bis zum Bett bewegt.
Erst wenn der Kraftverlauf gerade und vorhersagbar ist, ergibt die Pad-Auswahl Sinn.
Jetzt – und nur jetzt – wählen Sie das Pad aus.
Härte, Dicke und Druckmodul müssen einer bekannten, verifizierten Druckverteilung entsprechen. Ein weicheres Pad in einem verzogenen System verstärkt Unstetigkeiten. Ein härteres Pad in einem überlasteten System versagt schneller und dramatischer.
Betrachten Sie das Pad als Sicherung. Sie dimensionieren eine Sicherung erst, wenn Sie Spannung und Strom des Stromkreises kennen – nicht vorher.
Wenn Ihre Tonnage kalibriert, Ihre Werkzeuggeometrie korrekt und Ihr Kraftverlauf unter Last erfasst ist, wird die Pad-Auswahl einfach: Oberflächenfinish schützen, kleine Abweichungen aufnehmen, Winkelkonstanz bewahren. Es ist eine Abschlussentscheidung, keine strukturelle.
Und genau dieser Wechsel des Zeitpunkts ist der springende Punkt.
Denn die eigentliche Frage drehte sich nie um Polyurethan.
Seit dreißig Jahren sehe ich Werkstätten vor einer Zehn-Fuß-Abkantpresse stehen, wie sie ein zerfressenes Pad anstarren, als hätte es sie verraten.
Kam er nicht.
Das Pad hat seine Arbeit getan – es hat sich dort geopfert, wo Ihr System am schwächsten war. Wenn Sie dieser Reihenfolge folgen, hören Sie auf, Verschleiß als Zufall zu behandeln und beginnen, ihn als Daten zu lesen. Tonnage verifiziert. Geometrie validiert. Kraftverlauf unter Last beobachtet. Erst dann wird die Materialauswahl Teil der Diskussion.
Der nicht offensichtliche Teil ist dieser: Pad-Versagen ist selten der erste Entscheidungszeitpunkt im System. Es ist die letzte Kontrollstation, bevor die Physik ihre Schuld eintreibt.
Das eine, was Sie mitnehmen, ist einfach und unbequem.
Bevor Sie fragen, was ersetzt werden muss, fragen Sie, welchen Weg Ihre Kraft tatsächlich nimmt.


















