

Menjelang tengah hari, bantalan urethane baru sudah bertato dengan bekas sabit berkilau. Rem sepuluh kaki. Baja lunak seperempat inci. Perkakas baru dipasang pukul 7 pagi, kepercayaan diri tinggi. Pada shift kedua, operator mulai bergumam tentang “batch jelek lagi.”
Selip yang sama. Drift sudut yang sama. Bantalan berbeda.
Ketika bantalan baru gagal dalam hitungan jam, itu bukan soal nasib sial. Itu adalah tempat kejadian perkara. Pertanyaannya bukan “Pemasok mana yang salah?” tetapi “Apa yang terjadi di jalur gaya hingga membunuh satu lagi komponen pengorbanan?”
Saya telah melihat bengkel memperlakukan bantalan seperti sekering. Sesuatu tergelincir, sudut berubah, material merayap—lalu mereka mengganti bagian lunaknya dan menyebutnya perawatan. Tindakan itu terasa tegas. Biayanya lebih murah daripada waktu henti. Dan itu menghindari kemungkinan tidak menyenangkan bahwa mesin itu sendiri sedang berbohong padamu.
Namun komponen pengorbanan menceritakan kisah. Ketika mereka aus secara bertahap dan merata, itu adalah abrasi yang melakukan tugas jujurnya. Ketika mereka terbelah, hancur, mengilap, atau terkelupas sebagian, itu adalah konsentrasi beban, kesalahan waktu, atau ketidaksejajaran yang berbicara melalui karet dan baja. Forensik lantai bengkel.
Jadi bagaimana kamu membedakan antara bantalan yang telah menjalani hidupnya dan bantalan yang “dieksekusi”?
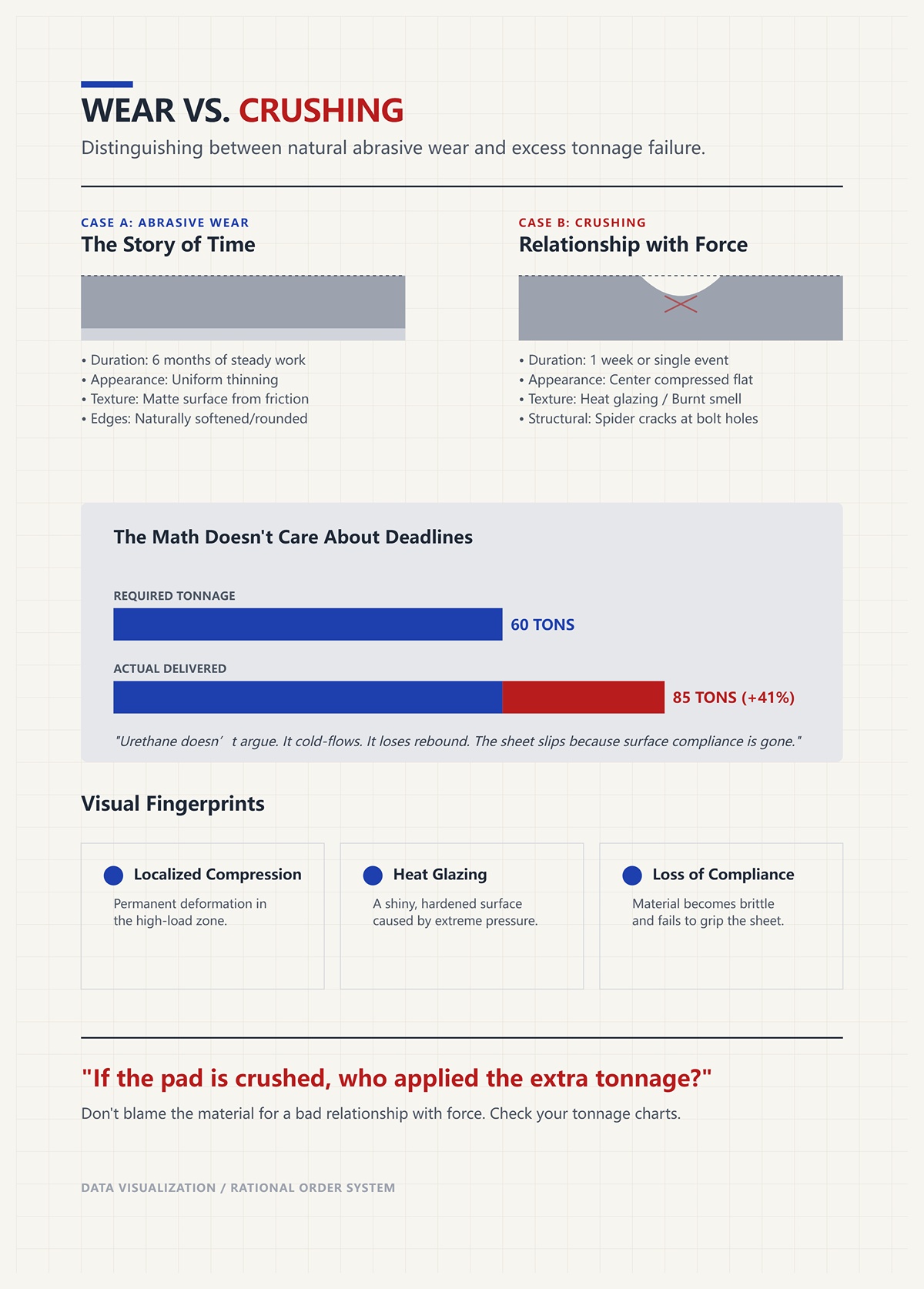
Cabut bantalan yang telah bekerja stabil selama enam bulan. Kamu akan melihat penipisan yang seragam. Tepi lunak. Permukaan kusam karena gesekan. Itulah keausan abrasif—material dikorbankan perlahan sesuai desain.
Sekarang cabut bantalan setelah seminggu dan temukan bagian tengah tertekan rata seperti koin, tepi masih menonjol, mungkin ada retakan halus di sekitar lubang baut. Itu bukan keausan. Itu remukan.
Matematika tidak peduli dengan tenggat waktumu. Jika pelipatanmu membutuhkan 60 ton dan kamu memberikan 85 karena bagan tonase tidak diperbarui dengan ketebalan material sebenarnya, bantalan menyerap kelebihan gaya itu. Urethane tidak membantah. Ia mengalir dingin. Ia kehilangan daya pantul. Siklus berikutnya, lembaran tergelincir karena kepatuhan permukaan telah hilang.
Tonase berlebih meninggalkan sidik jari: kompresi lokal, pengilapan panas, terkadang bau gosong samar. Abrasi menceritakan kisah waktu. Remukan memberitahumu tentang satu hubungan buruk dengan gaya.
Jika bantalan remuk, siapa yang menerapkan tonase tambahan itu?

Saya telah melihat tiga pelaku berulang.
Pertama: kemiringan ram selama transisi dari kecepatan mendekat cepat ke kecepatan pembentukan. Lembaran menyentuh satu sisi terlebih dahulu, tekanan melonjak secara lokal, dan bantalan terdeformasi tidak merata. Bagi operator, bagian itu tergelincir. Bagi bantalan, itu adalah serangan sepihak. Akar masalahnya adalah waktu katup atau sinkronisasi yang melenceng, bukan material gesekan.
Kedua: umpan balik sudut yang tidak dikalibrasi. Mesin rem modern dapat mengoreksi dalam setengah derajat dalam hitungan sepersekian detik—jika sensornya berkata jujur. Setelah pembaruan perangkat lunak atau kalibrasi yang terlewat, mesin melipat berlebihan, lalu mengoreksi, lalu berlebihan lagi. Bantalan mengalami beban berfluktuasi yang tampak acak. Kamu menyalahkan daya cengkeram. Padahal pelakunya adalah loop kontrol yang tersesat dalam gelap.
Ketiga: penurunan lambat atau tidak konsisten akibat masalah hidrolik—oli rendah, rel pemandu aus, atau katup pengisi macet. Satu gejala, setengah lusin penyebab mekanis. Lembaran bergeser secara mikroskopis sebelum keterlibatan penuh, dan kamu mendapat kilap khas di permukaan bantalan. Pajak pemula adalah memesan material gesekan sebelum memeriksa level oli dan verticalitas rel.
Ketika tiga kesalahan mesin berbeda bisa menghasilkan “selip” yang sama, mengapa menganggap bagian lunak yang bersalah?
Sebuah katalog menyebutnya universal: satu senyawa, rentang kekerasan yang luas, cocok untuk beberapa cetakan. Bagus untuk dudukan pertanian.
Sekarang letakkan bantalan yang sama di bawah komponen kedirgantaraan dengan toleransi ketat yang terbuat dari campuran paduan dalam satu giliran kerja. Aluminium setebal 1/8 inci di pagi hari, baja berkekuatan tinggi setelah makan siang. Springback berbeda. Tonnage yang diperlukan berbeda. Energi permukaan terhadap bantalan pun berbeda.
Material yang seragam dalam lingkungan gaya yang bervariasi adalah pertaruhan.
Jika Anda menyetel tonnage dan penyelarasan dengan tepat untuk setiap pekerjaan, Anda dapat menjalankan spesifikasi bantalan yang lebih luas dengan aman. Jika tidak, Anda meminta satu tingkat kekerasan dan satu ketebalan untuk memaafkan setiap jalan pintas penyetelan. Itu tidak akan berhasil. Pekerjaan presisi tinggi mengungkap mitosnya karena margin kesalahan lebih tipis daripada bantalan itu sendiri.
Jadi ketika bantalan “universal” terus gagal hanya pada pekerjaan tertentu, apakah itu benar-benar universal—atau justru proses Anda yang tidak?
Katakanlah satu set bantalan berharga beberapa ratus dolar dan membutuhkan satu jam tenaga kerja untuk mengganti. Keputusan yang mudah. Keputusan yang lebih sulit adalah dua jam dengan indikator dial, verifikasi tekanan, kalibrasi ulang sensor, dan uji coba kering tanpa material.
Yang satu terasa produktif. Yang lainnya terasa seperti mengakui bahwa Anda mungkin adalah sumber masalahnya.
Namun ketika kegagalan mulai menumpuk—beberapa bantalan di berbagai pekerjaan dalam sebulan—itu bukan keausan acak. Itu adalah drift proses. Di pabrik manufaktur yang melacak integritas bantalan sejak awal, cacat muncul dalam kelompok karena siklus penekanan keluar dari spesifikasi. Logika yang sama berlaku di sini. Kematian bantalan berulang jarang kebetulan.
Setiap penggantian tanpa diagnosis hanyalah mengatur ulang jam hitung mundur. Anda membayar dengan urethane, bukan dengan perhatian.
Dan jika penyalahgunaan gaya terus menulis cerita yang sama pada bantalan baru, apa yang terjadi ketika kita akhirnya menempatkan angka tonnage di bawah cahaya?
Musim semi lalu saya berdiri di mesin press sepuluh kaki yang diberi nilai 150 ton, melihat bantalan yang telah digunakan selama sembilan hari. Bagian tengahnya hancur rata, tepi-tepi tidak tersentuh, lubang baut mulai oval. Operator bersumpah pekerjaan itu “masih dalam kapasitas.” A36 seperempat inci di atas cetakan V 2 inci.
Di atas kertas itu 19,7 ton per kaki. Sepuluh kaki, 197 ton. Perhitungan tidak peduli dengan tenggat waktu Anda. Anda telah melewati batas mesin sebanyak 47 ton bahkan sebelum mencapai posisi bawah.
Beralih ke cetakan V 3 inci dan gaya yang dibutuhkan turun menjadi 13,9 ton per kaki—total 139 ton. Material sama. Panjang sama. Lebar cetakan berbeda. Sekarang Anda berada dalam kisaran mesin dan bantalan bertahan dengan normal.
Begitulah cara Anda memverifikasi tonnage sebelum menghancurkan sisipan lain: hitung gaya per kaki untuk ketebalan dan bukaan V yang sebenarnya, kalikan dengan panjang tekukan yang nyata, dan bandingkan dengan kapasitas yang dinilai di seluruh bidang kerja. Bukan angka pada stiker di samping. Beban terdistribusi di sepanjang meja.
Karena jika tonnage yang diperlukan melebihi nilai mesin atau batas tekan bantalan, kegagalan bukan kemungkinan. Itu adalah jadwal.
Dan sebagian besar bengkel bahkan tidak menjalankan perhitungan dengan cara seperti itu.
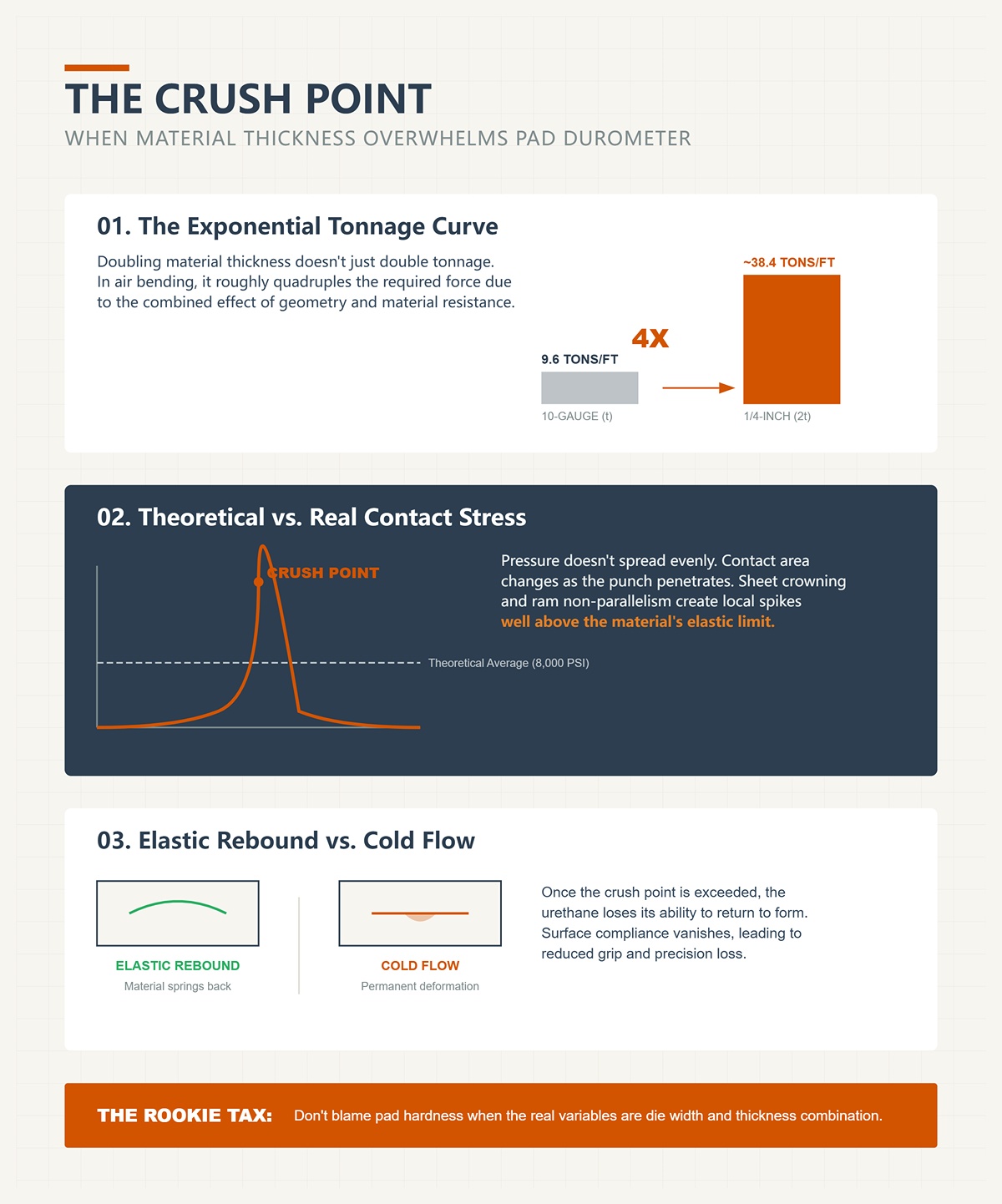
Saya pernah melihat sebuah bengkel beralih dari 10-gauge ke 1/4 inci dan menganggap tonnage “naik sedikit.” Tidak demikian. Melipatgandakan ketebalan kira-kira melipatgandakan empat kali tonnage yang diperlukan dalam bending udara. Itu hasil dari geometri dan ketahanan material yang bekerja bersama.
Jika pelat 10-gauge membutuhkan sekitar 9,6 ton per kaki pada V selebar 1 inci, lalu Anda menggandakan ketebalannya, tonase tidak menjadi 19. Nilainya mendekati empat kali kebutuhan semula, tergantung pada lebar cetakan bawah. Itulah kurvanya.
Sekarang bayangkan sebuah bantalan urethane dengan kekuatan tekan hipotetis 8.000 psi. Anda menempatkan beban 197 ton di sepanjang sepuluh kaki dan mengasumsikan tekanan tersebar merata. Namun kenyataannya tidak. Luas area kontak berubah saat punch menembus bahan, terutama jika lembaran melengkung (crowning) atau ram tidak benar-benar sejajar. Tekanan lokal melonjak jauh di atas rata-rata.
Lonjakan itulah titik hancur Anda. Bukan saat katalog mengatakan bantalan itu “seharusnya” gagal. Tapi ketika tegangan kontak nyata melebihi kemampuan material untuk memantul kembali secara elastis. Setelah itu, urethane mengalami aliran dingin. Ia tidak kembali ke bentuk semula. Pada siklus berikutnya, daya cengkeram berkurang karena kepatuhan permukaan hilang.
Dan di sinilah jebakannya: Anda menyalahkan kekerasan bantalan padahal variabel sebenarnya adalah kombinasi lebar cetakan dan ketebalan. Pajak pemula.
Namun meskipun tonase Anda secara teknis “masih dalam kapasitas,” mengapa beberapa bantalan tetap bergeser dari posisinya?
Saya pernah melihat seorang operator menaikkan tonase 10% karena lembaran tergelincir saat pembentukan. Logikanya sederhana: gaya lebih besar, cengkeram lebih kuat.
Di bawah tekanan sedang, urethane terdeformasi secukupnya untuk mengikuti ketidakteraturan permukaan. Itu meningkatkan luas kontak nyata dan gesekan. Namun ketika melewati titik tertentu, lapisan permukaan tertekan berlebih. Ia mengeras secara lokal, menjadi halus, bahkan kadang berglazur karena panas. Kini luas kontak nyata justru menurun.
Anda telah meningkatkan tekanan nominal tetapi mengurangi gesekan efektif.
Tambahkan sedikit kemiringan ram—satu sisi menyentuh beberapa milidetik lebih awal dari sisi lain—dan Anda menciptakan komponen gaya lateral. Bantalan yang kini tertekan berlebihan dan kurang lentur tidak dapat menyerapnya. Lembaran pun “berjalan.” Operator menambah tonase lagi. Bantalan rusak lebih cepat.
Namun komponen yang dikorbankan menceritakan kisahnya. Ketika Anda melihat goresan mengilap satu arah, itu bukan keausan acak. Itu adalah geser lateral di bawah beban normal yang berlebihan.
Jadi, jika tekanan saja bukan seluruh penyebabnya, apa yang terjadi ketika cetakan bawah sendiri memusatkan gaya pada area yang tak bisa ditahan polimer?
Ambil baja A36 setebal 1/4 inci yang sama. Pada cetakan V selebar 1,5 inci, kebutuhan tonase melonjak menjadi sekitar 30 ton per kaki. Sepuluh kaki berarti 300 ton. Dua kali lipat kapasitas mesin press brake 150 ton kita.
Sekarang bayangkan Anda tidak menekuk sepanjang penuh. Anda menekuk tiga kaki di bagian tengah. Mesin tetap menyalurkan gaya melalui bagian tengah ram. Beban per kaki melonjak secara lokal, dan Anda berada di bawah 60% dari bentangan rangka samping, tempat karakteristik defleksi berubah. Fleks rangka menggeser beban ke arah tengah.
Apa yang disebut grafik sebagai “dapat diterima” untuk penekukan sepanjang penuh menjadi berlebihan pada penekukan pendek di tengah. Itulah sebabnya bantalan bisa hancur di bagian tengah sementara ujung-ujungnya masih tampak baru.
Proses bottoming memperparah hal ini. Ia bisa memerlukan sekitar empat kali tonase air-bending. Coining bisa menuntut sepuluh kali lipat. Jika Anda keliru menganggap pengaturan bottoming sebagai tonase air-bend dan tetap meninggalkan bantalan di tempatnya, Anda baru saja menandatangani surat kematiannya.
Masalah ini bukan tentang memiliki mesin brake besar. Kelebihan kapasitas jarang merusak bantalan karena Anda hanya menerapkan gaya sesuai kebutuhan pekerjaan. Bahaya sebenarnya adalah cetakan bawah yang terlalu kecil pada mesin kecil, mengejar radius tekuk yang rapat dan akhirnya membayar mahal dengan urethane.
Jadi ketika Anda menarik bantalan yang sudah terdeformasi, bagaimana cara membacanya sebagai bukti, bukan sampah?
Bantalan yang hancur secara merata di sepanjang panjangnya menunjukkan bahwa kamu telah melebihi tonase global. Seluruh sistem kelebihan beban. Itu adalah kesalahan matematika murni.
Bantalan yang hancur hanya di bagian tengah menunjukkan kelebihan beban lokal—lengkungan pendek, V sempit, atau defleksi rangka yang memusatkan gaya di tengah bentangan.
Kompresi diagonal? Kemiringan batang penekan atau sinkronisasi hidrolik yang tidak seimbang.
Permukaan yang mengilat karena panas dengan kompresi minimal? Tekanan berlebihan yang mengejar gesekan, kemungkinan juga disertai sedikit pergerakan material.
Rem modern dapat melakukan koreksi dalam setengah derajat hanya dalam sebagian detik—jika sensor memberikan data yang benar. Jika umpan balik sudut meleset, sistem kontrol mungkin mengemudikan tonase berlebih untuk mencapai sudut target yang sebenarnya tidak pernah salah sejak awal. Bantalan menyerap koreksi itu.
Ini adalah forensik lantai bengkel. Kamu tidak memulainya dengan memesan sisipan yang lebih keras. Kamu memulainya dengan menghitung ulang tonase per kaki, memverifikasi lebar cetakan terhadap ketebalan, memeriksa panjang tekukan aktual terhadap bentangan yang ditentukan, dan mengonfirmasi metode pembentukan—tekukan udara, dasar, atau penempaan penuh.
Karena begitu tonase yang kamu terapkan melampaui apa yang dapat didistribusikan secara aman oleh bantalan dan rangka, sisipan bukanlah titik lemahnya.
Itu adalah saksi.
Kamu ingin proses verifikasi pra-pekerjaan yang berulang dan mencegah kegagalan bantalan sebelum tekukan pertama?
Mulailah dengan menganggap bantalan tidak bersalah.
Setelah kamu memverifikasi tonase per kaki, rasio lebar cetakan terhadap ketebalan, panjang tekukan versus bentangan yang ditentukan, dan memastikan kamu sedang menekuk udara—bukan secara tidak sengaja menekan dasar—variabel berikutnya bukanlah “bantalan yang lebih keras.” Itu adalah lembaran logam itu sendiri. Karena bantalan rem tekan adalah komponen yang dikorbankan dari sistem mekanis yang lebih besar, dan sistem itu mencakup metalurgi yang berada di antara pahat dan cetakan. Abaikan itu, dan kamu bukan sedang menyelesaikan kegagalan. Kamu sedang menjadwalkannya.
Matematika tidak peduli dengan tenggat waktumu. Stainless dan aluminium bisa memiliki ketebalan yang sama, sudut tekukan yang sama, perkakas yang sama—namun menuntut jalur gaya yang sepenuhnya berbeda. Jika daftar periksa prosesmu berhenti pada “mesin dan cetakan terlihat benar,” kamu hanya membersihkan setengah dari tempat kejadian.
Lalu apa yang dilakukan material terhadap bantalamu yang tidak bisa dibalikkan oleh bantalan?
Jalankan aluminium 5052 tebal 1/8 inci sepanjang hari di atas V sedang, dan bantalan urethane dengan tingkat kekerasan menengah akan bekerja seperti pahlawan. Ia menyesuaikan bentuk, meningkatkan luas kontak nyata, menstabilkan lembaran. Kamu mendapatkan tekukan bersih dan penandaan minimal.
Ganti dengan stainless 304 dengan ketebalan dan geometri yang sama, dan tiba-tiba bantalan mulai mengilap, mengeras, bahkan mungkin bergeser dari posisi.
Itu bukan karena suasana hati. Itu karena metalurgi.
Aluminium mudah melunak dan mengalir. Stainless menahan, mengeraskan diri dengan kerja, dan membutuhkan tegangan pembentukan yang lebih tinggi untuk geometri yang sama. Tegangan pembentukan lebih tinggi berarti gaya reaksi yang lebih tinggi kembali ke bantalan. Bahkan jika tonase globalmu masih dalam kapasitas, tekanan kontak di antarmuka pahat-bantalan meningkat karena stainless tidak “memberi” dengan mudah.
Urethane bekerja optimal pada deformasi terkontrol. Stainless memaksanya mendekati batas kompresinya lebih cepat. Menyalahkan bantalan berarti kamu membayar “pajak pemula” atas metalurgi yang disalahpahami.
Namun resistansi bukanlah keseluruhan ceritanya. Stainless juga memantul kembali dengan kekuatan yang lebih besar.
Artinya, pertarungan tidak hanya terjadi saat langkah turun.
Pegas balik adalah pemulihan elastis setelah beban dilepaskan. Setiap material memiliki ingatan. Stainless memiliki ingatan yang panjang.
Dalam pelipatan udara, Anda sengaja melipat lebih dari sudut yang diinginkan untuk mengimbangi pemulihan itu. Elastisitas bantalan dapat membantu menstabilkan lembaran selama proses pembentukan, tetapi tidak dapat menghapus regangan elastis yang tersimpan di dalam logam. Jika stainless ingin terbuka dua derajat, itulah yang akan terjadi—kecuali Anda mengubah geometri atau metode.
Inilah bagian yang tidak nyaman: mempersempit V-die dari, misalnya, rasio lebar terhadap ketebalan 12:1 menjadi 8:1 dapat mengurangi pegas balik secara drastis, terlepas dari bahan bantalan. Pelipatan dasar menguranginya lebih jauh karena Anda memaksa lebih banyak deformasi plastis ke dalam zona lipatan. Geometri mengalahkan polimer.
Jadi jika Anda meminta bantalan urethane untuk “menahan” stainless pada sudut tertentu sambil menggunakan V yang lebar yang dimaksudkan untuk aluminium, Anda sedang meminta elastisitas melawan ingatan material. Pertarungan itu tidak akan dimenangkan dalam waktu lama.
Bantalan tertekan. Lembaran tetap terbuka. Operator menambah tonase. Sekarang Anda kembali menghancurkan komponen pengorbanan untuk mengimbangi pilihan geometri.
Dan ketika itu tidak memperbaiki sudutnya, apa insting selanjutnya?
Bantalan yang lebih keras.
Durometer adalah ukuran kekerasan pada elastomer. Angka yang lebih tinggi berarti bantalan lebih kaku.
Kedengarannya logis: stainless lebih kuat, jadi gunakan bantalan yang lebih kuat.
Matematika tidak peduli pada logika Anda.
Bantalan yang lebih keras mengalami deformasi lebih sedikit saat diberi beban. Deformasi yang lebih kecil berarti area kontak nyata antara bantalan dan lembaran lebih sedikit. Gesekan tidak meningkat secara linear dengan tekanan nominal; itu bergantung pada kontak mikro yang sebenarnya. Saat Anda memperkaku antarmuka, Anda mengurangi kesesuaian. Sekarang lembaran lebih mungkin tergelincir mikro selama langkah.
Gelincir mikro muncul sebagai sudut lipatan yang tidak konsisten.
Inilah bagian yang sering dilewatkan banyak bengkel: bantalan yang lebih keras dapat meningkatkan tegangan kontak puncak karena beban didistribusikan di atas lebih sedikit titik kontak mikroskopis. Tegangan lokal itu dapat mendorong material lebih dekat ke batas elastisnya selama pembentukan, meningkatkan variasi dalam pegas balik. Pengaturan “lebih kuat” Anda menghasilkan lipatan yang lebih lembut dan kurang dapat diulang.
Kesombongan tonase bertemu kesombongan durometer.
Dan jika sistem hidrolik Anda memiliki ketidakstabilan kecil sekalipun—udara terjebak, katup terlambat—bantalan yang lebih kaku itu akan mentransmisikan osilasi gaya tersebut langsung ke lembaran alih-alih meredamnya. Apa yang tampak sebagai “bantalan terlalu lembut” sebenarnya adalah sistem yang membutuhkan kelenturan untuk tetap stabil.
Jadi kekerasan bukanlah peningkatan universal. Itu adalah parameter penyetelan dalam suatu sistem gaya.
Yang menyisakan satu lagi penyabot yang tenang.
Kamu bisa menghitung tonase. Kamu bisa memilih lebar cetakan. Kamu bisa mencocokkan durometer dengan paduan.
Lalu seseorang menyeka lembaran dengan minyak yang salah.
Pelumas pembentukan ringan, minyak pabrik, bahkan sisa pendingin mengubah koefisien gesekan pada antarmuka pad-lembaran. Tidak sedikit. Cukup besar hingga kesesuaian yang telah kamu pilih dengan hati-hati tidak lagi berubah menjadi daya cengkeram. Lembaran bergeser selama langkah penurunan, dan pad menunjukkan pemolesan lateral. Kamu menyalahkan elastisitas.
Namun komponen pengorbanan menceritakan kisah.
Jika pola ausnya halus dan searah tanpa tekanan dalam yang signifikan, saya mulai memeriksa kondisi permukaan, keausan jari pengukur belakang, dan gaya penjepitan sebelum saya menghubungi pemasok pad. Cengkeraman mekanis mengasumsikan kontak yang bersih. Lapisan kimia menulis ulang asumsi itu.
Dan ini kenyataan yang tenang: tidak ada pad yang dapat mengimbangi antarmuka licin yang dikombinasikan dengan penjepitan yang minim. Itu bukan masalah elastomer. Itu masalah pengendalian proses.
Jadi proses verifikasi pra-pekerjaan yang dapat diulang tidak bisa berhenti pada grafik tonase dan pemilihan cetakan. Itu harus mencakup tingkat material, temper, perkiraan springback, rasio V yang dipilih, durometer pad, dan kondisi permukaan—diperiksa sebelum siklus pertama.
Karena setelah kamu menerima bahwa pad beroperasi di dalam sistem material, pertanyaan sebenarnya bukan “Pad mana yang paling kuat?”
Tetapi pad mana yang cocok dengan kombinasi tepat dari paduan, geometri, gaya, dan kondisi permukaan ini.
Seorang pengawas pernah menyerahkan dua balok urethane yang remuk kepada saya dan bertanya merek mana yang saya sukai. Keduanya gagal dalam waktu kurang dari dua minggu. Yang satu menggelembung di tengah. Yang lain terbelah bersih di sepanjang satu tepi. Mesin sama. Operator sama. Pekerjaan berbeda.
Itu kerangka pra-pekerjaanmu, jika kamu tahu cara membacanya.
Perhitungan tidak peduli dengan tenggat waktumu. Sebelum kamu memilih rekayasa permukaan—blok, film, sisipan, tekstur—kamu harus memastikan empat variabel: tonase pembentukan yang dihitung untuk paduan dan ketebalan, pembukaan V yang dipilih dan metodenya (udara vs. dasar), pembengkokan mesin dan kesejajaran, serta kondisi permukaan lembaran. Hanya setelah jalur tekanan disiplin barulah kamu memilih apa yang berada di antara punch dan die. Jika tidak, kamu membayar “pajak pemula” untuk kesombongan tonase dan menyebutnya “pad premium.”
Solusi permukaan tidak memperbaiki distribusi tekanan. Mereka hanya berperilaku dapat diprediksi di dalamnya.
Jadi mana yang cocok di mana?
Bayangkan penutup aluminium 5052 tebal 3 mm, sisi kosmetik di luar, 2.000 bagian per shift. Bengkel ingin tanpa bekas sama sekali. Mereka memasang blok cetakan urethane padat dan membengkokkan udara di dalamnya. Bagian terlihat bersih. Pengukur tonase menunjukkan lebih rendah dibanding dengan baja. Semua orang tenang.
Urethane bersifat elastis. Ia terdeformasi, meningkatkan area kontak dan menurunkan tegangan kontak puncak. Itulah mengapa tonase yang dibutuhkan sering turun dibandingkan cetakan V baja untuk geometri nominal yang sama. Beban tersebar melalui polimer alih-alih terkonsentrasi pada dua bahu cetakan.
Namun, inilah masalah yang sudah saya lihat lebih dari sekali: poliuretan bukan baja. Di bawah siklus volume tinggi yang berulang, terutama dengan tekukan yang lebih dalam, bahan ini akan merayap dan mengalami kelelahan. Bengkel yang membengkokkan pelat cold roll 12-gauge pada balok urethane akan cepat belajar hal ini—baloknya mengilap, tertekan permanen, lalu retak. Cetakan baja bisa bertahan selama beberapa dekade dalam tugas seperti itu. Urethane tidak akan bertahan.
Dan kimia berperan penting. Mengganti urethane berbasis TDI yang lebih fleksibel dengan tipe MDI yang lebih kaku tanpa menghitung ulang defleksi dan perilaku pengerasan dapat mengubah solusi peredam menjadi bahan yang rapuh. Saya telah melihat balok terkelupas di sudutnya karena “peningkatan” tersebut terlalu kaku untuk regangan sebenarnya yang diserap. Itu bukan balok yang buruk. Itu adalah elastisitas yang tidak cocok yang memperbesar kesalahan kalibrasi tonase.
Volume tinggi dan urethane bisa hidup berdampingan—tetapi hanya bila kedalaman tekukan, kekuatan luluh material, dan frekuensi langkah berada di dalam ambang kelelahan balok. Itu memerlukan pengetahuan tentang gaya pembentukan sebenarnya, bukan yang tertera pada pelat nama mesin.
Jika balok hancur di tengah, tanyakan mengapa tekanan Anda memuncak di sana.
Sekarang pindah ke skenario lain. Baja tahan karat 304 tipis, 1,5 mm, toleransi sudut ketat—plus minus setengah derajat—dan hasil akhir brushed yang tidak boleh tergores. Tim memilih film pembengkok sintetis di antara pelat dan cetakan.
Pada lari pertama, sudut keluar lebih bengkok hampir satu derajat. Operator menambah tekanan ram. Ketidakonsistenan mulai muncul.
Apa yang berubah? Ketebalan.
Film setebal 0,8 mm secara efektif mempersempit bukaan V Anda. Jika Anda menggunakan V 16 mm untuk material 3 mm, penambahan film tersebut mengubah geometri. Pelat kini melihat lebar cetakan yang lebih kecil, meningkatkan tegangan pembentukan dan mengurangi springback. Jika Anda tidak menyesuaikannya, Anda bukan sedang “melindungi permukaan”. Anda justru mengubah distribusi tekanan sambil berpura-pura tidak melakukannya.
Matematika tidak peduli pada tenggat waktu Anda.
Film sangat berguna ketika presisi lebih penting daripada peredaman. Mereka menambah daya lenting minimal dibandingkan dengan balok urethane padat, sehingga pengulangan sudut bisa lebih ketat—dengan syarat Anda menghitung ulang lebar efektif cetakan dan tonase. Abaikan hal itu, dan film menjadi variabel tersembunyi yang mendistorsi jalur gaya Anda. Menekan berlebihan untuk mengejar sudut melalui film hanyalah bentuk kelebihan beban yang lebih sunyi.
Jadi film menuntut kedisiplinan. Film bukan perlindungan yang bisa langsung dipasang. Film adalah pengubah geometri.
Yang membuat Anda bertanya-tanya bagaimana sistem “quick change” berperilaku ketika ketebalan dan tumpukan berubah di pertengahan shift.
Saya pernah melihat sebuah bengkel mengganti braket baja lunak ke bagian baja paduan rendah kekuatan tinggi dalam waktu kurang dari sepuluh menit menggunakan sisipan urethane modular. Cepat. Bersih. Mengesankan.
Pada akhir minggu, sisipan menunjukkan keausan tidak merata—tertekan di sepertiga kiri meja.
Perubahan cepat hanya benar-benar cepat jika geometri mesin Anda akurat. Sistem modular bergantung pada penempatan yang konsisten dan penjepitan yang merata. Sedikit saja ketidaksejajaran beberapa ribu inci di sepanjang meja panjang berarti tumpukan sisipan menanggung beban yang tidak merata. Tidak seperti cetakan monolitik, sisipan tersegmentasi akan menyalurkan ketidakseimbangan itu melalui kompresi diferensial.
Namun komponen pengorbanan menceritakan kisah.
Ketika hanya beberapa modul yang runtuh lebih dulu, itu adalah bukti forensik di lantai bengkel yang menunjukkan kemiringan ram, kompensasi crowning yang buruk, atau keausan meja yang tidak merata. Mesin press brake modern dapat mengoreksi dalam setengah derajat dalam sepersekian detik—jika sensornya memberi data yang benar. Jika tidak terkalibrasi, kenyamanan modular Anda berubah menjadi peta kegagalan yang tersebar.
Sisipan modular sangat baik ketika variasi produk tinggi dan tonase dihitung ulang untuk setiap pekerjaan. Mereka hanyalah bantalan mahal ketika bengkel menganggap setelan kemarin berlaku untuk paduan hari ini.
Jika sisipan Anda aus tidak merata, masalahnya bukan pada katalog sisipan.
Itu adalah jalur gaya.
Yang membawa kita pada friksi—si sabotase diam yang kebanyakan orang coba perbaiki dengan tekstur.
Pertimbangkan lembaran galvanis dengan sisa oli pabrik. Selama gerakan turun, lembaran merayap satu milimeter sebelum menggigit. Operator menyalahkan “bahan licin” dan memesan sisipan bertekstur dengan lapisan anti-slip.
Friksi bukan hanya kekasaran. Itu adalah luas kontak nyata di bawah beban. Sisipan bertekstur memang meningkatkan keterkuncian mekanis, ya—tetapi juga memusatkan tegangan kontak pada puncak asperiti. Di bawah tonase tinggi, puncak-puncak itu aus terlebih dahulu. Jika gaya penjepit dan dukungan pengukur belakang Anda kurang optimal, tekstur akan menutupi selip sementara sambil mempercepat keausan sisipan.
Bersihkan lembaran. Verifikasi tekanan penjepit. Konfirmasi penyelarasan pengukur belakang. Lalu putuskan apakah tekstur diperlukan.
Solusi anti-slip sesuai ketika kondisi permukaan tidak dapat dikendalikan—lembaran berminyak dari proses sebelumnya, bahan berlapis, tuntutan kosmetik tinggi dengan batas minimal penandaan yang diizinkan. Namun solusi itu harus disesuaikan dengan tegangan pembentukan sebenarnya. Jika kelebihan beban, lapisan menjadi saksi pengorbanan yang baru.
Pad, blok, film, sisipan, atau tekstur tidak pernah menjadi penghapus ajaib bagi distribusi gaya yang buruk. Itu adalah elemen terakhir dalam rantai yang dimulai dari pilihan paduan, geometri cetakan, dan tonase yang terkalibrasi.
Jika Anda memilih rekayasa permukaan sebelum memverifikasi jalur tekanan, Anda tidak sedang menyelesaikan masalah.
Anda menundanya.
Anda menginginkan cara sistematis untuk memverifikasi distribusi tekanan sebelum memesan satu kotak lagi pad premium.
Bagus. Karena sampai Anda memeriksa penyelarasan, pembentukan mahkota, dan paralelisme di bawah beban, Anda sedang mendiagnosis dengan mata tertutup.
Saya pernah berdiri di samping rem sepanjang sepuluh kaki di mana sudut pusatnya sempurna namun ujung-ujungnya menyimpang dua derajat. Semua orang menyalahkan pad. Pad-pad itu baru, berdurometer tinggi, cukup mahal untuk membuat bagian akuntansi gelisah. Namun komponen yang dikorbankan menyimpan cerita. Pola keausan lebih berat di sepertiga kiri, mengilap di tengah, hampir tidak terjamah di kanan. Itu bukan masalah material. Itu geometri yang mengaku.
Rekayasa permukaan berada di hilir. Geometri berada di hulu.
Jika Anda tidak memverifikasi bahwa rangka dan peluncur memberikan gaya secara merata di seluruh meja, setiap pad yang Anda pasang hanyalah kapur di ujung tongkat biliar yang bengkok. Jadi mari kita periksa lokasi kejadian dengan benar.
Lima seperseribu inci tidak menakuti kebanyakan orang.
Tapi seharusnya menakuti.
Perhitungan tidak mempedulikan tenggat waktu Anda. Pada meja sepanjang 120 inci, kemiringan 0,005 inci berarti satu sisi cetakan Anda menutup lebih dahulu. Sisi itu menerima beban terlebih dahulu. Uretan tidak berbagi beban seperti baja; ia tertekan di tempat terkena pukulan. Jadi sisi yang kontak lebih awal menanggung tonase yang tidak proporsional sampai sisa peluncur menyusul. Itu bukan peredaman. Itu kelebihan beban lokal.
Hipotetis, tapi realistis: kamu membentuk 5052 setebal 1/8 inci sepanjang delapan kaki. Perhitungan tonase menunjukkan 60 ton. Karena ketidaksejajaran, 30 inci di sisi kiri secara efektif menerima kontak terlebih dahulu dan menyerap lonjakan beban—mungkin tidak seluruh 60 ton, tetapi persentase tajam darinya—sebelum sisanya ikut terlibat. Lonjakan itu melampaui batas kelelahan tekan dari bantalan di zona tersebut. Setelah seminggu, bagian itu mengembang dan retak. Bagian lainnya tampak baik-baik saja.
Pajak pemula.
Rem CNC modern akan menandai penyimpangan sumbu Y yang lebih ketat dari sepersekian milimeter sepanjang langkah, dan memang seharusnya begitu. Jika nol mekanis-mu tidak tepat, jika pemandu aus, jika gibs-mu memiliki kelonggaran yang bisa kamu rasakan dengan ujung kuku, kamu tidak sedang menekuk secara merata. Kamu sedang mengikis umur di satu sisi setiap lapisan pengorbanan yang kamu pasang.
Dan ketika bantalan gagal secara tidak simetris, mesin baru saja memberitahumu di mana harus mencari.
Jadi mengapa beberapa meja menelan bantalan di tengah sementara ujung-ujungnya tetap awet?
Bayangkan meja panjang dengan beban berat.
Baja melentur. Rangka “bernapas”. Itu bukan cacat; itu fisika. Tanpa crowning—kompensasi ke atas yang disengaja pada meja atau ram—tengahnya melorot di bawah tonase. Bukaan dies secara efektif menyempit di sana. Lembaran logam mendapatkan tegangan pembentukan yang lebih tinggi di tengah dibanding di ujung.
Sekarang tambahkan bantalan lentur.
Bagian tengah terkompresi lebih keras karena menerima tekanan lebih tinggi. Seiring waktu, terbentuk lekukan aus di tengah bantalan sementara ujung-ujungnya masih tampak seperti baru dari pabrik. Operator menyebutnya “material batch buruk.” Aku menyebutnya defleksi yang tidak dikoreksi.
Mesin kelas atas dengan rangka kaku dan umpan balik sudut waktu nyata mengurangi drama ini. Mereka meminimalkan defleksi dengan sangat agresif sehingga crowning menjadi halus, kadang hampir tak terlihat dalam pekerjaan sehari-hari. Tapi rem yang lebih tua? Meja panjang lebih dari tiga meter? Crowning berbaji mekanis sangat berguna di sana karena mengimbangi lendutan dengan kompensasi kaku yang dapat diprediksi daripada drift hidrolik.
Bantalan tidak memperbaiki lendutan. Mereka menyesuaikan diri padanya.
Jika bagian tengah yang rusak terlebih dahulu, rangkanya sedang berbicara.
Namun inilah tantangannya: memeriksa crowning saat mesin diam hampir tidak memberi tahu apa pun tentang apa yang terjadi saat 100 ton menghantam meja.
Jadi bagaimana kamu mengukur kesetaraan (paralelisme)?
Sebagian besar bengkel memeriksa penyelarasan saat ram berhenti dan mesin diam.
Itu hanya separuh tempat kejadian perkara.
Di bawah beban, gesekan pada rel pemandu yang aus, pelumasan tidak merata, atau kelonggaran gib yang berlebihan dapat menyebabkan ram kehilangan paralelisme di tengah langkah. Aku pernah melihat rem yang tampak sejajar sempurna pada pengukur dial saat diam, lalu terpuntir sedikit di bawah tekanan pembentukan hingga membuat ujung-ujungnya meleset beberapa derajat. Operator menyalahkan crowning. Mereka menambah shim. Mereka mengganti bantalan.
Sementara itu, pelakunya yang sebenarnya adalah kelonggaran yang bisa kamu sisipkan feeler gauge 0,008 inci ke dalamnya di bagian gib.
Matematika tidak peduli dengan tenggat waktumu. Di bawah beban, vektor gaya bergeser. Jika satu pemandu macet, sisi berlawanan akan menanggung lebih banyak beban. Ram tidak turun sebagai bidang; ia turun sebagai kompromi antara gesekan dan gaya. Bantalanmu menjadi peredam kejut bagi kompromi itu.
Jadi kamu mengukur selama langkah kerja. Perjalanan penuh. Di bawah tonase yang representatif. Indikator dial di kedua ujung. Uji tekukan di sepanjang panjangnya. Bandingkan sudut pada jarak yang sama dari pusat. Kamu tidak mengejar kesempurnaan; kamu memetakan defleksi.
Karena begitu kamu melihat bagaimana mesin berperilaku saat bekerja, bukan saat berpose, kamu bisa memisahkan kebutuhan crowning yang nyata dari kelalaian perawatan ram.
Dan itu menimbulkan godaan yang terlalu sering saya lihat.
Jika tempat tidur tidak sepenuhnya sejajar, apakah bantalan yang lebih lembut merupakan penyangga yang cerdas—atau bensin di atas api?
Lembut terasa lebih aman.
Tidak.
Bantalan dengan durometer lebih rendah meningkatkan kelenturan. Kelenturan memperbesar perbedaan tekanan. Di mana gaya sedikit lebih tinggi, kompresi meningkat secara tidak proporsional. Itu mengubah geometri cetakan efektif secara lokal—V lebih sempit di sini, V lebih lebar di sana. Springback bervariasi di sepanjang panjang bagian. Sekarang kamu mengejar sudut dengan penyesuaian ram yang justru menutupi masalah distribusi yang sebenarnya.
Itu adalah kesombongan tonase—percaya bahwa kamu bisa memaksa keseragaman dari sistem yang tidak seragam.
Pada mesin yang sejajar sempurna dan terkena mahkota dengan benar, bantalan yang lebih lembut dapat melindungi permukaan tanpa merusak konsistensi. Pada mesin yang memiliki kemiringan atau kelendutan tersembunyi, bantalan menjadi penguat dosa geometris. Bantalan tidak menyamakan gaya; ia mengungkap di mana gaya tidak merata dengan gagal lebih cepat di sana.
Komponen pengorbanan tidak berbohong. Mereka berubah bentuk tepat di tempat sistemmu paling lemah.
Jadi sebelum kamu menentukan kekerasan, ketebalan, atau merek, kamu verifikasi jalur gaya: keselarasan di bawah beban, kompensasi crowning, kesejajaran sepanjang langkah kerja, kondisi pemandu, kelonggaran gib. Kamu memperlakukan pola keausan seperti bukti, bukan gangguan.
Karena setelah kamu memahami bagaimana pembunuh tak terlihat ini membentuk distribusi tekanan, pertanyaan berikutnya bukanlah bantalan mana yang harus dibeli.
Melainkan bagaimana menjalankan urutan diagnostik yang disiplin sebelum membeli apa pun.
Kamu menginginkan urutan yang tepat untuk memverifikasi keselarasan, crowning, dan kesejajaran di bawah beban sebelum membeli bantalan baru.
Bagus. Karena jika kamu mengganti bahan habis pakai sebelum memverifikasi jalur gaya, kamu tidak memperbaiki masalah—kamu membayar biaya untuk kesalahan yang sama.
Ini adalah forensik lantai bengkel. Bantalan adalah korban. Mesin adalah tersangka. Urutan penting karena setiap langkah menghapus satu tempat persembunyian bagi distribusi gaya yang buruk. Lewati urutan dan kamu akan menutupi satu kesalahan dengan kesalahan lain.
Berikut protokolnya.
Matematika tidak peduli pada tenggat waktu Anda.
Mulailah dengan gaya tekan aktual pada ram saat beban bekerja, bukan dengan angka pada stiker di sisi rangka, dan bukan dengan angka yang diprediksi perangkat lunak Anda. Kapasitas tonase terukur berlaku di sepanjang panjang yang terdistribusi, pada jarak tertentu dari penyangga. Ubah lebar cetakan, ubah panjang tekukan, fokuskan beban, dan keadaan tegangan sebenarnya pun berubah.
Pasang sensor gaya yang terkalibrasi atau verifikasi sel beban yang sudah ada. Lima menit data nyata pada tekukan representatif lebih berharga daripada dua puluh menit uji tekuk dan perkiraan. Saya pernah melihat mesin memberikan output 15 persen lebih tinggi karena penyetelan nol yang melenceng. Saya juga pernah melihat mesin lain melaporkan beban lebih rendah padahal sedang membebani bagian tengah meja dengan keras.
Jika perhitungan Anda menunjukkan kebutuhan 60 ton dan sensor Anda menunjukkan 72 ton pada puncaknya, itu bukan kesalahan pembulatan. Itu adalah beban berlebih yang terkonsentrasi di suatu tempat.
Dan jika Anda tidak mempercayai sensor, buktikan dengan uji tekukan baja lunak terkontrol dan bandingkan antara sudut serta prediksi pegas balik. Rem modern dapat melakukan koreksi hingga setengah derajat dalam hitungan pecahan detik—jika sensornya memberikan data yang akurat.
Mengapa memulai dari sini?
Karena setiap pemeriksaan perataan dan pembentukan lengkung (crowning) yang Anda lakukan setelahnya bergantung pada pengetahuan tentang beban yang benar-benar Anda berikan. Jika Anda mendiagnosis geometri berdasarkan data yang salah, kesimpulan Anda juga akan melenceng.
Jadi, setelah Anda yakin dengan tonase yang digunakan, gaya tersebut bekerja melalui geometri seperti apa?
Sebelum Anda menyentuh kunci pas, pastikan bukaan cetakan dan jari-jari punch sesuai dengan material yang sedang digunakan di lantai produksi—bukan material dari pekerjaan minggu lalu.
Cetakan V yang sempit tidak hanya “meningkatkan tonase.” Itu meningkatkan tekanan lokal secara eksponensial karena area kontak menyusut sementara kebutuhan momen tekuk tetap bergantung pada ketebalan dan kekuatan tarik. Itulah sebabnya mesin yang secara aman dirancang untuk beban panjang yang terdistribusi dapat mengalami tegangan berlebih pada bagian tengah sepanjang 24 inci.
Inilah saatnya “kesombongan tonase” mulai muncul. Bengkel sering membanggakan diri mampu bekerja mendekati kapasitas maksimum tanpa mempertimbangkan apakah beban tersebut terbagi rata di sepanjang meja atau terfokus seperti pahat.
Validasi tiga hal:
Jika perangkat lunak telah menghitung sebelumnya dengan akurasi ±2 persen, bagus. Gunakan itu. Tetapi pastikan bahwa data masukan mencerminkan kondisi nyata. Ganti 5052 dengan stainless dan tetap gunakan perkakas yang sama, maka prediksi “akurat” Anda menjadi fiksi.
Setelah geometri cetakan benar, Anda telah menentukan kondisi beban yang diinginkan.
Sekarang Anda perlu menanyakan: apakah mesin memberikan beban tersebut secara merata dari ram ke meja kerja?
Di sinilah kebanyakan bengkel berhenti berpikir dan mulai menambahkan shim.
Periksa keselarasan saat mesin diam jika Anda ingin pemanasan. Lalu periksa saat ada beban jika Anda ingin kebenarannya. Indikator di kedua ujung. Tonnase yang representatif. Langkah penuh. Perhatikan transisi dari pendekatan cepat ke kecepatan pembentukan—di sinilah puntiran tersembunyi muncul.
Lihat jarak bebas gib. Pola keausan yang tidak merata. Pelumasan panduan. Pengaturan penyesuaian mekanis dibandingkan dengan defleksi aktual pada meja. Baja melengkung; itu hukum fisika. Pertanyaannya adalah apakah kompensasi Anda sesuai dengan kasus beban Anda.
Jika bagian tengah melengkung lebih banyak daripada kompensasi penyesuaian, maka cetakan akan menyempit di sana saat diberi tekanan. Jika satu panduan macet, sisi berlawanan menerima lebih banyak beban. Bantalan Anda menjadi lapisan elastis yang menyerap ketidaksimetrian itu.
Namun komponen yang dikorbankan menceritakan kisah. Lekukan di tengah? Mungkin karena lendutan yang tidak dikoreksi. Sudut yang hancur di salah satu ujung? Kemiringan ram atau gesekan panduan yang tidak merata.
Anda tidak sedang mengejar titik nol yang sempurna. Anda sedang memetakan bagaimana gaya berpindah dari silinder ke lembaran ke meja.
Begitu jalurnya lurus dan dapat diprediksi, barulah pemilihan bantalan menjadi masuk akal.
Sekarang—dan hanya sekarang—Anda memilih bantalan.
Kekerasan, ketebalan, dan modulus tekan harus sesuai dengan distribusi tekanan yang sudah diketahui dan terverifikasi. Bantalan yang lebih lembut dalam sistem yang tidak lurus akan memperbesar ketidakonsistenan. Bantalan yang lebih keras dalam sistem yang kelebihan beban akan gagal lebih cepat dan lebih dramatis.
Anggap bantalan seperti sekering. Anda menentukan ukuran sekering setelah mengetahui tegangan dan arus rangkaian, bukan sebelumnya.
Jika tonnase Anda sudah dikalibrasi, geometri cetakan akurat, dan jalur gaya sudah dipetakan saat beban diterapkan, pemilihan bantalan menjadi sederhana: melindungi hasil permukaan, menyerap variasi kecil, menjaga konsistensi sudut. Ini keputusan penyelesaian, bukan keputusan struktural.
Dan perubahan waktu itu adalah inti dari semua ini.
Karena pertanyaan sebenarnya tidak pernah tentang urethane.
Selama tiga puluh tahun saya melihat bengkel berdiri di depan mesin tekuk sepuluh kaki, menatap bantalan yang rusak seolah benda itu menghianati mereka.
Tidak demikian.
Bantalan itu menjalankan tugasnya—mengorbankan diri di tempat sistem Anda paling lemah. Ketika Anda mengikuti urutan ini, Anda berhenti menganggap keausan sebagai hal acak dan mulai membacanya sebagai data. Tonnase terverifikasi. Geometri tervalidasi. Jalur gaya diamati saat beban diterapkan. Baru setelah itu pemilihan material masuk ke pembahasan.
Bagian yang tidak terlihat jelas adalah ini: kegagalan bantalan jarang menjadi titik keputusan pertama dalam sistem. Itu adalah pos pemeriksaan terakhir sebelum hukum fisika menagih utangnya.
Jadi satu hal yang Anda bawa ke depan itu sederhana dan tidak nyaman.
Sebelum Anda bertanya apa yang harus diganti, tanyakan jalur apa yang sebenarnya dilalui gaya Anda.


















