

Ao meio-dia, as novas almofadas de poliuretano já estavam marcadas com cicatrizes brilhantes em forma de crescente. Travão de dez pés. Aço macio de um quarto de polegada. Ferramentas novas aparafusadas às 7 da manhã, confiança em alta. No segundo turno, o operador já resmungava sobre “mais um lote defeituoso”.”
Mesmo deslizamento. Mesmo desvio de ângulo. Almofadas diferentes.
Quando uma almofada nova falha em poucas horas, não se trata de azar. Trata-se de uma cena de crime. A questão não é “qual fornecedor cometeu o erro?”, mas sim “o que, no caminho da força, acabou de assassinar mais uma peça de sacrifício?”
Já vi oficinas a tratar as almofadas como fusíveis. Algo desliza, os ângulos desviam-se, o material cede — então trocam o material macio e chamam-lhe manutenção. Parece uma decisão firme. Custa menos do que o tempo de paragem. E evita a possibilidade incómoda de que a própria máquina te está a mentir.
Mas os componentes de sacrifício contam histórias. Quando se desgastam gradual e uniformemente, é a abrasão a fazer o seu trabalho honesto. Quando se fendem, esmagam, vitrificam ou delaminam em manchas, é concentração de carga, erro de temporização ou desalinhamento a falar através da borracha e do aço. Ciência forense do chão de fábrica.
Então, como distinguir entre uma almofada que viveu a sua vida e outra que foi executada?
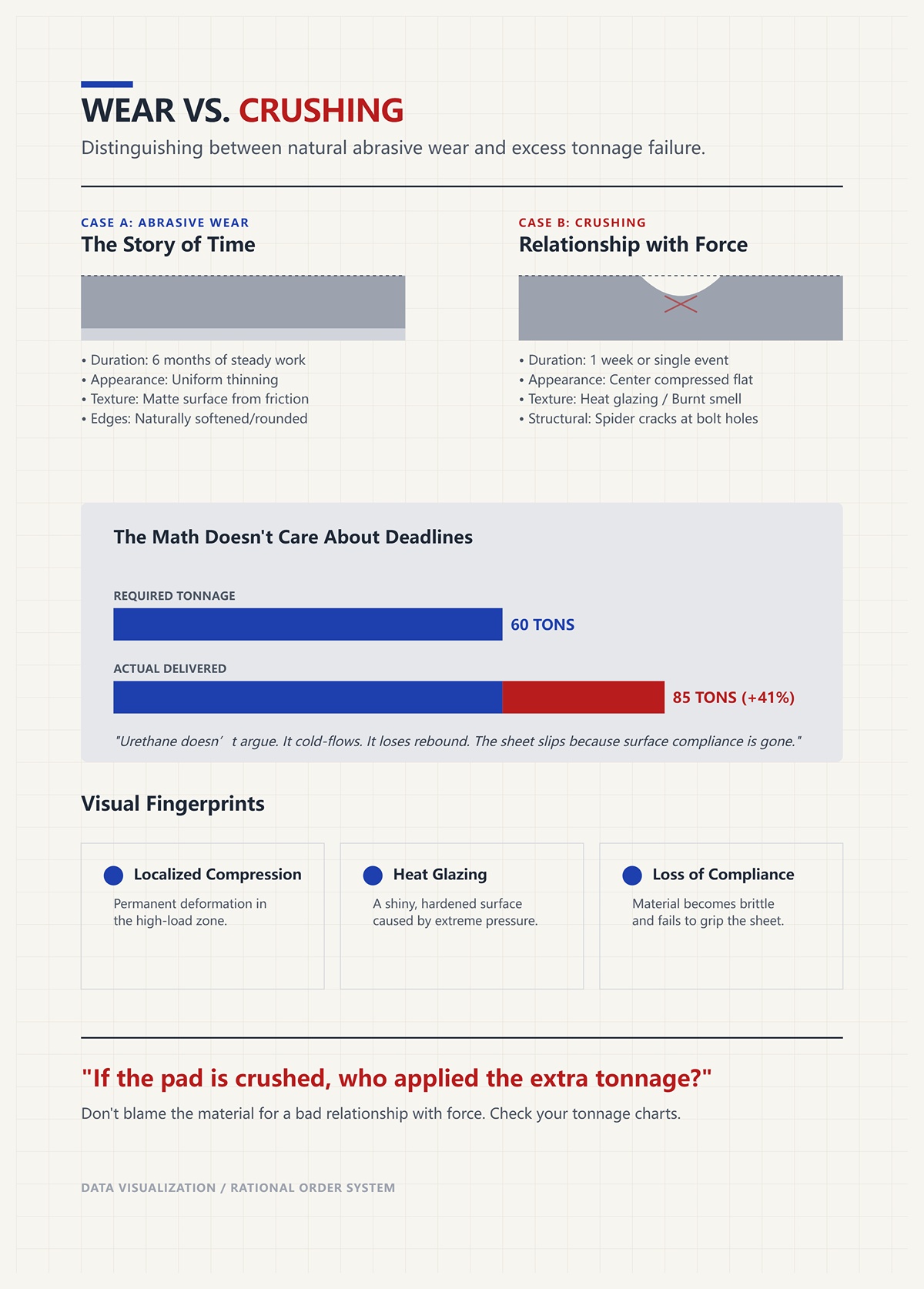
Retira uma almofada que tenha feito seis meses de trabalho constante. Verás um afinamento uniforme. Bordas suavizadas. Superfície mate devido à fricção. Isto é desgaste abrasivo — material sacrificado lentamente, como planeado.
Agora retira uma após uma semana e encontra o centro comprimido e achatado como uma moeda, as bordas ainda elevadas, talvez até fissuras em torno dos orifícios dos parafusos. Isso não é desgaste. É esmagamento.
A matemática não se preocupa com o teu prazo. Se a tua dobra requer 60 toneladas e estás a aplicar 85 porque a tua tabela de tonelagem não foi atualizada para a espessura real do material, a almofada absorve o excesso. O poliuretano não discute. Deforma-se a frio. Perde elasticidade. No ciclo seguinte, a chapa desliza porque a superfície já não tem conformidade.
A tonelagem excessiva deixa impressões digitais: compressão localizada, vitrificação pelo calor, às vezes um leve cheiro a queimado. A abrasão conta uma história de tempo. O esmagamento fala de uma má relação com a força.
Se a almofada está esmagada, quem aplicou a tonelagem extra?

Já vi três reincidentes.
Primeiro: inclinação do êmbolo durante a transição da aproximação rápida para a velocidade de conformação. A chapa toca primeiro de um lado, a pressão aumenta localmente e a almofada deforma-se de forma desigual. Para o operador, a peça desliza. Para a almofada, é um ataque unilateral. A causa é o tempo de válvulas ou o desfasamento de sincronização, não o material de fricção.
Segundo: retorno do ângulo fora de calibração. As prensas modernas podem corrigir até meio grau em frações de segundo — se os sensores disserem a verdade. Após uma atualização de software ou uma calibração ignorada, a máquina dobra demais, compensa, sobrecompensa. A almofada sofre cargas flutuantes que parecem aleatórias. Culpa-se a aderência. O verdadeiro culpado é um circuito de controlo a procurar no escuro.
Terceiro: descida lenta ou inconsistente por problemas hidráulicos — baixo nível de óleo, guias desgastadas, uma válvula de enchimento presa. Um sintoma, meia dúzia de causas mecânicas. A chapa move-se microscopicamente antes do engate total, e obténs aquele brilho característico na face da almofada. O erro de principiante é encomendar material de fricção antes de verificar o nível de óleo e a verticalidade das guias.
Quando três erros diferentes da máquina podem produzir o mesmo “deslizamento”, porque presumir que a peça macia é a culpada?
Um catálogo chama-lhe universal: um composto, ampla gama de durezas, adapta-se a múltiplas matrizes. Perfeito para suportes agrícolas.
Agora coloque essa mesma almofada sob peças aeroespaciais de tolerância apertada, com ligas mistas no mesmo turno. Alumínio de 1/8 de polegada de manhã, aço de alta resistência depois do almoço. Retorno elástico diferente. Tonelagem necessária diferente. Energia superficial diferente contra a almofada.
Material uniforme num ambiente de força variável é uma aposta.
Se afinar precisamente a tonelagem e o alinhamento para cada trabalho, pode usar uma especificação de almofada mais ampla em segurança. Se não o fizer, está a pedir a uma só dureza e espessura que perdoe todos os atalhos de configuração. Não vai acontecer. O trabalho de alta precisão expõe o mito porque a margem de erro é mais fina do que a própria almofada.
Portanto, quando uma almofada “universal” continua a falhar apenas em certos trabalhos, será realmente universal — ou será o seu processo que não é?
Digamos que um conjunto de almofadas custa algumas centenas de dólares e uma hora de trabalho para trocar. Decisão fácil. Decisão difícil são duas horas com um relógio comparador, verificação de pressão, recalibração de sensores e um teste a seco sem material.
Uma opção parece produtiva. A outra parece admitir que o problema pode ser você.
Mas quando as falhas se acumulam — múltiplas almofadas em diferentes trabalhos num mês — isso não é desgaste aleatório. Isso é desvio de processo. Em fábricas que monitorizam a integridade das almofadas a montante, os defeitos surgem em lotes porque o ciclo de prensagem saiu das especificações. A mesma lógica aplica-se aqui. Morte repetida das almofadas raramente é coincidência.
Cada substituição sem diagnóstico é apenas reiniciar o cronómetro da contagem decrescente. Está a pagar em poliuretano em vez de atenção.
E se o mau uso da força continuar a escrever a mesma história em almofadas novas, o que acontece quando finalmente colocarmos os números de tonelagem sob uma luz?
Na primavera passada, eu estava diante de uma quinadeira de três metros classificada para 150 toneladas, olhando para uma almofada que tinha estado em serviço durante nove dias. O centro estava esmagado e achatado, as bordas intocadas, os furos dos parafusos começavam a ovalizar. O operador jurava que o trabalho estava “bem dentro da capacidade”. Aço A36 de 1/4 de polegada sobre uma matriz em V de 2 polegadas.
No papel isso dá 19,7 toneladas por pé. Ao longo de três metros, 197 toneladas. A matemática não se importa com o seu prazo. Já estava 47 toneladas acima da classificação da máquina antes sequer de atingir o fundo.
Mude para uma matriz em V de 3 polegadas e a força exigida cai para 13,9 toneladas por pé — 139 toneladas no total. Mesmo material. Mesmo comprimento. Largura da matriz diferente. Agora está dentro do limite da máquina e a almofada tem uma vida normal.
É assim que se verifica a tonelagem antes de esmagar outro inserto: calcule a força por pé para a espessura e a abertura em V reais, multiplique pelo comprimento real da dobra e compare com a capacidade nominal ao longo da extensão de trabalho. Não pelo autocolante de lado. Pela carga distribuída ao longo da bancada.
Porque se a tonelagem necessária exceder a classificação da quinadeira ou o limite de compressão da almofada, a falha não é uma possibilidade. É um cronograma.
E a maioria das oficinas nem sequer faz os cálculos dessa forma.
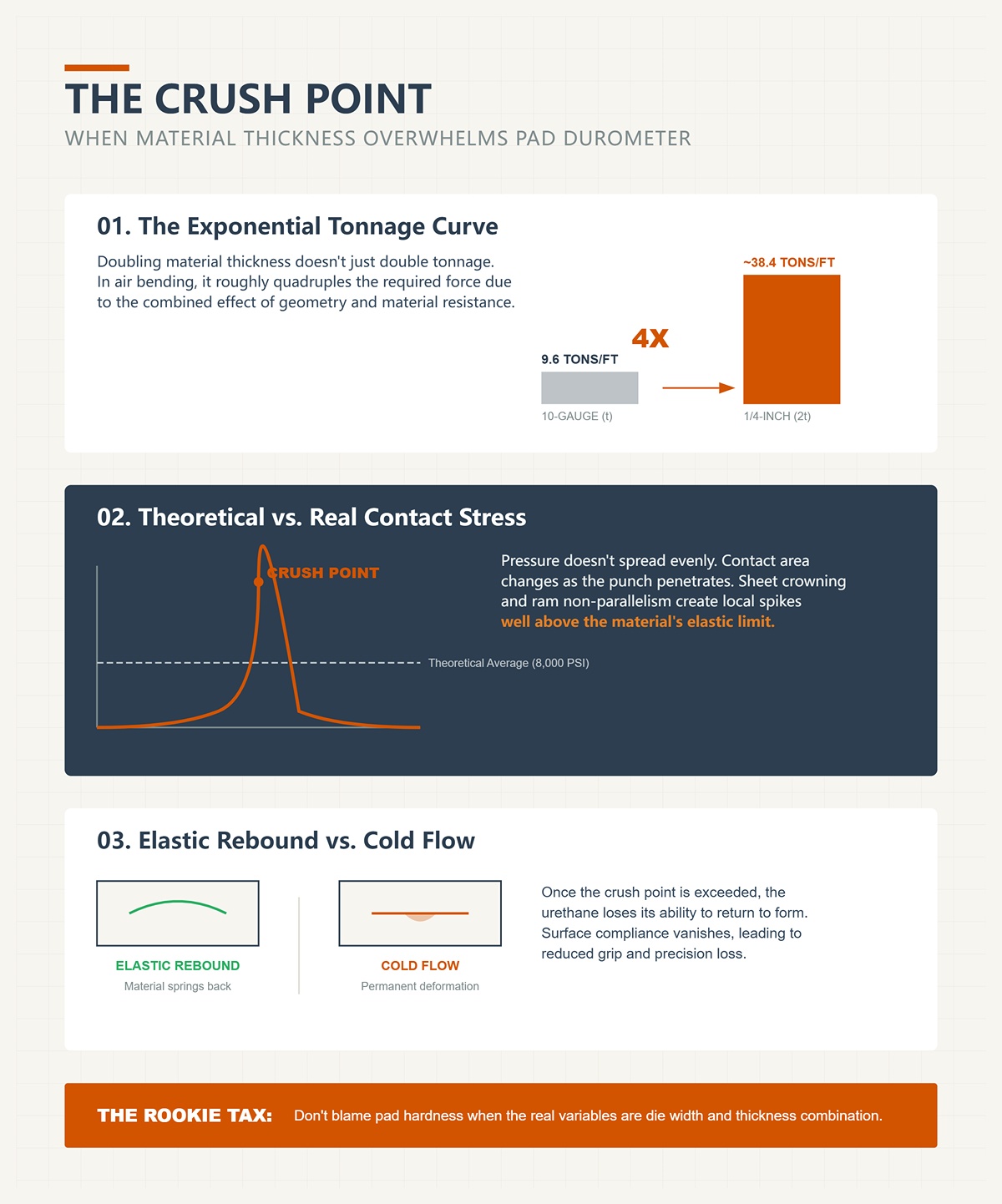
Vi uma oficina passar de chapa de 10-gauge para 1/4 de polegada e presumir que a tonelagem “sobe um pouco”. Não sobe. Dobrar a espessura aumenta aproximadamente quatro vezes a tonelagem necessária em dobra ao ar. É a geometria e a resistência do material a atuarem em conjunto.
Se o calibre 10 precisar de cerca de 9,6 toneladas por pé sobre um V de 1 polegada, e duplicares a espessura, não chegas às 19. Estás mais próximo de quatro vezes a demanda original, dependendo da largura da matriz. Essa é a curva.
Agora imagina uma almofada de poliuretano teoricamente classificada com uma resistência à compressão de 8.000 psi. Colocas 197 toneladas ao longo de dez pés e assumes que a carga se distribui de forma uniforme. Não se distribui. A área de contacto muda à medida que o punção penetra, especialmente se a chapa estiver encurvada ou se o êmbolo não estiver perfeitamente paralelo. A pressão local dispara muito acima da média.
Esse pico é o teu ponto de esmagamento. Não quando o catálogo diz que a almofada “deveria” falhar. É quando a tensão real de contacto ultrapassa a capacidade do material de recuperar elasticamente. A partir daí, o poliuretano flui a frio. Não recupera. No ciclo seguinte, a aderência diminui porque a conformidade da superfície desapareceu.
E aqui está a armadilha: culpas a dureza da almofada quando a verdadeira variável era a combinação entre a largura da matriz e a espessura. Imposto de principiante.
Mas mesmo que a tua tonagem esteja tecnicamente “dentro da capacidade”, porque é que algumas almofadas ainda saem da posição?
Vi um operador aumentar a tonagem em 10% porque uma chapa escorregou durante a conformação. A sua lógica era simples: mais força, mais aderência.
Sob pressão moderada, o poliuretano deforma-se apenas o suficiente para se ajustar às irregularidades da superfície. Isso aumenta a área de contacto real e o atrito. Se ultrapassares um certo ponto, comprimes em excesso a camada superficial. Ela endurece localmente, torna-se mais lisa, por vezes até vitrifica com calor. Agora a área de contacto real diminui.
Aumentaste a pressão nominal mas reduziste o atrito efetivo.
Adiciona uma ligeira inclinação do êmbolo — um lado a contactar milissegundos antes do outro — e crias um componente de força lateral. A almofada, agora excessivamente comprimida e menos complacente, não consegue absorvê-la. A chapa “desloca-se”. O operador aumenta ainda mais a tonagem. A almofada morre mais depressa.
Mas os componentes sacrificiais contam histórias. Quando vês riscos polidos numa direção, isso não é desgaste aleatório. É cisalhamento lateral sob carga normal excessiva.
Então, se a pressão sozinha não é toda a história, o que acontece quando a matriz em si concentra força onde nenhum polímero pode sobreviver?
Pega nessa mesma chapa de A36 de 1/4 de polegada. Sobre uma matriz em V de 1,5 polegada, a tonagem necessária salta para aproximadamente 30 toneladas por pé. Ao longo de dez pés, isso dá 300 toneladas. O dobro da capacidade da nossa prensa de 150 toneladas.
Agora imagina que não estás a usar o comprimento total. Estás a dobrar três pés no centro. A máquina continua a exercer força através da porção central do êmbolo. A carga por pé dispara localmente, e estás sob 60% do vão lateral, onde as características de deflexão mudam. A flexão da estrutura desloca a carga para o centro.
O que o gráfico chamava de “aceitável” para uma dobra em toda a extensão torna-se abusivo numa dobra curta e centralizada. É assim que se obtêm almofadas esmagadas no meio enquanto as extremidades parecem novas.
O “bottoming” multiplica a agressão. Pode exigir cerca de quatro vezes a tonagem de “air-bend”. O “coining” pode exigir dez vezes. Se confundires uma configuração de “bottoming” com a tonagem de dobra em ar e deixares a almofada no lugar, acabaste de assinar o seu certificado de óbito.
Isto não tem a ver com possuir uma prensa grande. Ter capacidade em excesso raramente prejudica as almofadas, porque só aplicas o que o trabalho requer. O verdadeiro perigo está em matrizes subdimensionadas em máquinas subdimensionadas, a perseguir raios apertados e a pagar em poliuretano.
Então, quando retiras uma almofada deformada, como a lês como prova em vez de lixo?
Uma almofada esmagada uniformemente ao longo do seu comprimento indica-me que ultrapassaste a tonelagem global. Todo o sistema estava sobrecarregado. Isso é um erro matemático simples.
Uma almofada esmagada apenas no centro indica-me uma sobrecarga localizada — dobras curtas, V estreito ou deflexão da estrutura a concentrar força no meio do vão.
Compressão diagonal? Inclinação do êmbolo ou sincronização hidráulica desigual.
Superfície vitrificada pelo calor com compressão mínima? Pressão excessiva a perseguir fricção, provavelmente combinada com ligeiro movimento do material.
Os travões modernos podem corrigir em menos de meio grau em frações de segundo — se os sensores disserem a verdade. Se o retorno do ângulo estiver a desviar-se, o sistema de controlo pode estar a aumentar a tonelagem para atingir um ângulo-alvo que nunca esteve errado. A almofada absorve a correção.
Isto é perícia de chão de fábrica. Não se começa encomendando insertos mais duros. Começa-se por recalcular a tonelagem por pé, verificar a largura da matriz em função da espessura, conferir o comprimento real da dobra com o vão nominal e confirmar o método de conformação — dobra no ar, de fundo ou por cunhagem.
Porque, uma vez que a tonelagem aplicada excede o que a almofada e a estrutura podem distribuir em segurança, o inserto deixa de ser o elo fraco.
É a testemunha.
Queres um processo de verificação pré-trabalho repetível que evite falhas da almofada antes da primeira dobra?
Começa por assumir que a almofada é inocente.
Depois de verificares a tonelagem por pé, a relação largura da matriz/espessura, o comprimento da dobra em relação ao vão nominal e de confirmares que estás a dobrar no ar — e não inadvertidamente de fundo —, a variável seguinte não é “almofada mais dura”. É a própria chapa. Porque as almofadas de travão de prensa são componentes sacrificiais de um sistema mecânico maior, e esse sistema inclui a metalurgia que se encontra entre o punção e a matriz. Ignora isso, e não estarás a resolver falhas — estarás a agendá-las.
A matemática não se importa com o teu prazo. O aço inoxidável e o alumínio podem ter a mesma espessura, o mesmo ângulo de dobra, a mesma ferramenta — e exigir trajetórias de força completamente diferentes. Se a tua lista de verificação de processo termina em “máquina e matriz parecem corretas”, só limpaste metade da cena do crime.
Então, o que faz o material à tua almofada que a almofada não consegue desfazer?
Dobra alumínio 5052 de 1/8 de polegada o dia todo sobre um V moderado, e uma almofada de poliuretano de dureza média comporta-se como um herói. Adapta-se, aumenta a área real de contacto, estabiliza a chapa. Obténs dobras limpas e marcações mínimas.
Substitui por aço inoxidável 304 com a mesma espessura e geometria, e de repente a almofada começa a polir, vitrificar, talvez até a deslocar-se.
Isso não é humor. É metalurgia.
O alumínio cede cedo e flui. O inox resiste, encrua e exige maior tensão de conformação para a mesma geometria. Maior tensão de conformação significa maior força de reação de volta sobre a almofada. Mesmo que a tua tonelagem global esteja dentro da capacidade, a pressão de contacto na interface punção-almofada aumenta porque o inox não “cede” com tanta facilidade.
O poliuretano prospera com deformação controlada. O inox força-o mais rapidamente até ao seu limite de compressão. Culpa a almofada e estarás a pagar o imposto de principiante por metalurgia mal compreendida.
Mas a resistência não é toda a história. O aço inoxidável também tem um retorno elástico mais forte.
O que significa que a luta não é apenas durante o curso descendente.
O retorno elástico é a recuperação depois da descarga. Todo o material tem memória. O inox tem uma memória longa.
No dobramento no ar, dobra-se intencionalmente em excesso para compensar essa recuperação. A elasticidade da almofada pode ajudar a estabilizar a chapa durante a conformação, mas não pode eliminar a deformação elástica armazenada no metal. Se o inox quiser abrir dois graus, vai abrir — a menos que alteres a geometria ou o método.
Aqui está a parte desconfortável: reduzir a abertura da matriz em V, por exemplo, de uma relação largura-espessura de 12:1 para 8:1, pode reduzir drasticamente o retorno elástico, independentemente do material da almofada. A dobra por contacto (bottom bending) reduz ainda mais, porque estás a forçar mais deformação plástica na zona de dobra. A geometria vence o polímero.
Portanto, se estás a pedir a uma almofada de poliuretano que “segure” o inox no ângulo enquanto usas uma matriz em V larga concebida para alumínio, estás a pedir à elasticidade que combata a memória do material. Essa luta não pode ser vencida por muito tempo.
A almofada comprime-se. A chapa ainda abre. O operador aumenta a tonelagem. Agora estás novamente a esmagar um componente sacrificial para compensar uma escolha de geometria.
E quando isso não corrige o ângulo, qual é o próximo instinto?
Almofada mais dura.
O durómetro é uma medida de dureza em elastómeros. Número mais alto, almofada mais rígida.
Parece lógico: o inox é mais resistente, portanto usa-se uma almofada mais resistente.
A matemática não se importa com a tua lógica.
Uma almofada mais dura deforma-se menos sob carga. Menos deformação significa menos área real de contacto entre a almofada e a chapa. O atrito não escala linearmente com a pressão nominal; depende do microcontacto real. Quando se torna a interface mais rígida, reduz-se a conformidade. Agora a chapa é mais propensa a microdeslizamento durante o curso.
O microdeslizamento manifesta-se como ângulos de dobra inconsistentes.
Aqui está o detalhe que a maioria das oficinas ignora: uma almofada mais dura pode aumentar o pico de tensão de contacto, porque a carga é distribuída sobre menos pontos de contacto microscópicos. Essa tensão local pode aproximar o material do seu limite elástico durante a conformação, aumentando a variabilidade no retorno elástico. A tua configuração “mais forte” produz dobras mais suaves e menos repetíveis.
Vaidade da tonelagem encontra vaidade do durómetro.
E se o teu sistema hidráulico tiver até uma ligeira instabilidade — ar aprisionado, válvulas lentas — essa almofada mais rígida transmite essas oscilações de força diretamente para a chapa em vez de as amortecer. O que parece “almofada demasiado macia” era, na verdade, um sistema que precisava de alguma conformidade para se manter estável.
Portanto, a dureza não é uma melhoria universal. É um parâmetro de afinação dentro de um sistema de forças.
O que deixa um sabotador silencioso a mais.
Pode calcular a tonelagem. Pode escolher a largura da matriz. Pode combinar o duómetro com a liga.
Depois alguém limpa a chapa com o óleo errado.
Lubrificantes leves de conformação, óleos de laminação, até mesmo refrigerante residual alteram o coeficiente de atrito na interface entre almofada e chapa. Não um pouco. O suficiente para que a conformidade cuidadosamente selecionada deixe de se traduzir em aderência. A chapa desliza durante o curso descendente, e a almofada apresenta polimento lateral. Culpa-se a elasticidade.
Mas os componentes sacrificiais contam histórias.
Se o padrão de desgaste for suave e direcional sem compressão profunda, começo por verificar o estado da superfície, o desgaste dos dedos do batente traseiro e a força de fixação antes de sequer ligar ao fornecedor da almofada. A aderência mecânica presume contacto limpo. Filmes químicos reescrevem essa suposição.
E aqui está a verdade silenciosa: nenhuma almofada compensa uma interface escorregadia combinada com fixação marginal. Isso não é um problema de elastómero. É controlo de processo.
Por isso o seu processo repetível de verificação antes do trabalho não pode parar nos gráficos de tonelagem e na seleção de matrizes. Deve incluir o grau do material, a têmpera, o retorno elástico esperado, a relação V escolhida, o duómetro da almofada e o estado da superfície — verificados antes do primeiro ciclo.
Porque, uma vez aceite que as almofadas operam dentro de um sistema de material, a verdadeira questão não é “Qual é a almofada mais forte?”
É qual almofada pertence a esta combinação exata de liga, geometria, força e estado de superfície.
Um supervisor uma vez entregou-me dois blocos de uretano esmagados e perguntou qual “marca” eu preferia. Ambos tinham falhado em menos de duas semanas. Um estava abaulado ao centro. O outro dividido limpidamente ao longo de uma aresta. Mesma prensa. Mesmo operador. Trabalhos diferentes.
Esse é o seu quadro de referência antes do trabalho, se souber interpretá-lo.
A matemática não se importa com o seu prazo. Antes de escolher a engenharia de superfície — bloco, película, inserto, textura — deve fixar quatro variáveis: tonelagem de conformação calculada para a liga e espessura, abertura V selecionada e método (ar vs. assentamento), coroamento e paralelismo da máquina, e estado de superfície da chapa. Só depois de o caminho da pressão estar disciplinado é que se escolhe o que fica entre o punção e a matriz. Caso contrário, está a pagar imposto de principiante por vaidade de tonelagem e a chamar-lhe “almofadas premium”.”
As soluções de superfície não corrigem a distribuição de pressão. Apenas se comportam de forma previsível dentro dela.
Então, qual pertence a que situação?
Imagine tampas de alumínio 5052 de 3 mm, face cosmética virada para fora, 2.000 peças por turno. A oficina quer zero marcas visíveis. Introduzem um bloco sólido de matriz em uretano e fazem a dobra a ar. As peças ficam impecáveis. O indicador de tonelagem mostra valores mais baixos do que com aço. Todos relaxam.
O uretano é elástico. Deforma-se, aumentando a área de contacto e reduzindo o pico de tensão de contacto. É por isso que a tonelagem necessária frequentemente desce em comparação com matrizes em V de aço para a mesma geometria nominal. A carga distribui-se através do polímero em vez de se concentrar nos dois ombros da matriz.
Mas aqui está o problema que já vi mais do que uma vez: o poliuretano não é aço. Sob ciclos repetitivos de alto volume, especialmente com dobras mais profundas, ele sofre deformação lenta e fadiga. As oficinas que dobram chapa laminada a frio de 12 gauge em blocos de ureia aprendem isso rapidamente — os blocos ganham brilho, comprimem-se permanentemente e depois racham. As matrizes de aço podem durar décadas nesse serviço. O poliuretano não.
E a química importa. Trocar um poliuretano à base de TDI, mais flexível, por um tipo MDI, mais rígido, sem recalcular a deflexão e o comportamento de cura pode transformar uma solução de amortecimento numa solução frágil. Já vi blocos lascarem nos cantos porque a “melhoria” era demasiado rígida para a deformação que estavam a absorver. Não é um bloco mau. É uma elasticidade desajustada a amplificar um erro de calibração de tonelagem.
Alto volume e poliuretano podem coexistir — mas só quando a profundidade da dobra, o limite de escoamento do material e a frequência de curso estão dentro do limite de fadiga do bloco. Isso requer conhecer a sua força real de conformação, não o que diz a placa de identificação.
Se o bloco está a esmagar-se no centro, pergunte-se por que é que a sua pressão atinge o pico ali.
Agora mude de cenário. Aço inoxidável 304 fino, 1,5 mm, tolerância angular apertada — mais ou menos meio grau — e um acabamento escovado que não pode ser marcado. A equipa escolhe um filme sintético de dobra entre a chapa e a matriz.
Na primeira execução, os ângulos saem demasiado dobrados, quase um grau a mais. O operador aumenta o curso do martelo. A inconsistência começa a aparecer.
O que mudou? A espessura.
Um filme de 0,8 mm reduz efetivamente a abertura do V. Se estava a utilizar um V de 16 mm para material de 3 mm, adicionar esse filme altera a geometria. A chapa passa a ver uma largura de matriz menor, aumentando a tensão de conformação e reduzindo o retorno elástico. Se não ajustar para isso, não está a “proteger a superfície”. Está a alterar a distribuição de pressão e a fingir que não.
A matemática não se importa com o seu prazo.
Os filmes brilham quando a precisão é mais importante do que o amortecimento. Acrescentam uma complacência mínima em comparação com blocos sólidos de poliuretano, por isso a repetibilidade do ângulo pode ser mais apertada — desde que se recalcule a largura efetiva da matriz e a tonelagem. Ignorar isso, e o filme torna-se uma variável oculta que distorce o percurso da força. Pressionar em excesso para corrigir o ângulo através de um filme é apenas uma forma mais silenciosa de sobrecarga.
Por isso, os filmes exigem disciplina. Não são uma proteção de encaixe direto. São modificadores de geometria.
O que leva a questionar como é que os sistemas de “mudança rápida” se comportam quando a espessura e as empilhagens variam a meio do turno.
Já vi uma oficina trocar de suportes de aço macio para peças de liga de alta resistência em menos de dez minutos usando inserções modulares de poliuretano. Rápido. Limpo. Impressionante.
No final da semana, as inserções mostravam desgaste desigual — esmagadas no terço esquerdo da mesa.
A mudança rápida só é rápida se a geometria da máquina for precisa. Os sistemas modulares dependem de um encaixe consistente e de uma fixação uniforme. Alguns milésimos de desalinhamento ao longo de uma mesa longa significam que o conjunto das inserções está a suportar carga desigual. Ao contrário de uma matriz monolítica, as inserções segmentadas transmitem esse desequilíbrio através de compressão diferencial.
Mas os componentes sacrificiais contam histórias.
Quando apenas certos módulos colapsam primeiro, isso é a forense do chão de fábrica a apontar para inclinação do martelo, compensação de coroa deficiente ou desgaste desigual da mesa. Travões modernos podem corrigir dentro de meio grau em frações de segundo — se os sensores estiverem a dizer a verdade. Se não estiverem calibrados, a sua conveniência modular torna-se num mapa distribuído de falhas.
As inserções modulares são excelentes quando a variedade de produtos é elevada e a tonelagem é recalculada para cada trabalho. São um enchimento caro quando as oficinas assumem que a configuração de ontem serve para a liga de hoje.
Se as suas inserções estão a envelhecer de forma desigual, o problema não está no catálogo de inserções.
É o caminho da força.
O que nos leva ao atrito — o sabotador silencioso que a maioria tenta corrigir com textura.
Considere uma chapa galvanizada com óleo residual de laminação. Durante o curso descendente, a chapa desliza um milímetro antes de agarrar. O operador culpa o “material escorregadio” e encomenda inserções texturadas com revestimento antiderrapante.
O atrito não é apenas rugosidade. É a área real de contacto sob carga. Uma inserção texturada aumenta o encaixe mecânico, sim — mas também concentra a tensão de contacto nos picos das asperezas. Sob alta tonelagem, esses picos desgastam-se primeiro. Se a força de aperto e o suporte do gabarito posterior forem marginais, a textura mascara temporariamente o deslizamento enquanto acelera o desgaste da inserção.
Limpe a chapa. Verifique a pressão da braçadeira. Confirme o alinhamento do gabarito posterior. Depois decida se a textura é necessária.
As soluções antiderrapantes são adequadas quando a condição da superfície não pode ser controlada — chapas oleadas provenientes de processos anteriores, materiais revestidos, exigências cosméticas elevadas com marcações mínimas permitidas. Mas devem estar ajustadas ao esforço real de conformação. Se forem sobrecarregadas, o revestimento torna-se o novo elemento de sacrifício.
Uma almofada, bloco, película, inserção ou textura nunca é um apagador mágico para uma má distribuição de força. É o último elemento de uma cadeia que começa na escolha da liga, geometria da matriz e tonelagem calibrada.
Se escolher engenharia de superfície antes de verificar o caminho da pressão, não está a resolver um problema.
Está a adiá-lo.
Quer uma forma sistemática de verificar a distribuição da pressão antes de encomendar outra caixa de almofadas premium.
Bom. Porque até verificar o alinhamento, o coroamento e o paralelismo sob carga, está a diagnosticar às cegas.
Já estive ao lado de uma prensa de três metros onde os ângulos centrais estavam perfeitos e as extremidades variavam dois graus. Todos culparam as almofadas. As almofadas eram novas, de alta dureza, suficientemente caras para assustar a contabilidade. Mas os componentes de sacrifício contam histórias. O padrão de desgaste era mais acentuado no terço esquerdo, polido no meio, quase intacto à direita. Isso não é um problema de material. É a geometria a confessar.
A engenharia de superfície está a jusante. A geometria está a montante.
Se não verificar que a estrutura e o martelo distribuem a força uniformemente pela bancada, cada almofada que instalar é apenas giz na ponta de um taco torto. Portanto, vamos examinar corretamente a cena do crime.
Cinco milésimos de polegada não assustam a maioria das pessoas.
Deviam.
A matemática não se importa com o seu prazo. Numa bancada de 120 polegadas, uma inclinação de 0,005 polegadas significa que um lado da sua matriz fecha primeiro. Esse lado suporta a carga primeiro. O poliuretano não partilha a carga como o aço; comprime onde é atingido. Assim, o lado de contacto precoce suporta uma tonelagem desproporcionada até que o resto do martelo acompanhe. Isso não é amortecimento. É sobrecarga localizada.
Hipotético, mas realista: estás a formar 5052 de 1/8 de polegada ao longo de oito pés. A tonelagem necessária indica 60 toneladas. Devido a desalinhamento, as 30 polegadas do lado esquerdo entram em contacto primeiro e absorvem um pico — talvez não as 60 toneladas completas, mas uma percentagem acentuada — antes que o resto se envolva. Esse pico ultrapassa o limite de fadiga por compressão da almofada nessa zona. Após uma semana, essa secção expande-se e racha. O resto parece estar bem.
Imposto de principiante.
As dobradeiras CNC modernas sinalizam desvios no eixo Y mais apertados do que uma fração de milímetro ao longo do curso, e devem fazê-lo. Se o teu zero mecânico estiver errado, se as guias estiverem gastas, se as corrediças tiverem folga que se sente com a unha, não estás a dobrar de forma uniforme. Estás a reduzir a vida útil de um lado de cada camada sacrificável que instalas.
E quando a almofada falha de forma assimétrica, a máquina acabou de te dizer onde deves olhar.
Então, porque é que algumas bancadas desgastam as almofadas no centro enquanto as extremidades permanecem intactas?
Imagina uma bancada longa sob carga pesada.
O aço flete. As estruturas respiram. Isso não é um defeito; é física. Sem o coroamento — compensação intencional para cima na bancada ou na prensa — o centro afunda sob a tonelagem. A abertura da matriz torna-se efetivamente mais estreita ali. A chapa sofre maior tensão de conformação no meio do que nas extremidades.
Agora adiciona uma almofada flexível.
O centro comprime-se mais porque está a suportar maior tensão. Com o tempo, forma-se um sulco no meio da almofada, enquanto as extremidades ainda parecem novas de fábrica. Os operadores chamam-lhe “material de lote defeituoso”. Eu chamo-lhe deflexão não corrigida.
Máquinas topo de gama com estruturas rígidas e feedback de ângulo em tempo real reduzem este drama. Minimizam a deflexão de forma tão eficaz que o coroamento se torna subtil, por vezes quase invisível no trabalho diário. Mas as dobradeiras mais antigas? Bancadas longas com mais de três metros? O coroamento por cunha mecânica vale a pena ali porque compensa o abaixamento com uma compensação rígida e previsível, em vez de deriva hidráulica.
As almofadas não corrigem o abaixamento. Elas adaptam-se a ele.
Se o centro está a morrer primeiro, a estrutura está a falar contigo.
Mas aqui está o problema: verificar o coroamento em repouso diz-te quase nada sobre o que acontece quando 100 toneladas atingem a bancada.
Então, como estás a medir o paralelismo?
A maioria das oficinas verifica o alinhamento com o êmbolo estacionado e a máquina parada.
Isso é metade da cena do crime.
Sob carga, o atrito em guias gastas, lubrificação desigual ou folga excessiva nas corrediças pode fazer com que o êmbolo perca o paralelismo a meio do curso. Já vi dobradeiras que parecem quadradas no indicador com a máquina parada, mas torcem apenas o suficiente sob pressão de conformação para desalinharem as extremidades em alguns graus. Os operadores culpam o coroamento. Adicionam calços. Trocam almofadas.
Entretanto, o verdadeiro culpado é a folga onde se pode inserir uma lâmina de medida de 0,008 polegadas na corrediça.
A matemática não se preocupa com o teu prazo. Sob carga, os vetores de força mudam. Se um dos guias prender, o lado oposto suporta mais carga. O êmbolo não desce como um plano; desce como um compromisso entre fricção e força. A tua almofada torna-se o amortecedor desse compromisso.
Por isso medes durante o curso. Movimento completo. Sob tonelagem representativa. Relógios comparadores em ambas as extremidades. Ensaios de dobra ao longo do comprimento. Compara ângulos a distâncias iguais do centro. Não estás a procurar perfeição; estás a mapear a deflexão.
Porque, uma vez que vês como a máquina se comporta quando está a trabalhar, e não a posar, consegues distinguir a necessidade real de coroa de uma negligência de manutenção do êmbolo.
E isso traz à tona a tentação que vejo com demasiada frequência.
Se a bancada não é perfeitamente honesta, será que uma almofada mais macia é um amortecedor inteligente — ou gasolina no fogo?
Mais macio parece mais seguro.
Não é.
Uma almofada de menor dureza aumenta a conformidade. A conformidade amplifica as diferenças de pressão. Onde a força é ligeiramente maior, a compressão aumenta de forma desproporcional. Isso altera a geometria efetiva da matriz localmente — V mais estreito aqui, V mais largo ali. O retorno elástico varia ao longo do comprimento da peça. Agora estás a perseguir o ângulo com ajustes no êmbolo que mascaram o verdadeiro problema de distribuição.
Isso é vaidade de tonelagem — acreditar que se pode forçar uniformidade num sistema não uniforme.
Numa máquina perfeitamente alinhada e corretamente coroada, uma almofada mais macia pode proteger as superfícies sem destruir a consistência. Numa máquina com inclinação ou flexão ocultas, torna-se um amplificador de pecados geométricos. A almofada não equaliza a força; revela onde a força é desigual ao falhar mais depressa ali.
Os componentes sacrificiais não mentem. Deformam-se exatamente onde o teu sistema é mais fraco.
Por isso, antes de especificares dureza, espessura ou marca, deves verificar o caminho da força: alinhamento sob carga, compensação de coroa, paralelismo durante o curso, condição dos guias, folga das guias. Tratas os padrões de desgaste como provas, não como incómodos.
Porque, uma vez que compreendes como esses assassinos invisíveis moldam a distribuição da pressão, a próxima pergunta não é qual almofada comprar.
É como executar uma sequência de diagnóstico disciplinada antes de comprares o que quer que seja.
Queres a sequência exata para verificar alinhamento, coroa e paralelismo sob carga antes de comprares outra almofada.
Ótimo. Porque se mudares o consumível antes de verificares o caminho da força, não estás a resolver um problema — estás a pagar propina pelo mesmo erro.
Isto é investigação forense de chão de fábrica. A almofada é a vítima. A máquina é o suspeito. A sequência é importante porque cada passo elimina um esconderijo para má distribuição de força. Se saltares a ordem, mascararás um erro com outro.
Aqui está o protocolo.
A matemática não se importa com o seu prazo.
Comece com a força real do êmbolo sob carga, não com o autocolante na lateral da estrutura nem com o número previsto pelo software. A tonelagem nominal aplica-se ao longo de um comprimento distribuído, a uma distância definida dos suportes. Mude a largura da matriz, altere o comprimento da dobra, concentre a carga, e o estado real de tensão altera-se.
Instale sensores de força calibrados ou verifique as células de carga existentes. Cinco minutos de dados reais sob uma dobra representativa valem mais do que vinte minutos de ensaios e conjecturas. Já vi máquinas a exceder em 15 por cento porque o ponto zero se desviou. Já vi outras a subnotificar enquanto martelavam silenciosamente o centro da bancada.
Se a sua exigência calculada é de 60 toneladas e os sensores indicam 72 no pico, isso não é um erro de arredondamento. É uma sobrecarga concentrada em algum ponto.
E se não confiar nos sensores, comprove-os com uma dobra de teste controlada em aço doce e compare o ângulo com o retorno elástico previsto. As travessas modernas podem corrigir dentro de meio grau em frações de segundo—se os sensores estiverem a dizer a verdade.
Porque começar aqui?
Porque todo o controlo de alinhamento e arqueamento que fizer a seguir depende de saber qual a carga que está realmente a aplicar. Diagnosticar geometria com base numa mentira deixará as suas conclusões enviesadas.
Portanto, uma vez que confie na tonelagem, através de que geometria está essa força a atuar?
Antes de pegar numa chave, confirme que a abertura da matriz e o raio do punção correspondem ao material que está na oficina—não ao do trabalho da semana passada.
Uma matriz em V estreita não “aumenta apenas a tonelagem”. Aumenta exponencialmente a pressão localizada, porque a área de contacto diminui enquanto o momento de flexão permanece ligado à espessura e à resistência à tração. É assim que uma máquina, seguramente classificada para uma carga longa e distribuída, acaba por sobrecarregar uma secção de 24 polegadas no centro.
É aqui que surge a vaidade da tonelagem. As oficinas gabam-se de trabalhar perto da capacidade máxima sem perguntar se a carga está distribuída uniformemente ao longo da cama ou concentrada como um cinzel.
Valide três coisas:
Se o software pré-calcular com uma precisão de ±2 por cento, ótimo. Use-o. Mas confirme que os dados de entrada refletem a realidade. Troque 5052 por inox e mantenha a mesma ferramenta, e a sua previsão “precisa” torna-se ficção.
Uma vez correta a geometria da matriz, definiu o caso de carga previsto.
Agora pergunte: a máquina distribui essa carga uniformemente do êmbolo até à bancada?
É aqui que a maioria das oficinas deixa de pensar e começa a calçar.
Verifique o paralelismo em repouso se quiser um aquecimento. Depois verifique-o sob carga se quiser a verdade. Indicadores em ambas as extremidades. Tonelagem representativa. Curso completo. Observe a transição da aproximação rápida para a velocidade de conformação — é aqui que se revela a torção oculta.
Observe a folga das guias. Padrões de desgaste irregular. Lubrificação das guias. Ajustes de encoroamento mecânico versus deflexão real da mesa. O aço deflete; isso é física. A questão é se a sua compensação corresponde ao seu caso de carga.
Se o centro se deflete mais do que o encoroamento compensa, a matriz estreita-se ali sob pressão. Se uma guia prende, o lado oposto absorve mais carga. A sua almofada torna-se a camada de conformidade que absorve essa assimetria.
Mas os componentes sacrificiais contam histórias. Uma cavidade ao centro? Provavelmente uma curvatura não corrigida. Cantos esmagados num dos lados? Inclinação do êmbolo ou fricção desigual das guias.
Não está à procura de um zero perfeito. Está a mapear como a força viaja do cilindro para a chapa até à mesa.
Quando o percurso é direto e previsível, só então faz sentido selecionar a almofada.
Agora — e apenas agora — escolhe a almofada.
A dureza, espessura e módulo de compressão devem corresponder a uma distribuição de pressão conhecida e verificada. Uma almofada mais macia num sistema torto amplifica a inconsistência. Uma almofada mais dura num sistema sobrecarregado falha mais depressa e de forma mais dramática.
Pense na almofada como um fusível. Dimensiona-se um fusível depois de conhecer a tensão e a corrente do circuito, não antes.
Se a sua tonelagem está calibrada, a geometria da matriz correta e o percurso da força mapeado sob carga, a escolha da almofada torna-se simples: proteger o acabamento superficial, absorver pequenas variações, manter a consistência do ângulo. É uma decisão de acabamento, não estrutural.
E essa mudança de momento é o ponto essencial.
Porque a verdadeira questão nunca foi sobre o uretano.
Durante trinta anos vi oficinas diante de uma prensa de três metros, a olhar para uma almofada desgastada como se os tivesse traído.
Não apareceu.
A almofada estava a cumprir a sua função — a sacrificar-se onde o seu sistema era mais fraco. Quando segue esta sequência, deixa de tratar o desgaste como algo aleatório e começa a lê-lo como dados. Tonelagem verificada. Geometria validada. Percurso da força observado sob carga. Só então a seleção do material entra na conversa.
A parte menos óbvia é esta: a falha da almofada raramente é o primeiro ponto de decisão no sistema. É o último ponto de verificação antes de a física cobrar a sua dívida.
Portanto, a única coisa que leva consigo é simples e desconfortável.
Antes de perguntar o que substituir, pergunte que percurso a sua força está realmente a seguir.


















