

بحلول منتصف النهار كانت وسادات البولي يوريثان الجديدة قد وُشِمت بالفعل بندوب هلالية براقة. مكبس بعشرة أقدام. فولاذ معتدل بسماكة ربع بوصة. أدوات جديدة تم تثبيتها في السابعة صباحاً، والثقة كانت عالية. بحلول الوردية الثانية، كان المشغل يتمتم عن “دفعة سيئة أخرى.”
نفس الانزلاق. نفس انجراف الزاوية. وسادات مختلفة.
عندما تفشل وسادة جديدة خلال ساعات، فأنت لا تنظر إلى سوء حظ، بل إلى مسرح جريمة. السؤال ليس “أي مورد أخطأ؟” بل “ما الذي في مسار القوة قتل جزءاً تضحية آخر؟”
لقد رأيت الورش تتعامل مع الوسادات كما لو كانت صمامات حماية. يحدث انزلاق، تتغير الزوايا، يتشوه المعدن — فيستبدلون المادة الناعمة ويسمون ذلك صيانة. يبدو الأمر حازماً. يكلف أقل من وقت التوقف. ويتجنب الاحتمال المزعج بأن الماكينة نفسها تكذب عليك.
لكن المكونات التضحية تخبر قصصاً. عندما تبلى تدريجياً وبشكل متساوٍ، فهذا التآكل الصادق يؤدي عمله بأمانة. وعندما تنقسم، أو تُسحق، أو تتزجج، أو تتقشر في بقع، فإن ذلك هو تركّز الحمل أو خطأ التوقيت أو سوء المحاذاة يتحدث عبر المطاط والفولاذ. علم الأدلة الجنائية في أرض الورشة.
فكيف تميز بين وسادة أنهت مسيرتها وأخرى أُعدِمَت؟
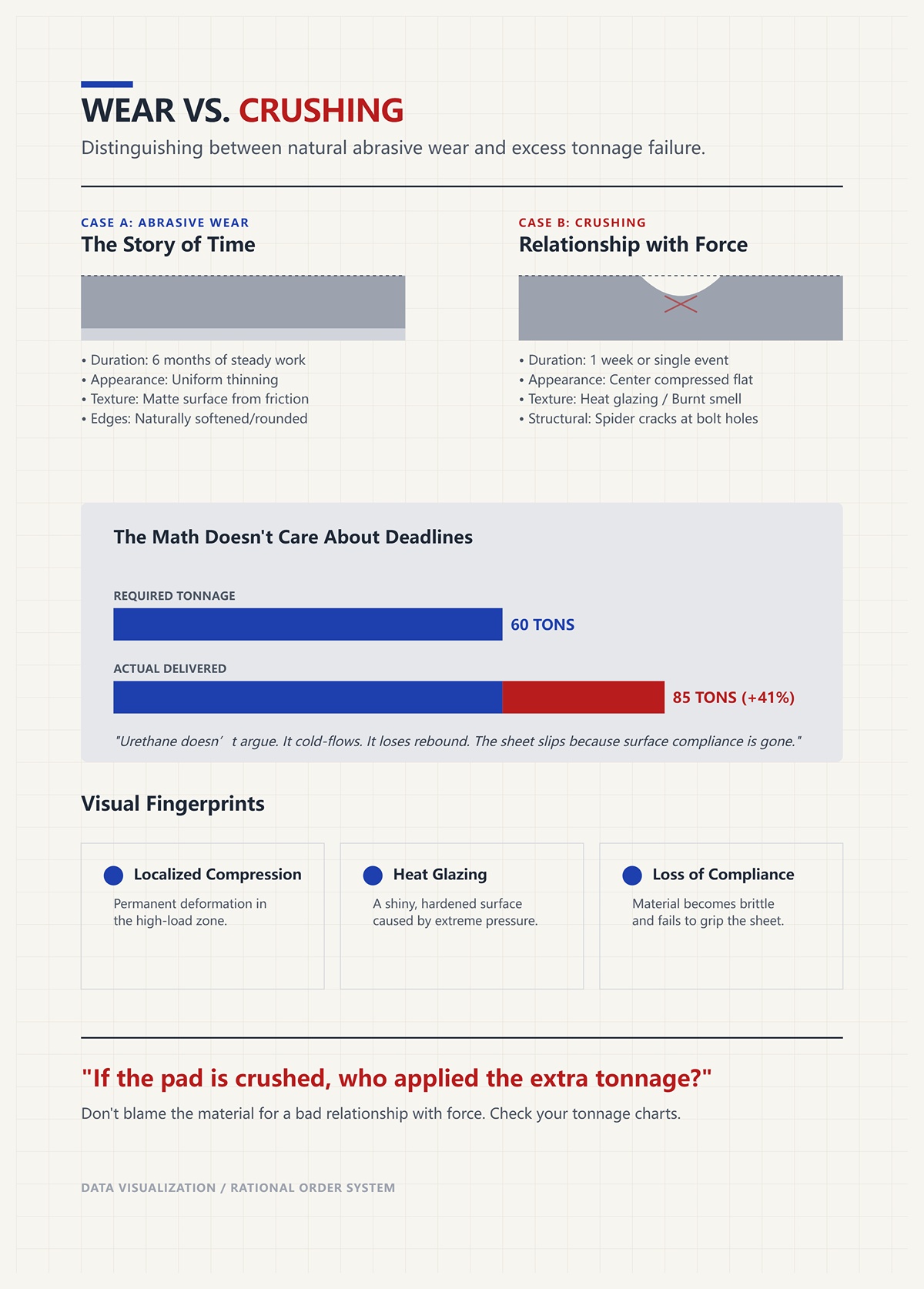
اسحب وسادة عملت لمدة ستة أشهر بشكل مستمر. سترى ترققاً منتظماً. حواف ناعمة. سطحاً غير لامع بسبب الاحتكاك. هذا هو التآكل الاحتكاكي — مادة تُقدَّم تدريجياً كما هو مصمم.
الآن اسحب واحدة بعد أسبوع فتجد أن المركز مضغوط ومسطح كعملة، والحواف ما زالت بارزة، وربما حتى تشققات عنكبوتية حول فتحات البراغي. هذا ليس تآكلاً، بل سحق.
الرياضيات لا تهتم بموعدك النهائي. إذا كان الانحناء يتطلب 60 طناً وأنت تقدم 85 لأن جدول الحمولة لم يُحدّث وفق سماكة المادة الفعلية، فإن الوسادة تمتص الحمل الزائد. البولي يوريثان لا يجادل. إنه يتدفق بارداً. يفقد مرونته. في الدورة التالية، تنزلق الصفيحة لأن امتثال السطح قد اختفى.
الحمل الزائد يترك بصمات: ضغطاً موضعياً، تزججاً حرارياً، وأحياناً رائحة احتراق خفيفة. أما التآكل فيحكي قصة زمن. السحق يخبرك عن علاقة سيئة مع القوة.
إذا كانت الوسادة مسحقة، فمن الذي طبق الحمل الزائد؟

لقد رأيت ثلاثة مذنبين متكررين.
الأول: ميل الكباس أثناء الانتقال من الاقتراب السريع إلى سرعة التشكيل. تلامس الصفيحة جانباً أولاً، يرتفع الضغط موضعياً، وتتغير الوسادة بشكل غير متساوٍ. بالنسبة للمشغل، تنزلق القطعة. بالنسبة للوسادة، إنها هجمة من جانب واحد. الجذر هو توقيت الصمام أو انحراف المزامنة، وليس مادة الاحتكاك.
الثاني: انحراف معايرة زاوية التغذية الراجعة. يمكن للمكابح الحديثة التصحيح في حدود نصف درجة خلال أجزاء من الثانية — إذا كانت المستشعرات تقول الحقيقة. بعد تحديث برمجي أو تخطي المعايرة، تنثني الماكينة أكثر من اللازم، ثم تُعوض، ثم تُفرِط في التعويض. ترى الوسادة أحمالاً متذبذبة تبدو عشوائية. تلوم القبضة. الجاني الحقيقي هو حلقة تحكم تبحث في الظلام.
الثالث: نزول بطيء أو غير منتظم بسبب مشاكل هيدروليكية — زيت منخفض، أدلاء متهالكة، صمام ملء عالق. عرض واحد، ونصف دزينة من الأسباب الميكانيكية. تنزلق الصفيحة ميكروسكوبياً قبل الالتحام الكامل، وتحصل على ذلك البريق المميز على وجه الوسادة. ضريبة المبتدئين هي طلب مادة احتكاك قبل فحص مستوى الزيت وعمودية الأدلة.
عندما يمكن لثلاثة أخطاء مختلفة في الماكينة أن تنتج نفس “الانزلاق”، لماذا تفترض أن الجزء الناعم هو المذنب؟
يسميه الكتالوج عالميًا: مركب واحد، نطاق صلابة واسع، يناسب عدة قوالب. جيد لأقواس المعدات الزراعية.
الآن ضع نفس الوسادة تحت أجزاء الطيران الدقيقة ذات الخلائط المعدنية المتعددة في نفس الوردية. الألمنيوم بسمك 1/8 بوصة في الصباح، والفولاذ عالي القوة بعد الظهر. ارتداد نابض مختلف. طنّاج مطلوب مختلف. طاقة سطح مختلفة مقابل الوسادة.
المادة الموحدة في بيئة قوة متغيرة هي مقامرة.
إذا ضبطت الطنّاج والمحاذاة بدقة لكل مهمة، يمكنك تشغيل مواصفات وسادة أوسع بأمان. إن لم تفعل، فأنت تطلب من درجة صلابة واحدة وسماكة واحدة أن تتغاضى عن كل اختصار في الإعداد. لن تفعل. العمل عالي الدقة يكشف الخرافة لأن هامش الخطأ أرق من الوسادة نفسها.
إذن عندما تستمر وسادة “عالمية” بالفشل في وظائف معينة فقط، فهل هي حقًا عالمية — أم أن عمليتك ليست كذلك؟
لنفترض أن مجموعة وسائد تكلف بضع مئات من الدولارات وساعة عمل للاستبدال. قرار سهل. القرار الأصعب هو ساعتان باستخدام مؤشر القياس، والتحقق من الضغط، وإعادة معايرة المستشعر، وتجربة جافة بدون مادة.
واحد يجعلك تشعر بالإنتاجية. الآخر يجعلك تشعر وكأنك تعترف بأنك قد تكون المشكلة.
لكن عندما تتجمع حالات الفشل — وسائد متعددة عبر وظائف مختلفة خلال شهر — فذلك ليس تآكلًا عشوائيًا. إنه انحراف في العملية. في مصانع التصنيع التي تتبع سلامة الوسائد مسبقًا، تظهر العيوب على شكل دفعات لأن دورة الكبس خرجت عن المواصفات. ينطبق نفس المنطق هنا. موت الوسائد المتكرر نادرًا ما يكون صدفة.
كل استبدال بدون تشخيص هو مجرد إعادة ضبط ساعة العد التنازلي. أنت تدفع من البولي يوريثين بدلًا من الانتباه.
وإذا استمر سوء استخدام القوة في كتابة نفس القصة على وسائد جديدة، فماذا يحدث عندما نضع أخيرًا أرقام الطنّاج تحت الضوء؟
في الربيع الماضي وقفت أمام مكبس بطول عشرة أقدام مصنف لـ 150 طنًا، وأنا أنظر إلى وسادة كانت في الخدمة لتسعة أيام. الوسط كان مسحوقًا بالكامل، الحواف غير متأثرة، فتحات البراغي بدأت تتخذ شكلًا بيضاويًا. أقسم المشغل أن المهمة “ضمن السعة جيدًا”. فولاذ A36 بربع بوصة فوق قالب V بعرض 2 بوصة.
على الورق هذا يعادل 19.7 طنًا لكل قدم. على عشرة أقدام، 197 طنًا. الرياضيات لا تهتم بموعدك النهائي. كنت 47 طنًا فوق تصنيف الآلة قبل أن تصل حتى إلى القاع.
بدّل إلى قالب V بعرض 3 بوصات وينخفض القوة المطلوبة إلى 13.9 طنًا لكل قدم — 139 طنًا إجمالًا. نفس المادة. نفس الطول. عرض مختلف للقالب. الآن أنت داخل نطاق الآلة وتعيش الوسادة عمرًا طبيعيًا.
هكذا تتحقق من الطنّاج قبل أن تسحق إدخالًا آخر: احسب القوة لكل قدم لسمك المادة الفعلي وفتحة القالب V، ثم اضربها بطول الثني الحقيقي، وقارنها بالسعة المصنفة عبر الامتداد العامل. ليس الملصق على الجانب. الحمل الموزع عبر السرير.
لأنه إذا تجاوز الطنّاج المطلوب إما تصنيف المكبس أو حد الانضغاط للوسادة، فإن الفشل ليس احتمالًا. إنه جدول زمني محدد.
ومعظم الورش لا تقوم حتى بحساب الأرقام بهذه الطريقة.
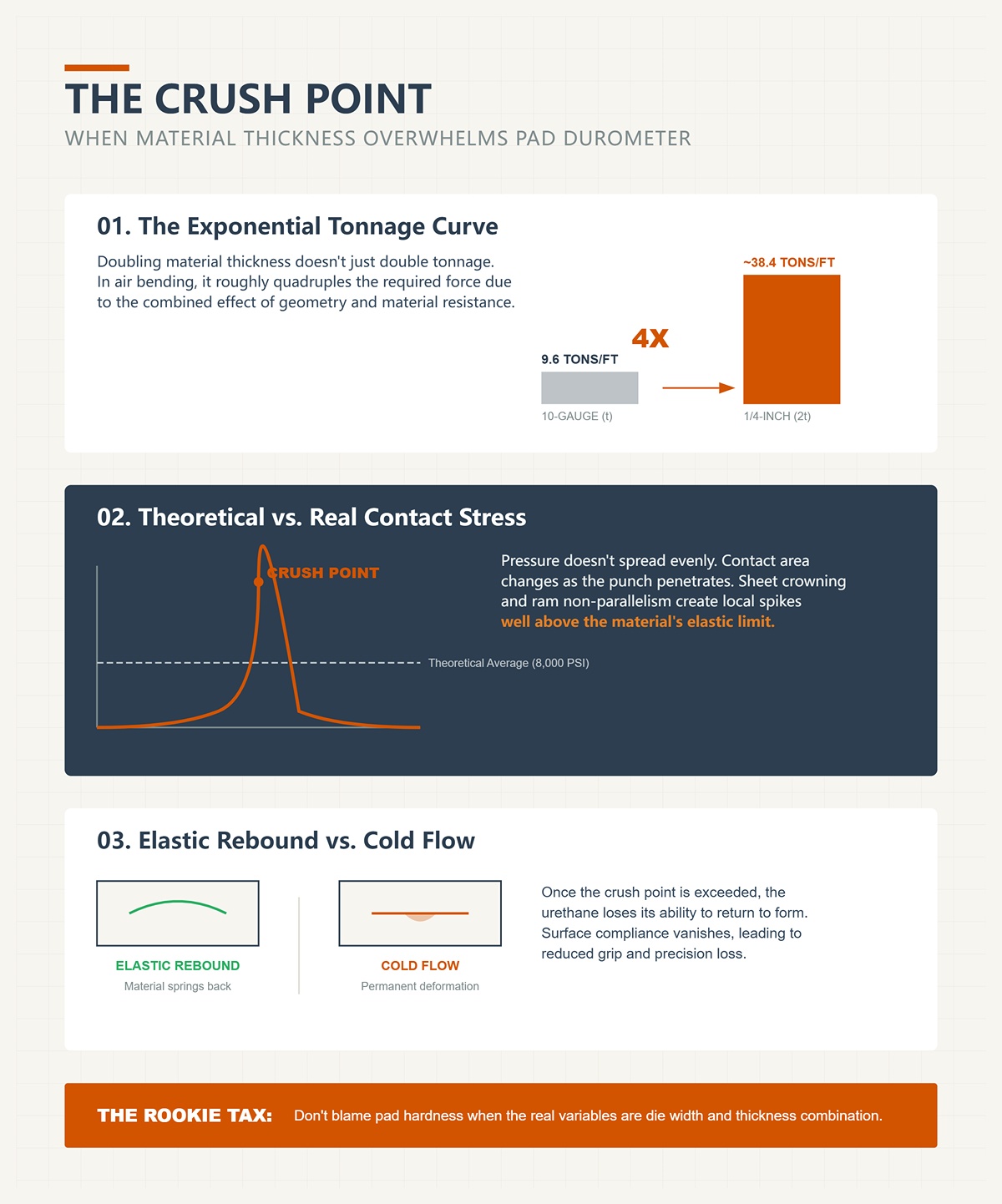
لقد شاهدت ورشة تنتقل من سماكة 10 عيار إلى 1/4 بوصة وتفترض أن الطنّاج “يزداد قليلاً”. لكنه لا يفعل. مضاعفة السماكة تقريبًا تربّع القوة المطلوبة في الثني الهوائي. هذه هندسة ومقاومة المادة تعمل معًا.
إذا كانت سماكة المقاس 10 تتطلب حوالي 9.6 طن لكل قدم عبر فتحة على شكل V بعرض 1 بوصة، وعندما تضاعف السماكة، لن تكون عند 19 طنًا فقط. ستكون أقرب إلى أربعة أضعاف الطلب الأصلي، وذلك حسب عرض القالب. هذه هي المنحنى.
تخيل وسادة من مادة اليوريثان مصنفة افتراضيًا بقوة ضغط تبلغ 8000 رطل لكل بوصة مربعة. تقوم بتوزيع 197 طنًا عبر عشرة أقدام وتفترض أن الحمل يتوزع بالتساوي. لكنه لا يفعل ذلك. تتغير مساحة التلامس مع تغلغل الثاقب، خصوصًا إذا كان اللوح مقوسًا أو لم يكن الكباس متوازيًا تمامًا. تزداد الضغوط المحلية بشكل كبير فوق المتوسط.
تلك الزيادة هي نقطة الانهيار لديك. ليست حينما يقول الكتالوج إن الوسادة “ينبغي” أن تفشل، بل عندما يتجاوز الإجهاد الحقيقي عند التلامس قدرة المادة على الارتداد المرن. بعد ذلك، يتدفق اليوريثان بشكل بارد، ولا يرتد مرة أخرى. وفي الدورة التالية، تقل قوة التماسك لأن الامتثال السطحي قد فُقد.
وهنا الفخ: تلوم صلابة الوسادة بينما المتغير الحقيقي كان مزيج عرض القالب والسماكة. ضريبة المبتدئين.
لكن حتى لو كانت قدرتك من حيث الحمولة “ضمن السعة” تقنيًا، لماذا لا تزال بعض الوسائد تنزلق من موضعها؟
رأيت مشغلًا يزيد الحمولة بنسبة 10% لأن صفيحة انزلقت أثناء التشكيل. كان منطقه بسيطًا: مزيد من القوة، مزيد من التماسك.
تحت ضغط معتدل، يتشوه اليوريثان بالقدر الكافي ليطابق التفاوتات السطحية، مما يزيد من مساحة التلامس الفعلية وبالتالي الاحتكاك. إذا تجاوزت نقطة معينة، فإنك تضغط الطبقة السطحية أكثر من اللازم، فتتصلب محليًا وتصبح أكثر نعومة، وأحيانًا تكتسب طبقة لامعة حرارية. الآن تقل مساحة التلامس الفعلية.
لقد زدت الضغط الاسمي ولكنك قللت الاحتكاك الفعلي.
أضف ميلًا بسيطًا في الكباس — جانب يلامس أجزاء من الثانية قبل الآخر — وستنشئ مكون قوة جانبية. الوسادة، وقد تم ضغطها أكثر من اللازم وفقدت مرونتها، لا يمكنها امتصاص تلك القوة. تنزلق الصفيحة. يزيد المشغل الحمولة أكثر. تموت الوسادة أسرع.
لكن المكونات القابلة للتضحية تحكي قصصًا. عندما ترى خطوطًا مصقولة في اتجاه واحد، فذلك ليس تآكلًا عشوائيًا. بل هو قص جانبي تحت حمل عمودي مفرط.
إذن، إذا لم يكن الضغط وحده هو القصة الكاملة، فما الذي يحدث عندما يركز القالب نفسه القوة في مكان لا يمكن أن يتحمل فيه أي بوليمر؟
خذ نفس الصفائح المصنوعة من A36 بسماكة 1/4 بوصة. فوق قالب على شكل V بعرض 1.5 بوصة، ترتفع الحمولة المطلوبة إلى نحو 30 طنًا لكل قدم. على طول عشرة أقدام، هذا يعني 300 طن. ضعف سعة مكبسنا البالغة 150 طنًا.
تخيل أنك لا تعمل على كامل الطول. بل تقوم بثني ثلاث أقدام في المنتصف. ما زالت الماكينة تنقل القوة عبر الجزء المركزي من الكباس. ترتفع الحمولة لكل قدم محليًا بشكل كبير، وتكون تحت تأثير 60% من امتداد الإطار الجانبي حيث تتغير خصائص الانحناء. يغير انحناء الإطار توزيع الحمل نحو المنتصف.
ما يعتبره المخطط “مقبولًا” لثني كامل الطول يصبح إساءة في ثني قصير متمركز. هكذا تحصل على وسائد محطمة في المنتصف بينما تبدو الأطراف جديدة.
التلامس الكامل يضاعف الإهانة. قد يتطلب ما يقارب أربعة أضعاف حمولة الثني الهوائي. أما التسكين المعدني فيمكن أن يتطلب عشرة أضعاف. إذا أخطأت في إعداد التلامس الكامل على أنه ثني هوائي وتركت الوسادة في مكانها، فاعلم أنك أصدرت شهادة وفاتها.
الأمر لا يتعلق بامتلاك مكبس كبير. إن السعة الزائدة نادرًا ما تضر الوسائد لأنك تطبق فقط ما يتطلبه العمل. الخطر الحقيقي هو القوالب الصغيرة على آلات صغيرة، تسعى لزوايا حادة وتدفع الثمن في اليوريثان.
فعندما تسحب وسادة مشوهة، كيف تقرأها كدليل بدلًا من اعتبارها خردة؟
وسادة انضغطت بشكل منتظم على طولها تدل على أنك تجاوزت الحمولة الكلية. النظام بأكمله كان محملاً فوق طاقته. هذا خطأ حسابي مباشر.
وسادة انضغطت فقط في المركز تدل على حمل زائد محلي—انحناءات قصيرة، حرف V ضيق، أو انحراف في الإطار يركز القوة في منتصف الامتداد.
ضغط قطري؟ ميل الكباس أو تزامن هيدروليكي غير متساوٍ.
سطح مزجج بالحرارة مع ضغط ضئيل؟ ضغط زائد يلاحق الاحتكاك، غالباً مصحوب بتحرك طفيف في المادة.
الفرامل الحديثة يمكنها التصحيح ضمن نصف درجة في أجزاء من الثانية—إذا كانت المستشعرات تقدم بيانات صحيحة. إذا كان الارتداد الزاوي ينحرف، فقد يقوم نظام التحكم بدفع حمولة زائدة للوصول إلى زاوية مستهدفة لم تكن خاطئة في الأصل. الوسادة تمتص التصحيح.
هذا تحليل جنائي لورشة الإنتاج. لا تبدأ بطلب إدخالات أكثر صلابة. تبدأ بإعادة حساب الحمولة لكل قدم، والتحقق من عرض القالب مقابل السمك، وفحص طول الانحناء الفعلي مقابل الامتداد المصنف، وتأكيد طريقة التشكيل—انحناء هوائي، قاع، أو ضغط كامل.
لأنه بمجرد أن تتجاوز الحمولة المطبقة ما يمكن أن توزعه الوسادة والإطار بأمان، فلن يكون الإدخال هو الحلقة الأضعف.
بل هو الشاهد.
هل تريد عملية تحقق قبل التشغيل قابلة للتكرار تمنع فشل الوسادة قبل أول انحناء؟
ابدأ بافتراض أن الوسادة بريئة.
بمجرد أن تتحقق من الحمولة لكل قدم، ونسبة عرض القالب إلى السمك، وطول الانحناء مقابل الامتداد المصنف، وتؤكد أنك تنحني هوائياً وليس عن طريق القاع بالخطأ—فالمتغير التالي ليس “وسادة أكثر صلابة”. إنه الصفيحة نفسها. لأن وسادات مكبس الثني مكونات تضحية ضمن نظام ميكانيكي أكبر، وهذا النظام يشمل علم المعادن الواقع بين الثاقب والقالب. تجاهل ذلك، ولن تكون تحل الفشل، بل تحدده مسبقاً.
الرياضيات لا تكترث لموعدك النهائي. الفولاذ المقاوم للصدأ والألمنيوم يمكن أن يشتركا في السمك، وزاوية الانحناء، والأدوات—لكن يطلبان مسارات قوة مختلفة تماماً. إذا كانت قائمة فحص العملية لديك تنتهي عند “المكبس والقالب يبدوان مناسبين”، فقد فتشت نصف مسرح الجريمة فقط.
فما الذي تفعله المادة بالوسادة ولا تستطيع الوسادة عكسه؟
قم بتشغيل ألمنيوم 5052 بسماكة 1/8 بوصة طوال اليوم على حرف V متوسط، وستتصرف وسادة بوليوريثان متوسطة الصلابة كبطل. تتشكل، وتزيد مساحة التلامس الفعلية، وتثبت الصفيحة. تحصل على انحناءات نظيفة وتوسيم طفيف.
استبدله بفولاذ 304 المقاوم للصدأ بنفس السماكة والهندسة، وفجأة تبدأ الوسادة بالتلميع، والتزجيج، وربما بالتحرك خارج مكانها.
هذا ليس مزاجاً. إنها علم المعادن.
الألمنيوم يستسلم مبكراً ويتدفق. الفولاذ المقاوم للصدأ يقاوم، ويتصلب بالعمل، ويطلب إجهاد تشكيل أعلى لنفس الهندسة. إجهاد التشكيل الأعلى يعني قوة ارتداد أعلى تعود إلى الوسادة. حتى لو كانت الحمولة الكلية ضمن السعة، يرتفع ضغط التلامس عند واجهة الثاقب والوسادة لأن الفولاذ المقاوم للصدأ لا “يستسلم” بسهولة.
البوليوريثان يزدهر مع التشكل مضبوط التحكم. الفولاذ المقاوم للصدأ يدفعه نحو حد الضغط أسرع. لوم الوسادة، وستدفع ضريبة المبتدئين على علم المعادن غير المفهوم.
لكن المقاومة ليست القصة بأكملها. الفولاذ المقاوم للصدأ أيضًا يرتد بقوة أكبر.
وهذا يعني أن المعركة لا تكون فقط أثناء حركة الضغط إلى الأسفل.
الارتداد هو الاسترجاع المرن بعد إزالة الحمل. كل مادة لديها ذاكرة، والفولاذ المقاوم للصدأ ذاكرته طويلة.
في عملية الثني الهوائي، تقوم عمدًا بالمبالغة في الانحناء لتعويض هذا الارتداد. يمكن أن تساعد مرونة الوسادة في تثبيت الصفيحة أثناء التشكيل، لكنها لا يمكنها محو الإجهاد المرن المخزن في المعدن. إذا أراد الفولاذ المقاوم للصدأ أن يفتح بمقدار درجتين، فسيفعل ذلك — ما لم تغير التصميم الهندسي أو الطريقة.
وهنا الجزء غير المريح: تضييق قالب الـ V من مثلاً نسبة عرض إلى سماكة 12:1 إلى 8:1 يمكن أن يقلل الارتداد بشكل كبير، بغض النظر عن مادة الوسادة. الثني السفلي يقلله أكثر لأنك تفرض تشوهًا بلاستيكيًا أكبر في منطقة الانحناء. الهندسة تتغلب على البوليمر.
لذا إذا كنت تطلب من وسادة اليوريثان أن “تحافظ” على زاوية الفولاذ المقاوم للصدأ أثناء استخدام قالب V واسع مخصص للألمنيوم، فأنت تطلب من المرونة أن تقاوم ذاكرة المادة. لا يمكنها الفوز بهذه المعركة طويلاً.
الوسادة تنضغط. الصفيحة ما زالت تفتح. المشغل يزيد الحمولة. والآن أنت تعود لسحق مكوّن تضحية لتعويض خيار هندسي.
وعندما لا يصلح ذلك الزاوية، ما هو الحدس التالي؟
وسادة أكثر صلابة.
الصلادة (الدوrometer) هي مقياس الصلابة في المواد المرنة. الرقم الأعلى يعني وسادة أكثر صلابة.
يبدو هذا منطقيًا: الفولاذ المقاوم للصدأ أقوى، لذا استخدم وسادة أقوى.
الرياضيات لا تهتم بمنطقتك.
الوسادة الأكثر صلابة تتشوه أقل تحت الحمل. التشوه الأقل يعني مساحة تلامس فعلية أقل بين الوسادة والصفيحة. الاحتكاك لا يتناسب خطيًا مع الضغط الاسمي؛ إنه يعتمد على التلامس المجهري الفعلي. عندما تجعل الواجهة أكثر صلابة، تقل المطابقة. الآن الصفيحة أكثر عرضة للانزلاق المجهري أثناء الحركة.
الانزلاق المجهري يظهر بأشكال زوايا انحناء غير متناسقة.
إليك المفاجأة التي يغفلها معظم الورش: الوسادة الأكثر صلابة يمكن أن تزيد من إجهاد التلامس الذروي لأن الحمل يتوزع على عدد أقل من نقاط التلامس المجهرية. هذا الإجهاد المحلي يمكن أن يدفع المادة أقرب إلى حدها المرن أثناء التشكيل، مما يزيد من تباين الارتداد. إعدادك “الأقوى” ينتج انحناءات ألطف وأقل قابلية للتكرار.
غرور الحمولة يلتقي بغرور الصلابة.
وإذا كان نظامك الهيدروليكي يعاني حتى من عدم استقرار بسيط — هواء محبوس، صمامات بطيئة — فإن تلك الوسادة الأكثر صلابة تنقل تلك التذبذبات في القوة مباشرة إلى الصفيحة بدلًا من تخميدها. ما يبدو كـ “وسادة ناعمة جدًا” كان في الواقع نظامًا يحتاج إلى مرونة للحفاظ على الاستقرار.
إذن الصلابة ليست ترقية شاملة. إنها متغير ضبط داخل نظام القوة.
هذا يترك مخربًا واحدًا أكثر هدوءًا.
يمكنك حساب الحمولة بالطن. يمكنك اختيار عرض القالب. يمكنك مطابقة درجة الصلابة مع السبيكة.
ثم يقوم أحدهم بمسح الصفيحة باستخدام الزيت الخاطئ.
زيوت التشكيل الخفيفة، زيوت المطاحن، وحتى بقايا سوائل التبريد تغيّر معامل الاحتكاك عند نقطة تماس الوسادة بالصفيحة. ليس قليلاً، بل بما يكفي لجعل التوافق الذي اخترته بعناية لا يترجم إلى تماسك فعلي. تنزلق الصفيحة أثناء الضربة السفلية، وتُظهر الوسادة تلميعًا جانبيًا. فتُلقي اللوم على المرونة.
لكن المكونات التضحوية تروي الحكايات.
إذا كان نمط التآكل ناعمًا واتجاهيًا دون ضغط عميق، أبدأ بفحص حالة السطح، وتآكل أصابع المقياس الخلفي، وقوة التثبيت قبل أن أتصل بمورّد الوسادة. يعتمد التماسك الميكانيكي على ملامسة نظيفة. الأفلام الكيميائية تعيد كتابة هذا الافتراض.
وإليك الحقيقة الهادئة: لا توجد وسادة تعوّض واجهة زلقة مقرونة بتثبيت ضعيف. هذه ليست مشكلة في الإيلاستومر، بل مشكلة في ضبط العملية.
لذلك لا يمكن لعملية التحقق السابقة للعمل أن تتوقف عند جداول الحمولة واختيار القالب. لا بد أن تشمل درجة المادة، ودرجة تصلبها، والارتداد المتوقع، ونسبة الـ V المختارة، وصلابة الوسادة، وحالة السطح — يتم فحصها قبل الدورة الأولى.
لأنه بمجرد أن تقبل أن الوسادات تعمل داخل نظام مادي، يصبح السؤال الحقيقي ليس “أي وسادة هي الأقوى؟”
بل أي وسادة تنتمي إلى هذا المزيج المحدد من السبيكة، والهندسة، والقوة، وحالة السطح.
أعطاني أحد المشرفين ذات مرة قطعتين من كتل البولي يوريثان المطحونة وسألني أي “علامة تجارية” أفضلها. كلاهما فشل خلال أقل من أسبوعين. إحداهما انتفخت من المركز، والأخرى انشقّت بنظافة على أحد الحواف. نفس المكبس. نفس المشغل. وظائف مختلفة.
هذا هو إطار عملك المسبق للعمل، إذا كنت تعرف كيف تقرأه.
الرياضيات لا تكترث بموعدك النهائي. قبل أن تختار هندسة السطح — كتلة، طبقة، إدخال، أو نسيج — عليك تثبيت أربعة متغيرات: الحمولة المحسوبة للسبائك والسماكة، فتحة الـ V المختارة وطريقة التشكيل (هوائية مقابل التشكيل الكامل)، التقويس والتماثل في الماكينة، وحالة سطح الصفيحة. فقط بعد ضبط مسار الضغط يمكنك أن تختار ما يوضع بين الثقب والقالب. وإلا فسوف تدفع “ضريبة المبتدئين” لقاء وهم الحمولة وتسمّيها "وسادات فائقة الجودة".”
الحلول السطحية لا تصلح توزيع الضغط. هي فقط تتصرف بشكل يمكن التنبؤ به داخله.
فأي واحدة منها تناسب أي مكان؟
تخيّل أغطية ألومنيوم 5052 بسماكة 3 مم، الوجه التجميلي للخارج، 2000 قطعة لكل وردية. الورشة تريد صفر علامات. لذلك يضعون كتلة قالب بولي يوريثان صلبة ويشكلون هوائيًا فيها. تبدو الأجزاء نظيفة. مقياس الحمولة يُظهر قراءة أقل من الفولاذ. الجميع يطمئن.
البولي يوريثان مادة مرنة. يتشوه، مما يزيد مساحة الاتصال ويقلل من إجهاد الاتصال الأقصى. لهذا السبب غالبًا ما تنخفض الحمولة المطلوبة مقارنةً بقوالب الـ V الفولاذية لنفس الهندسة الاسمية. ينتشر الحمل عبر البوليمر بدلًا من تركّزه عند كتفي القالب الاثنين.
لكن إليك ما يحدث، وقد رأيته أكثر من مرة: البولي يوريثين ليس فولاذًا. تحت دورات متكررة وعالية الحجم، وخصوصًا مع الانحناءات العميقة، يتعرض للتشوه والإجهاد. الورش التي تقوم بثني صفائح باردة من قياس 12 باستخدام كتل يوريثين تكتشف هذا بسرعة — الكتل تصبح لماعة، تنضغط بشكل دائم، ثم تتشقق. قوالب الفولاذ قد تدوم لعقود في هذا الاستخدام. البولي يوريثين لن يفعل ذلك.
والكيمياء مهمة. إذا استبدلت يوريثين قائم على الـTDI أكثر مرونة بنوع قائم على الـMDI أكثر صلابة من دون إعادة حساب الانحراف وسلوك التصلب، فقد تحوّل الحل الماص للصدمات إلى مادة هشة. لقد رأيت كتلًا تتشقق عند الزوايا لأن “الترقية” كانت صلبة جدًا بالنسبة للإجهاد الفعلي الذي كانت تمتصه. هذه ليست كتلة سيئة. هذا عدم تطابق في المرونة الذي يضخّم خطأ معايرة الحمولة.
يمكن التوفيق بين العمليات عالية الحجم والبولي يوريثين — لكن فقط عندما يكون عمق الانحناء وقوة خضوع المادة وتكرار الضربة ضمن نطاق إجهاد الكتلة. وهذا يتطلب معرفة قوة التشكيل الفعلية لديك، وليس ما يقوله اللوح التعريفي.
إذا كانت الكتلة تنسحق في المنتصف، فاسأل لماذا يبلغ ضغطك الذروة هناك.
الآن غيّر المشهد. فولاذ مقاوم للصدأ من نوع 304، بسماكة 1.5 مم، وتفاوت زاوي دقيق — زائد أو ناقص نصف درجة — وسطح مصقول لا يمكن خدشه. يختار الفريق فيلمًا صناعيًا للثني بين الصفيحة والقالب.
في التشغيل الأول، خرجت الزوايا منحنية أكثر من اللازم بنحو درجة تقريبًا. المشغل رفع الكباس. بدأ عدم الاتساق بالظهور.
ما الذي تغيّر؟ السماكة.
فيلم بسماكة 0.8 مم يضيّق فعليًا فتحة الـ“V”. إذا كنت تستخدم فتحة V مقاس 16 مم لمادة بسماكة 3 مم، فإن إضافة ذلك الفيلم تغيّر الهندسة. الصفيحة الآن تواجه عرض قالب أصغر، مما يزيد إجهاد التشكيل ويقلل الارتداد السَّنَبي. إذا لم تضبط ذلك، فأنت لا “تحمي السطح”، بل تغيّر توزيع الضغط وتتظاهر بأنك لم تفعل.
الرياضيات لا تهتم بموعدك النهائي.
تتألق الأفلام عندما تكون الدقة أهم من الامتصاص. فهي تضيف أقل قدر ممكن من المرونة مقارنة بكتل البولي يوريثين الصلبة، لذلك يمكن أن تكون قابلية تكرار الزوايا أكثر إحكامًا — بشرط أن تعيد حساب عرض القالب الفعّال والحمولة. إذا تجاهلت ذلك، يصبح الفيلم متغيرًا خفيًا يشوّه مسار القوة. الضغط الزائد لتعويض الزاوية عبر فيلم هو مجرد شكل أكثر هدوءًا من التحميل المفرط.
لذا تتطلب الأفلام انضباطًا. فهي ليست حماية جاهزة للتركيب. إنها معدّلات هندسية.
وهذا يجعلك تتساءل كيف تتصرف أنظمة “التبديل السريع” عندما تتغير السماكة والتكديسات في منتصف الوردية.
رأيت ورشة تبدّل من حوامل فولاذ معتدل إلى أجزاء فولاذ منخفض السبيكة وعالية المقاومة خلال أقل من عشر دقائق باستخدام إدخالات بولي يوريثين معيارية. سريع. نظيف. مثير للإعجاب.
بحلول نهاية الأسبوع، أظهرت الإدخالات تآكلًا غير متساوٍ — منسحقة على الثلث الأيسر من السرير.
يكون التبديل السريع سريعًا فقط إذا كانت هندسة الماكينة دقيقة. تعتمد الأنظمة المعيارية على تثبيت متسق وتثبيت متوازن. انحراف بضعة آلاف من البوصة عبر سرير طويل يعني أن طبقات الإدراج تتحمل حمولة غير متساوية. بخلاف القالب الموحد، تنقل الإدخالات المجزأة ذلك الاختلال عبر ضغط تفاضلي.
لكن المكونات التضحوية تروي الحكايات.
عندما تنهار وحدات معينة مبكرًا فقط، فذلك تحليل ميداني يشير إلى ميل الكباس أو تعويض غير كافٍ للتقوس أو تآكل غير متوازن في السرير. المكابح الحديثة يمكنها التصحيح ضمن نصف درجة في أجزاء من الثانية — إذا كانت المستشعرات تنقل الحقيقة. إذا لم تكن معايرة، فإن سهولة النظام المعياري تتحول إلى خريطة فشل موزعة.
تكون الإدخالات المعيارية ممتازة عندما يكون تنوع المنتجات عاليًا وتُعاد حساب الحمولة لكل مهمة. لكنها تصبح وسادة مكلفة عندما تفترض الورش أن إعداد الأمس ينطبق على سبيكة اليوم.
إذا كانت إدخالاتك تتقادم بشكل غير متساوٍ، فالمشكلة ليست في كتالوج الإدخالات.
إنه مسار القوة.
وهذا يقودنا إلى الاحتكاك—المخرّب الصامت الذي يحاول معظم الناس معالجته عبر الملمس.
فكر في صفائح مجلفنة عليها زيت طواحين متبقي. أثناء ضربة النزول، تنزلق الصفيحة مليمترًا قبل أن تُمسك. يلقي المشغل اللوم على “المادة الزلقة” ويطلب إدخالات مزخرفة مع طلاء مقاوم للانزلاق.
الاحتكاك ليس مجرد خشونة. إنه المساحة الفعلية للتلامس تحت الحمل. الإدخال المزخرف يزيد من التداخل الميكانيكي، نعم—لكنه يركّز أيضًا إجهاد التلامس عند قمم الخشونة. تحت ضغط عالٍ، تبلى تلك القمم أولًا. إذا كانت قوة التثبيت ودعم المقياس الخلفي لديك هامشية، فإن الملمس يخفي الانزلاق مؤقتًا بينما يسرّع من تآكل الإدخال.
نظّف الصفيحة. تحقق من ضغط المشبك. أكّد على محاذاة المقياس الخلفي. ثم قرّر ما إذا كان الملمس ضروريًا.
الحلول المقاومة للانزلاق مناسبة عندما لا يمكن التحكم في حالة السطح—مثل الصفائح الزيتية القادمة من المراحل السابقة، أو المواد المطلية، أو المتطلبات التجميلية العالية التي لا تسمح بأدنى أثر. لكن يجب أن تُطابق مع الإجهاد الفعلي أثناء التشكيل. إذا حملتها فوق طاقتها، يصبح الطلاء الشاهد التضحيـوي الجديد.
الوسادة أو الكتلة أو الفيلم أو الإدخال أو الملمس ليست أبدًا ممسحة سحرية لتوزيع قوة سيئ. إنها آخر عنصر في سلسلة تبدأ باختيار السبيكة، وهندسة القالب، والحمولة المُعايرة.
إذا اخترت هندسة السطح قبل أن تتحقق من مسار الضغط، فأنت لا تحل المشكلة.
أنت تؤجلها.
تريد طريقة منهجية للتحقق من توزيع الضغط قبل أن تطلب صندوقًا آخر من الوسائد الفاخرة.
جيد. لأنك ما لم تتحقق من المحاذاة، والتحدب، والتوازي تحت الحمل، فأنت تشخّص وأنت معصوب العينين.
لقد وقفت بجانب مكبح بطول عشرة أقدام حيث كانت الزوايا في المنتصف مثالية، بينما الأطراف تنحرف بدرجتين. ألقى الجميع اللوم على الوسائد. كانت الوسائد جديدة، عالية الصلابة، وغالية بما يكفي لتجعل قسم المحاسبة متوترًا. لكن المكونات التضحية تحكي القصص. نمط التآكل كان أثقل في الثلث الأيسر، لامع في الوسط، بالكاد لُمس على اليمين. هذه ليست مشكلة مادة. هذه هندسة تعترف بما في داخلها.
هندسة السطح تأتي في المجرى اللاحق. الهندسة المجسّمة تأتي في المجرى السابق.
إذا لم تتحقق من أن الإطار والمكبس يوزعان القوة بشكل متساوٍ عبر السرير، فكل وسادة تركبها ليست سوى طباشير في نهاية عصا بلياردو ملتوية. لذا دعنا نتفقد مسرح الجريمة كما ينبغي.
خمس آلاف من البوصة لا تخيف معظم الناس.
لكنها يجب أن تفعل.
الرياضيات لا تعبأ بموعدك النهائي. على سرير بطول 120 بوصة، يعني انحراف بمقدار 0.005 بوصة أن أحد جانبي القالب يغلق أولًا. ذلك الجانب يتلقى الحمل أولًا. اليوريثان لا يوزع الحمل مثل الفولاذ؛ إنه ينضغط حيث يُضرب. لذلك، يتحمل جانب التلامس المبكر حمولة زائدة بشكل غير متناسب حتى يتساوى باقي المكبس. هذا ليس امتصاصًا للصدمات. إنه إجهاد موضعي مفرط.
افتراضياً ولكن واقعياً: أنت تشكّل صفائح 5052 بسماكة 1/8 بوصة على طول ثمانية أقدام. يطلب الحمل المطلوب قوة تبلغ 60 طناً. بسبب سوء المحاذاة، فإن أول 30 بوصة على اليسار تتلقى التلامس أولاً وتتحمل صدمة — ربما ليست كامل الـ60 طن، ولكن نسبة حادة منها — قبل أن يتلامس باقي الطول. تلك الصدمة تتجاوز حد الإجهاد الانضغاطي لوسادة الضغط في تلك المنطقة. بعد أسبوع، تنتفخ تلك المنطقة وتتشقق. أما الباقي فيبدو سليماً.
ضريبة المبتدئين.
آلات الثني الحديثة بنظام CNC ستكشف عن انحرافات في المحور Y أدق من أجزاء المليمتر أثناء الشوط، وهذا ما يجب أن يحدث. إذا كان الصفر الميكانيكي منحرفاً، أو كانت المرشدات مهترئة، أو لديك خلوص في الموجّهات يمكن الشعور به بظفر اليد، فأنت لا تثني بالتساوي. أنت تقلل عمر جانب واحد من كل طبقة تضحية تقوم بتركيبها.
وعندما تفشل الوسادة بشكل غير متناظر، تكون الآلة قد أخبرتك بالمكان الذي عليك تفقده.
فلماذا تستهلك بعض الطاولات الوسائد في المنتصف بينما تبقى الأطراف سليمة؟
تخيّل طاولة طويلة تحت حمل ثقيل.
الصلب ينحني. الإطارات "تتنفس". هذا ليس عيباً؛ إنه فيزيائياً طبيعي. من دون التحدب — وهو تعويض مقصود نحو الأعلى في الطاولة أو الكباس — يهبط الوسط تحت ضغط الحمولة. يصبح الفتحة في القالب أضيق في المنتصف فعلياً. الصفيحة تتعرض لإجهاد تشكيل أعلى في الوسط مقارنة بالأطراف.
الآن أضف وسادة مرنة.
الوسط ينضغط أكثر لأنه يتعرض لإجهاد أعلى. مع مرور الوقت، ينشأ انخفاض في منتصف الوسادة بينما تبقى أطرافها وكأنها جديدة من المصنع. المشغلون يسمّون ذلك “مادة سيئة الدفعة”. وأنا أسمّيه انحناء غير مصحّح.
الآلات المتقدمة ذات الهياكل الصلبة وردود الفعل الفورية في زاوية الانحناء تقلل هذا السيناريو بشكل كبير. فهي تحدّ من الانحناء بقوة لدرجة أن التحدب يصبح طفيفاً، وأحياناً شبه غير ملحوظ في العمل اليومي. أما مكابح الثني القديمة؟ الأسِرّة الطويلة التي يتجاوز طولها ثلاثة أمتار؟ فإن التحدب الميكانيكي باستخدام الأوتاد يثبت فعاليته لأنه يعوض الهبوط بطريقة صلبة ومتوقعة بدلاً من الانجراف الهيدروليكي.
الوسائد لا تصلح الهبوط. إنها تتكيّف معه.
إذا كان الوسط يتلف أولاً، فالإطار يتحدث إليك.
لكن إليك المشكلة: فحص التحدب في وضع السكون لا يخبرك تقريباً بأي شيء عما يحدث عندما يضرب 100 طن سطح الطاولة.
فكيف تقيس التوازي؟
تقوم معظم الورش بفحص المحاذاة بينما يكون الكباس متوقفاً والآلة ساكنة.
وهذا نصف موقع الجريمة فقط.
تحت الحمل، يمكن للاحتكاك في السكك الإرشادية البالية أو التزييت غير المتكافئ أو خلوص الموجّهات المفرط أن يجعل الكباس يفقد توازيه أثناء الشوط. لقد رأيت مكابح تبدو مستقيمة حسب مؤشر القياس عند السكون، ثم تلتوي تحت ضغط التشكيل بما يكفي لجعل الأطراف تنحرف درجات كاملة. المشغلون يلومون التحدب. فيضيفون شرائح. ويستبدلون الوسائد.
وفي الوقت نفسه، الجاني الحقيقي هو خلوص يمكنك إدخال شريحة قياس 0.008 بوصة فيه عند الموجّهات.
الرياضيات لا تكترث لموعدك النهائي. تحت الحمل، تتغير متجهات القوة. إذا كان أحد الأدلة يتعثر، فإن الجانب المقابل يتحمل حملاً أكبر. لا يهبط الكباس كطائرة؛ إنه يهبط كتسوية بين الاحتكاك والقوة. يصبح وسادتك ممتص الصدمات لهذه التسوية.
لذا عليك القياس أثناء الضربة. المدى الكامل. تحت حمولة تمثيلية. مؤشرات القياس في كلا الطرفين. اختبر الانحناءات عبر الطول. قارن الزوايا عند مسافات متساوية من المركز. أنت لا تطارد الكمال؛ أنت ترسم خريطة الانحراف.
لأنه بمجرد أن ترى كيف تتصرف الآلة عندما تعمل، لا عندما تتظاهر، يمكنك أن تميز بين الحاجة الحقيقية للتتويج وإهمال صيانة الكباس.
وهذا يثير الإغراء الذي أراه كثيراً.
إذا لم تكن السرير صادقة تماماً، فهل الوسادة الألين عازلة ذكية – أم وقود على النار؟
الأنعم يبدو أكثر أماناً.
لكنه ليس كذلك.
الوسادة ذات الصلابة المنخفضة تزيد من المطاوعة. المطاوعة تضخم الفروقات في الضغط. حيث تكون القوة أعلى قليلاً، يزداد الانضغاط بشكل غير متناسب. هذا يغيّر هندسة القالب الفعلية محلياً — تضيق V هنا، وتتسع هناك. يختلف الارتداد الربيعي عبر طول القطعة. الآن أنت تطارد الزاوية من خلال تعديلات الكباس التي تخفي مشكلة التوزيع الحقيقية.
تلك هي غرور الحمولة — الاعتقاد بأنك تستطيع فرض التناسق في نظام غير متناسق.
في آلة مصفوفة بشكل مثالي ومتوّجة على نحو صحيح، يمكن للوسادة الألين أن تحمي الأسطح دون أن تدمّر الاتساق. في آلة بها ميل خفي أو ترهل، تصبح مضخماً للخطايا الهندسية. الوسادة لا تساوي القوة؛ إنها تكشف أين تكون القوة غير متساوية عن طريق فشلها الأسرع هناك.
المكونات التضحية لا تكذب. إنها تتشوه تماماً في المكان الذي يكون فيه نظامك أضعف.
لذا قبل أن تحدد الصلابة أو السماكة أو العلامة التجارية، تحقق من مسار القوة: المحاذاة تحت الحمولة، تعويض التتويج، التوازي أثناء الضربة، حالة الأدلة، وخلوص الجِب. تعامل أنماط التآكل كأدلة، لا كإزعاج.
لأنه بمجرد أن تفهم كيف يشكل هؤلاء القتلة غير المرئيين توزيع الضغط، فإن السؤال التالي ليس أي وسادة تشتري.
بل هو كيف تُجري تسلسل تشخيصي منضبط قبل أن تشتري أي شيء على الإطلاق.
تريد التسلسل الدقيق للتحقق من المحاذاة والتتويج والتوازي تحت الحمولة قبل أن تشتري وسادة أخرى.
جيد. لأنك إذا غيرت المستهلك قبل أن تتحقق من مسار القوة، فأنت لا تصلح مشكلة — بل تدفع رسوماً على نفس الخطأ.
هذا تحليل جنائي على أرض الورشة. الوسادة هي الضحية. الآلة هي المشتبه بها. التسلسل مهم لأن كل خطوة تزيل مكاناً واحداً يمكن أن يختبئ فيه توزيع القوة السيئ. تخطّي الترتيب وستغطي خطأً بخطأ آخر.
إليك البروتوكول.
الرياضيات لا تهتم بموعدك النهائي.
ابدأ بقوة الكباس الفعلية تحت الحمل، وليس بالملصق على جانب الإطار ولا بالرقم الذي توقّعته برامجك. الحمولة المقننة تنطبق عبر طول موزّع، وعلى مسافة محددة من الدعامات. غيّر عرض القالب، غيّر طول الثني، ركّز الحمل، وسيتغيّر وضع الإجهاد الحقيقي.
قم بتركيب حساسات قوة معايرة أو تحقق من خلايا الحمل الموجودة. خمس دقائق من البيانات الحقيقية تحت ثني تمثيلي أفضل من عشرين دقيقة من اختبارات الثني والتخمين. لقد رأيت آلات تعطي أكثر من القدرة المتوقعة بنسبة 15 بالمئة لأن عملية إعادة الضبط انحرفت. ورأيت أخرى تُظهر قراءة منخفضة بينما كانت تضرب وسط السرير بهدوء.
إذا كانت متطلباتك المحسوبة 60 طناً وحساساتك تشير إلى 72 عند الذروة، فهذا ليس مجرد خطأ تقريبي. ذلك حمل زائد يتركز في مكان ما.
وإذا كنت لا تثق بالحساسات، اختبرها من خلال ثني محكوم بالفولاذ الطري وقارن الزاوية بالارتداد المتوقع. المكابح الحديثة يمكنها التصحيح في حدود نصف درجة خلال أجزاء من الثانية—إذا كانت الحساسات تقول الحقيقة.
لماذا نبدأ هنا؟
لأن كل فحص محاذاة وتاج تقوم به بعد ذلك يعتمد على معرفة الحمل الذي تطبقه فعلياً. إذا شخصتَ الهندسة استناداً إلى معلومة خاطئة، فستكون استنتاجاتك منحرفة.
إذن، بعد أن تثق في الحمولة، ما هي الهندسة التي تنتقل من خلالها هذه القوة؟
قبل أن تلمس المفتاح، تأكد من أن فتحة القالب ونصف قطر المثقاب يتطابقان مع المادة الموجودة في أرضية الورشة — وليس مع تلك الخاصة بمهمة الأسبوع الماضي.
قالب V الضيق لا “يزيد الحمولة” فقط. إنه يزيد الضغط الموضعي بشكل أُسّي لأن مساحة التلامس تتناقص بينما يظل عزم الثني المطلوب مرتبطاً بالسماكة وقوة الشد. هكذا ينتهي الأمر بآلة مصنَّفة لتحمل حمل طويل موزّع إلى إجهاد قسم بطول 24 بوصة في الوسط.
هنا يبدأ الغرور في مسألة الحمولة. تتباهى الورش بأنها تعمل بالقرب من أقصى السعة دون أن تتساءل عما إذا كان الحمل موزعاً بالتساوي عبر السرير أم متركزاً كالإزميل.
تحقق من ثلاثة أمور:
إذا كان البرنامج يحسب مسبقاً بدقة ±2 بالمئة، فهذا جيد. استخدمه. لكن تأكد من أن المدخلات تعكس الواقع. بدّل 5052 بالفولاذ المقاوم للصدأ واستمر باستخدام نفس الأدوات، وستتحول تنبؤاتك “الدقيقة” إلى خيال.
بمجرد أن يكون شكل القالب صحيحاً، تكون قد حدّدت حالة الحمل المقصودة.
الآن اسأل: هل توزّع الآلة هذا الحمل بالتساوي من الكباس إلى السرير؟
هنا تتوقف أغلب الورش عن التفكير وتبدأ بوضع الحشوات.
تحقق من التوازي أثناء التوقف إذا كنت تريد تمرينًا للإحماء. ثم تحقق منه تحت الحمل إذا كنت تريد الحقيقة. مؤشرات في كلا الطرفين. حمولة تمثيلية. شوط كامل. راقب الانتقال من الاقتراب السريع إلى سرعة التشكيل — هنا يظهر الالتواء الخفي.
انظر إلى خلوص المزلاج. أنماط التآكل غير المتساوية. تشحيم الأدلة. إعدادات التقويس الميكانيكي مقابل انحناء السرير الفعلي. الفولاذ ينحني؛ هذه فيزياء. السؤال هو ما إذا كانت تعويضاتك تتطابق مع حالة الحمل الخاصة بك.
إذا انحنى المركز أكثر مما يعوضه التقويس، يضيق القالب هناك تحت الضغط. إذا حدث تماسك في دليل واحد، يتحمل الجانب المقابل حملاً أكبر. تصبح وسادتك طبقة مطاوعة تمتص هذا الاختلال في التوازن.
لكن المكونات القابلة للتضحية تروي قصصًا. انخفاض في المركز؟ غالبًا انحناء لم يُصحح. زوايا مهشمة في أحد الطرفين؟ ميل في المكبس أو احتكاك غير متساوٍ في الأدلة.
أنت لا تطارد الصفر المثالي. أنت ترسم خريطة لمسار القوة من الأسطوانة إلى الصفيحة إلى السرير.
بمجرد أن يصبح المسار مستقيمًا ويمكن التنبؤ به، فقط عندها يكون اختيار الوسادة منطقيًا.
الآن — وفقط الآن — تختار الوسادة.
يجب أن تتطابق الصلابة والسماكة ومعامل الانضغاط مع توزيع الضغط المعروف والمتحقق منه. وسادة أكثر نعومة في نظام ملتوي تضخم عدم الاتساق. وسادة أكثر صلابة في نظام محمّل بشكل زائد تفشل أسرع وبصورة أكثر دراماتيكية.
فكر في الوسادة كصمام أمان. تقوم بتحديد حجم الصمام بعد أن تعرف جهد الدائرة وتيارها، لا قبل ذلك.
إذا كانت حمولة الطن معايرة، وهندسة القالب صحيحة، ومسار القوة مرسوم تحت الحمل، يصبح اختيار الوسادة واضحًا: حماية التشطيب السطحي، امتصاص التفاوتات البسيطة، الحفاظ على ثبات الزاوية. إنه قرار تشطيب، وليس قرارًا هيكليًا.
وهذا التغيير في التوقيت هو جوهر المسألة.
لأن السؤال الحقيقي لم يكن أبدًا عن اليوريثان.
على مدى ثلاثين عامًا شاهدت الورش تقف أمام مكبح طوله عشرة أقدام، تحدق في وسادة ممزقة وكأنها خانتهم.
لم يظهر فجأة.
كانت الوسادة تقوم بعملها — تضحي بنفسها حيث كان نظامك الأضعف. عندما تتبع هذا التسلسل، تتوقف عن اعتبار التآكل عشوائيًا وتبدأ في قراءته كبيانات. حمولة الطن مؤكدة. الهندسة مصدَّقة. مسار القوة ملاحظ تحت الحمل. عندها فقط يدخل اختيار المادة في النقاش.
الجزء غير الواضح هو هذا: فشل الوسادة نادرًا ما يكون نقطة القرار الأولى في النظام. إنه آخر نقطة تفتيش قبل أن تجبي الفيزياء دينها.
لذلك الشيء الوحيد الذي عليك حمله للأمام بسيط ومزعج.
قبل أن تسأل عما يجب استبداله، اسأل عن المسار الذي تسلكه قوتك بالفعل.


















