

Entro mezzogiorno i nuovi cuscinetti in uretano erano già tatuati con lucenti cicatrici a mezzaluna. Freno da dieci piedi. Acciaio dolce da un quarto di pollice. Utensili freschi fissati alle 7 del mattino, fiducia alle stelle. Al secondo turno l’operatore borbottava di “un altro lotto difettoso”.”
Stessa scivolata. Stesso angolo che devia. Cuscinetti diversi.
Quando un cuscinetto nuovo di zecca fallisce in poche ore, non si tratta di sfortuna. È una scena del crimine. La domanda non è “Quale fornitore ha sbagliato?”, ma “Cosa nel percorso della forza ha appena ucciso un’altra parte sacrificabile?”
Ho visto officine trattare i cuscinetti come fusibili. Qualcosa scivola, gli angoli vagano, il materiale si sposta – quindi sostituiscono la parte morbida e lo chiamano manutenzione. Sembra una decisione risoluta. Costa meno del fermo macchina. E evita la scomoda possibilità che la macchina stessa ti stia mentendo.
Ma i componenti sacrificabili raccontano storie. Quando si consumano gradualmente e in modo uniforme, è l’abrasione che fa il suo onesto lavoro. Quando si spaccano, si schiacciano, si lucidano o si delaminano a chiazze, sono la concentrazione di carico, l’errore di temporizzazione o il disallineamento che parlano attraverso gomma e acciaio. Scienza forense da officina.
Allora come si distingue tra un cuscinetto che ha vissuto la sua vita e uno che è stato giustiziato?
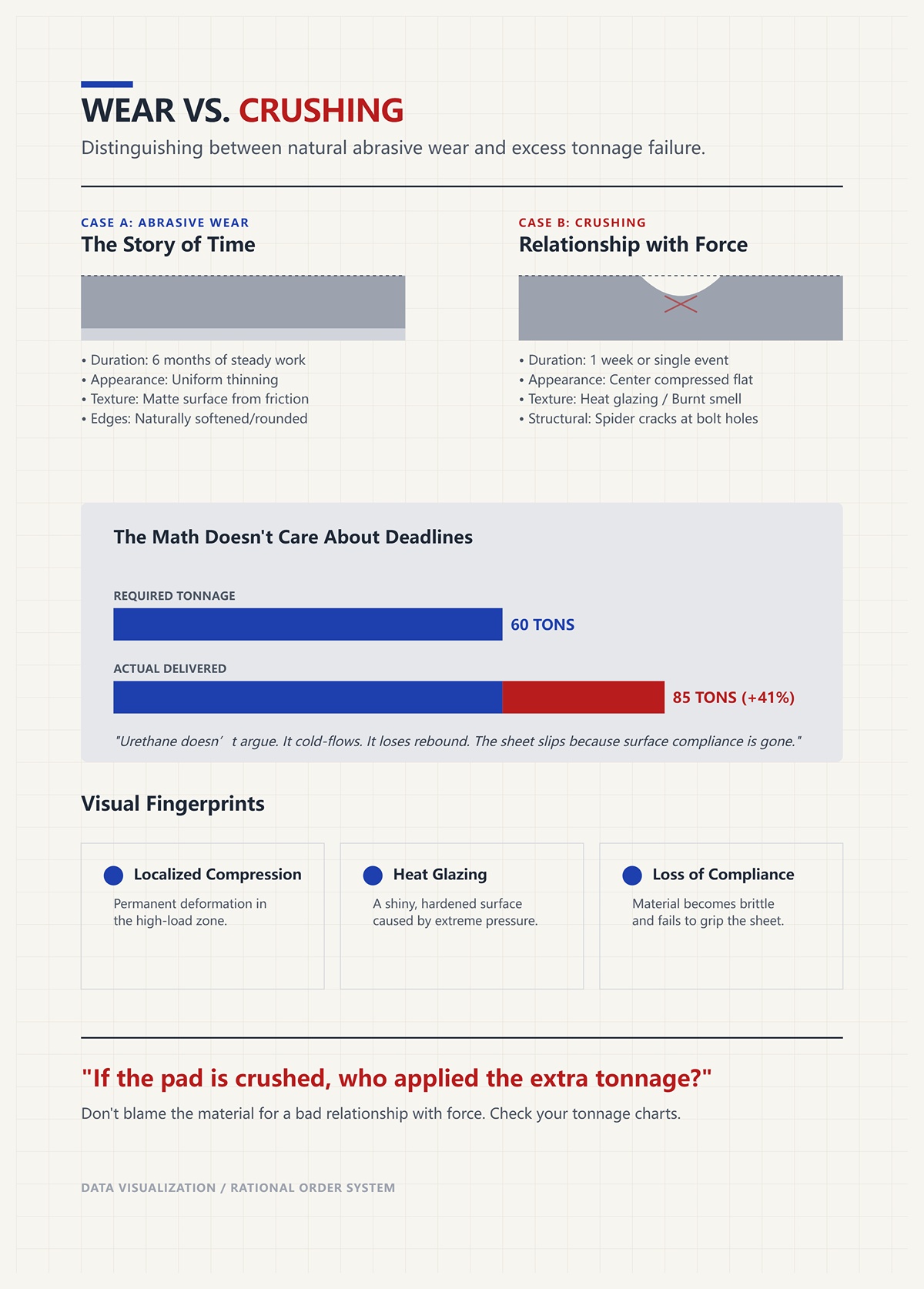
Togli un cuscinetto che ha lavorato stabilmente per sei mesi. Vedrai un assottigliamento uniforme. Bordi ammorbiditi. Superficie opaca per attrito. Questa è usura abrasiva – materiale sacrificato lentamente come previsto.
Ora togliene uno dopo una settimana e trova il centro compresso piatto come una moneta, i bordi ancora sporgenti, magari persino crepe a ragnatela attorno ai fori dei bulloni. Quella non è usura. Quella è schiacciamento.
La matematica non si cura della tua scadenza. Se la tua piegatura richiede 60 tonnellate e ne stai fornendo 85 perché la tua tabella del tonnellaggio non è aggiornata allo spessore reale del materiale, il cuscinetto assorbe l’eccesso. L’uretano non discute. Si deforma a freddo. Perde elasticità. Al ciclo successivo, il foglio scivola perché la compliance superficiale è scomparsa.
L’eccesso di tonnellaggio lascia impronte: compressione localizzata, lucidatura da calore, talvolta un leggero odore di bruciato. L’abrasione racconta una storia di tempo. Lo schiacciamento ti parla di una relazione sbagliata con la forza.
Se il cuscinetto è schiacciato, chi ha applicato il tonnellaggio extra?

Ne ho visti tre recidivi.
Primo: inclinazione del pistone durante la transizione da avvicinamento rapido a velocità di formatura. Il foglio tocca prima da un lato, la pressione aumenta localmente e il cuscinetto si deforma in modo irregolare. Per l’operatore, il pezzo scivola. Per il cuscinetto, è un’aggressione unilaterale. La radice del problema è la temporizzazione della valvola o la deriva di sincronizzazione, non il materiale d’attrito.
Secondo: feedback dell’angolo fuori calibrazione. Le presse piegatrici moderne possono correggere entro mezzo grado in frazioni di secondo – se i sensori dicono la verità. Dopo un aggiornamento software o una ricalibrazione saltata, la macchina piega troppo, compensa, sovracompensa. Il cuscinetto percepisce carichi fluttuanti che sembrano casuali. Tu dai la colpa alla presa. Il vero colpevole è un ciclo di controllo che brancola nel buio.
Terzo: discesa lenta o incoerente dovuta a problemi idraulici – olio basso, guide usurate, una valvola di riempimento che si blocca. Un sintomo, una mezza dozzina di cause meccaniche. Il foglio si sposta microscopicamente prima del pieno contatto, e ottieni quella caratteristica lucentezza sulla faccia del cuscinetto. L’errore da principiante è ordinare materiale d’attrito prima di controllare il livello dell’olio e la verticalità delle guide.
Quando tre diversi errori della macchina possono produrre lo stesso “scivolamento”, perché presumere che la parte morbida sia colpevole?
Un catalogo lo definisce universale: un solo composto, ampia gamma di durezza, si adatta a più stampi. Perfetto per staffe agricole.
Ora metti quello stesso tampone sotto pezzi aerospaziali a tolleranza stretta con leghe miste nello stesso turno. Alluminio da 1/8 di pollice al mattino, acciaio altoresistenziale dopo pranzo. Diverso ritorno elastico. Diversa tonnellaggio richiesto. Differente energia superficiale contro il tampone.
Materiale uniforme in un ambiente a forza variabile è una scommessa.
Se regoli con precisione tonnellaggio e allineamento per ogni lavoro, puoi utilizzare in sicurezza una specifica di tampone più ampia. Se non lo fai, stai chiedendo a una sola durezza e a uno spessore di perdonare ogni scorciatoia di configurazione. Non lo farà. Il lavoro ad alta precisione smaschera il mito perché il margine di errore è più sottile del tampone stesso.
Quindi, quando un tampone “universale” continua a fallire solo su alcuni lavori, è davvero universale – oppure il tuo processo non lo è?
Poniamo che un set di tamponi costi alcune centinaia di dollari e un’ora di lavoro per la sostituzione. Decisione facile. Decisione più difficile sono due ore con un indicatore, verifica della pressione, ricalibrazione dei sensori e una prova a secco senza materiale.
Una opzione sembra produttiva. L’altra sembra ammettere che il problema potresti essere tu.
Ma quando i guasti si concentrano — più tamponi su diversi lavori in un mese — non si tratta di usura casuale. È deriva di processo. Nelle fabbriche che monitorano l’integrità dei tamponi a monte, i difetti si manifestano in lotti perché il ciclo di pressatura è fuori specifica. La stessa logica si applica qui. Una morte ripetuta del tampone è raramente una coincidenza.
Ogni sostituzione senza diagnosi è solo un reset del conto alla rovescia. Stai pagando in poliuretano invece che in attenzione.
E se l’uso errato della forza continua a scrivere la stessa storia su tamponi nuovi, cosa succede quando finalmente mettiamo i numeri del tonnellaggio sotto la luce?
La scorsa primavera ero davanti a una pressa da dieci piedi valutata per 150 tonnellate, guardando un tampone che era stato in servizio per nove giorni. Il centro era schiacciato piatto, i bordi intatti, i fori dei bulloni iniziavano a ovalizzarsi. L’operatore giurava che il lavoro era “ben entro la capacità”. Acciaio A36 da un quarto di pollice su matrice a V da 2 pollici.
Sulla carta sono 19,7 tonnellate per piede. Su dieci piedi, 197 tonnellate. La matematica non si cura della tua scadenza. Eri 47 tonnellate oltre la valutazione della macchina prima ancora di arrivare a fondo corsa.
Passa a una matrice a V da 3 pollici e la forza richiesta scende a 13,9 tonnellate per piede — 139 tonnellate totali. Stesso materiale. Stessa lunghezza. Larghezza del punzone diversa. Ora sei all’interno della capacità della macchina e il tampone ha una vita normale.
Ecco come si verifica il tonnellaggio prima di schiacciare un altro inserto: calcola la forza per piede per lo spessore reale e l’apertura a V, moltiplica per la reale lunghezza di piega e confronta con la capacità nominale sull’intera area di lavoro. Non l’etichetta sul lato. Il carico distribuito sul banco.
Perché se il tonnellaggio richiesto supera sia la capacità della pressa sia il limite di compressione del tampone, il guasto non è una possibilità. È una scadenza.
E la maggior parte delle officine nemmeno fa i calcoli in questo modo.
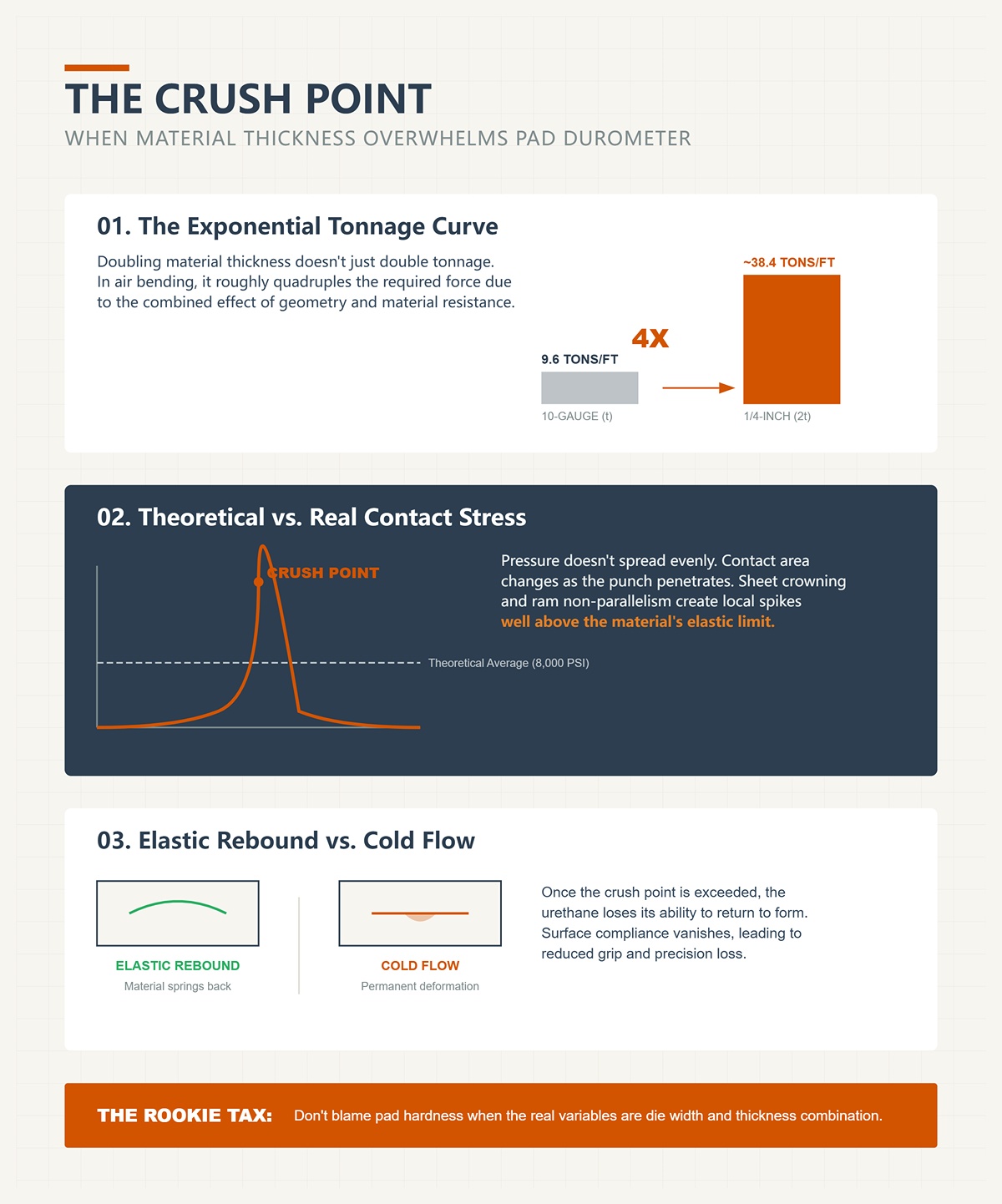
Ho visto un’officina passare da 10 gauge a 1/4 di pollice e presumere che il tonnellaggio “aumenti un po””. Non è così. Raddoppiare lo spessore circa quadruplica il tonnellaggio richiesto nella piegatura in aria. È la geometria e la resistenza del materiale che lavorano insieme.
Se il calibro 10 richiede circa 9,6 tonnellate per piede su una V da 1 pollice, e raddoppi lo spessore, non arrivi a 19. Sei più vicino a quattro volte la richiesta originale, a seconda della larghezza della matrice. Questa è la curva.
Ora immagina un cuscinetto in poliuretano ipoteticamente valutato a 8.000 psi di resistenza alla compressione. Applichi 197 tonnellate su dieci piedi e presumi che si distribuisca uniformemente. Non è così. L’area di contatto cambia mentre il punzone penetra, soprattutto se il foglio si incurva o se il martello non è perfettamente parallelo. La pressione locale supera ampiamente la media.
Quel picco è il punto di schiacciamento. Non quando il catalogo dice che il cuscinetto “dovrebbe” guastarsi. Ma quando la reale sollecitazione di contatto supera la capacità del materiale di rimbalzare elasticamente. Dopo di ciò, il poliuretano scorre a freddo. Non torna indietro. Al ciclo successivo, la presa è ridotta perché la conformità della superficie è scomparsa.
Ed ecco la trappola: si incolpa la durezza del cuscinetto quando la vera variabile era la combinazione tra larghezza della matrice e spessore. Tassa da principiante.
Ma anche se la tua tonnellata è tecnicamente “entro capacità,” perché alcuni cuscinetti si spostano comunque fuori posizione?
Ho visto un operatore aumentare la tonnellata di 10% perché un foglio è scivolato durante la formatura. La sua logica era semplice: più forza, più presa.
Sotto pressione moderata, il poliuretano si deforma quel tanto che basta per conformarsi alle irregolarità superficiali. Questo aumenta l’effettiva area di contatto e l’attrito. Se si supera un certo punto, si sovracomprime lo strato superficiale. Si indurisce localmente, si leviga, a volte si lucida a caldo. Ora la reale area di contatto diminuisce.
Hai aumentato la pressione nominale ma ridotto l’attrito effettivo.
Aggiungi una lieve inclinazione del martello—un lato che tocca millisecondi prima dell’altro—e crei una componente di forza laterale. Il cuscinetto, ora sovracompressato e meno conforme, non può assorbirla. Il foglio “cammina”. L’operatore aumenta la tonnellata. Il cuscinetto muore più in fretta.
Ma i componenti sacrificabili raccontano storie. Quando vedi strisce lucide in una direzione, non è usura casuale. È taglio laterale sotto carico normale eccessivo.
Quindi, se la pressione da sola non è tutta la storia, cosa succede quando la matrice stessa concentra la forza dove nessun polimero può sopravvivere?
Prendi quel medesimo A36 da 1/4 di pollice. Su una matrice a V da 1,5 pollici, la tonnellata richiesta salta a circa 30 tonnellate per piede. Su dieci piedi, sono 300 tonnellate. Il doppio della capacità della nostra pressa da 150 tonnellate.
Ora immagina di non lavorare su tutta la lunghezza. Stai piegando tre piedi al centro. La macchina applica comunque la forza attraverso la parte centrale del martello. Il carico per piede cresce vertiginosamente localmente, e sei sotto 60% dell’estensione del telaio laterale dove cambiano le caratteristiche di deflessione. La flessione del telaio sposta il carico verso il centro.
Ciò che il grafico definiva “accettabile” per una piega a tutta lunghezza diventa dannoso in una piega corta e centrata. Ecco come ottieni cuscinetti schiacciati al centro mentre le estremità sembrano nuove.
La battitura moltiplica l’offesa. Può richiedere circa quattro volte la tonnellata della piega in aria. La coniazione può richiedere dieci volte tanto. Se scambi un’impostazione di battitura per la tonnellata di piega in aria e lasci il cuscinetto in posizione, hai appena firmato il suo certificato di morte.
Non si tratta di possedere una grande pressa. La capacità in eccesso raramente danneggia i cuscinetti perché applichi solo ciò che il lavoro richiede. Il vero pericolo sono le matrici sottodimensionate su macchine sottodimensionate, inseguendo raggi stretti e pagando in poliuretano.
Quindi, quando estrai un cuscinetto deformato, come lo leggi come prova invece che come spazzatura?
Una matrice schiacciata uniformemente lungo la sua lunghezza mi indica che hai superato la tonnellata globale. L’intero sistema era sovraccarico. È un errore matematico diretto.
Una matrice schiacciata solo al centro mi indica un sovraccarico localizzato—pieghe corte, V strette o deflessione del telaio che concentra la forza a metà campata.
Compressione diagonale? Inclinazione del punzone o sincronizzazione idraulica non uniforme.
Superficie vetrificata dal calore con compressione minima? Pressione eccessiva che insegue l’attrito, probabilmente combinata con un leggero movimento del materiale.
I freni moderni possono correggere entro mezzo grado in frazioni di secondo—se i sensori dicono la verità. Se il feedback angolare sta deragliando, il sistema di controllo può sovraccaricare la tonnellata per raggiungere un angolo di riferimento che non era mai sbagliato in origine. La matrice assorbe la correzione.
Questa è una analisi forense da officina. Non si inizia ordinando inserti più duri. Si inizia ricalcolando la tonnellata per piede, verificando la larghezza della matrice rispetto allo spessore, controllando la lunghezza di piega reale rispetto alla campata nominale e confermando il metodo di formatura—piegatura ad aria, a fondo o a conio.
Perché una volta che la tonnellata applicata supera ciò che la matrice e il telaio possono distribuire in sicurezza, l’inserto non è l’anello debole.
È il testimone.
Vuoi un processo di verifica preliminare ripetibile che eviti il guasto della matrice prima della prima piega?
Inizia assumendo che la matrice sia innocente.
Una volta verificata la tonnellata per piede, il rapporto larghezza matrice-spessore, la lunghezza di piega rispetto alla campata nominale, e confermato che stai piegando ad aria—non andando accidentalmente a fondo—la variabile successiva non è la “matrice più dura.” È la lamiera stessa. Perché le matrici delle presse piegatrici sono componenti sacrificabili di un sistema meccanico più grande, e quel sistema include la metallurgia che si trova tra punzone e matrice. Ignora questo, e non stai risolvendo il guasto. Lo stai programmando.
La matematica non si cura della tua scadenza. L’acciaio inossidabile e l’alluminio possono condividere lo spessore, condividere l’angolo di piega, condividere l’attrezzatura—e richiedere percorsi di forza completamente diversi. Se la tua lista di controllo del processo si ferma a “macchina e matrice sembrano a posto,” hai solo liberato metà della scena del crimine.
Allora cosa fa il materiale alla tua matrice che la matrice non può annullare?
Lavora tutto il giorno con alluminio 5052 da 1/8 di pollice su una V moderata, e una matrice in uretano di media durezza si comporta come un eroe. Si conforma, aumenta la reale area di contatto, stabilizza la lamiera. Ottieni pieghe pulite e segni minimi.
Sostituisci con acciaio inox 304 dello stesso spessore e geometria, e improvvisamente la matrice inizia a lucidarsi, vetrificarsi, forse addirittura a spostarsi dalla posizione.
Non è questione di umore. È metallurgia.
L’alluminio snerva presto e scorre. L’acciaio inox resiste, si incrudisce per deformazione e richiede maggiore stress di formatura per la stessa geometria. Maggiore stress di formatura significa maggiore forza di reazione nella matrice. Anche se la tua tonnellata globale è entro capacità, la pressione di contatto all’interfaccia punzone-matrice aumenta perché l’acciaio inox non “cede” facilmente.
L’uretano prospera nella deformazione controllata. L’acciaio inox lo spinge verso il suo limite di compressione più rapidamente. Incolpare la matrice significa pagare una tassa da principiante sulla metallurgia fraintesa.
Ma la resistenza non è tutta la storia. L’acciaio inox ha anche un ritorno elastico più forte.
Il che significa che la lotta non avviene solo durante la corsa verso il basso.
Il ritorno elastico è il recupero elastico dopo lo scarico. Ogni materiale ha memoria. L’acciaio inox ne ha una lunga.
Nella piegatura in aria si piega intenzionalmente di più per compensare quel recupero. L’elasticità del tampone può aiutare a stabilizzare il foglio durante la formatura, ma non può eliminare la deformazione elastica immagazzinata nel metallo. Se l’inox vuole aprirsi di due gradi, lo farà — a meno che non cambi la geometria o il metodo.
Ecco la parte scomoda: ridurre la V della matrice, ad esempio da un rapporto larghezza-spessore 12:1 a 8:1, può ridurre drasticamente il ritorno elastico, indipendentemente dal materiale del tampone. La piegatura fino al fondo lo riduce ulteriormente perché si forza una maggiore deformazione plastica nella zona di piega. La geometria batte il polimero.
Quindi, se stai chiedendo a un tampone in poliuretano di “mantenere” l’inox in angolo mentre usi una V larga pensata per l’alluminio, stai chiedendo all’elasticità di combattere la memoria del materiale. Non può vincere quella lotta a lungo.
Il tampone si comprime. Il foglio si apre comunque. L’operatore aumenta la tonnellata. Ora sei tornato a schiacciare un componente sacrificabile per compensare una scelta geometrica.
E quando questo non corregge l’angolo, qual è il prossimo istinto?
Tampone più duro.
Il durometro è una misura della durezza negli elastomeri. Numero più alto, tampone più rigido.
Sembra logico: l’inox è più duro, quindi usa un tampone più duro.
La matematica non si cura della tua logica.
Un tampone più duro si deforma meno sotto carico. Meno deformazione significa meno area reale di contatto tra tampone e foglio. L’attrito non cresce linearmente con la pressione nominale; dipende dal micro-contatto effettivo. Quando irrigidisci l’interfaccia, riduci la conformità. Ora il foglio è più soggetto a micro-scivolamenti durante la corsa.
Il micro-scivolamento si manifesta come angoli di piega incoerenti.
Ecco il dettaglio che la maggior parte delle officine ignora: un tampone più duro può aumentare la tensione di contatto di picco perché il carico è distribuito su meno punti di contatto microscopici. Quello stress locale può spingere il materiale più vicino al suo limite elastico durante la formatura, aumentando la variabilità del ritorno elastico. Il tuo setup più “forte” produce pieghe più morbide e meno ripetibili.
Vanità della tonnellata incontra vanità del durometro.
E se il tuo sistema idraulico ha anche una leggera instabilità — aria intrappolata, valvole lente — quel tampone più rigido trasmette direttamente quelle oscillazioni di forza al foglio invece di smorzarle. Ciò che sembra “tampone troppo morbido” era in realtà un sistema che aveva bisogno di conformità per restare stabile.
Quindi la durezza non è un miglioramento universale. È un parametro di regolazione all’interno di un sistema di forze.
Il che lascia un altro sabotatore silenzioso.
Puoi calcolare la tonnellaggio. Puoi scegliere la larghezza della matrice. Puoi abbinare il durometro alla lega.
Poi qualcuno pulisce il foglio con l’olio sbagliato.
Lubrificanti per formatura leggera, oli di laminazione, persino residui di refrigerante modificano il coefficiente d’attrito all’interfaccia tra piastra e foglio. Non di poco. Abbastanza perché la tua accurata scelta di conformità non si traduca più in presa. Il foglio si sposta durante la corsa discendente e il tampone mostra una lucidatura laterale. Dai la colpa all’elasticità.
Ma i componenti sacrificabili raccontano storie.
Se il modello di usura è liscio e direzionale senza compressione profonda, comincio a controllare le condizioni superficiali, l’usura delle dita del riscontro posteriore e la forza di serraggio prima ancora di chiamare il fornitore del tampone. L’aderenza meccanica presuppone un contatto pulito. I film chimici riscrivono questa supposizione.
Ed ecco la verità silenziosa: nessun tampone compensa un’interfaccia scivolosa combinata con una forza di serraggio marginale. Non è un problema dell’elastomero. È un problema di controllo del processo.
Quindi il tuo processo di verifica pre-lavoro ripetibile non può fermarsi ai grafici del tonnellaggio e alla selezione della matrice. Deve includere grado del materiale, tempra, ritorno elastico previsto, rapporto V scelto, durometro del tampone e condizione della superficie — controllati prima del primo ciclo.
Perché una volta accettato che i tamponi operano all’interno di un sistema materiale, la vera domanda non è “Quale tampone è il più resistente?”
È quale tampone appartiene a questa esatta combinazione di lega, geometria, forza e stato superficiale.
Un supervisore una volta mi porse due blocchi di poliuretano schiacciati e mi chiese quale “marca” preferissi. Entrambi erano falliti in meno di due settimane. Uno era rigonfiato al centro. L’altro era spaccato nettamente lungo un bordo. Stessa pressa. Stesso operatore. Lavori diversi.
Questo è il tuo quadro pre-lavoro, se sai leggerlo.
La matematica non si cura della tua scadenza. Prima di scegliere l’ingegneria superficiale — blocco, film, inserto, texture — devi fissare quattro variabili: tonnellaggio di formatura calcolato per la lega e lo spessore, apertura V selezionata e metodo (aereo o a fondo), bombatura e parallelismo della macchina e condizione superficiale del foglio. Solo dopo che il percorso della pressione è disciplinato scegli cosa inserire tra punzone e matrice. Altrimenti paghi la tassa da principiante per vanità di tonnellaggio e la chiami “tamponi premium”.”
Le soluzioni superficiali non risolvono la distribuzione della pressione. Si comportano in modo prevedibile solo al suo interno.
Quindi quale appartiene a cosa?
Immagina coperture in alluminio 5052 da 3 mm, lato estetico esterno, 2.000 pezzi per turno. L’officina vuole zero segni visibili. Inseriscono un blocco di matrice in poliuretano solido e piegano ad aria su di esso. I pezzi sembrano puliti. Il manometro del tonnellaggio segna un valore più basso rispetto all’acciaio. Tutti si rilassano.
Il poliuretano è elastico. Si deforma, aumentando l’area di contatto e riducendo la tensione di contatto di picco. È per questo che il tonnellaggio richiesto spesso diminuisce rispetto alle matrici a V in acciaio per la stessa geometria nominale. Il carico si distribuisce attraverso il polimero anziché concentrarsi sulle due spalle della matrice.
Ma ecco il punto che ho visto più di una volta: il poliuretano non è acciaio. Sotto cicli ripetitivi ad alto volume, soprattutto con pieghe più profonde, si deforma e si affatica. Le officine che piegano acciaio laminato a freddo da 12 gauge su blocchi di uretano lo imparano in fretta—i blocchi si lucidano, si comprimono permanentemente, poi si incrinano. Gli stampi in acciaio potrebbero durare decenni in quel compito. L’uretano no.
E la chimica conta. Se si sostituisce un uretano più flessibile a base TDI con un tipo a base MDI più rigido senza ricalcolare la deflessione e il comportamento di indurimento, una soluzione di ammortizzazione può diventare fragile. Ho visto blocchi scheggiarsi agli angoli perché il “miglioramento” era troppo rigido rispetto alla reale sollecitazione che assorbivano. Non è un blocco difettoso. È un’elasticità disallineata che amplifica un errore di calibrazione del tonnellaggio.
Alti volumi e uretano possono coesistere—ma solo quando la profondità di piega, la resistenza allo snervamento del materiale e la frequenza dei colpi rientrano nel limite di fatica del blocco. Ciò richiede conoscere la forza di formatura effettiva, non quella indicata sulla targhetta.
Se il blocco si schiaccia al centro, chiediti perché lì la pressione raggiunge il picco.
Ora cambia scena. Acciaio inox 304 sottile, 1,5 mm, tolleranza angolare stretta—più o meno mezzo grado—e una finitura spazzolata che non può essere danneggiata. Il team sceglie un film sintetico di piegatura tra lamiera e matrice.
Alla prima corsa, gli angoli risultano sovrapiegati di quasi un grado. L’operatore aumenta la corsa del martinetto. La variabilità inizia a insinuarsi.
Cosa è cambiato? Lo spessore.
Un film da 0,8 mm effettivamente riduce l’apertura a V. Se si utilizzava una V da 16 mm per un materiale da 3 mm, l’aggiunta di quel film cambia la geometria. La lamiera ora percepisce una larghezza della matrice minore, aumentando lo sforzo di formatura e riducendo il ritorno elastico. Se non si tiene conto di questo, non si sta “proteggendo la superficie.” Si sta alterando la distribuzione della pressione fingendo di non farlo.
La matematica non si cura della tua scadenza.
I film sono ideali quando la precisione conta più dell’ammortizzazione. Aggiungono una conformità minima rispetto ai blocchi solidi in uretano, quindi la ripetibilità dell’angolo può essere più precisa—sempre che si ricalcolino la larghezza effettiva della matrice e il tonnellaggio. Ignoralo, e il film diventa una variabile nascosta che distorce il percorso della forza. Premere eccessivamente per inseguire l’angolo attraverso un film è solo una forma più silenziosa di sovraccarico.
I film richiedono disciplina. Non sono protezioni da inserire al volo. Sono modificatori di geometria.
Il che fa chiedere come si comportino i sistemi “a cambio rapido” quando spessore e sovrapposizioni variano a metà turno.
Ho visto un’officina passare da staffe in acciaio dolce a pezzi in lega basso-alloy ad alta resistenza in meno di dieci minuti utilizzando inserti modulari in uretano. Veloce. Pulito. Impressionante.
Entro la fine della settimana, gli inserti mostravano usura irregolare—schiacciati sul terzo sinistro del banco.
Il cambio rapido è rapido solo se la geometria della macchina è corretta. I sistemi modulari si basano su un alloggiamento coerente e una serraggio uniforme. Pochi millesimi di disallineamento lungo un banco lungo significano che la pila di inserti sopporta carichi non uniformi. A differenza di una matrice monolitica, gli inserti segmentati trasmettono quel dislivello attraverso una compressione differenziale.
Ma i componenti sacrificabili raccontano storie.
Quando solo alcuni moduli collassano prematuramente, è l’equivalente di un’indagine forense da officina che indica inclinazione del martinetto, scarsa compensazione di bombatura o usura irregolare del banco. Le presse moderne possono correggere entro mezzo grado in frazioni di secondo—se i sensori dicono la verità. Se non sono calibrati, la comodità modulare diventa una mappa distribuita di guasti.
Gli inserti modulari sono eccellenti quando la varietà produttiva è alta e il tonnellaggio viene ricalcolato per ogni lavoro. Sono solo un’imbottitura costosa quando le officine presumono che la configurazione di ieri valga per la lega di oggi.
Se i tuoi inserti si consumano in modo irregolare, il problema non è il catalogo degli inserti.
È il percorso della forza.
Il che ci porta all’attrito — il sabotatore silenzioso che la maggior parte delle persone cerca di correggere con la texture.
Considera un foglio zincato con residui di olio di laminazione. Durante la corsa verso il basso, il foglio scivola di un millimetro prima di mordere. L’operatore incolpa il “materiale scivoloso” e ordina inserti testurizzati con rivestimento antiscivolo.
L’attrito non è solo rugosità. È l’area reale di contatto sotto carico. Un inserto testurizzato aumenta l’interblocco meccanico, sì — ma concentra anche lo stress di contatto sulle vette delle asperità. Sotto tonnellaggi elevati, quelle vette si consumano per prime. Se la forza di serraggio e il sostegno del riscontro posteriore sono marginali, la texture maschera temporaneamente lo slittamento accelerando però l’usura dell’inserto.
Pulisci il foglio. Verifica la pressione di serraggio. Conferma l’allineamento del riscontro posteriore. Poi decidi se la texture è necessaria.
Le soluzioni antiscivolo sono appropriate quando la condizione superficiale non può essere controllata — fogli oliati provenienti dal processo a monte, materiali rivestiti, elevate richieste estetiche con segni minimi consentiti. Ma devono essere abbinate allo stress effettivo di formatura. Se le sovraccarichi, il rivestimento diventa il nuovo testimone sacrificale.
Un tampone, un blocco, una pellicola, un inserto o una texture non sono mai una gomma magica per una cattiva distribuzione delle forze. Sono l’ultimo elemento di una catena che inizia con la scelta della lega, la geometria dello stampo e il tonnellaggio calibrato.
Se scegli l’ingegneria della superficie prima di verificare il percorso della pressione, non stai risolvendo un problema.
Lo stai rimandando.
Vuoi un metodo sistematico per verificare la distribuzione della pressione prima di ordinare un’altra confezione di tamponi di qualità superiore.
Bene. Perché finché non controlli allineamento, bombatura e parallelismo sotto carico, stai effettuando la diagnosi a occhi bendati.
Sono stato accanto a una pressa da dieci piedi in cui gli angoli centrali erano perfetti e le estremità variavano di due gradi. Tutti incolpavano i tamponi. I tamponi erano nuovi, ad alta durezza, abbastanza costosi da far preoccupare la contabilità. Ma i componenti sacrificali raccontano storie. Il motivo di usura era più marcato sul terzo sinistro, lucidato al centro, quasi intatto a destra. Non è un problema di materiale. È la geometria che confessa.
L’ingegneria della superficie è a valle. La geometria è a monte.
Se non verifichi che il telaio e il punzone stiano distribuendo la forza in modo uniforme lungo il banco, ogni tampone che installi è solo gesso all’estremità di una stecca storta. Quindi esaminiamo correttamente la scena del crimine.
Cinque millesimi di pollice non spaventano la maggior parte delle persone.
Dovrebbe.
La matematica non si lascia influenzare dalle tue scadenze. Su un banco da 120 pollici, 0,005 pollici di inclinazione significano che un lato dello stampo si chiude prima. Quel lato prende prima il carico. L’uretano non distribuisce il carico come l’acciaio; si comprime dove viene colpito. Quindi il lato di contatto anticipato sopporta una tonnellata sproporzionata finché il resto del punzone non raggiunge. Non è ammortizzazione. È sovraccarico localizzato.
Ipotetico, ma realistico: stai piegando 5052 da 1/8 di pollice su otto piedi. Il tonnellaggio richiesto indica 60 tonnellate. A causa di un disallineamento, i 30 pollici di sinistra ricevono il contatto per primi e assorbono un picco—magari non tutte le 60 tonnellate, ma una percentuale netta di esse—prima che il resto entri in contatto. Quel picco supera il limite di fatica a compressione del tampone in quella zona. Dopo una settimana, quella sezione si deforma e si crepa. Il resto sembra perfetto.
Tassa da principiante.
Le presse piegatrici CNC moderne segnalano deviazioni dell’asse Y più strette di una frazione di millimetro lungo la corsa, e fanno bene. Se il tuo zero meccanico è sbagliato, se le guide sono usurate, se le slitte hanno un gioco che puoi percepire con un’unghia, non stai piegando in modo uniforme. Stai consumando la vita di un lato di ogni strato sacrificabile che installi.
E quando il tampone si guasta in modo asimmetrico, la macchina ti ha appena detto dove guardare.
Allora perché alcuni bancali consumano i tamponi al centro mentre le estremità restano intatte?
Immagina un lungo bancale sotto carico pesante.
L’acciaio si flette. I telai respirano. Non è un difetto; è fisica. Senza incurvatura—una compensazione intenzionale verso l’alto nel bancale o nella slitta—il centro si abbassa sotto il tonnellaggio. L’apertura della matrice si restringe effettivamente lì. Il foglio subisce una tensione di formatura maggiore al centro rispetto alle estremità.
Ora aggiungi un tampone elastico.
Il centro si comprime più forte perché subisce maggiore sollecitazione. Col tempo, si crea un avvallamento consumato nella parte centrale del tampone mentre le estremità sembrano ancora nuove di fabbrica. Gli operatori lo chiamano “materiale difettoso”. Io lo chiamo flessione non corretta.
Le macchine di fascia alta con telai rigidi e feedback angolare in tempo reale riducono questo problema. Minimizzano la flessione in modo così efficace che l’incurvatura diventa sottile, a volte quasi invisibile nel lavoro quotidiano. Ma le presse più vecchie? Bancali lunghi oltre tre metri? L’incurvatura a cuneo meccanico vale il suo prezzo lì, perché contrasta l’abbassamento con una compensazione rigida e prevedibile invece di una deriva idraulica.
I tamponi non correggono l’abbassamento. Si adattano ad esso.
Se il centro si sta deteriorando per primo, il telaio sta parlando.
Ma ecco il punto: controllare l’incurvatura a macchina ferma ti dice quasi nulla su cosa succede quando 100 tonnellate colpiscono il bancale.
Allora come misuri la parallelità?
La maggior parte delle officine controlla l’allineamento con la slitta parcheggiata e la macchina a riposo.
È metà della scena del crimine.
Sotto carico, l’attrito nelle guide usurate, la lubrificazione irregolare o un’eccessiva tolleranza delle slitte possono portare la slitta a perdere la parallelità a metà corsa. Ho visto presse che sembrano perfettamente squadrate sul comparatore a macchina ferma, poi si torcono quel tanto che basta sotto la pressione di formatura da far deviare le estremità di qualche grado. Gli operatori incolpano l’incurvatura. Aggiungono spessori. Cambiano i tamponi.
Nel frattempo, il vero colpevole è il gioco in cui puoi infilare uno spessimetro da 0,008 pollici nella guida.
La matematica non si cura della tua scadenza. Sotto carico, i vettori di forza si spostano. Se una guida si blocca, il lato opposto sopporta più carico. Il pistone non scende come un piano; scende come un compromesso tra attrito e forza. Il tuo tampone diventa l’ammortizzatore di quel compromesso.
Quindi misuri durante la corsa. Corsa completa. Sotto tonnellaggio rappresentativo. Comparatori a quadrante a entrambe le estremità. Prove di piegatura lungo tutta la lunghezza. Confronta gli angoli a distanze uguali dal centro. Non stai inseguendo la perfezione; stai mappando la deformazione.
Perché una volta che vedi come la macchina si comporta quando lavora, non quando posa, puoi distinguere il vero bisogno di bombatura dalla trascuratezza nella manutenzione del pistone.
E questo porta alla tentazione che vedo troppo spesso.
Se il banco non è perfettamente onesto, un tampone più morbido è un cuscinetto intelligente — o benzina sul fuoco?
Più morbido sembra più sicuro.
Non lo è.
Un tampone con durometro più basso aumenta la conformità. La conformità amplifica le differenze di pressione. Dove la forza è leggermente maggiore, la compressione aumenta in modo sproporzionato. Ciò modifica la geometria effettiva dello stampo localmente — V più stretto qui, V più largo là. Il ritorno elastico varia lungo la lunghezza del pezzo. Ora insegui l’angolo con regolazioni del pistone che mascherano il vero problema di distribuzione.
Questa è vanità da tonnellaggio — credere di poter ottenere uniformità da un sistema non uniforme solo con la forza.
Su una macchina perfettamente allineata e correttamente bombata, un tampone più morbido può proteggere le superfici senza compromettere la coerenza. Su una macchina con inclinazioni o cedimenti nascosti, diventa un amplificatore dei peccati geometrici. Il tampone non equalizza la forza; rivela dove la forza è disuguale fallendo prima lì.
I componenti sacrificabili non mentono. Si deformano esattamente dove il tuo sistema è più debole.
Quindi, prima di specificare durezza, spessore o marca, verifica il percorso della forza: allineamento sotto carico, compensazione della bombatura, parallelismo durante la corsa, stato delle guide, gioco delle slitte. Tratta i segni di usura come prove, non come fastidi.
Perché una volta che capisci come questi killer invisibili modellano la distribuzione della pressione, la domanda successiva non è quale tampone acquistare.
È come eseguire una sequenza diagnostica disciplinata prima di acquistare qualsiasi cosa.
Vuoi la sequenza esatta per verificare allineamento, bombatura e parallelismo sotto carico prima di comprare un altro tampone.
Bene. Perché se cambi il consumabile prima di verificare il percorso della forza, non stai risolvendo un problema — stai pagando la tassa sullo stesso errore.
Questa è l’analisi forense del piano di lavoro. Il tampone è la vittima. La macchina è il sospetto. La sequenza è importante perché ogni passo elimina un nascondiglio della cattiva distribuzione della forza. Se salti l’ordine, maschererai un errore con un altro.
Ecco il protocollo.
La matematica non si cura della tua scadenza.
Inizia con la forza effettiva del martinetto sotto carico, non con l’etichetta sul lato del telaio e nemmeno con il numero previsto dal tuo software. La tonnellaggio nominale si applica su una lunghezza distribuita, a una distanza definita dai supporti. Cambia la larghezza della matrice, cambia la lunghezza della piega, concentra il carico, e lo stato di stress reale cambia.
Installa sensori di forza calibrati o verifica le celle di carico esistenti. Cinque minuti di dati reali sotto una piega rappresentativa valgono più di venti minuti di prove e supposizioni. Ho visto macchine superare la capacità nominale del 15 percento perché lo zero era variato. Ne ho viste altre sottostimare il carico mentre colpivano silenziosamente il centro del piano.
Se la tua richiesta calcolata è di 60 tonnellate e i sensori indicano 72 al picco, non è un errore di arrotondamento. È un sovraccarico concentrato da qualche parte.
E se non ti fidi dei sensori, verificane la precisione con una piega di prova su acciaio dolce controllato e confronta l’angolo con il ritorno elastico previsto. Le presse moderne possono correggere entro mezzo grado in frazioni di secondo—se i sensori dicono la verità.
Perché iniziare da qui?
Perché ogni controllo di allineamento e compensazione che farai dopo dipende dal sapere quale carico stai effettivamente applicando. Se analizzi la geometria partendo da un errore, le tue conclusioni saranno falsate.
Quindi, una volta che ti fidi del tonnellaggio, attraverso quale geometria agisce quella forza?
Prima di prendere una chiave, conferma che l’apertura della matrice e il raggio del punzone corrispondano al materiale sul pavimento—non a quello del lavoro della settimana scorsa.
Una matrice a V stretta non “aumenta solo il tonnellaggio”. Aumenta la pressione localizzata in modo esponenziale perché l’area di contatto si riduce mentre il momento di piegatura richiesto rimane legato allo spessore e alla resistenza a trazione. È così che una macchina nominalmente sicura per un carico distribuito finisce per sovraccaricare una sezione di 24 pollici al centro.
È qui che si insinua la vanità del tonnellaggio. Le officine si vantano di lavorare vicino alla capacità massima senza chiedersi se il carico è distribuito uniformemente sul piano o concentrato come uno scalpello.
Verifica tre cose:
Se il software pre-calcola con un’accuratezza di ±2 percento, bene. Usalo. Ma assicurati che gli input riflettano la realtà. Se scambi il 5052 con l’acciaio inox e mantieni la stessa attrezzatura, la tua previsione “accurata” diventa finzione.
Una volta che la geometria della matrice è corretta, hai definito il caso di carico previsto.
Ora chiediti: la macchina applica quel carico in modo uniforme dal martinetto al piano?
È qui che la maggior parte delle officine smette di ragionare e inizia a spessorare.
Controlla il parallelismo a riposo se vuoi un riscaldamento. Poi controllalo sotto carico se vuoi la verità. Indicatori a entrambe le estremità. Tonnellaggio rappresentativo. Corsa completa. Osserva la transizione da avvicinamento rapido a velocità di formatura—è qui che compare la torsione nascosta.
Guarda il gioco delle guide. Schemi di usura irregolari. Lubrificazione delle guide. Impostazioni del bombaggio meccanico rispetto alla reale deflessione del banco. L’acciaio flette; è fisica. La domanda è se la tua compensazione corrisponde al tuo caso di carico.
Se il centro flette più di quanto il bombaggio compensi, lo stampo si restringe lì sotto pressione. Se una guida si blocca, il lato opposto sopporta più carico. Il tuo tampone diventa lo strato di conformità che assorbe quell’asimmetria.
Ma i componenti sacrificabili raccontano storie. Una depressione al centro? Probabilmente una flessione non corretta. Angoli schiacciati su un’estremità? Inclinazione del montante o attrito irregolare delle guide.
Non stai cercando lo zero perfetto. Stai mappando come la forza viaggia dal cilindro al foglio al banco.
Una volta che il percorso è diritto e prevedibile, solo allora la selezione del tampone ha senso.
Ora—e solo ora—scegli il tampone.
Durezza, spessore e modulo di compressione devono corrispondere a una distribuzione di pressione nota e verificata. Un tampone più morbido in un sistema fuori allineamento amplifica l’incoerenza. Un tampone più duro in un sistema sovraccarico fallisce più velocemente e in modo più drammatico.
Pensa al tampone come a un fusibile. Dimensioni un fusibile dopo aver conosciuto la tensione e la corrente del circuito, non prima.
Se il tuo tonnellaggio è calibrato, la geometria dello stampo corretta e il percorso della forza mappato sotto carico, la scelta del tampone diventa semplice: proteggere la finitura superficiale, assorbire piccole variazioni, mantenere la coerenza degli angoli. È una decisione di finitura, non strutturale.
E quel cambiamento di tempistica è l’intero punto.
Perché la vera domanda non è mai stata sull’uretano.
Per trent’anni ho visto officine stare davanti a una pressa da tre metri, fissando un tampone consumato come se li avesse traditi.
Non è così.
Il tampone stava facendo il suo lavoro—sacrificandosi dove il tuo sistema era più debole. Quando segui questa sequenza, smetti di considerare l’usura come casuale e inizi a leggerla come un dato. Tonnellaggio verificato. Geometria convalidata. Percorso della forza osservato sotto carico. Solo allora la selezione del materiale entra nella conversazione.
La parte non ovvia è questa: il guasto del tampone è raramente il primo punto decisionale nel sistema. È l’ultimo checkpoint prima che la fisica riscuota il suo debito.
Quindi l’unica cosa che porti avanti è semplice e scomoda.
Prima di chiederti cosa sostituire, chiediti quale percorso sta effettivamente seguendo la tua forza.


















