

К полудню новые полиуретановые подушки уже были исполосованы блестящими полумесяцами шрамов. Пресс на десять футов. Четверть дюйма мягкой стали. Новая оснастка встала в 7 утра, уверенность на высоте. Ко второй смене оператор уже бормотал про “ещё одну плохую партию”.”
Та же пробуксовка. Тот же угол отклонения. Другие подушки.
Когда совершенно новая подушка выходит из строя за несколько часов, это не невезение. Это место преступления. Вопрос не в том, “кто из поставщиков ошибся”, а в том, “что в цепи передачи усилия только что уничтожило ещё одну жертвенную деталь”.”
Я видел, как цеха обращаются с подушками, как с предохранителями. Что-то скользит, углы уплывают, материал ползёт — они просто меняют мягкий элемент и называют это обслуживанием. Это выглядит решительно. Это стоит дешевле простоев. И это позволяет избежать неприятной мысли о том, что сама машина вам лжёт.
Но жертвенные компоненты рассказывают истории. Когда они изнашиваются постепенно и равномерно — это честная работа абразивного износа. Когда они рвутся, мнутся, полируются до блеска или расслаиваются пятнами — это концентрированная нагрузка, ошибка тайминга или несоосность, говорящие через резину и сталь. Форензика производственного пола.
Итак, как отличить подушку, которая прожила свой срок, от той, которую казнили?
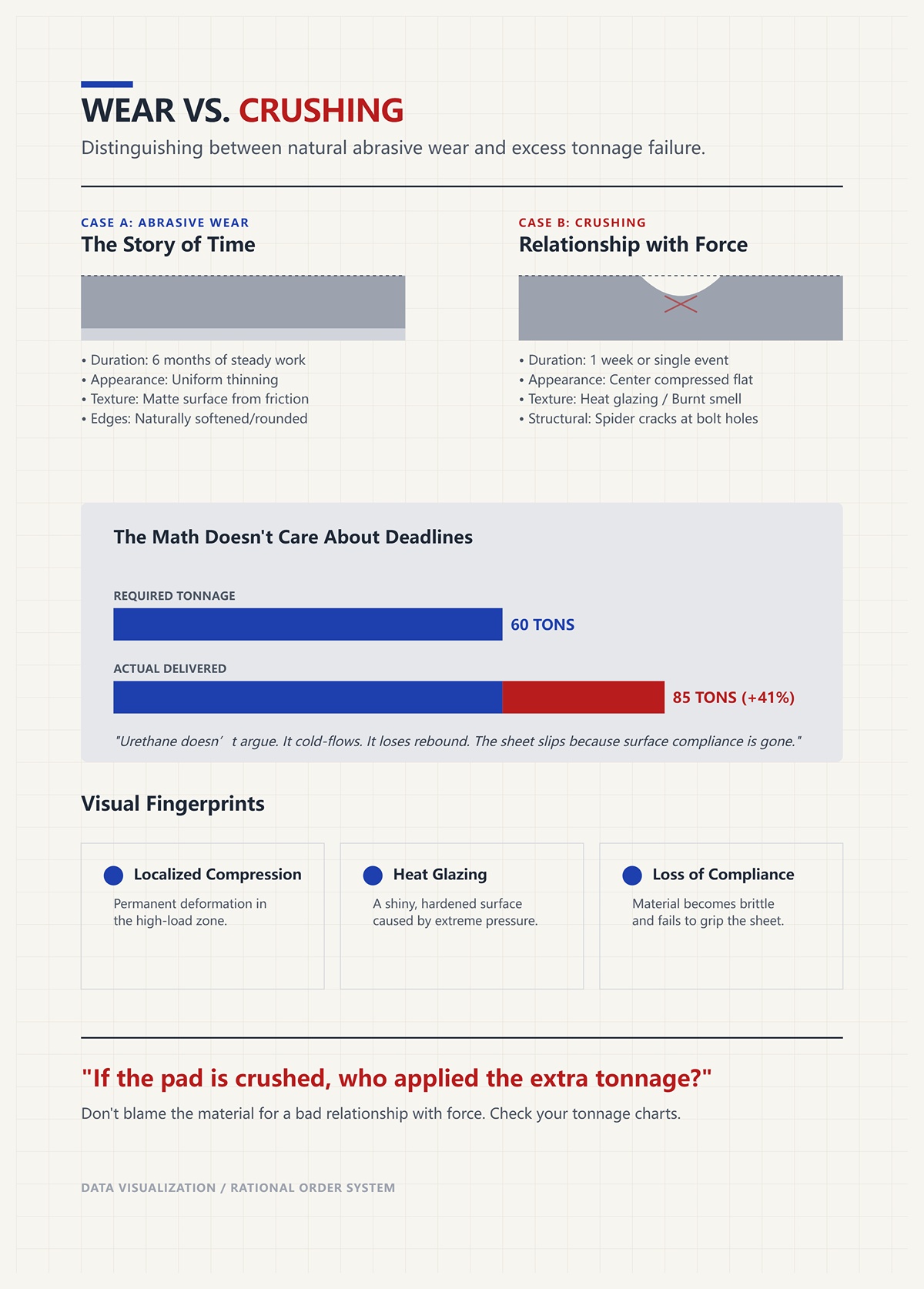
Извлеките подушку, которая проработала шесть месяцев в стабильном режиме. Вы увидите равномерное утоньшение, смягчённые края, матовую поверхность от трения. Это абразивный износ — материал медленно жертвует собой, как задумано.
А теперь достаньте подушку через неделю и обнаружьте, что центр сплющен в монету, края всё ещё выпуклые, а вокруг отверстий под болты — трещины-паутинки. Это не износ. Это сжатие.
Математика не интересуется вашими сроками. Если для гибки требуется 60 тонн, а вы подаёте 85, потому что таблица усилий не обновлена под фактическую толщину материала, подушка принимает на себя избыток. Полиуретан не спорит. Он течёт. Он теряет упругость. На следующем цикле лист скользит, потому что поверхность утратила эластичность.
Избыточное усилие оставляет отпечатки: локальное сжатие, тепловое остекление, иногда лёгкий запах гари. Абразия рассказывает историю времени. Сжатие говорит о плохих отношениях с силой.
Если подушка сплющена, кто приложил лишнее усилие?

Я встречал трёх повторяющихся виновников.
Первый: перекос хода ползуна в момент перехода от быстрого подхода к рабочей скорости гибки. Лист соприкасается с одной стороны раньше, давление локально скачет, и подушка деформируется неравномерно. Оператору кажется, что деталь скользит. Для подушки — это одностороннее нападение. Корень — рассинхронизация клапанов или дрейф синхронизации, а не фрикционный материал.
Второй: рассинхрон обратной связи по углу. Современные прессы могут корректировать до половины градуса за доли секунды — если датчики говорят правду. После обновления ПО или пропущенной калибровки машина перегибает, компенсирует, перекомпенсирует. Подушка видит колеблющиеся нагрузки, похожие на случайные. Вы вините сцепление. Настоящий виновник — контур управления, бродящий во тьме.
Третий: медленное или неравномерное опускание из-за гидравлических проблем — низкий уровень масла, изношенные направляющие, залипающий клапан заполнения. Один симптом, полдюжины механических причин. Лист микроскопически смещается до полного контакта, и вы получаете характерный блеск на поверхности подушки. Новички платят «налог на незнание», заказывая фрикционный материал, не проверив уровень масла и вертикальность направляющих.
Когда три разных сбоя машины могут вызвать одно и то же “скольжение”, почему считать виновной мягкую деталь?
Каталог называет его универсальным: один состав, широкий диапазон твердости, подходит для нескольких штампов. Отлично для сельскохозяйственных кронштейнов.
А теперь положите ту же прокладку под детали авиационной отрасли с высокой точностью и разными сплавами в одну смену. Утром алюминий толщиной 1/8 дюйма, после обеда — высокопрочная сталь. Разная упругость при разгрузке. Разная требуемая тоннажность. Разная поверхностная энергия по отношению к прокладке.
Один и тот же материал в среде с переменной нагрузкой — это риск.
Если вы точно настраиваете тоннаж и выравнивание для каждой операции, можно безопасно использовать прокладку с более широкими характеристиками. Если нет — вы просите одну твердость и одну толщину прощать каждое упрощение в установке. Этого не будет. Высокоточная работа разрушает миф, потому что допустимая погрешность тоньше самой прокладки.
Так что если “универсальная” прокладка выходит из строя только на определённых работах, действительно ли она универсальна — или ваш процесс нет?
Допустим, комплект прокладок стоит несколько сотен долларов и час труда на замену. Лёгкое решение. Более сложное — два часа с индикаторным измерителем, проверка давления, перекалибровка датчиков и пробный прогон без материала.
Одно кажется продуктивным. Другое — как признание, что проблема может быть в вас.
Но когда сбои повторяются — несколько прокладок на разных работах за месяц — это не случайный износ. Это дрейф процесса. В производственных цехах, где отслеживают состояние прокладки на ранних этапах, дефекты появляются партиями, потому что цикл прессования вышел из спецификации. Здесь та же логика. Повторная гибель прокладок редко бывает случайностью.
Каждая замена без диагностики — просто перезапуск обратного отсчета. Вы платите уретаном вместо внимания.
А если неправильное применение силы продолжает писать одну и ту же историю на новых прокладках, что произойдет, когда мы наконец взглянем на числа тоннажности?
Прошлой весной я стоял у десятифутового гибочного пресса, рассчитанного на 150 тонн, и смотрел на прокладку, которая проработала девять дней. Центр был сплющен, края нетронуты, отверстия под болты начали овалываться. Оператор клялся, что задание “вполне в пределах мощности”. Четвертьдюймовый A36 на V-матрице с открытием 2 дюйма.
На бумаге это 19,7 тонн на фут. На десяти футах — 197 тонн. Математика не заботится о вашем дедлайне. Вы превысили мощность машины на 47 тонн до того, как достигли дна.
При переходе на V-матрицу с открытием 3 дюйма требуемая сила падает до 13,9 тонн на фут — всего 139 тонн. Тот же материал. Та же длина. Другая ширина матрицы. Теперь вы в пределах мощности машины, и прокладка живёт нормальную жизнь.
Так проверяют тоннаж перед тем, как раздавить очередную вставку: вычислите силу на фут для фактической толщины и ширины V-открытия, умножьте на реальную длину гиба, и сравните с номинальной мощностью по рабочему пролёту. Не со стикером на боку машины. С распределённой нагрузкой по столу.
Потому что если требуемый тоннаж превышает либо номинальную мощность пресса, либо предел сжатия прокладки, отказ — не возможность, а график.
И большинство цехов даже не рассчитывают числа таким образом.
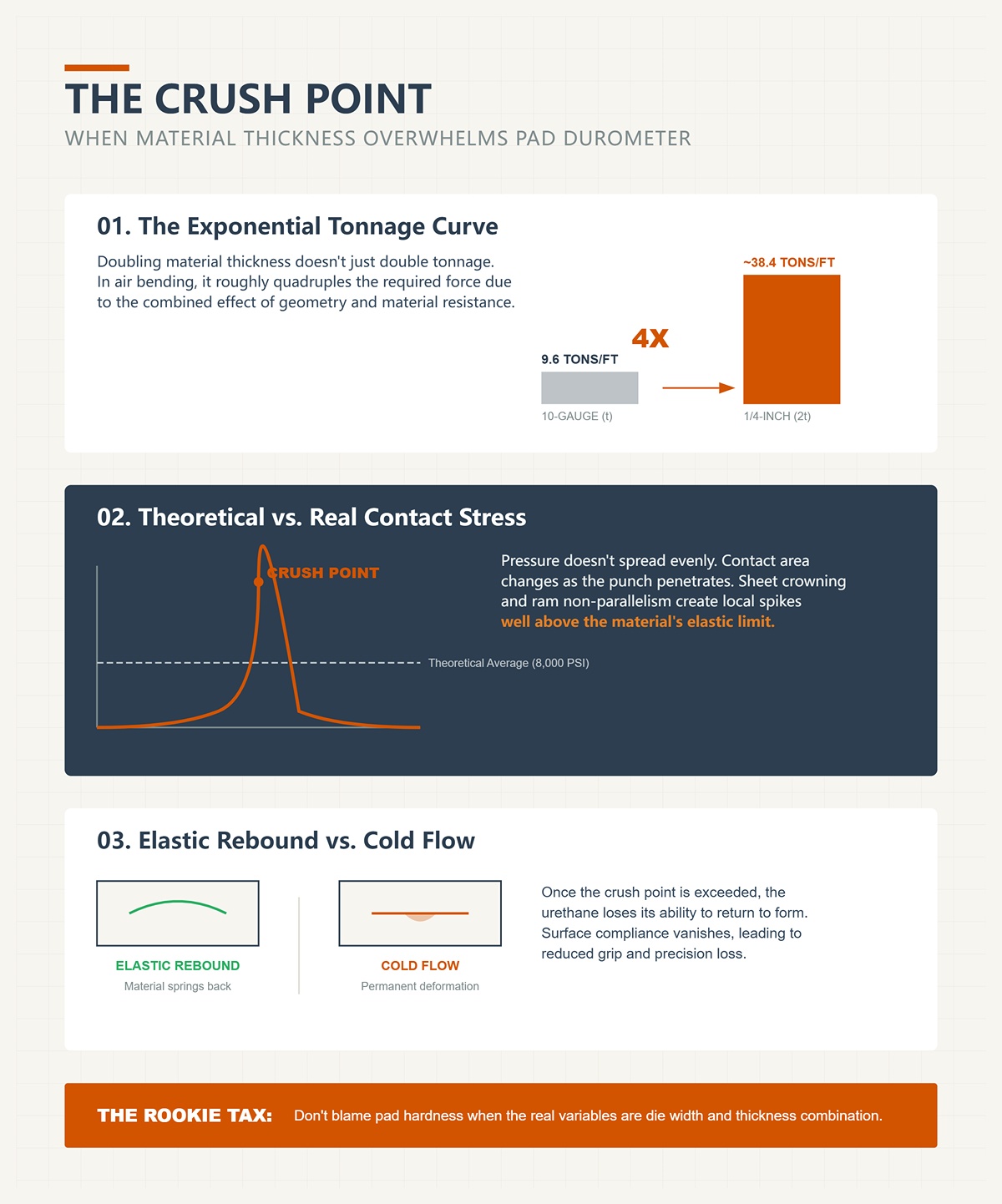
Я видел, как цех переходит с 10-го калибра на 1/4 дюйма и предполагает, что тоннаж “увеличивается немного”. Это не так. Удвоение толщины примерно увеличивает требуемый тоннаж в четыре раза при гибке на воздухе. Это геометрия и сопротивление материала, работающие вместе.
Если для листа калибра 10 требуется примерно 9,6 тонны на фут при V-образном 1-дюймовом пазе, то при удвоении толщины нагрузка будет не 19 тонн. Она будет ближе к четырём кратам исходной, в зависимости от ширины матрицы. Такова кривая зависимости.
Теперь представим полиуретановую подушку, гипотетически рассчитанную на сжатие до 8 000 psi. Вы прикладываете 197 тонн на протяжённости десяти футов и предполагаете, что нагрузка распределяется равномерно. На самом деле — нет. Площадь контакта меняется по мере внедрения пуансона, особенно если лист выгибается или ползух не идеально параллелен. Локальное давление резко превышает среднее значение.
Этот всплеск — точка разрушения. Не тогда, когда каталог утверждает, что подушка “должна” выйти из строя, а когда реальное контактное напряжение превышает способность материала упруго восстанавливаться. После этого полиуретан начинает холодно течь. Он больше не пружинит. В следующем цикле ваша сила удержания падает, потому что податливость поверхности исчезла.
И вот ловушка: вы обвиняете жёсткость подушки, хотя реальной переменной была комбинация ширины матрицы и толщины листа. Налог новичка.
Но даже если ваш тоннаж технически “в пределах допустимого”, почему некоторые подушки всё равно выходят из положения?
Я видел, как оператор повысил тоннаж на 10%, потому что лист соскользнул при гибке. Его логика была проста: больше усилие — больше захват.
При умеренном давлении полиуретан деформируется достаточно, чтобы повторить неровности поверхности. Это увеличивает реальную площадь контакта и коэффициент трения. Но если превысить определённый предел, поверхностный слой чрезмерно сжимается. Он локально твердеет, сглаживается, иногда даже запекается от тепла. В итоге реальная площадь контакта уменьшается.
Вы увеличили номинальное давление, но снизили эффективное трение.
Добавьте лёгкий перекос ползуна — одна сторона вступает в контакт на долю миллисекунды раньше другой — и появляется боковая составляющая силы. Подушка, теперь чрезмерно сжатая и менее податливая, не может её поглотить. Лист начинает “ползти”. Оператор добавляет ещё тоннаж. Подушка выходит из строя быстрее.
Но жертвенные элементы рассказывают истории. Когда вы видите отполированные полосы в одном направлении — это не случайный износ. Это сдвиговое трение при чрезмерной нормальной нагрузке.
Так что если одно лишь давление не объясняет всё, что происходит, когда сама матрица концентрирует усилие в зоне, где никакой полимер не выдержит?
Возьмём тот же лист A36 толщиной 1/4 дюйма. При V-матрице шириной 1,5 дюйма требуемый тоннаж возрастает примерно до 30 тонн на фут. На десяти футах это 300 тонн — вдвое превышает мощность нашего 150-тонного пресса.
Теперь представьте, что вы гнёте не по всей длине, а всего три фута посередине. Машина всё равно передаёт силу через центральную часть ползуна. Нагрузка на фут резко возрастает в этом участке, и вы оказываетесь под 60% пролёта стоек, где изменяются характеристики прогиба. Изгиб рамы смещает нагрузку к центру.
То, что на графике обозначено как “допустимо” для гиба по всей длине, превращается в чрезмерное для короткой, центральной операции. Так центральная часть подушек разрушается, пока края выглядят как новые.
Осадка усиливает проблему во много раз. Она может требовать примерно в четыре раза больше усилия, чем гибка с зазором. Качанье (коининг) может нуждаться в десятикратном. Если вы перепутали осадку с гибкой на воздухе и оставили подушку на месте — вы только что подписали ей смертный приговор.
Речь не о владении мощным прессом. Избыточная мощность редко вредит подушкам, потому что вы применяете лишь то, что нужно для операции. Реальная опасность — это слишком узкие матрицы на слишком малых машинах, когда пытаются получить малый радиус гиба и расплачиваются за это полиуретаном.
Так что, когда вы достаёте деформированную подушку, как читать её как доказательство, а не как мусор?
Равномерно смятавшаяся по всей длине прокладка говорит мне, что вы превысили общую тоннажность. Вся система была перегружена. Это прямое математическое нарушение.
Прокладка, смятавшаяся только в центре, говорит мне о локальной перегрузке — короткие изгибы, узкая V-образная форма или прогиб рамы, концентрирующий усилие в середине пролёта.
Диагональное сжатие? Наклон штока или неравномерная синхронизация гидравлики.
Поверхность с глянцевым налётом от нагрева и минимальным сжатием? Избыточное давление, гонящееся за трением, вероятно, в сочетании с небольшим перемещением материала.
Современные тормоза могут корректировать угол с точностью до половины градуса за доли секунды — если датчики говорят правду. Если обратная связь по углу дрейфует, система управления может чрезмерно нагонять тоннаж, пытаясь достичь целевого угла, который изначально не был неправильным. Прокладка поглощает эту коррекцию.
Это производственная криминалистика. Вы не начинаете с заказа более твёрдых вставок. Вы начинаете с перерасчёта тоннажности на фут, проверки ширины матрицы относительно толщины, сверки фактической длины изгиба с номинальным пролётом и подтверждения метода формовки — воздушный изгиб, осадка или чеканка.
Потому что, как только ваша прикладываемая тоннажность превышает предел распределения нагрузки, безопасный для прокладки и рамы, вставка уже не является слабым звеном.
Она — свидетель.
Хотите повторяемый процесс предварительной проверки перед работой, который предотвращает поломку прокладки до первого изгиба?
Начните с предположения, что прокладка невиновна.
После того как вы проверили тоннаж на фут, соотношение ширины матрицы к толщине, длину изгиба относительно номинального пролёта и подтвердили, что вы выполняете воздушный изгиб, а не случайно осаживаете лист, следующий параметр — это не “более твёрдая прокладка”. Это сам лист. Потому что прокладки пресс-брейка — это расходные элементы в составе более крупной механической системы, и эта система включает металл, находящийся между пуансоном и матрицей. Игнорируйте это — и вы не решаете проблему поломки, а планируете её.
Математика не заботится о вашем дедлайне. Нержавейка и алюминий могут иметь одинаковую толщину, одинаковый угол изгиба, одинаковый инструмент — и требовать совершенно разных путей передачи усилий. Если ваш контрольный список процесса заканчивается на пункте “станок и матрица выглядят правильно”, вы расследовали лишь половину места происшествия.
Так что же материал делает с вашей прокладкой такого, чего прокладка не может исправить?
Обрабатывайте 5052 алюминий толщиной 1/8 дюйма весь день на умеренной V-образной матрице — и полиуретановая прокладка средней твердости ведёт себя как герой. Она подстраивается, увеличивает фактическую площадь контакта, стабилизирует лист. Вы получаете чистые изгибы и минимальные следы.
Поменяйте на 304 нержавеющую сталь той же толщины и геометрии — и внезапно прокладка начинает полироваться, глянцеветь, а то и смещаться.
Это не настроение. Это металлургия.
Алюминий поддаётся рано и течёт. Нержавейка сопротивляется, упрочняется при обработке и требует более высоких нагрузок для формовки при той же геометрии. Более высокое усилие формовки означает более высокую реакционную силу обратно в прокладку. Даже если ваша общая тоннажность в пределах допустимого, контактное давление на интерфейсе пуансон–прокладка растёт, поскольку нержавейка “не отдаёт” так охотно.
Полиуретан работает на контролируемой деформации. Нержавейка быстрее доводит его до предела сжатия. Вините прокладку — и вы платите новичковый налог за непонимание металлургии.
Но сопротивление — это не вся история. Нержавейка также сильнее пружинит обратно.
Это значит, что борьба происходит не только при ходе вниз.
Пружинение — это упругое восстановление после разгрузки. У каждого материала есть память. У нержавеющей стали — долгая.
При гибке на воздухе вы намеренно перегибаете, чтобы компенсировать это восстановление. Эластичность подушки может помочь стабилизировать лист во время формования, но она не может устранить упругие напряжения, сохранённые в металле. Если нержавейка хочет «раскрыться» на два градуса, она это сделает — если не изменить геометрию или метод.
Вот неприятный момент: сужение V-матрицы, скажем, с соотношением ширины к толщине 12:1 до 8:1, может резко сократить пружинение, независимо от материала подушки. Гибка до упора снижает его ещё больше, потому что вы заставляете металл пройти более глубокую пластическую деформацию в зоне изгиба. Геометрия побеждает полимер.
Так что, если вы просите полиуретановую подушку “удержать” нержавейку под нужным углом, используя широкую V-матрицу, рассчитанную на алюминий, вы просите упругость бороться с памятью материала. Долго она эту борьбу не выдержит.
Подушка сжимается. Лист всё равно раскрывается. Оператор увеличивает усилие. И снова вы возвращаетесь к раздавливанию расходного элемента, чтобы компенсировать неправильный выбор геометрии.
А когда это не исправляет угол, какое следующее инстинктивное действие?
Более жёсткая подушка.
Твердость по Шору — это мера жёсткости эластомеров. Чем выше число, тем жёстче подушка.
Звучит логично: нержавейка прочнее, значит, нужна прочнее подушка.
Математика не заботится о вашей логике.
Более жёсткая подушка меньше деформируется под нагрузкой. Меньше деформации — меньше реальной площади контакта между подушкой и листом. Трение не растёт линейно с номинальным давлением; оно зависит от реальных микроконтактов. Когда вы делаете интерфейс жёстче, вы уменьшаете его способность подстраиваться. Теперь лист с большей вероятностью будет проскальзывать на микроскопическом уровне во время хода.
Микропролёжка проявляется в виде нестабильных углов изгиба.
Вот то, что большинство цехов упускает: более жёсткая подушка может увеличить пиковое контактное напряжение, потому что нагрузка распределяется по меньшему числу микроскопических точек контакта. Это локальное напряжение может подталкивать материал ближе к его упругому пределу во время формования, увеличивая вариации пружинения. Ваше “усиленное” оборудование даёт мягкие и менее повторяемые изгибы.
Самолюбие по тоннажу встречается с самолюбией по твердости.
А если в вашей гидросистеме есть даже малая нестабильность — воздух, заедающие клапаны — более жёсткая подушка передаёт эти колебания усилия прямо на лист, вместо того чтобы их гасить. То, что казалось проблемой “слишком мягкой подушки”, на самом деле было системой, которой нужна была податливость для устойчивости.
Так что твердость — это не универсальное улучшение. Это параметр настройки внутри силовой системы.
Что оставляет еще одного тихого саботажника.
Вы можете вычислить тоннаж. Вы можете выбрать ширину матрицы. Вы можете подобрать твердость до сплава.
А потом кто-то протирает лист неправильным маслом.
Легкие смазки для формовки, прокатные масла, даже остаточный охлаждающий состав изменяют коэффициент трения на границе контактной площадки и листа. Не чуть-чуть. Настолько, что ваша тщательно подобранная упругость больше не превращается в сцепление. Лист смещается во время рабочего хода, и площадка показывает боковое полирование. Вы вините упругость.
Но жертвенные компоненты рассказывают истории.
Если рисунок износа гладкий и направленный, без глубокого сжатия, я начинаю смотреть на состояние поверхности, износ стопорных пальцев заднего упора и силу зажима, прежде чем вообще звонить поставщику площадки. Механическое сцепление предполагает чистый контакт. Химические пленки переписывают это предположение.
И вот тихая истина: ни одна площадка не компенсирует скользкий интерфейс в сочетании с недостаточным зажимом. Это не проблема эластомера. Это контроль процесса.
Так что ваш повторяемый процесс предварительной проверки не может останавливаться на диаграммах тоннажа и выборе матрицы. Он должен включать марку материала, состояние закалки, ожидаемое пружинение, выбранное соотношение V, твердость площадки и состояние поверхности — проверенные до первого цикла.
Потому что, как только вы принимаете, что площадки работают внутри системы материалов, реальный вопрос — не “Какая площадка самая прочная?”
А какая площадка подходит для этой конкретной комбинации сплава, геометрии, силы и состояния поверхности.
Однажды начальник дал мне два смятых блока из полиуретана и спросил, какой “бренд” я предпочитаю. Оба вышли из строя меньше чем за две недели. Один расплющился в центре. Второй раскололся ровно вдоль одного края. Один и тот же пресс. Один и тот же оператор. Разные задания.
Это ваша основа для предварительной подготовки, если вы умеете её читать.
Математика не заботится о вашем сроке. Прежде чем выбрать инженерную обработку поверхности — блок, пленку, вставку, текстуру — вы фиксируете четыре переменные: рассчитанный тоннаж для формовки сплава и толщины, выбранное открытие V и метод (воздушное или осадочное формование), кривизна и параллельность станка, и состояние поверхности листа. Только после того, как путь давления приведен в порядок, вы выбираете то, что будет между пуансоном и матрицей. Иначе вы платите новичковый налог за тщеславие тоннажа, называя это “премиальными площадками”.”
Решения для обработки поверхности не исправляют распределение давления. Они лишь ведут себя предсказуемо внутри него.
Так какой вариант куда подходит?
Представьте алюминиевые крышки толщиной 3 мм из сплава 5052, с лицевой косметической поверхностью наружу, 2000 деталей за смену. Цех хочет ноль следов. Они устанавливают твердый полиуретановый блок матрицы и формуют воздухом в него. Детали выглядят чисто. Измеритель тоннажа показывает ниже, чем со сталью. Все расслабляются.
Полиуретан — эластичный материал. Он деформируется, увеличивая площадь контакта и снижая пиковое контактное напряжение. Поэтому требуемый тоннаж часто падает по сравнению со стальными V-матрицами для той же номинальной геометрии. Нагрузка распределяется через полимер, а не концентрируется на двух плечах матрицы.
Но вот в чём загвоздка, с которой я сталкивался не раз: полиуретан — это не сталь. При повторяющихся циклах большой интенсивности, особенно при более глубоких изгибах, он ползёт и устает. В мастерских, где гнут холоднокатаную сталь толщиной 12 калибра на уретановых блоках, это понимают быстро — блоки полируются, необратимо сплющиваются, затем трескаются. Стальные штампы могут служить десятилетиями при такой нагрузке. Уретан — нет.
И химия имеет значение. Если заменить более гибкий уретан на основе TDI на более жёсткий тип на основе MDI без пересчёта прогиба и свойств отверждения, можно превратить амортизирующее решение в хрупкое. Мне доводилось видеть блоки, скалывающиеся на углах, потому что “улучшение” оказалось слишком жёстким для фактических деформаций, которые они воспринимали. Это не плохой блок. Это несовпадение упругости, усиливающее ошибку калибровки по усилию.
Большие объёмы и уретан могут сосуществовать — но только тогда, когда глубина изгиба, предел текучести материала и частота ходов находятся в пределах усталостного ресурса блока. Для этого необходимо знать фактическое усилие формования, а не то, что указано на шильдике.
Если блок разрушается в центре, задайте себе вопрос, почему давление там максимальное.
Теперь сменим сцену. Тонкая нержавейка 304, 1,5 мм, строгий угловой допуск — плюс-минус полградуса — и шлифованная поверхность, которую нельзя повредить. Команда выбирает синтетическую изгибающую плёнку между листом и штампом.
При первом прогоне углы получаются переразогнутыми почти на градус. Оператор поднимает ползун. Появляется непостоянство.
Что изменилось? Толщина.
Плёнка толщиной 0,8 мм фактически сужает ваше V-отверстие. Если вы использовали V-16 мм для материала 3 мм, добавление этой плёнки меняет геометрию. Лист теперь взаимодействует с меньшей шириной штампа, увеличивая напряжение формования и уменьшая пружинение. Если вы это не корректируете, вы не “защищаете поверхность”. Вы изменяете распределение давления и делаете вид, что нет.
Математика не волнуется о вашем дедлайне.
Плёнки работают лучше, когда приоритет — точность, а не смягчение. Они вносят минимальную податливость по сравнению с цельными уретановыми блоками, поэтому повторяемость угла может быть выше — при условии, что вы пересчитываете эффективную ширину штампа и усилие. Если этого не делать, плёнка превращается в скрытую переменную, искажающую путь приложения силы. Перегиб через плёнку, чтобы «догнать» угол, — это всего лишь более тихая форма перегрузки.
Так что плёнки требуют дисциплины. Это не защита по принципу «вставил и работай». Это модификаторы геометрии.
Что заставляет задуматься, как ведут себя системы “быстрой смены”, когда толщина и пакеты слоёв меняются в середине смены.
Я наблюдал, как цех переходил от кронштейнов из мягкой стали к деталям из высокопрочной низколегированной стали менее чем за десять минут, используя модульные уретановые вставки. Быстро. Чисто. Впечатляюще.
К концу недели вставки показали неравномерный износ — сплющенные на левой трети станины.
Быстрая смена быстра лишь тогда, когда геометрия вашего станка честна. Модульные системы зависят от стабильного положения и равномерного прижима. Несколько тысячных дюйма несоосности по всей длине станины означают, что стопка вставок несёт неравномерную нагрузку. В отличие от монолитного штампа, сегментированные вставки передают этот дисбаланс через разную степень сжатия.
Но жертвенные компоненты рассказывают истории.
Если только некоторые модули разрушаются раньше других — это производственная «криминалистика», указывающая на наклон ползуна, плохую компенсацию прогиба или неравномерный износ станины. Современные листогибы могут корректировать положение до половины градуса за доли секунды — если датчики передают достоверные данные. Если они не откалиброваны, ваше модульное удобство превращается в распределённую карту отказов.
Модульные вставки отличны, когда разнообразие продукции велико и усилие пересчитывается под каждую задачу. Они — дорогостоящая прокладка, если цех исходит из того, что вчерашняя настройка подходит для сегодняшнего сплава.
Если ваши вставки изнашиваются неравномерно, проблема не в каталоге вставок.
Это путь силы.
Что подводит нас к трению — тихому саботажнику, которого большинство пытается исправить текстурой.
Рассмотрим оцинкованный лист с остаточным заводским маслом. Во время рабочего хода лист ползёт на миллиметр, прежде чем зацепиться. Оператор винит “скользкий материал” и заказывает текстурированные вставки с противоскользящим покрытием.
Трение — это не просто шероховатость. Это реальная площадь контакта под нагрузкой. Текстурированная вставка повышает механическое зацепление, да, — но также концентрирует контактное напряжение на пиках шероховатости. При высоких нагрузках эти пики изнашиваются первыми. Если усилие зажима и поддержка заднего упора недостаточны, текстура временно маскирует проскальзывание, ускоряя износ вставки.
Очистите лист. Проверьте давление зажима. Убедитесь в правильности установки заднего упора. Затем решите, нужна ли текстура.
Противоскользящие решения оправданы, когда состояние поверхности невозможно контролировать — заготовки с маслом с предыдущих этапов, материалы с покрытиями, повышенные требования к внешнему виду при минимально допустимых следах. Но их нужно согласовывать с реальными усилиями формовки. Перегрузите их — и покрытие станет новой жертвой процесса.
Подушка, блок, плёнка, вставка или текстура — никогда не волшебная палочка для исправления неправильного распределения усилий. Это последний элемент цепи, которая начинается с выбора сплава, геометрии штампа и откалиброванного тоннажа.
Если вы выбираете поверхностную обработку, не проверив путь давления, вы не решаете проблему.
Вы откладываете её.
Вам нужен системный способ проверки распределения давления, прежде чем заказывать очередную коробку премиальных подушек.
Хорошо. Потому что пока вы не проверите выравнивание, прогиб и параллельность под нагрузкой, вы диагностируете вслепую.
Я стоял рядом с десятифутовым прессом, где углы в центре были идеальны, а на концах отклонялись на два градуса. Все винили подушки. Подушки были новые, высокой твёрдости, достаточно дорогие, чтобы бухгалтерия нервничала. Но жертвенные компоненты рассказывают истории. Износ был сильнее на левой трети, отполирован в центре и почти не касался правой стороны. Это не проблема материала. Это геометрия признаётся.
Поверхностная обработка — это нижестоящий этап. Геометрия — верхестоящий.
Если вы не проверите, что рама и ползун передают усилие равномерно по всей длине стола, любая установленная подушка — всего лишь мел на конце кривого кийа. Так что давайте правильно осмотрим место преступления.
Пять тысячных дюйма не пугают большинство людей.
А должны.
Математика не обращает внимания на ваши сроки. На кровати длиной 120 дюймов перекос в 0,005 дюйма означает, что одна сторона штампа закрывается раньше. Эта сторона принимает нагрузку первой. Полиуретан распределяет нагрузку не как сталь; он сжимается там, где получает удар. Поэтому сторона с ранним контактом несёт непропорциональную нагрузку, пока остальная часть ползуна не догонит. Это не амортизация. Это локализованная перегрузка.
Гипотетическая, но реалистичная ситуация: вы гнете лист из 5052 толщиной 1/8 дюйма на длине восемь футов. По расчётам требуется усилие 60 тонн. Из-за перекоса первые 30 дюймов слева фактически вступают в контакт первыми и принимают удар — возможно, не все 60 тонн, но значительную их долю — прежде чем остальная часть инструмента вступит в работу. Этот скачок превышает предел усталостного сопротивления сжатия в этом участке подушки. Через неделю этот участок расплющивается и трескается. Остальная часть выглядит нормально.
Налог новичка.
Современные ЧПУ-гибочные прессы фиксируют отклонения по оси Y с точностью до долей миллиметра по всей длине хода — и это правильно. Если ваш механический ноль сбит, направляющие изношены, а в салазках есть зазор, который можно почувствовать ногтем — вы не гнете равномерно. Вы стачиваете срок службы с одной стороны каждой установленной жертвенной подкладки.
И когда подушка выходит из строя несимметрично, станок сам указывает, куда смотреть.
Так почему некоторые столы «съедают» подушки посередине, в то время как концы остаются как новые?
Представьте длинный стол под высокой нагрузкой.
Сталь прогибается. Рамы «дышат». Это не дефект — это физика. Без компенсации прогиба (так называемого «коронирования»), то есть намеренного подъема в центре стола или траверсы, середина прогибается под давлением. В этом месте зазор штампа фактически уменьшается. Лист испытывает в центре большую нагрузку, чем на концах.
Теперь добавьте упругую подушку.
Центр сжимается сильнее, потому что на него приходится большее давление. Со временем в середине подушки образуется износ, в то время как концы остаются как новые. Операторы называют это “плохой партией материала”. Я называю это непрокомпенсированным прогибом.
Высококлассные станки с жёсткими рамами и системой обратной связи по углу минимизируют такие проблемы. Они так эффективно снижают прогиб, что компенсация по центру становится едва заметной, почти неуловимой в повседневной работе. Но у старых прессов? У длинных станков свыше трёх метров? Механическая клиновая компенсация полностью оправдывает себя, поскольку устраняет прогиб жестко и предсказуемо, а не при помощи гидравлического выравнивания, подверженного колебаниям.
Подушки не устраняют прогиб. Они под него подстраиваются.
Если первым разрушается центр — это говорит о состоянии рамы.
Но вот в чем фокус: проверка компенсации прогиба в состоянии покоя почти ничего не говорит о том, что произойдёт, когда на стол ляжет нагрузка в 100 тонн.
Так как же вы измеряете параллельность?
В большинстве мастерских проверяют соосность при остановленном ползуне и покоящемся станке.
Это лишь половина картины.
Под нагрузкой трение в изношенных направляющих, неравномерная смазка или чрезмерный зазор в салазках могут привести к потере параллельности ползуна в середине хода. Я видел прессы, которые по индикатору в покое выглядят идеально ровными, но под усилием слегка перекручиваются, и концы уходят на несколько градусов. Операторы винят компенсацию. Добавляют шайбы. Меняют подушки.
Тем временем настоящая причина — зазор, куда можно просунуть щуп толщиной 0,008 дюйма в направляющей салазки.
Математика не заботится о вашем сроке. Под нагрузкой векторы силы смещаются. Если один направляющий закусывает, противоположная сторона берет на себя большую часть нагрузки. Ползун опускается не как плоскость; он опускается как компромисс между трением и силой. Ваша прокладка становится амортизатором для этого компромисса.
Поэтому вы измеряете во время хода. Полный ход. Под представительной нагрузкой. Индикаторы часового типа на обоих концах. Проверочные гибы по всей длине. Сравниваете углы на равных расстояниях от центра. Вы не гонитесь за совершенством; вы строите карту прогиба.
Потому что, как только вы увидите, как машина ведет себя в работе, а не в покое, вы сможете отделить истинную потребность в компенсации прогиба от пренебрежения обслуживанием ползуна.
И это приводит нас к искушению, которое я вижу слишком часто.
Если стол не идеально прям, станет ли более мягкая прокладка умным буфером — или бензином в огонь?
Мягче — кажется безопаснее.
Это не так.
Прокладка с меньшей твердостью по Шору увеличивает податливость. Податливость усиливает различия в давлении. Там, где сила немного выше, сжатие увеличивается несоразмерно. Это локально изменяет геометрию рабочей части штампа — уже V здесь, шире V там. Возврат упругости (springback) варьируется по длине детали. Теперь вы подгоняете угол регулировками ползуна, которые лишь маскируют реальную проблему распределения усилий.
Это тщеславие тоннажа — вера в то, что можно добиться равномерности в неравномерной системе силой.
На идеально выровненной, правильно компенсированной машине мягкая прокладка может защитить поверхности, не разрушая стабильность. На машине с скрытым перекосом или прогибом она становится усилителем геометрических грехов. Прокладка не выравнивает силу; она показывает, где сила неравна, быстрее разрушаясь именно там.
Жертвенные компоненты не лгут. Они деформируются именно там, где ваша система самая слабая.
Поэтому, прежде чем задавать твердость, толщину или марку, вы проверяете путь передачи усилий: выравнивание под нагрузкой, компенсацию прогиба, параллельность хода, состояние направляющих, зазоры в ползунах. Вы относитесь к износу как к улике, а не к неудобству.
Потому что, как только вы поймете, как эти невидимые убийцы формируют распределение давления, следующий вопрос будет не о том, какую прокладку купить.
А о том, как провести дисциплинированную диагностическую последовательность, прежде чем покупать что-либо вообще.
Вам нужна точная последовательность действий для проверки выравнивания, компенсации прогиба и параллельности под нагрузкой перед покупкой новой прокладки.
Хорошо. Потому что если вы замените расходный материал, не проверив путь передачи усилий, вы не устраняете проблему — вы платите за обучение на той же ошибке.
Это производственная криминалистика. Прокладка — жертва. Машина — подозреваемый. Последовательность важна, потому что каждый шаг устраняет одно укрытие для неправильного распределения силы. Пропустите порядок — и спрячетесь от одной ошибки другой.
Вот протокол.
Математика не волнуется о вашем дедлайне.
Начните с фактического усилия на ползуне под нагрузкой, а не с наклейки на боковой стороне рамы и не с числа, которое спрогнозировало ваше программное обеспечение. Номинальная тоннажность применяется по распределённой длине, на определённом расстоянии от опор. Измените ширину матрицы, длину гиба, сконцентрируйте нагрузку — и реальное напряженное состояние изменится.
Установите калиброванные датчики силы или проверьте существующие тензодатчики. Пять минут реальных данных при типовом гибе стоят дороже двадцати минут пробных гибов и догадок. Я видел, как машины выдавали на 15 % больше из-за смещения нуля. Видел и другие, которые занижали показания, при этом тихо ударяя в центр стола.
Если ваш рассчитанный запрос — 60 т, а датчики показывают 72 т на пике, это не погрешность округления. Это перегрузка, сосредоточенная где-то.
А если вы не доверяете датчикам — проверьте их на контрольном гибе мягкой стали и сравните угол с прогнозируемым возвратом. Современные прессы могут корректировать в пределах половины градуса за доли секунды — если датчики говорят правду.
Почему начинать здесь?
Потому что любая проверка выравнивания и компенсации прогиба, которую вы будете делать потом, зависит от того, знаете ли вы, какую нагрузку вы фактически прикладываете. Диагностируйте геометрию на основе ложных данных — и ваши выводы будут кривыми.
Итак, когда вы доверяете тоннажности, через какую геометрию проходит это усилие?
Прежде чем взять в руки гаечный ключ, подтвердите, что раскрытие матрицы и радиус пуансона соответствуют материалу на полу — а не тому, который был в работе на прошлой неделе.
Узкая V-образная матрица не просто “увеличивает тоннажность”. Она экспоненциально увеличивает локальное давление, так как площадь контакта уменьшается, а требуемый момент изгиба остаётся связанным с толщиной и прочностью на растяжение. Вот как машина, безопасно рассчитанная на длинную распределённую нагрузку, оказывается перегруженной на 24-дюймовом участке в центре.
Это тот момент, когда появляется «тоннажное самолюбование». Цеха хвастаются работой близко к максимальной мощности, не задаваясь вопросом, распределена ли нагрузка равномерно по столу или сосредоточена, как долото.
Проверьте три вещи:
Если программное обеспечение рассчитывает с точностью ±2 %, отлично. Используйте его. Но убедитесь, что входные данные соответствуют реальности. Поменяйте 5052 на нержавейку, сохранив ту же оснастку, — и ваш “точный” прогноз станет выдумкой.
Когда геометрия матрицы корректна, вы определили предполагаемый случай нагрузки.
Теперь задайте вопрос: машина равномерно доставляет эту нагрузку от ползуна до стола?
Вот здесь большинство цехов перестают думать и начинают подкладывать шайбы.
Проверьте параллельность в состоянии покоя, если хотите разминку. Затем проверьте её под нагрузкой, если хотите узнать правду. Индикаторы на обоих концах. Репрезентативная тоннажность. Полный ход. Следите за переходом от быстрого приближения к скорости формования — именно здесь проявляется скрытое скручивание.
Посмотрите на зазоры в направляющих. Неравномерные узоры износа. Смазка направляющих. Настройки механического выгибания по сравнению с фактическим прогибом стола. Сталь прогибается — это физика. Вопрос в том, соответствует ли ваше компенсирование условиям нагрузки.
Если центр прогибается больше, чем компенсирует выгиб, матрица в этом месте сужается под давлением. Если одна направляющая заедает, противоположная сторона принимает на себя большую нагрузку. Ваша подушка становится слоем упругости, который поглощает эту асимметрию.
Но жертвенные элементы рассказывают истории. Провал в центре? Вероятно, не скорректированный прогиб. Смятые углы с одной стороны? Наклон ползуна или неравномерное трение направляющих.
Вы не охотитесь за идеальным нулём. Вы составляете карту того, как сила проходит от цилиндра к листу к станине.
Когда путь становится прямым и предсказуемым, только тогда выбор подушки имеет смысл.
Теперь — и только теперь — вы выбираете подушку.
Твёрдость, толщину и модуль сжатия необходимо согласовать с известным, проверенным распределением давления. Более мягкая подушка в кривой системе усиливает непостоянство. Более жёсткая подушка в перегруженной системе выходит из строя быстрее и более эффектно.
Думайте о подушке как о предохранителе. Размер предохранителя выбирают после того, как узнают напряжение и ток цепи, а не раньше.
Если ваш тоннаж откалиброван, геометрия матрицы исправна, а путь силы под нагрузкой определён, выбор подушки становится простым: защитить качество поверхности, поглотить мелкие отклонения, сохранить постоянство угла. Это решение по отделке, а не конструктивное.
И именно это смещение во времени — суть всей идеи.
Потому что настоящий вопрос никогда не был о полиуретане.
Тридцать лет я наблюдал, как в цехах стоят перед десятифутовым прессом, глядя на изжёванную подушку, словно она их предала.
Это не так.
Подушка выполняла свою работу — жертвовала собой там, где система была наиболее слабой. Когда вы следуете этой последовательности, вы перестаёте считать износ случайностью и начинаете читать его как данные. Тоннаж проверен. Геометрия подтверждена. Путь силы наблюдался под нагрузкой. Только тогда выбор материала становится предметом разговора.
Неочевидная часть такова: разрушение подушки редко является первым решающим пунктом в системе. Это последняя контрольная точка, прежде чем физика взыщет свой долг.
Так что одна вещь, которую вы берёте с собой, проста и неудобна.
Прежде чем спросите, что заменить, спросите, какой путь фактически проходит ваша сила.


















