

Öğleye kadar yeni üretilen urethane pedler zaten parlak hilal izleriyle dövülmüştü. On fit fren. Çeyrek inç hafif çelik. 7“de takılan yeni aletler, yüksek bir güvenle. İkinci vardiyada operatör ”başka bir kötü parti” diye mırıldanıyordu.”
Aynı kayma. Aynı açı kayması. Farklı pedler.
Yeni bir ped saatler içinde başarısız olduğunda, kötü şansla karşı karşıya değilsiniz. Bir suç mahalline bakıyorsunuz. Soru “Hangi tedarikçi hata yaptı?” değil, “Güç yolunda ne başka bir kurban parçasını öldürdü?”
Dükkanların pedleri sigortalar gibi kullandığını izledim. Bir şey kayarsa, açılar kayarsa, malzeme sarkarsa—yumuşak olanı değiştirip bakım yaptıklarını düşünüyorlar. Bu kesin bir çözüm gibi geliyor. Duraklamadan daha az maliyetli. Ve makinenin size yalan söylediği rahatsız edici olasılığından kaçınıyor.
Ama kurban bileşenler hikayeler anlatır. Yavaş ve eşit bir şekilde aşındıklarında, bu aşınmanın dürüst işidir. Parçalandıklarında, ezildiklerinde, camlaştıklarında veya yer yer ayrıldıklarında, bu yük yoğunlaşması, zamanlama hatası veya hizalama hatasıdır, kauçuk ve çelik aracılığıyla konuşur. Atölye katı adli tıp.
Peki, bir pedin yaşamını yaşayıp yaşamadığını ve birinin infaz edildiğini nasıl ayırt edersiniz?
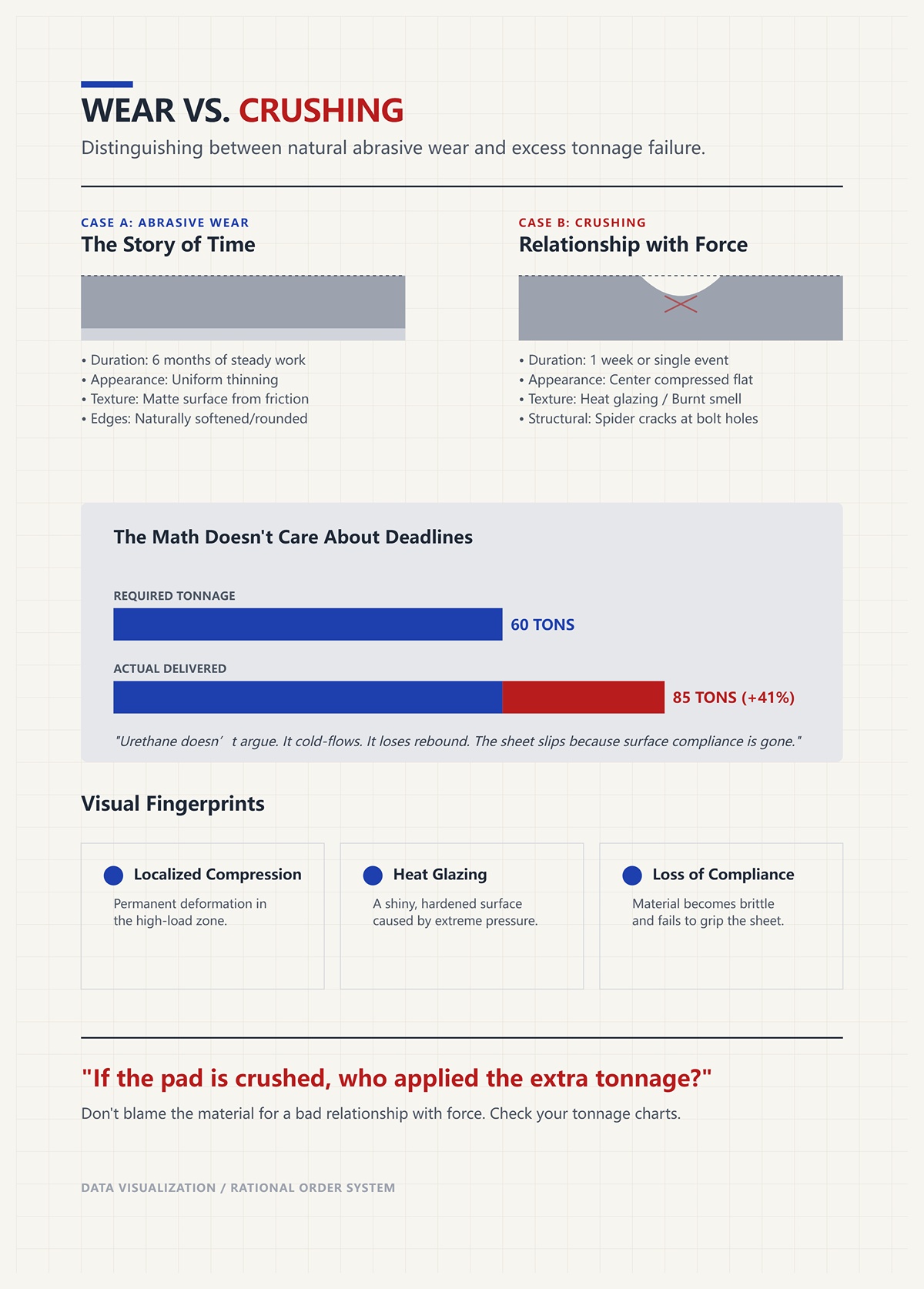
Altı ay boyunca sürekli çalışmış bir pedi çıkarın. Eşit incelme göreceksiniz. Kenarları yumuşamış. Yüzey sürtünmeden matlaşmış. Bu aşındırma—malzeme tasarlandığı gibi yavaşça feda ediliyor.
Şimdi bir haftalık bir pedi çıkarın ve merkezinin bir madeni para gibi düzleştiğini, kenarlarının hala belirgin olduğunu, belki de vida deliklerinin etrafında örümcek çatlakları olduğunu görün. Bu aşınma değil. Bu ezilme.
Matematik son tarihinizi umursamaz. Bükümünüz 60 ton gerektiriyorsa ve siz 85 ton veriyorsanız çünkü tonaj tablonuz gerçek malzeme kalınlığı için güncellenmemişse, ped fazla yükü emer. Urethane itiraz etmez. Soğuk akış yapar. Geri dönüş kaybeder. Bir sonraki döngüde, levha kayar çünkü yüzey uyumu kaybolmuştur.
Aşırı tonaj parmak izleri bırakır: yerel sıkışma, ısı camlaşması, bazen hafif yanık kokusu. Aşınma zamanın hikayesini bırakır. Ezilme, kuvvetle kötü bir ilişki hakkında bilgi verir.
Ped ezilmişse, ekstra tonajı kim uyguladı?

Üç tekrarlayan suçlu gördüm.
İlk: hızlı yaklaşım ile şekillendirme hızı arasındaki geçişte ram eğilmesi. Levha önce bir tarafa temas eder, yerel olarak basınç zirve yapar ve ped eşit olmayan bir şekilde deforme olur. Operatöre göre, parça kayar. Ped için bu tek taraflı bir saldırıdır. Kök, valf zamanlaması veya senkronizasyon kaymasıdır, sürtünme malzemesi değil.
İkincisi: açı geri bildirimi kalibrasyondan çıkmış. Modern frenler, sensörler doğruyu söylüyorsa, yarım derece içinde saniyenin kesirleri kadar düzeltme yapabilir. Bir yazılım güncellemesi veya atlanan kalibrasyon sonrası, makine aşırı bükülür, telafi eder, aşırı telafi eder. Ped, rastgele görünen dalgalanan yükler görür. Siz tutuşu suçlarsınız. Gerçek suçlu, karanlıkta avlanan bir kontrol döngüsüdür.
Üçüncüsü: hidrolik sorunlardan yavaş veya tutarsız iniş—düşük yağ, aşınmış kılavuz raylar, yapışan dolum valfi. Bir semptom, yarım düzine mekanik neden. Levha tam angajman öncesinde mikroskobik olarak kayar ve ped yüzeyinde o belirgin parıltıyı alırsınız. Acemi vergisi, yağ seviyesini ve ray dikliğini kontrol etmeden sürtünme malzemesi sipariş etmektir.
Üç farklı makine hatası aynı “kaymayı” üretebiliyorsa, neden yumuşak parçanın suçlu olduğunu varsayıyorsunuz?
Bir katalog onu evrensel olarak adlandırıyor: tek bir bileşik, geniş sertlik aralığı, birden fazla kalıba uyum sağlıyor. Tarımsal braketler için uygun.
Şimdi aynı pedin, aynı vardiyada karışık alaşımlara sahip, sıkı toleranslı havacılık parçalarının altına konduğunu düşünün. Sabah 1/8 inç alüminyum, öğle sonrası yüksek mukavemetli çelik. Farklı yay geri dönüşü. Farklı gereken tonaj. Pedin karşısında farklı yüzey enerjisi.
Değişken bir kuvvet ortamında uniform malzeme kullanmak bir kumar.
Her iş için tonaj ve hizalamayı tam olarak ayarlarsanız, daha geniş bir ped spesifikasyonunu güvenle çalıştırabilirsiniz. Eğer yapmazsanız, her kurulum kısayolunu affetmesi için bir sertlik ve bir kalınlık istemiş olursunuz. Affetmeyecek. Yüksek hassasiyetli işler, hata payının pedin kendisinden daha ince olduğu gerçeğini açığa çıkarır.
Bu nedenle, “evrensel” bir ped yalnızca belirli işlerde sürekli başarısız oluyorsa, gerçekten evrensel mi - yoksa süreciniz mi değil?
Diyelim ki bir ped seti birkaç yüz dolara mal oluyor ve değiştirmek için bir saat iş gücü gerekiyor. Kolay bir karar. Daha zor karar, bir saatlik bir dial göstergesi, basınç doğrulaması, sensör yeniden kalibrasyonu ve malzeme olmadan kuru bir deneme ile iki saat harcamaktır.
Birisi üretken hissettiriyor. Diğeri, sorunun siz olabileceğini kabul etmek gibi hissettiriyor.
Ama başarısızlıklar kümelendiğinde - bir ay içinde farklı işlerde birden fazla ped - bu rastgele aşınma değil. Bu süreç kayması. Ped bütünlüğünü yukarıda izleyen üretim tesislerinde, hatalar partiler halinde ortaya çıkar çünkü presleme döngüsü spesifikasyondan çıktı. Aynı mantık burada da geçerlidir. Tekrarlanan ped ölümleri nadiren tesadüftür.
Tanı olmadan her değiştirme, sadece geri sayım saatini sıfırlamaktır. Dikkatiniz yerine poliüretan için ödeme yapıyorsunuz.
Ve eğer kuvvetin yanlış kullanımı yeni pedler üzerinde aynı hikayeyi yazmaya devam ederse, tonaj sayılarımızı nihayet bir ışık altında koyduğumuzda ne olur?
Geçen baharda, 150 ton kapasiteli on ayaklık bir frenin önünde durdum ve dokuz gündür hizmette olan bir pedi inceledim. Ortası düzleşmiş, kenarlar dokunulmamış, vida delikleri ovalleşmeye başlamış. Operatör, işin “kapasitenin çok içinde” olduğunu yeminle söyledi. Çeyrek inç A36, 2 inç V-kalıp üzerinde.
Kağıt üzerinde bu, ayak başına 19.7 ton. On ayak boyunca, 197 ton. Matematik, son tarihinizi umursamaz. En alta bile inmeden önce makinenin derecesinin 47 ton üzerinde idiniz.
3 inç V-kalıba geçin ve gereken kuvvet ayak başına 13.9 tona - toplamda 139 tona düşer. Aynı malzeme. Aynı uzunluk. Farklı kalıp genişliği. Artık makinenin kapsama alanındasınız ve ped normal bir yaşam sürüyor.
Başka bir takviye ezmeden önce tonajı nasıl doğrulayacağınızı böyle kontrol edersiniz: gerçek kalınlık ve V-açıklığı için ayak başına kuvveti hesaplayın, gerçek bükme uzunluğu ile çarpın ve bunu çalışma aralığındaki derecelendirilmiş kapasite ile karşılaştırın. Yan taraftaki etiket değil. Yatak boyunca dağıtılan yük.
Çünkü eğer gereken tonaj, frenin derecesini veya pedin sıkıştırma limitini aşarsa, başarısızlık bir olasılık değil. Bir takvimdir.
Ve çoğu atölye bu sayıları bu şekilde bile çalıştırmıyor.
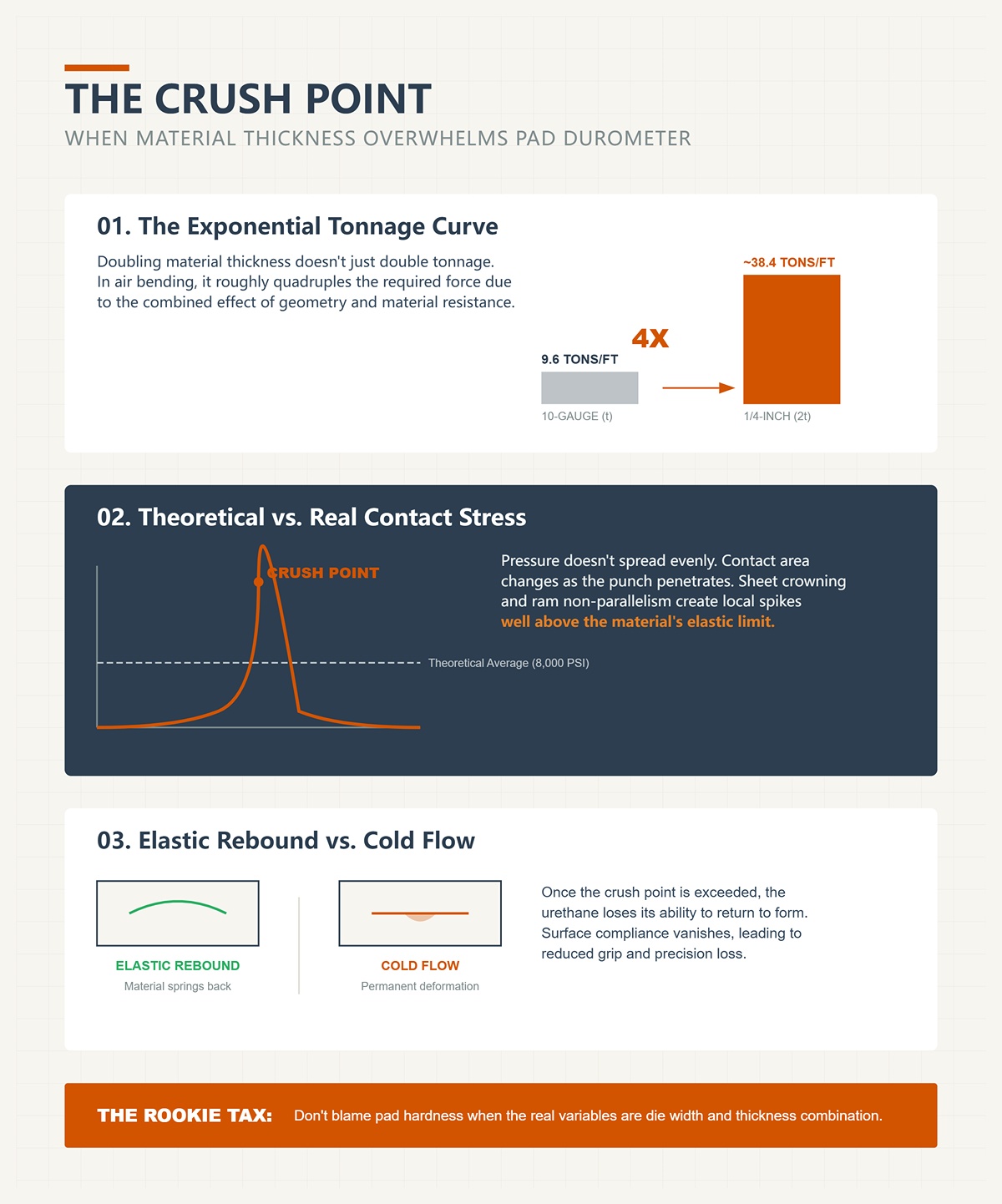
Bir atölyenin 10-gauge'den 1/4 inç'e geçip tonajın “biraz arttığını” varsaydığını izledim. Artmaz. Kalınlığı iki katına çıkarmak, hava bükümünde gereken tonajı yaklaşık dört katına çıkarır. Bu, geometri ve malzeme direncinin birlikte çalışmasıdır.
Eğer 10-gauge yaklaşık 9.6 ton ayak başına 1 inç V üzerinde gerekiyorsa ve kalınlığı iki katına çıkarırsanız, 19'a ulaşmazsınız. Orijinal talebin dört katına daha yakınsınız, kalıp genişliğine bağlı olarak. İşte eğri bu.
Şimdi, hipotetik olarak 8,000 psi sıkıştırma dayanımına sahip bir urethane pedi hayal edin. On ayak boyunca 197 ton koyuyorsunuz ve bunun eşit şekilde yayıldığını varsayıyorsunuz. Yayılmıyor. Darbe derinleştikçe temas alanı değişiyor, özellikle levha kabarırsa veya ram mükemmel paralel değilse. Yerel basınç, ortalamanın çok üstüne çıkıyor.
O zirve sizin ezilme noktanız. Katalogda pedin “başarısız olması gerektiği” zaman değil. Gerçek temas stresi, malzemenin elastik olarak geri sıçrama yeteneğini aştığında. Ondan sonra, urethane soğuk akış gösterir. Geri sıçramaz. Sonraki döngüde, yüzey uyumunuz gittiği için tutuşunuz azalır.
Ve işte tuzak: gerçek değişken kalıp genişliği ve kalınlık kombinasyonu iken ped sertliğini suçluyorsunuz. Acemi vergisi.
Ama tonajınız teknik olarak “kapasite içinde” olsa bile, bazı pedlerin neden hala yerinden kaydığını merak ediyorsanız?
Bir operatörün bir levha şekillendirme sırasında kaydığı için tonajı 10%'ye çıkardığını izledim. Mantığı basitti: daha fazla kuvvet, daha fazla tutuş.
Orta basınç altında, urethane yüzey düzensizliklerine uyacak kadar deforme olur. Bu, gerçek temas alanını ve sürtünmeyi artırır. Belirli bir noktayı aşarsanız, yüzey katmanını aşırı sıkıştırırsınız. Yerel olarak sertleşir, düzleşir, bazen hatta ısı ile parlayabilir. Artık gerçek temas alanınız düşer.
Nominal basıncı artırdınız ama etkili sürtünmeyi azalttınız.
Biraz ram eğriliği ekleyin - bir taraf diğerinden milisaniyeler önce temas ederse - ve bir yan kuvvet bileşeni oluşturursunuz. Ped, artık aşırı sıkıştırılmış ve daha az uyumlu olduğundan, bunu ememez. Levha “yürür.” Operatör daha fazla tonaj ekler. Ped daha hızlı ölür.
Ama fedakâr bileşenler hikayeler anlatır. Bir yönde parlatılmış izler gördüğünüzde, bu rastgele aşınma değildir. Bu, aşırı normal yük altında yan kayma anlamına gelir.
Yani basınç tek başına tam hikaye değilse, kalıp kendisi kuvveti nerede yoğunlaştırır ki hiçbir polimer hayatta kalamaz?
O aynı 1/4 inç A36'yı alın. 1.5 inç V-kalıp üzerinde, gerekli tonaj yaklaşık 30 ton ayak başına fırlıyor. On ayak boyunca, bu 300 ton. 150 tonluk frenimizin kapasitesinin iki katı.
Şimdi tam uzunlukta çalışmadığınızı hayal edin. Ortada üç ayak büküyorsunuz. Makine hala ramın merkezi kısmı aracılığıyla kuvvet sağlıyor. Ayak başına yük yerel olarak fırlıyor ve defleksiyon özelliklerinin değiştiği yan çerçeve açıklığının 60%'sinin altındasınız. Çerçeve esnemesi yükü merkeze kaydırır.
Tablonun “kabul edilebilir” olarak adlandırdığı bir tam açıklık bükümü, kısa, merkezde bir bükümde kötüleşir. İşte bu yüzden pedler ortada ezilirken uçlar yeni görünür.
Tabana ulaşmak hakareti çarpıtır. Hava bükme tonajının yaklaşık dört katını gerektirebilir. Madeni para basımı on kat talep edebilir. Bir taban kurulumunu hava bükme tonajı ile karıştırırsanız ve pedi yerinde bırakırsanız, onun ölüm belgesini imzalamış olursunuz.
Bu, büyük bir frene sahip olmakla ilgili değil. Aşırı kapasite nadiren pedlere zarar verir çünkü sadece işin talep ettiği kadarını uygularsınız. Gerçek tehlike, küçük makinelerde küçük kalıplar, dar yarıçaplar peşinde koşmak ve urethane ile ödemek.
Peki, deforme olmuş bir pedi çektiğinizde, onu çöp yerine kanıt gibi nasıl okursunuz?
Bir pedin uzunluğu boyunca eşit şekilde ezilmesi, küresel tonajı aştığınızı gösteriyor. Tüm sistem aşırı yüklendi. Bu doğrudan bir matematik hatası.
Sadece ortasında ezilmiş bir ped, yerel aşırı yükleme olduğunu gösteriyor - kısa bükümler, dar V veya çerçeve deformasyonu kuvveti orta noktada yoğunlaştırıyor.
Diyagonal sıkıştırma mı? Ram eğilmesi veya dengesiz hidrolik senkronizasyon.
Minimum sıkıştırma ile ısı ile parlatılmış yüzey mi? Aşırı basınç sürtünmeyi takip ediyor, muhtemelen hafif malzeme hareketi ile birleşiyor.
Modern frenler, sensörler doğruyu söylüyorsa, bir derece içinde yarım saniyede düzeltme yapabilir. Açı geri bildirimi kayıyorsa, kontrol sistemi, başlangıçta yanlış olmayan bir hedef açıyı tutturmak için tonajı aşırı sürüyor olabilir. Ped düzeltmeyi absorbe eder.
Bu, atölye katı adli bilimleridir. Daha sert insertler sipariş ederek başlamazsınız. Öncelikle ayak başına tonajı yeniden hesaplayarak, kalıp genişliğini kalınlıkla doğrulayarak, gerçek büküm uzunluğunu belirtilen açıklıkla kontrol ederek ve şekillendirme yöntemini - hava bükme, alt veya madeni para - onaylayarak başlarsınız.
Çünkü bir kez uyguladığınız tonaj, pedin ve çerçevenin güvenli bir şekilde dağıtabileceğinden fazlaysa, insert zayıf halka değildir.
O, tanıktır.
İlk bükümden önce ped arızasını önleyen tekrarlanabilir bir ön iş doğrulama süreci mi istiyorsunuz?
Pedin masum olduğunu varsayarak başlayın.
Ayak başına tonajı, kalıp genişliği-kalınlık oranını, büküm uzunluğunu belirtilen açıklıkla karşılaştırdıktan ve hava bükme yaptığınızı onayladıktan sonra, bir sonraki değişken “daha sert ped” değildir. O, levhadır. Çünkü pres fren pedleri, daha büyük bir mekanik sistemin fedakar bileşenleridir ve bu sistem, yumru ile kalıp arasında bulunan metalurjiyi içerir. Bunu göz ardı ederseniz, arızayı çözmüyorsunuz. Onu planlıyorsunuz.
Matematik, son tarihinizle ilgilenmez. Paslanmaz çelik ve alüminyum kalınlık paylaşabilir, büküm açısını paylaşabilir, alet paylaşabilir - ve tamamen farklı kuvvet yolları talep edebilir. Süreç kontrol listeniz “makine ve kalıp doğru görünüyor” ile bitiyorsa, sadece suç mahallinin yarısını temizlemişsinizdir.
Peki, malzeme pedinize ne yapar ki ped bunu geri alamaz?
Gün boyunca 1/8 inç 5052 alüminyum üzerinde orta bir V'nin üzerinden çalıştırın ve orta sertlikte bir üre ped bir kahraman gibi davranır. Uyum sağlar, gerçek temas alanını artırır, levhayı stabilize eder. Temiz bükümler ve minimum işaretleme elde edersiniz.
Aynı kalınlık ve geometri ile 304 paslanmaz çeliği takas edin, ve aniden ped parlatmaya, camlaşmaya, belki de yerinden kaymaya başlar.
Bu ruh hali değil. Bu metalurji.
Alüminyum erken şekil alır ve akar. Paslanmaz çelik direnç gösterir, iş sertleşir ve aynı geometri için daha yüksek şekillendirme stresi talep eder. Daha yüksek şekillendirme stresi, pedin içine daha yüksek tepki kuvveti anlamına gelir. Küresel tonajınız kapasite içinde olsa bile, yumru-ped arayüzündeki temas basıncı artar çünkü paslanmaz çelik “vermez”.
Üre, kontrollü deformasyonda başarılıdır. Paslanmaz çelik, onu sıkıştırma sınırına daha hızlı iter. Pedin suçunu üstlenirseniz, yanlış anlaşılan metalurji üzerine acemi vergisi ödüyorsunuz.
Ama direnç tüm hikaye değil. Paslanmaz çelik de daha sert geri yaylanır.
Bu da demektir ki, mücadele sadece aşağı doğru hareket sırasında değil.
Geri yaylanma, yük boşaltıldıktan sonraki elastik geri kazanımdır. Her malzemenin hafızası vardır. Paslanmaz çeliğin hafızası uzundur.
Hava bükme işleminde, bu geri kazanımı telafi etmek için kasıtlı olarak fazla bükersiniz. Pedin elastikiyeti, şekillendirme sırasında levhayı stabilize etmeye yardımcı olabilir, ancak metalde depolanan elastik gerilmeyi silemez. Paslanmaz çelik iki derece açılmak istiyorsa, açılır - geometrisini veya yöntemini değiştirmediğiniz sürece.
İşte rahatsız edici kısım: V-die'yi, örneğin, 12:1'den 8:1'lik bir genişlik-kalınlık oranına daraltmak, ped malzemesinden bağımsız olarak geri yaylanmayı dramatik şekilde azaltabilir. Alt bükme, büküm bölgesine daha fazla plastik deformasyon zorladığınız için bunu daha da azaltır. Geometri, polimeri geçer.
Yani, bir urethane pedin paslanmaz çeliği açı tutmasını istiyorsanız ve alüminyum için tasarlanmış geniş bir V kullanıyorsanız, elastikiteden malzeme hafızasıyla savaşmasını istiyorsunuz. Bu savaşta uzun süre kazanamaz.
Ped sıkışır. Levha hala açılır. Operatör tonajı artırır. Artık bir geometrik seçim için telafi etmek amacıyla fedakâr bir bileşeni ezmeye geri dönüyorsunuz.
Ve bu açıyı düzeltmezse, bir sonraki içgüdü nedir?
Daha sert ped.
Sertlik, elastomerlerde sertlik ölçüsüdür. Daha yüksek sayı, daha sert ped.
Mantıklı geliyor: paslanmaz çelik daha dayanıklı, o yüzden daha dayanıklı bir ped kullanın.
Matematik, mantığınıza aldırmaz.
Daha sert bir ped, yük altında daha az deformasyona uğrar. Daha az deformasyon, ped ile levha arasında daha az gerçek temas alanı anlamına gelir. Sürtünme, nominal basınçla doğrusal olarak ölçeklenmez; gerçek mikro-temasa bağlıdır. Arayüzü sertleştirdiğinizde, uyum azalmış olur. Artık levhanın hareket sırasında mikro kayma yapma olasılığı daha yüksektir.
Mikro kayma, tutarsız büküm açıları olarak kendini gösterir.
İşte çoğu atölyenin gözden kaçırdığı bir ayrıntı: daha sert bir ped, yük daha az mikroskobik temas noktasına dağıldığı için pik temas stresini artırabilir. Bu yerel stres, şekillendirme sırasında malzemeyi elastik sınırına daha da yaklaştırabilir ve geri yaylanmadaki değişkenliği artırabilir. “Daha güçlü” kurulumunuz, daha yumuşak, daha az tekrarlanabilir bükümler üretir.
Tonaj kibiri, sertlik kibiriyle buluşur.
Ve eğer hidrolik sisteminizde en azından hafif bir istikrarsızlık varsa - sıkışmış hava, geciken valfler - o sert ped, bu kuvvet osilasyonlarını doğrudan levhaya iletir, bunları sönümlemek yerine. “Ped çok yumuşak” gibi görünen şey aslında, stabil kalmak için uyum gerektiren bir sistemdi.
Yani sertlik evrensel bir yükseltme değildir. Bu, bir kuvvet sistemindeki bir ayar parametresidir.
Bir sessiz sabotajcı daha kaldı.
Tonnajı hesaplayabilirsiniz. Kalıp genişliğini seçebilirsiniz. Sertliği alaşım ile eşleştirebilirsiniz.
Sonra biri, yanlış yağ ile levhayı siler.
Hafif şekillendirme yağlayıcıları, değirmen yağları, hatta kalıntı soğutucu, ped-levha arayüzündeki sürtünme katsayısını değiştirir. Az değil. Öyle ki, dikkatlice seçtiğiniz uyum artık tutuşa dönüşmez. Levha aşağı hareket sırasında kayar ve pedin yan tarafında parlatma görülür. Esnekliği suçlarsınız.
Ama fedakâr bileşenler hikayeler anlatır.
Aşınma deseni düzgün ve yönlüyse, derin sıkıştırma olmadan, ped tedarikçisini aramadan önce yüzey durumu, arka ölçüm parmağı aşınması ve sıkıştırma kuvvetine bakmaya başlarım. Mekanik tutuş temiz teması varsayar. Kimyasal filmler bu varsayımı yeniden yazar.
Ve işte sessiz gerçek: Hiçbir ped, kaygan bir arayüz ile marjinal sıkıştırmayı telafi etmez. Bu bir elastomer sorunu değil. Bu bir süreç kontrolüdür.
Bu nedenle, tekrar edilebilir ön iş doğrulama süreciniz, tonaj tabloları ve kalıp seçimi ile sınırlı kalamaz. Malzeme sınıfını, sertliği, beklenen geri yayılmayı, seçilen V oranını, ped sertliğini ve yüzey durumunu içermelidir—ilk döngüden önce kontrol edilmelidir.
Çünkü bir kez pedlerin bir malzeme sisteminin içinde çalıştığını kabul ettiğinizde, gerçek soru “Hangi ped en güçlü?” değildir.”
Gerçek soru, bu belirli alaşım, geometri, kuvvet ve yüzey durumu kombinasyonuna hangi pedin ait olduğudur.
Bir denetçi bir keresinde bana iki ezilmiş poliüretan bloğu verdi ve hangi “markayı” tercih ettiğimi sordu. İkisi de iki haftadan kısa sürede başarısız oldu. Biri merkezde şişmişti. Diğeri bir kenar boyunca temiz bir şekilde çatlamıştı. Aynı pres. Aynı operatör. Farklı işler.
Bu, ön iş çerçevenizdir, eğer nasıl okuyacağınızı biliyorsanız.
Matematik, son tarihinizle ilgilenmez. Yüzey mühendisliğini seçmeden önce—blok, film, ek, doku—dört değişkeni kilitlersiniz: alaşım ve kalınlık için hesaplanan şekillendirme tonajı, seçilen V-açıklığı ve yöntemi (hava vs. dip), makine taçlandırması ve paralellik, ve levhanın yüzey durumu. Basınç yolu disiplinli hale geldikten sonra, delici ile kalıp arasında ne olacağını seçersiniz. Aksi takdirde, tonaj gösterişi için acemi vergisi ödüyorsunuz ve buna “premium pedler” diyorsunuz.”
Yüzey çözümleri basınç dağılımını düzeltmez. Sadece onun içinde öngörülebilir bir şekilde davranırlar.
Peki hangisi nerede olmalı?
3 mm 5052 alüminyum kapakları, kozmetik yüzey dışa, vardiyada 2,000 parça. Atölye sıfır iz istemektedir. Katı bir poliüretan kalıp bloğu yerleştirirler ve içine hava ile bükme yaparlar. Parçalar temiz görünür. Tonnaj ölçer, çelikten daha düşük okur. Herkes rahatlar.
Poliüretan elastiktir. Değişir, temas alanını artırır ve pik temas stresini düşürür. Bu nedenle, aynı nominal geometri için çelik V-kaliplere kıyasla gereken tonaj genellikle düşer. Yük, iki kalıp omzunda yoğunlaşmak yerine polimer boyunca yayılır.
Ama burada gördüğüm bir tuhaflık var: poliüretan çelik değildir. Tekrarlayan yüksek hacimli döngülerde, özellikle daha derin bükümlerde, uzar ve yıpranır. Poliüretan bloklar üzerinde 12-gauge soğuk haddeleme yapan atölyeler bunu hızlıca öğrenir—bloklar parlayarak kalıcı olarak sıkışır, sonra çatlar. Çelik kalıplar bu görevde on yıllarca dayanabilir. Poliüretan dayanamaz.
Ve kimya önemlidir. Daha esnek bir TDI bazlı poliüretanı, defleksiyon ve kür davranışını yeniden hesaplamadan daha sert bir MDI türü ile değiştirdiğinizde, bir yastıklama çözümünü kırılgan bir hale dönüştürebilirsiniz. “Yükseltme” gerçek gerilimi emmek için çok sert olduğu için köşelerde blokların çatladığını gördüm. Bu kötü bir blok değil. Bu, eşleşmeyen elastikiyetin tonaj kalibrasyon hatasını artırmasıdır.
Yüksek hacim ve poliüretan bir arada var olabilir—ama yalnızca büküm derinliği, malzeme akma dayanımı ve darbe frekansı blokun yıpranma zarfının içinde olduğunda. Bu, gerçek şekillendirme kuvvetinizi bilmenizi gerektirir, isim plakası ne diyor olursa olsun.
Eğer blok ortadan eziliyorsa, neden basıncınızın orada zirve yaptığını sorun.
Şimdi sahneyi değiştirin. İnce 304 paslanmaz çelik, 1.5 mm, sıkı açısal tolerans—artı veya eksi yarım derece—ve çizilemeyen bir fırçalı yüzey. Ekip, levha ile kalıp arasında sentetik bir bükme filmi seçiyor.
İlk çalışmada, açılar neredeyse bir derece fazla bükülmüş olarak çıkıyor. Operatör ramı yükseltiyor. Tutarsızlık devreye giriyor.
Ne değişti? Kalınlık.
0.8 mm'lik bir film, V-açıklığınızı etkili bir şekilde daraltır. Eğer 3 mm malzeme için 16 mm V çalışıyorsanız, o filmi eklemek geometrisini değiştirir. Levha artık daha küçük bir kalıp genişliği görüyor, bu da şekillendirme stresini artırır ve geri yayılmayı azaltır. Eğer bunun için ayarlama yapmazsanız, “yüzeyi korumuyorsunuz.” Basınç dağılımını değiştiriyorsunuz ve bunu yapmamış gibi davranıyorsunuz.
Matematik, son tarihlerinizi umursamaz.
Filmler, hassasiyet yastıklamayı aştığında parlayabilir. Katı poliüretan bloklara kıyasla minimal bir uyum eklerler, bu yüzden açı tekrar edilebilirliği daha sıkı olabilir—etkili kalıp genişliğini ve tonajı yeniden hesapladığınız sürece. Bunu göz ardı ederseniz, film, kuvvet yolunuzu çarpıtan gizli bir değişken haline gelir. Bir film aracılığıyla açıyı yakalamak için aşırı basınç uygulamak, aşırı yüklemenin daha sessiz bir biçimidir.
Bu yüzden filmler disiplin talep eder. Bunlar, yerleştirildiğinde koruma sağlamaz. Bunlar, geometri değiştiricileridir.
Bu da sizi “hızlı değişim” sistemlerinin kalınlık ve üst üste yığılmaların vardiya ortasında nasıl davrandığını merak ettirir.
Bir atölyenin, modüler poliüretan takviyeler kullanarak hafif çelik braketlerden yüksek dayanımlı düşük alaşımlı parçalara on dakikadan kısa bir sürede geçiş yaptığını izledim. Hızlı. Temiz. Etkileyici.
Haftanın sonunda, takviyeler düzensiz aşınma gösterdi—yatağın sol üçte birinde ezilmişti.
Hızlı değişim, yalnızca makine geometriniz dürüstse hızlıdır. Modüler sistemler, tutarlı oturma ve eşit sıkıştırmaya dayanır. Uzun bir yatak boyunca birkaç binlik bir hizalama hatası, takviye yığınının dengesiz yük taşıdığı anlamına gelir. Monolitik bir kalıptan farklı olarak, bölümlü takviyeler bu dengesizliği farklı sıkıştırma ile iletir.
Ama fedakâr bileşenler hikayeler anlatır.
Sadece belirli modüller erken çöktüğünde, bu, ram eğriliği, kötü kavis telafisi veya düzensiz yatak aşınması gibi atölye zemin adli tıbbını işaret eder. Modern frenler, sensörler doğruyu söylüyorsa, yarım derece içinde saniyeler içinde düzeltme yapabilir. Eğer kalibre edilmemişlerse, modüler rahatlığınız dağıtılmış bir hata haritasına dönüşür.
Modüler takviyeler, ürün karışımı yüksek olduğunda ve tonaj her iş için yeniden hesaplandığında mükemmeldir. Ancak, atölyeler dünkü kurulumun bugünkü alaşıma uygulanabileceğini varsayıyorsa, bunlar pahalı yastıklama olur.
Eğer takviyeleriniz düzensiz yaşlanıyorsa, sorun takviye kataloğunda değildir.
Bu, kuvvet yoludur.
Bu bizi sürtünmeye getiriyor - çoğu insanın dokuyla düzeltmeye çalıştığı sessiz sabotajcı.
Artık yağ kalıntısı olan galvanizli levhayı düşünün. Aşağı hareket sırasında, levha ısırmadan önce bir milimetre kayar. Operatör “kaygan malzeme” diye suçluyor ve kaymaz kaplamaya sahip dokulu ekler sipariş ediyor.
Sürtünme sadece pürüzlülük değildir. Yük altında gerçek temas alanıdır. Dokulu bir ek, mekanik kilidi artırır, evet - ama aynı zamanda temas stresini çıkıntı zirvelerinde yoğunlaştırır. Yüksek tonaj altında, bu zirveler önce aşınır. Eğer sıkıştırma kuvvetiniz ve arka ölçüm desteğiniz marjinalse, doku kaymayı geçici olarak maskeleyerek eklerin aşınmasını hızlandırır.
Levha temizlenmelidir. Kelepçe basıncı doğrulanmalıdır. Arka ölçüm hizalaması onaylanmalıdır. Sonra dokunun gerekli olup olmadığına karar verin.
Kaymaz çözümler, yüzey koşulunun kontrol edilemediği durumlarda uygundur - yukarıdan gelen yağlı parçalar, kaplanmış malzemeler, minimum işaretleme ile yüksek kozmetik talepleri. Ancak bunlar, gerçek şekillendirme stresine uygun olmalıdır. Aşırı yüklenirseniz, kaplama yeni fedakâr tanık haline gelir.
Bir ped, blok, film, ek veya doku, kötü kuvvet dağılımı için asla sihirli bir silgi değildir. Bu, alaşım seçimi, kalıp geometrisi ve kalibre edilmiş tonajla başlayan bir zincirdeki son unsurdur.
Eğer basınç yolunu doğrulamadan yüzey mühendisliği seçerseniz, bir problemi çözmüyorsunuz.
Onu erteliyorsunuz.
Başka bir kutu premium ped sipariş etmeden önce basınç dağılımını doğrulamak için sistematik bir yol istiyorsunuz.
İyi. Çünkü hizalamayı, taçlandırmayı ve yük altında paralelliği kontrol etmeden, körlemesine teşhis koyuyorsunuz.
On ayak uzunluğundaki bir frenin yanında durdum; merkez açıları mükemmeldi ve uçlar iki derece kayıyordu. Herkes pedleri suçladı. Pedler yeni, yüksek sertlikte, muhasebeyi endişelendirecek kadar pahalıydı. Ama fedakâr bileşenler hikayeler anlatır. Aşınma deseni sol üçte daha ağırdı, ortada parlatılmıştı, sağda neredeyse hiç dokunulmamıştı. Bu bir malzeme sorunu değil. Bu, geometrinin itirafıdır.
Yüzey mühendisliği aşağı akıştadır. Geometri yukarı akıştadır.
Eğer çerçevenin ve pistonun yatağın üzerinde kuvveti eşit şekilde ilettiğini doğrulamazsanız, kurduğunuz her ped, eğik bir bilardo sopasının ucundaki tebeşirden farksızdır. O yüzden suç mahallini düzgün bir şekilde inceleyelim.
Beş binlik bir inç, çoğu insanı korkutmaz.
Korkutmalı.
Matematik, son tarihinizi umursamaz. 120 inçlik bir yatakta, 0.005 inçlik bir eğim, kalıbınızın bir tarafının daha erken kapanması anlamına gelir. O taraf önce yük alır. Poliüretan, yükü çelik gibi paylaşmaz; vurulduğu yerde sıkışır. Bu nedenle, erken temas eden taraf, pistonun geri kalan kısmı yetişene kadar orantısız tonaj taşır. Bu yastıklama değildir. Bu yerel aşırı yüklenmedir.
Hipotetik ama gerçekçi: sekiz fit boyunca 1/8 inç 5052 şekillendiriyorsunuz. Gerekli tonaj 60 ton diyor. Hizalama hatası nedeniyle, sol 30 inç etkili bir şekilde ilk teması görüyor ve bir zirve absorbe ediyor - belki tam 60 değil ama keskin bir yüzdesi - diğerleri devreye girmeden önce. O zirve, o bölgede pedin sıkıştırma yorgunluk limitini aşıyor. Bir hafta sonra, o bölüm mantar gibi kabarıyor ve çatlıyor. Diğerleri gayet iyi görünüyor.
Acemi vergisi.
Modern CNC frenler, strok boyunca milimetrelik sapmaları daha sıkı bir şekilde işaretler ve işaretlemelidir. Mekanik sıfırınız yanlışsa, kılavuzlarınız aşınmışsa, gibslerinizde bir tırnakla hissedebileceğiniz bir boşluk varsa, eşit bir şekilde bükmüyorsunuz. Her kurban katmanından bir tarafın ömrünü kısaltıyorsunuz.
Ve ped asimetrik olarak başarısız olduğunda, makine size nerede bakmanız gerektiğini söylüyor.
Peki bazı yataklar neden ortada ped yerken uçlar taze kalıyor?
Ağır bir yük altında uzun bir yatağı hayal edin.
Çelik sapar. Çerçeveler nefes alır. Bu bir kusur değil; bu fizik. Taçlandırma olmadan - yatakta veya ramda kasıtlı yukarı yönlü telafi - merkez tonaj altında sarkar. Kalıp açılması orada etkili bir şekilde daralır. Levha, uçlardan daha fazla şekillendirme gerilimi görür.
Şimdi uyumlu bir ped ekleyin.
Merkez daha yüksek gerilim gördüğü için daha sert sıkışır. Zamanla, pedin ortasında bir çukur oluşurken uçlar hala fabrika yeni gibi görünür. Operatörler buna “kötü parti malzeme” der. Ben buna düzeltilmemiş sapma diyorum.
Sert çerçevelere ve gerçek zamanlı açı geri bildirimine sahip yüksek kaliteli makineler bu dramayı azaltır. Sapmayı o kadar agresif bir şekilde minimize ederler ki taçlandırma, günlük işlerde bazen neredeyse görünmez hale gelir. Ama eski frenler? Üç metreden uzun yataklar? Mekanik kama taçlandırma burada yerini alır çünkü sarkmayı hidrolik kayma yerine sert, öngörülebilir bir telafi ile karşılar.
Pedler sarkmayı düzeltmez. Onlara uyum sağlarlar.
Eğer merkez önce ölüyorsa, çerçeve konuşuyor.
Ama işte tuzak: dinlenme halindeki taçlandırmayı kontrol etmek, 100 ton yatağa vurduğunda ne olacağı hakkında neredeyse hiçbir şey söylemez.
Peki paralelliği nasıl ölçüyorsunuz?
Çoğu atölye, ram park halindeyken ve makine sessizken hizalamayı kontrol eder.
Bu, suç mahallesinin yarısıdır.
Yük altında, aşınmış kılavuz raylardaki sürtünme, düzensiz yağlama veya aşırı gib boşluğu, ramın strok ortasında paralelliği kaybetmesine neden olabilir. Dinlenme halindeyken bir dial göstergesinde kare gibi görünen frenlerin, şekillendirme basıncı altında sadece yeterince dönüp uçları derece derece kaydırdığını gördüm. Operatörler taçlandırmayı suçlar. Shim eklerler. Pedleri değiştirirler.
Bu arada, gerçek suçlu, gibde 0.008 inçlik bir hissedici kaydırabileceğiniz boşluktur.
Matematik, son tarihinizi umursamaz. Yük altında, kuvvet vektörleri kayar. Eğer bir kılavuz sıkışırsa, karşıt taraf daha fazla yük alır. Ram, bir düzlem gibi inmez; sürtünme ve kuvvet arasında bir uzlaşma olarak iner. Pediniz, bu uzlaşmanın darbe emici haline gelir.
Bu yüzden vuruş sırasında ölçüm yaparsınız. Tam hareket. Temsili tonaj altında. Her iki uçta da dial göstergeleri. Uzunluk boyunca test eğrileri. Merkezden eşit mesafelerde açıları karşılaştırın. Mükemmelliği kovalamıyorsunuz; sapmayı haritalıyorsunuz.
Çünkü makinenin çalışırken, poz vermek yerine nasıl davrandığını gördüğünüzde, gerçek taçlanma ihtiyacını ram bakım ihmalinden ayırabilirsiniz.
Ve bu, çok sık gördüğüm bir cazibeyi gündeme getiriyor.
Eğer yatak tamamen dürüst değilse, daha yumuşak bir ped akıllı bir tampon mu, yoksa ateşe benzin mi?
Daha yumuşak hissetmek daha güvenli.
Öyle değildir.
Daha düşük sertlikteki bir ped uyumu artırır. Uyum, basınçtaki farklılıkları büyütür. Kuvvetin biraz daha yüksek olduğu yerlerde, sıkıştırma orantısız bir şekilde artar. Bu, yerel olarak etkili kalıp geometrisini değiştirir—burada daha dar V, orada daha geniş V. Geri yayılma parça uzunluğu boyunca değişir. Şimdi, gerçek dağılım sorununu maskeleyen ram ayarlamalarıyla açı kovalamaya başlıyorsunuz.
Bu, tonaj kibiridir—bir tutarsız sistemden birliği zorlayabileceğinizi düşünmek.
Tamamen hizalanmış, düzgün taçlanmış bir makinede, daha yumuşak bir ped yüzeyleri koruyabilirken tutarlılığı bozmaz. Gizli eğim veya sarkma olan bir makinede, geometrik günahların bir amplifikatörü haline gelir. Ped, kuvveti dengelemez; orada daha hızlı başarısızlık göstererek kuvvetin eşit olmadığı yerleri açığa çıkarır.
Feda edilen bileşenler yalan söylemez. Tam olarak sisteminizin en zayıf olduğu yerlerde deforme olurlar.
Bu yüzden sertlik, kalınlık veya marka belirtmeden önce, kuvvet yolunu doğrulamalısınız: yük altında hizalama, taçlanma telafisi, vuruş boyunca paralellik, kılavuz durumu, gib boşluğu. Aşınma desenlerini kanıt gibi ele almalısınız, rahatsızlık değil.
Çünkü bu görünmez katillerin basınç dağılımını nasıl şekillendirdiğini anladığınızda, bir sonraki soru hangi pedi satın alacağınız değil.
Herhangi bir şey satın almadan önce disiplinli bir tanı dizisi nasıl çalıştırılacağıdır.
Başka bir ped almadan önce yük altında hizalamayı, taçlanmayı ve paralelliği doğrulamak için tam sırayı istiyorsunuz.
İyi. Çünkü tüketim malzemesini kuvvet yolunu doğrulamadan değiştirirseniz, bir sorunu çözmüyorsunuz—aynı hatanın bedelini ödüyorsunuz.
Bu, atölye katı adli tıptır. Ped kurban. Makine şüpheli. Sıra önemlidir çünkü her adım kötü kuvvet dağılımı için bir saklanma yerini ortadan kaldırır. Siparişi atlayın ve bir hatayı başka bir hata ile maskeleyebilirsiniz.
İşte protokol.
Matematik, son tarihlerinizi umursamaz.
Yük altında gerçek ram kuvveti ile başlayın, çerçevenin yanındaki etiketle değil ve yazılımınızın tahmin ettiği sayı ile de değil. Derecelendirilmiş tonaj, desteklerden belirli bir mesafede dağıtılmış bir uzunluk boyunca geçerlidir. Kalıp genişliğini değiştirin, bükme uzunluğunu değiştirin, yükü yoğunlaştırın ve gerçek stres durumu kayar.
Kalibre edilmiş kuvvet sensörleri kurun veya mevcut yük hücrelerini doğrulayın. Temsili bir bükme altında beş dakikalık gerçek veri, yirmi dakikalık test bükmeleri ve tahminlerden daha değerlidir. Sıfırlamanın kaydığı için makinelerin fazla yük verdiğini gördüm. Diğerlerinin ise yatak merkezini sessizce vururken az rapor verdiğini gördüm.
Eğer hesaplanan gereksiniminiz 60 ton ise ve sensörleriniz zirvede 72 ton diyorsa, bu yuvarlama hatası değildir. Bu, bir yerde yoğunlaşmış aşırı yük anlamına gelir.
Ve eğer sensörlere güvenmiyorsanız, onları kontrollü bir yumuşak çelik test bükmesi ile kanıtlayın ve açı ile tahmin edilen geri yayılmayı karşılaştırın. Modern frenler, sensörler doğruyu söylüyorsa, bir derece içinde saniyenin kesirleri kadar hızlı düzeltme yapabilir.
Neden buradan başlayalım?
Çünkü sonrasında yapacağınız her hizalama ve taç kontrolü, gerçekten uyguladığınız yükü bilmeye bağlıdır. Bir yalan altında geometriyi teşhis ederseniz, sonuçlarınız eğri olacaktır.
Yani tonaja güvendiğinizde, o kuvvet hangi geometri üzerinden etkili oluyor?
Bir anahtara dokunmadan önce, kalıp açıklığının ve delik yarıçapının yerdeki malzeme ile eşleştiğini doğrulayın - geçen haftaki işteki ile değil.
Dar bir V-kalıp sadece “tonajı artırmaz.” Temas alanı küçüldükçe, bükme momenti gereksinimi kalınlık ve çekme dayanımına bağlı kaldığı için yerel basıncı üstel olarak artırır. Bu, uzun, dağıtılmış bir yük için güvenli bir şekilde derecelendirilmiş bir makinenin, merkezde 24 inçlik bir bölümü aşırı strese sokmasına neden olur.
İşte burada tonaj kibiri devreye girer. Atölyeler, yükün yatak boyunca eşit paylaşılıp paylaşılmadığını veya bir chisel gibi yoğunlaşmış olup olmadığını sormadan maksimum kapasiteye yakın çalıştıklarını övünürler.
Üç şeyi doğrulayın:
Eğer yazılım ±%2 doğrulukla önceden hesaplıyorsa, iyi. Kullanın. Ama girdilerin gerçeği yansıttığını doğrulayın. 5052“yi paslanmaz çelikle değiştirirseniz ve aynı aletleri kullanmaya devam ederseniz, ”doğru" tahmininiz kurgu haline gelir.
Kalıp geometrisi doğru olduğunda, hedeflenen yük durumunu tanımlamış olursunuz.
Şimdi soruyorsunuz: makine o yükü ramden yatağa eşit olarak mı dağıtıyor?
Çoğu atölyenin düşünmeyi bıraktığı ve shimlemeye başladığı yer burasıdır.
Dinlenme halindeki paralelliği kontrol et, eğer ısınmak istiyorsan. Sonra yük altında kontrol et, eğer gerçeği istiyorsan. Her iki uçta da göstergeler. Temsili tonaj. Tam strok. Hızlı yaklaşımın şekillendirme hızına geçişini izle—işte burada gizli burkulma ortaya çıkar.
Gib boşluğuna bak. Düzensiz aşınma desenleri. Kılavuz yağlama. Mekanik taçlandırma ayarları ile gerçek yatak defleksiyonu arasındaki fark. Çelik bükülür; bu fizik. Soru, telafinin yük durumunla eşleşip eşleşmediğidir.
Eğer merkez, taçlandırmanın telafi ettiğinden daha fazla bükülüyorsa, kalıp burada basınç altında daralır. Eğer bir kılavuz sıkışırsa, karşı taraf daha fazla yük alır. Pedin, bu asimetrik durumu absorbe eden uyum katmanı haline gelir.
Ama fedakâr bileşenler hikayeler anlatır. Merkezde bir çukur mu var? Muhtemelen düzeltilmemiş sarkma. Bir uçta ezilmiş köşeler mi var? Silindir eğriliği veya düzensiz kılavuz sürtünmesi.
Mükemmel sıfırı peşinde koşmuyorsun. Kuvvetin silindirdan levhaya, oradan da yatağa nasıl gittiğini haritalıyorsun.
Yol düz ve öngörülebilir hale geldiğinde, ancak o zaman ped seçimi mantıklı hale gelir.
Şimdi—ve sadece şimdi—pedi seçiyorsun.
Sertlik, kalınlık ve sıkıştırma modülü bilinen, doğrulanmış bir basınç dağılımıyla eşleşmelidir. Eğri bir sistemde daha yumuşak bir ped tutarsızlığı artırır. Aşırı yüklenmiş bir sistemde daha sert bir ped daha hızlı ve daha dramatik bir şekilde başarısız olur.
Pedi bir sigorta olarak düşün. Bir sigortayı, devrenin voltajını ve akımını bildikten sonra boyutlandırırsın, öncesinde değil.
Eğer tonajın kalibre edilmişse, kalıp geometrin doğruysa ve kuvvet yolun yük altında haritalanmışsa, ped seçimi basit hale gelir: yüzey finisajını koru, küçük varyasyonları absorbe et, açı tutarlılığını sürdür. Bu, yapısal bir karar değil, bir bitirme kararidir.
Ve bu zamanlamadaki değişim, tüm konunun özüdür.
Çünkü gerçek soru asla urethane hakkında olmadı.
Otuz yıldır, atölyelerin on fitlik bir frenin önünde durup, çiğnenmiş bir pedi, sanki kendilerine ihanet etmiş gibi izlediklerine tanık oldum.
Öyle olmadı.
Ped, işini yapıyordu—sisteminin en zayıf olduğu yerde kendini feda ediyordu. Bu sırayı takip ettiğinde, aşınmayı rastgele bir şey olarak ele almayı bırakır ve onu veri olarak okumaya başlarsın. Tonaj doğrulandı. Geometri doğrulandı. Kuvvet yolu yük altında gözlemlendi. Ancak o zaman malzeme seçimi konuşmaya dahil olur.
Görünmeyen kısım şudur: ped arızası, sistemdeki ilk karar noktası nadiren olur. Fizik borcunu tahsil etmeden önceki son kontrol noktasıdır.
Bu yüzden ileriye taşıdığın tek şey basit ve rahatsız edici.
Ne ile değiştireceğini sormadan önce, kuvvetinin gerçekten hangi yolu aldığını sor.


















