

À midi, les nouveaux patins en uréthane étaient déjà tatoués de cicatrices brillantes en forme de croissant. Frein de dix pieds. Acier doux d’un quart de pouce. Nouvel outillage boulonné à 7 h, confiance au maximum. Au second poste, l’opérateur marmonnait déjà à propos d“”un autre mauvais lot”.”
Même glissement. Même dérive d’angle. Différents patins.
Quand un tout nouveau patin tombe en panne en quelques heures, ce n’est pas de la malchance. C’est une scène de crime. La question n’est pas “Quel fournisseur s’est trompé ?” mais “Qu’est-ce qui, dans le chemin de force, vient d’assassiner une autre pièce sacrificielle ?”
J’ai vu des ateliers traiter les patins comme des fusibles. Quelque chose glisse, les angles errent, le matériau se déforme—alors on remplace la partie tendre et on appelle ça de la maintenance. Cela donne une impression de décision. Cela coûte moins cher que l’arrêt de production. Et cela évite la possibilité gênante que la machine elle-même vous mente.
Mais les composants sacrificiels racontent des histoires. Quand ils s’usent progressivement et uniformément, c’est l’abrasion qui fait honnêtement son travail. Quand ils se fendent, s’écrasent, se vitrifient ou se délaminent par endroits, c’est la concentration des charges, une erreur de synchronisation ou un désalignement qui parle à travers caoutchouc et acier. De la criminalistique d’atelier.
Alors, comment distinguer un patin qui a vécu sa vie d’un patin qui a été exécuté ?
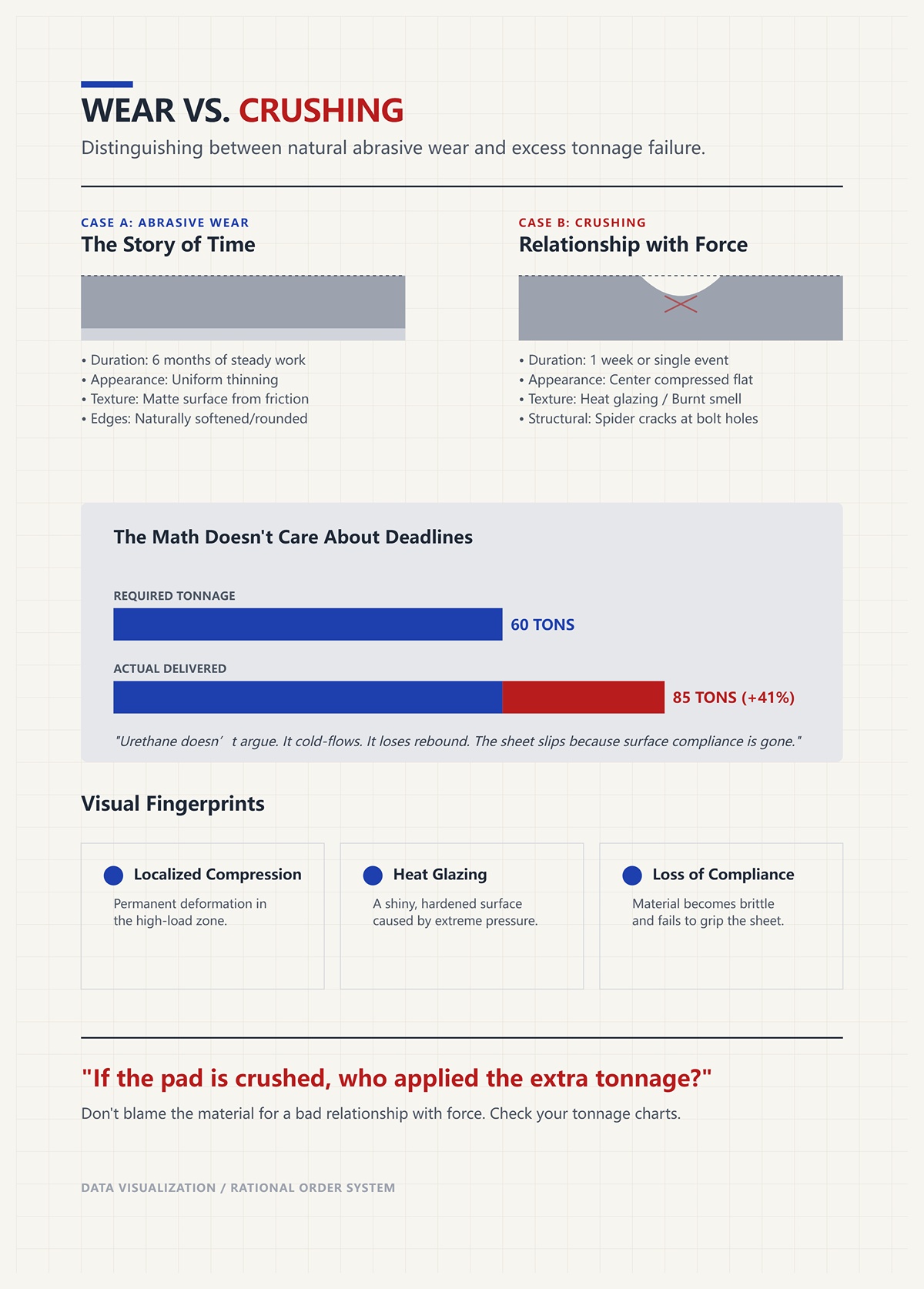
Retirez un patin après six mois de travail régulier. Vous verrez un amincissement uniforme. Les bords sont adoucis. La surface est mate à cause de la friction. C’est de l’usure abrasive—matériau sacrifié lentement, comme prévu.
Maintenant, retirez-en un après une semaine et trouvez le centre aplati comme une pièce de monnaie, les bords toujours saillants, peut-être même des fissures araignée autour des trous de boulons. Ce n’est pas de l’usure. C’est du broyage.
Les mathématiques se moquent de votre échéance. Si votre pli nécessite 60 tonnes et que vous en envoyez 85 parce que votre tableau de tonnage n’a pas été mis à jour pour l’épaisseur réelle du matériau, le patin absorbe l’excédent. L’uréthane ne proteste pas. Il s’écoule à froid. Il perd son élasticité. Au cycle suivant, la tôle glisse parce que la conformité de surface est perdue.
Le tonnage excessif laisse des empreintes : compression localisée, vitrification thermique, parfois une légère odeur de brûlé. L’abrasion raconte une histoire de temps. Le broyage vous parle d’une mauvaise relation avec la force.
Si le patin est écrasé, qui a appliqué le tonnage supplémentaire ?

J’en ai vu trois récidivistes.
Premier : inclinaison du coulisseau lors de la transition de la vitesse d’approche rapide à la vitesse de formage. La tôle touche un côté en premier, la pression monte localement et le patin se déforme de façon inégale. Pour l’opérateur, la pièce glisse. Pour le patin, c’est une attaque unilatérale. La cause profonde est le calage des valves ou une dérive de synchronisation, pas le matériau de friction.
Deuxième : retour d’angle mal calibré. Les freins modernes peuvent corriger à un demi‑degré près en une fraction de seconde—si les capteurs disent vrai. Après une mise à jour logicielle ou une recalibration omise, la machine sur‑plie, compense, puis sur‑compense. Le patin subit des charges fluctuantes qui semblent aléatoires. Vous incriminez l’adhérence. Le vrai coupable est une boucle de commande qui tâtonne dans le noir.
Troisième : descente lente ou irrégulière due à des problèmes hydrauliques—huile faible, glissières usées, valve de remplissage collante. Un symptôme, une demi‑douzaine de causes mécaniques. La tôle se déplace microscopiquement avant l’engagement complet, et vous obtenez cette brillance caractéristique sur la surface du patin. L’erreur de débutant consiste à commander du matériau de friction avant de vérifier le niveau d’huile et la verticalité des rails.
Quand trois erreurs de machine différentes peuvent produire le même “glissement”, pourquoi supposer que la partie tendre est coupable ?
Un catalogue le qualifie d’universel : un seul composé, une large plage de dureté, s’adapte à plusieurs matrices. Parfait pour les supports agricoles.
Placez maintenant ce même coussin sous des pièces aéronautiques à tolérance serrée avec des alliages mixtes au cours du même quart. Aluminium de 1/8 de pouce le matin, acier à haute résistance après le déjeuner. Rebond différent. Tonnage nécessaire différent. Énergie de surface différente contre le coussin.
Un matériau uniforme dans un environnement à force variable est un pari.
Si vous réglez précisément le tonnage et l’alignement pour chaque travail, vous pouvez utiliser une spécification de coussin plus large en toute sécurité. Sinon, vous demandez à une seule dureté et une seule épaisseur de pardonner chaque raccourci de réglage. Elle ne le fera pas. Le travail de haute précision expose le mythe, car la marge d’erreur est plus mince que le coussin lui-même.
Alors, lorsqu’un coussin “ universel ” échoue régulièrement sur certains travaux seulement, est-il vraiment universel — ou est-ce votre processus qui ne l’est pas ?
Supposons qu’un ensemble de coussins coûte quelques centaines de dollars et une heure de travail pour le remplacer. Décision facile. La décision plus difficile, c’est deux heures avec un comparateur, une vérification de pression, une recalibration des capteurs et un essai à vide sans matériau.
L’un donne l’impression d’être productif. L’autre donne l’impression d’admettre que le problème vient peut-être de vous.
Mais lorsque les défaillances se regroupent — plusieurs coussins sur différents travaux en un mois — ce n’est pas une usure aléatoire. C’est une dérive de processus. Dans les usines qui suivent l’intégrité des coussins en amont, les défauts apparaissent par lots parce que le cycle de pressage est sorti des spécifications. Même logique ici. Une répétition de casse de coussin est rarement une coïncidence.
Chaque remplacement sans diagnostic ne fait que réinitialiser le compte à rebours. Vous payez en uréthane plutôt qu’en attention.
Et si la mauvaise utilisation de la force continue d’écrire la même histoire sur des coussins neufs, que se passe-t-il lorsque nous mettons enfin les chiffres de tonnage sous la lumière ?
Au printemps dernier, je me tenais devant une presse plieuse de dix pieds, cotée à 150 tonnes, regardant un coussin qui avait été utilisé pendant neuf jours. Le centre était écrasé à plat, les bords intacts, les trous de boulons commençant à s’allonger. L’opérateur jurait que le travail était “ bien dans la capacité ”. Un quart de pouce d’A36 sur une matrice en V de 2 pouces.
Sur le papier, cela fait 19,7 tonnes par pied. Sur dix pieds, 197 tonnes. Les calculs se moquent de votre échéance. Vous étiez à 47 tonnes au-dessus de la capacité de la machine avant même d’atteindre le fond.
Passez à une matrice en V de 3 pouces et la force nécessaire chute à 13,9 tonnes par pied — 139 tonnes au total. Même matériau. Même longueur. Différente largeur de matrice. Vous êtes maintenant dans la plage de la machine et le coussin vit une vie normale.
C’est ainsi que l’on vérifie le tonnage avant d’écraser un autre insert : calculez la force par pied pour l’épaisseur et l’ouverture en V réelles, multipliez par la longueur de pli réelle et comparez-la à la capacité nominale sur toute la portée de travail. Pas l’étiquette sur le côté. La charge répartie sur le lit.
Parce que si le tonnage requis dépasse soit la capacité du frein, soit la limite de compression du coussin, l’échec n’est pas une possibilité. C’est un calendrier.
Et la plupart des ateliers ne calculent même pas les chiffres de cette manière.
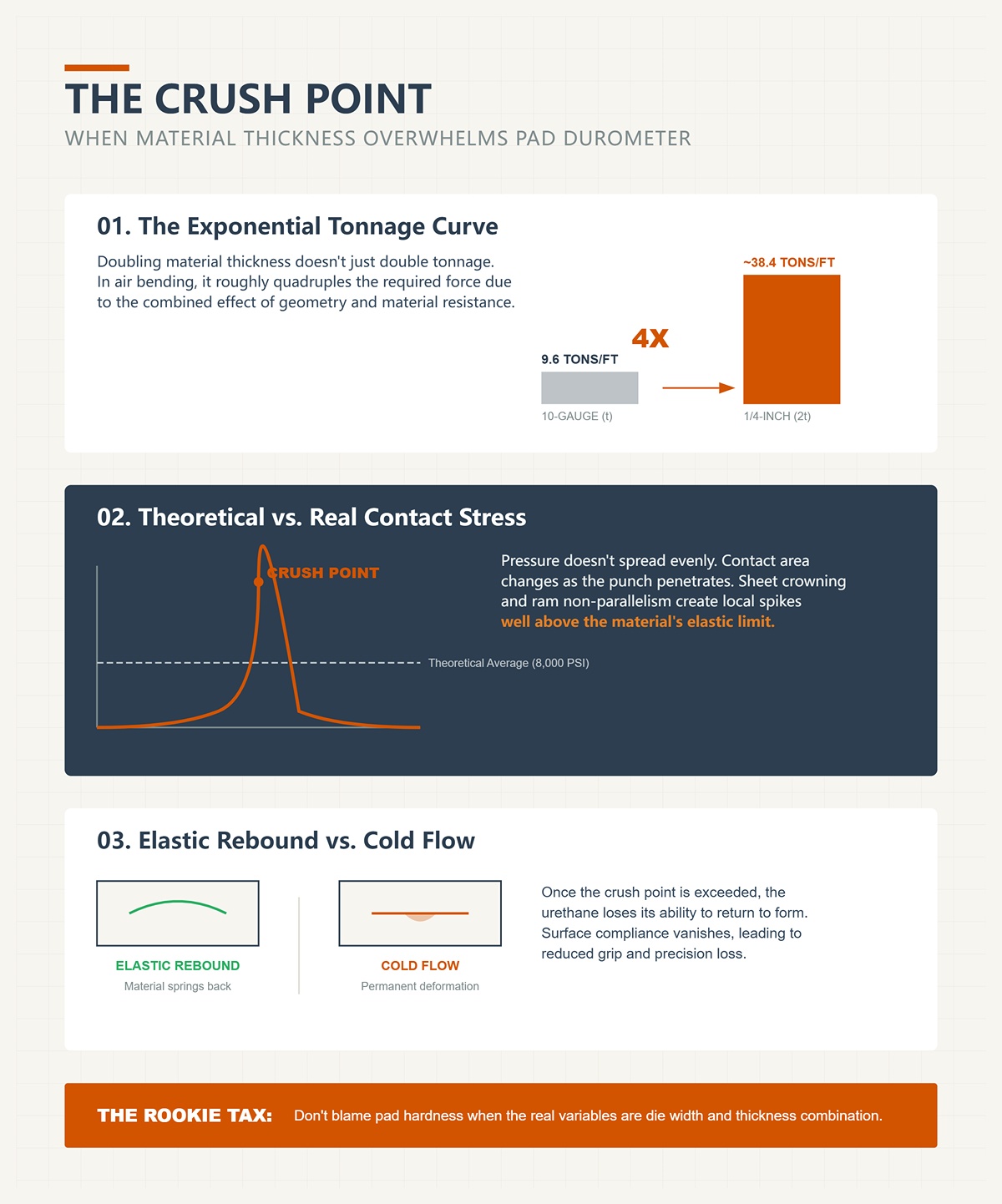
J’ai vu un atelier passer du calibre 10 au quart de pouce et supposer que le tonnage “ augmente un peu ”. Ce n’est pas le cas. Doubler l’épaisseur multiplie approximativement par quatre le tonnage requis en pliage à l’air. C’est la géométrie et la résistance du matériau qui travaillent ensemble.
Si le calibre 10 nécessite environ 9,6 tonnes par pied sur une ouverture en V de 1 pouce, et que vous doublez l’épaisseur, vous n’arrivez pas à 19. Vous êtes plutôt proche de quatre fois la demande initiale, selon la largeur de matrice. C’est la courbe.
Imaginez maintenant un coussinet en uréthane donné hypothétiquement pour une résistance à la compression de 8 000 psi. Vous appliquez 197 tonnes sur dix pieds et supposez que la charge se répartit uniformément. Ce n’est pas le cas. La zone de contact évolue à mesure que le poinçon pénètre, surtout si la tôle bombe ou si le coulisseau n’est pas parfaitement parallèle. La pression locale dépasse largement la moyenne.
Ce pic est votre point de rupture. Non pas quand le catalogue indique que le coussinet “ devrait ” céder, mais lorsque la contrainte réelle au contact excède la capacité du matériau à rebondir de manière élastique. Ensuite, l’uréthane s’écoule à froid. Il ne reprend pas sa forme. Au cycle suivant, votre adhérence diminue car la conformité de surface a disparu.
Et voilà le piège : vous blâmez la dureté du coussinet alors que la vraie variable était la combinaison de la largeur de matrice et de l’épaisseur. Impôt des débutants.
Mais même si votre tonnage est techniquement “ dans la capacité ”, pourquoi certains coussinets se déplacent-ils encore hors position ?
J’ai vu un opérateur augmenter le tonnage de 10% parce qu’une tôle avait glissé pendant le formage. Son raisonnement était simple : plus de force, plus d’adhérence.
Sous une pression modérée, l’uréthane se déforme juste assez pour épouser les irrégularités de surface. Cela augmente la zone de contact réelle et le frottement. Poussez au-delà d’un certain point et vous surcomprimez la couche de surface. Elle se durcit localement, se lisse, voire se vitrifie sous l’effet de la chaleur. Votre zone de contact réelle diminue alors.
Vous avez augmenté la pression nominale mais réduit le frottement effectif.
Ajoutez une légère inclinaison du coulisseau — un côté touchant quelques millisecondes avant l’autre — et vous créez une composante de force latérale. Le coussinet, maintenant surcomprimé et moins souple, ne peut l’absorber. La tôle “ glisse ”. L’opérateur ajoute encore du tonnage. Le coussinet meurt plus vite.
Mais les composants sacrificiels racontent des histoires. Quand vous voyez des stries polies dans une direction, ce n’est pas une usure aléatoire. C’est du cisaillement latéral sous charge normale excessive.
Donc si la pression seule n’est pas toute l’explication, que se passe-t-il quand la matrice elle-même concentre la force là où aucun polymère ne peut survivre ?
Prenez le même A36 de 1/4 po. Sur une matrice en V de 1,5 po, le tonnage requis monte à environ 30 tonnes par pied. Sur dix pieds, cela représente 300 tonnes. Le double de la capacité de notre presse plieuse de 150 tonnes.
Imaginez maintenant que vous ne travaillez pas sur toute la longueur. Vous pliez trois pieds au centre. La machine transfère toujours la force à travers la portion centrale du coulisseau. La charge par pied s’envole localement, et vous êtes sous 60% de la portée du châssis latéral où les caractéristiques de flèche changent. La flexion du châssis déplace la charge vers le centre.
Ce que le tableau qualifie de “ acceptable ” pour une pliure sur toute la longueur devient abusif pour une pliure courte centrée. C’est ainsi que vous obtenez des coussinets écrasés au milieu tandis que les extrémités semblent neuves.
Le matage multiplie l’agression. Il peut exiger environ quatre fois le tonnage du pliage à l’air. Le matage total peut demander dix fois plus. Si vous prenez à tort une configuration de matage pour un tonnage de pliage à l’air et laissez le coussinet en place, vous venez de signer son certificat de décès.
Il ne s’agit pas de posséder une grande presse plieuse. La surcapacité nuit rarement aux coussinets car vous n’appliquez que ce que le travail exige. Le véritable danger vient des matrices sous-dimensionnées sur des machines sous-dimensionnées, cherchant des rayons serrés et payant en uréthane.
Alors lorsque vous retirez un coussinet déformé, comment le lire comme une preuve plutôt que comme un déchet ?
Une cale écrasée uniformément sur toute sa longueur m’indique que vous avez dépassé la charge globale en tonnage. L’ensemble du système était surchargé. C’est une erreur de calcul pure et simple.
Une cale écrasée uniquement au centre m’indique une surcharge localisée—plis courts, V étroit, ou déflexion du châssis concentrant la force au milieu de la portée.
Compression diagonale ? Inclinaison du vérin ou synchronisation hydraulique inégale.
Surface vitrifiée par la chaleur avec compression minimale ? Pression excessive provoquant du frottement, probablement combinée à un léger mouvement du matériau.
Les freins modernes peuvent corriger un écart d’un demi-degré en une fraction de seconde—si les capteurs disent vrai. Si le retour d’angle dérive, le système de contrôle peut surcharger le tonnage pour atteindre un angle cible qui n’était jamais faux au départ. La cale absorbe la correction.
C’est de la criminalistique d’atelier. On ne commence pas par commander des inserts plus durs. On commence par recalculer le tonnage par pied, vérifier la largeur de matrice par rapport à l’épaisseur, contrôler la longueur de pliage réelle par rapport à la portée nominale, et confirmer la méthode de formage—pliage à l’air, en fond, ou en matriçage.
Car une fois que le tonnage appliqué dépasse ce que la cale et le châssis peuvent répartir en toute sécurité, l’insert n’est plus le maillon faible.
C’est le témoin.
Vous voulez une procédure de vérification préalable au travail qui empêche la défaillance de la cale avant le premier pli ?
Commencez par supposer que la cale est innocente.
Une fois que vous avez vérifié le tonnage par pied, le rapport largeur de matrice/épaisseur, la longueur de pliage par rapport à la portée nominale, et confirmé que vous pliez à l’air—et non en fond accidentellement—la prochaine variable n’est pas une “cale plus dure”. C’est la tôle elle-même. Car les cales de presse-plieuse sont des composants sacrificiels d’un système mécanique plus vaste, et ce système inclut la métallurgie située entre le poinçon et la matrice. Ignorez cela, et vous ne résolvez pas une défaillance. Vous en programmez une.
Les mathématiques se moquent de votre échéance. L’acier inoxydable et l’aluminium peuvent avoir la même épaisseur, le même angle de pliage, le même outillage—et exiger des trajectoires de force complètement différentes. Si votre liste de vérification de processus s’arrête à “la machine et la matrice semblent correctes”, vous n’avez inspecté que la moitié de la scène du crime.
Alors qu’est-ce que le matériau fait à votre cale, que la cale ne peut pas inverser ?
Travaillez toute la journée du 5052 aluminium de 1/8 po sur un V modéré, et une cale en polyuréthane de dureté moyenne se comporte comme un héros. Elle se conforme, augmente la surface de contact réelle, stabilise la tôle. Vous obtenez des plis nets et un marquage minimal.
Remplacez par du 304 inox avec la même épaisseur et la même géométrie, et soudain la cale commence à se polir, se vitrifier, voire à glisser hors de sa position.
Ce n’est pas une humeur. C’est de la métallurgie.
L’aluminium cède tôt et s’écoule. L’inox résiste, s’écrouit, et exige une contrainte de formage plus élevée pour la même géométrie. Une contrainte de formage plus élevée signifie une force de réaction plus importante dans la cale. Même si votre tonnage global reste dans la capacité, la pression de contact à l’interface poinçon-cale augmente parce que l’inox ne “donne” pas aussi facilement.
Le polyuréthane excelle dans la déformation contrôlée. L’inox le pousse plus vite vers sa limite de compression. Blâmez la cale, et vous payerez la taxe du débutant sur une métallurgie mal comprise.
Mais la résistance n’est pas toute l’histoire. L’inox rebondit aussi plus fort.
Ce qui signifie que le combat ne se déroule pas seulement pendant la descente du coulisseau.
Le retour élastique est la récupération après déchargement. Chaque matériau possède une mémoire. L’inox a une mémoire longue.
En pliage à l’air, on surplie intentionnellement pour compenser cette récupération. L’élasticité du tampon peut aider à stabiliser la tôle pendant la mise en forme, mais elle ne peut pas effacer la déformation élastique stockée dans le métal. Si l’inox veut s’ouvrir de deux degrés, il le fera—à moins que vous ne changiez la géométrie ou la méthode.
Voici la partie inconfortable : réduire la matrice en V, par exemple d’un rapport largeur/épaisseur de 12:1 à 8:1, peut diminuer considérablement le retour élastique, indépendamment du matériau du tampon. Le pliage en fond le réduit encore davantage car on force une déformation plastique plus importante dans la zone de pli. La géométrie bat le polymère.
Donc, si vous demandez à un tampon en uréthane de “ maintenir ” l’inox en angle tout en utilisant un V large prévu pour l’aluminium, vous demandez à l’élasticité de combattre la mémoire du matériau. Elle ne peut pas gagner ce combat longtemps.
Le tampon se comprime. La tôle s’ouvre quand même. L’opérateur augmente la pression. Vous recommencez à écraser un composant sacrificiel pour compenser un choix de géométrie.
Et quand cela ne corrige pas l’angle, quelle est la prochaine réaction instinctive ?
Tampon plus dur.
Le duromètre est une mesure de la dureté des élastomères. Plus le chiffre est élevé, plus le tampon est rigide.
Cela semble logique : l’inox est plus dur, donc utiliser un tampon plus dur.
Les mathématiques se moquent de votre logique.
Un tampon plus dur se déforme moins sous la charge. Moins de déformation signifie une surface de contact réelle plus petite entre le tampon et la tôle. Le frottement ne varie pas linéairement avec la pression nominale ; il dépend du micro-contact réel. En rigidifiant l’interface, vous réduisez la conformité. Maintenant, la tôle est plus susceptible de glisser à micro-échelle pendant la course.
Le micro-glissement se traduit par des angles de pliage incohérents.
Voici le point que la plupart des ateliers manquent : un tampon plus dur peut augmenter la contrainte de contact maximale car la charge est répartie sur moins de points de contact microscopiques. Cette contrainte locale peut rapprocher le matériau de sa limite élastique pendant la mise en forme, augmentant la variabilité du retour élastique. Votre configuration “ plus solide ” produit des plis plus mous et moins répétables.
La vanité du tonnage rencontre la vanité du duromètre.
Et si votre système hydraulique présente ne serait-ce qu’une légère instabilité—air emprisonné, soupapes à la traîne—ce tampon plus rigide transmet directement ces oscillations de force à la tôle au lieu de les amortir. Ce qui semblait être un “ tampon trop mou ” était en réalité un système qui avait besoin de conformité pour rester stable.
Ainsi, la dureté n’est pas une amélioration universelle. C’est un paramètre de réglage à l’intérieur d’un système de forces.
Ce qui laisse un saboteur silencieux de plus.
Vous pouvez calculer le tonnage. Vous pouvez choisir la largeur de la matrice. Vous pouvez assortir le duromètre à l’alliage.
Puis quelqu’un essuie la tôle avec la mauvaise huile.
Les lubrifiants de formage légers, les huiles de laminage, voire le liquide de refroidissement résiduel modifient le coefficient de frottement à l’interface entre le patin et la tôle. Pas légèrement. Suffisamment pour que la conformité soigneusement sélectionnée ne se traduise plus en adhérence. La tôle se déplace pendant la descente, et le patin présente un polissage latéral. Vous accusez l’élasticité.
Mais les composants sacrificiels racontent des histoires.
Si le motif d’usure est régulier et directionnel sans compression profonde, je commence par examiner l’état de surface, l’usure des doigts du butoir arrière et la force de serrage avant de jamais appeler le fournisseur de patins. L’adhérence mécanique suppose un contact propre. Les films chimiques réécrivent cette hypothèse.
Et voici la vérité silencieuse : aucun patin ne compense une interface glissante combinée à un serrage marginal. Ce n’est pas un problème d’élastomère. C’est un problème de contrôle de procédé.
Ainsi, votre processus de vérification pré-travail répétable ne peut pas s’arrêter aux tableaux de tonnage et à la sélection de la matrice. Il doit inclure la nuance du matériau, la trempe, le retour élastique attendu, le rapport V choisi, le duromètre du patin et l’état de surface — vérifiés avant le premier cycle.
Parce qu’une fois que vous acceptez que les patins fonctionnent à l’intérieur d’un système matériel, la vraie question n’est pas “ Quel patin est le plus résistant ? ”
C’est : quel patin appartient à cette combinaison précise d’alliage, de géométrie, de force et d’état de surface.
Un superviseur m’a un jour remis deux blocs de polyuréthane écrasés et m’a demandé quelle “ marque ” je préférais. Les deux avaient échoué en moins de deux semaines. L’un était gonflé au centre. L’autre était fendu net le long d’un bord. Même presse. Même opérateur. Travaux différents.
C’est votre cadre pré-travail, si vous savez le lire.
Les mathématiques se moquent de votre échéance. Avant de choisir l’ingénierie de surface — bloc, film, insert, texture — vous verrouillez quatre variables : tonnage de formage calculé pour l’alliage et l’épaisseur, ouverture V sélectionnée et méthode (par air ou fond de matrice), bombage et parallélisme de la machine, et état de surface de la tôle. Ce n’est qu’après avoir discipliné le chemin de la pression que vous choisissez ce qui se trouve entre le poinçon et la matrice. Sinon, vous payez la “ taxe du débutant ” pour vanité de tonnage et vous appelez cela des « patins haut de gamme ».”
Les solutions de surface ne corrigent pas la répartition de la pression. Elles ne se comportent de manière prévisible qu’à l’intérieur de celle-ci.
Alors, lequel appartient à quel usage ?
Imaginez des capots en aluminium 5052 de 3 mm, face cosmétique vers l’extérieur, 2000 pièces par équipe. L’atelier veut zéro marque visible. Ils installent un bloc de matrice en polyuréthane solide et effectuent un pliage par air à l’intérieur. Les pièces paraissent nettes. Le manomètre de tonnage indique une valeur plus basse que pour l’acier. Tout le monde se détend.
Le polyuréthane est élastique. Il se déforme, augmentant la zone de contact et réduisant la contrainte de contact maximale. C’est pourquoi le tonnage requis baisse souvent par rapport aux matrices en V en acier pour la même géométrie nominale. La charge se répartit à travers le polymère au lieu de se concentrer sur les deux épaules de la matrice.
Mais voilà le piège que j’ai vu plus d’une fois : le polyuréthane n’est pas de l’acier. Sous des cycles répétitifs à fort volume, surtout avec des pliages plus profonds, il se déforme et se fatigue. Les ateliers qui plient du laminé à froid de calibre 12 sur des blocs en uréthane l’apprennent vite : les blocs deviennent glacés, se compriment de façon permanente, puis se fissurent. Les matrices en acier pourraient durer des décennies dans cette tâche. L’uréthane, non.
Et la chimie compte. Remplacer un uréthane à base de TDI plus flexible par un type MDI plus rigide sans recalculer la déflexion et le comportement de durcissement, et vous pouvez transformer une solution de coussinage en une solution cassante. J’ai vu des blocs s’ébrécher aux coins parce que la “ mise à niveau ” était trop rigide pour la contrainte réelle qu’ils absorbaient. Ce n’est pas un bloc défectueux. C’est une élasticité mal adaptée qui amplifie une erreur de calibration de tonnage.
Le fort volume et l’uréthane peuvent coexister — mais seulement lorsque la profondeur de pliage, la résistance à la traction du matériau et la fréquence de course se situent à l’intérieur de la plage de fatigue du bloc. Cela nécessite de connaître votre force de formage réelle, pas celle indiquée sur la plaque signalétique.
Si le bloc s’écrase au centre, demandez-vous pourquoi votre pression y atteint un pic.
Changeons maintenant de décor. Inox 304 mince, 1,5 mm, tolérance angulaire serrée — plus ou moins un demi-degré — et une finition brossée qui ne peut pas être marquée. L’équipe choisit un film de pliage synthétique entre la tôle et la matrice.
Lors du premier essai, les angles sont trop pliés d’environ un degré. L’opérateur augmente la course du vérin. L’inconstance s’installe.
Qu’est-ce qui a changé ? L’épaisseur.
Un film de 0,8 mm réduit effectivement votre ouverture en V. Si vous utilisiez un V de 16 mm pour un matériau de 3 mm, l’ajout de ce film modifie la géométrie. La tôle voit maintenant une largeur de matrice plus petite, ce qui augmente la contrainte de formage et réduit le retour élastique. Si vous ne tenez pas compte de cela, vous ne “ protégez pas la surface ”. Vous modifiez la répartition de pression tout en prétendant le contraire.
Les calculs se moquent de votre échéance.
Les films brillent lorsque la précision l’emporte sur le coussinage. Ils offrent une conformité minimale comparée aux blocs en uréthane massif, donc la répétabilité des angles peut être plus serrée — à condition de recalculer la largeur de matrice et le tonnage effectifs. Ignorer cela fait du film une variable cachée qui déforme votre trajectoire de force. Appuyer excessivement pour atteindre un angle à travers un film, c’est simplement une forme plus silencieuse de surcharge.
Les films exigent de la discipline. Ce ne sont pas des protections prêtes à l’emploi. Ce sont des modificateurs de géométrie.
Ce qui pousse à se demander comment les systèmes à “ changement rapide ” se comportent lorsque l’épaisseur et les empilements varient en plein quart.
J’ai vu un atelier passer de supports en acier doux à des pièces en alliage à haute résistance en moins de dix minutes grâce à des inserts modulaires en uréthane. Rapide. Propre. Impressionnant.
À la fin de la semaine, les inserts montraient une usure inégale — écrasés sur le tiers gauche du lit.
Le changement rapide n’est rapide que si la géométrie de votre machine est honnête. Les systèmes modulaires reposent sur un appui constant et un serrage uniforme. Quelques millièmes de décalage sur toute la longueur du lit signifient que l’empilement d’inserts supporte une charge inégale. Contrairement à une matrice monolithique, les inserts segmentés transmettent ce déséquilibre par une compression différentielle.
Mais les composants sacrificiels racontent des histoires.
Lorsque seuls certains modules s’effondrent prématurément, c’est de la science médico-légale de l’atelier indiquant une inclinaison du vérin, une mauvaise compensation de couronnement ou une usure irrégulière du lit. Les presses modernes peuvent corriger cela à moins d’un demi-degré en une fraction de seconde — si les capteurs disent la vérité. S’ils ne sont pas calibrés, votre commodité modulaire devient une carte de défaillances distribuées.
Les inserts modulaires sont excellents lorsque la variété des produits est élevée et que le tonnage est recalculé par tâche. Ils ne sont qu’un rembourrage coûteux lorsque les ateliers supposent que le réglage d’hier s’applique à l’alliage d’aujourd’hui.
Si vos inserts vieillissent de manière inégale, le problème ne vient pas du catalogue d’inserts.
C’est le chemin de la force.
Ce qui nous amène au frottement — le saboteur silencieux que la plupart des gens essaient de corriger par la texture.
Considérons une tôle galvanisée avec un résidu d’huile de laminage. Lors de la descente, la tôle glisse d’un millimètre avant de mordre. L’opérateur blâme le “ matériau glissant ” et commande des inserts texturés avec un revêtement antidérapant.
Le frottement n’est pas qu’une question de rugosité. C’est la véritable surface de contact sous charge. Un insert texturé augmente l’emboîtement mécanique, oui — mais il concentre aussi la contrainte de contact aux sommets des aspérités. Sous forte tonnage, ces sommets s’usent en premier. Si la force de serrage et le support de la butée arrière sont faibles, la texture masque temporairement le glissement tout en accélérant l’usure de l’insert.
Nettoyez la tôle. Vérifiez la pression de serrage. Confirmez l’alignement de la butée arrière. Ensuite, décidez si la texture est nécessaire.
Les solutions antidérapantes sont appropriées lorsque l’état de surface ne peut être maîtrisé — flans huileux en amont, matériaux revêtus, fortes exigences esthétiques avec marquage minimal autorisé. Mais elles doivent être adaptées à la contrainte réelle de formage. Si vous les surchargez, le revêtement devient le nouveau témoin sacrificiel.
Un tampon, un bloc, un film, un insert ou une texture n’est jamais une gomme magique pour une mauvaise répartition des forces. C’est le dernier élément d’une chaîne qui commence par le choix de l’alliage, la géométrie de la matrice et le tonnage calibré.
Si vous optez pour l’ingénierie de surface avant de vérifier le chemin de pression, vous ne résolvez pas un problème.
Vous le reportez.
Vous voulez une méthode systématique pour vérifier la répartition de la pression avant de commander une autre boîte de tampons haut de gamme.
Bien. Parce que tant que vous n’avez pas vérifié l’alignement, le bombé et le parallélisme sous charge, vous diagnostiquez les yeux bandés.
J’ai déjà été à côté d’une presse plieuse de trois mètres où les angles du centre étaient parfaits et les extrémités dérivaient de deux degrés. Tout le monde blâmait les tampons. Les tampons étaient neufs, à haute dureté, assez chers pour rendre la comptabilité nerveuse. Mais les composants sacrificiels racontent des histoires. Le motif d’usure était plus marqué sur le tiers gauche, poli au centre, à peine touché à droite. Ce n’est pas un problème de matériau. C’est la géométrie qui avoue.
L’ingénierie de surface est en aval. La géométrie est en amont.
Si vous ne vérifiez pas que le bâti et le coulisseau transmettent la force uniformément sur toute la table, chaque tampon que vous installez n’est que de la craie au bout d’une queue de billard tordue. Alors, examinons correctement la scène du crime.
Cinq millièmes de pouce n’effraient pas la plupart des gens.
Ils devraient.
Les mathématiques se moquent de votre échéance. Sur une table de 120 pouces, un décalage de 0,005 pouce signifie qu’un côté de la matrice se ferme plus tôt. Ce côté prend la charge en premier. L’uréthane ne partage pas la charge comme l’acier ; il se comprime là où il est frappé. Ainsi, le côté en contact précoce supporte une tonnage disproportionnée jusqu’à ce que le reste du coulisseau rattrape. Ce n’est pas de l’amortissement. C’est une surcharge localisée.
Hypothétique, mais réaliste : vous formez du 5052 de 1/8 pouce sur huit pieds. Le tonnage requis indique 60 tonnes. En raison d’un désalignement, les 30 pouces de gauche subissent effectivement le contact en premier et absorbent un pic — peut-être pas les 60 tonnes complètes, mais une forte proportion — avant que le reste ne s’engage. Ce pic dépasse la limite de fatigue en compression du tampon dans cette zone. Après une semaine, cette section se déforme et se fissure. Le reste semble en bon état.
Taxe de débutant.
Les presses plieuses CNC modernes signalent les écarts de l’axe Y plus serrés qu’une fraction de millimètre sur toute la course, et c’est normal. Si votre zéro mécanique est décalé, si vos guides sont usés, si vos glissières ont un jeu perceptible à l’ongle, vous ne pliez pas uniformément. Vous usez prématurément un côté de chaque couche sacrificielle que vous installez.
Et lorsque le tampon cède de façon asymétrique, la machine vient de vous montrer où chercher.
Alors pourquoi certains bancs usent-ils les tampons au centre tandis que les extrémités restent intactes ?
Imaginez un long banc sous une charge lourde.
L’acier se déforme. Les châssis respirent. Ce n’est pas un défaut ; c’est la physique. Sans compensation — une contre-flèche intentionnelle vers le haut dans le banc ou la coulisse — le centre fléchit sous le tonnage. L’ouverture du poinçon se rétrécit alors effectivement à cet endroit. La tôle subit une contrainte de formage plus élevée au milieu qu’aux extrémités.
Ajoutez maintenant un tampon souple.
Le centre se comprime plus fortement parce qu’il subit une contrainte plus élevée. Au fil du temps, un creux s’use dans le milieu du tampon tandis que les extrémités semblent encore neuves. Les opérateurs parlent de “ mauvais lot de matériau ”. Moi, j’appelle ça une déflexion non corrigée.
Les machines haut de gamme avec des châssis rigides et une rétroaction d’angle en temps réel réduisent ce phénomène. Elles minimisent la déflexion de façon si agressive que la compensation devient subtile, parfois presque invisible au quotidien. Mais les presses plus anciennes ? Les bancs longs de plus de trois mètres ? La compensation mécanique par coin garde toute son utilité, car elle contrecarre la flèche par une correction rigide et prévisible au lieu d’une dérive hydraulique.
Les tampons ne corrigent pas la flèche. Ils s’y adaptent.
Si le centre s’abîme en premier, c’est le châssis qui vous parle.
Mais voici le piège : vérifier la compensation à l’arrêt ne vous dit presque rien sur ce qui se passe quand 100 tonnes frappent le banc.
Alors comment mesurez-vous le parallélisme ?
La plupart des ateliers vérifient l’alignement quand la coulisse est stationnée et que la machine est silencieuse.
C’est la moitié de la scène du crime.
Sous charge, le frottement dans des rails de guidage usés, une lubrification inégale ou un jeu excessif des glissières peuvent faire perdre le parallélisme à la coulisse en cours de course. J’ai vu des presses plieuses qui paraissaient parfaitement orthogonales au comparateur à l’arrêt, puis se tordre juste assez sous la pression de formage pour fausser les extrémités de quelques degrés. Les opérateurs accusent la compensation. Ils ajoutent des cales. Ils remplacent les tampons.
Pendant ce temps, le vrai coupable est le jeu dans lequel on pourrait glisser une jauge de 0,008 pouce au niveau de la glissière.
Les mathématiques ne se soucient pas de votre échéance. Sous charge, les vecteurs de force se déplacent. Si un guide se bloque, le côté opposé prend plus de charge. Le vérin ne descend pas comme un plan ; il descend comme un compromis entre la friction et la force. Votre tampon devient l’amortisseur de ce compromis.
Alors vous mesurez pendant la course. Jusqu’au débattement complet. Sous tonnage représentatif. Indicateurs à cadran aux deux extrémités. Essais de pliage sur toute la longueur. Comparez les angles à des distances égales du centre. Vous ne cherchez pas la perfection ; vous cartographiez la déflexion.
Parce qu’une fois que vous voyez comment la machine se comporte quand elle travaille, et non quand elle pose, vous pouvez distinguer le vrai besoin de compensation de la déformation du vérin d’un simple manque d’entretien de ce dernier.
Et cela amène à la tentation que je vois trop souvent.
Si la table n’est pas parfaitement honnête, un tampon plus souple est-il un bon amortisseur — ou de l’essence sur le feu ?
Plus doux semble plus sûr.
Ce ne l’est pas.
Un tampon de duromètre plus bas augmente la conformité. La conformité accentue les différences de pression. Là où la force est légèrement plus élevée, la compression augmente de façon disproportionnée. Cela modifie localement la géométrie effective de la matrice — V plus étroit ici, V plus large là. Le retour élastique varie le long de la pièce. Maintenant, vous poursuivez l’angle avec des réglages du vérin qui masquent le véritable problème de répartition.
C’est la vanité du tonnage — croire que l’on peut imposer l’uniformité à un système non uniforme.
Sur une machine parfaitement alignée, convenablement bombée, un tampon plus souple peut protéger les surfaces sans ruiner la cohérence. Sur une machine présentant une inclinaison ou un affaissement caché, il devient un amplificateur de péchés géométriques. Le tampon n’égalise pas la force ; il révèle où la force est inégale en échouant plus rapidement à cet endroit.
Les composants sacrificiels ne mentent pas. Ils se déforment exactement là où votre système est le plus faible.
Alors, avant de définir la dureté, l’épaisseur ou la marque, vous vérifiez le chemin de la force : alignement sous charge, compensation de la bombure, parallélisme pendant la course, état des guides, jeu des coulisses. Vous considérez les schémas d’usure comme des preuves, pas comme des désagréments.
Parce qu’une fois que vous comprenez comment ces tueurs invisibles façonnent la répartition de la pression, la question suivante n’est pas quel tampon acheter.
C’est comment exécuter une séquence de diagnostic rigoureuse avant d’acheter quoi que ce soit.
Vous voulez la séquence exacte pour vérifier l’alignement, la bombure et le parallélisme sous charge avant d’acheter un autre tampon.
Bien. Parce que si vous changez le consommable avant de vérifier le chemin de la force, vous ne résolvez pas un problème — vous payez les frais de scolarité de la même erreur.
C’est de la médecine légale de l’atelier. Le tampon est la victime. La machine est le suspect. La séquence est importante car chaque étape élimine une cachette où se dissimule une mauvaise répartition des forces. Sautez l’ordre et vous masquerez une erreur par une autre.
Voici le protocole.
Les calculs se moquent de votre échéance.
Commencez avec la force réelle du vérin sous charge, pas avec l’autocollant sur le côté du bâti et pas avec le chiffre que votre logiciel a prévu. Le tonnage nominal s’applique sur une longueur répartie, à une distance définie des appuis. Changez la largeur de la matrice, changez la longueur de pliage, concentrez la charge, et l’état réel des contraintes se déplace.
Installez des capteurs de force étalonnés ou vérifiez les cellules de charge existantes. Cinq minutes de données réelles lors d’un pli représentatif valent mieux que vingt minutes d’essais et de suppositions. J’ai vu des machines dépasser la capacité de 15 % parce que le zéro avait dérivé. J’en ai vu d’autres sous-estimer tout en frappant silencieusement le centre du banc.
Si votre besoin calculé est de 60 tonnes et que vos capteurs indiquent 72 au pic, ce n’est pas une erreur d’arrondi. C’est une surcharge concentrée quelque part.
Et si vous ne faites pas confiance aux capteurs, testez-les sur un pli contrôlé en acier doux et comparez l’angle au retour élastique prévu. Les presses modernes peuvent corriger à un demi-degré près en une fraction de seconde—si les capteurs disent la vérité.
Pourquoi commencer ici ?
Parce que tous les contrôles d’alignement et de compensation que vous ferez ensuite dépendent de la connaissance de la charge réellement appliquée. Diagnostiquez la géométrie sur une erreur, et vos conclusions seront faussées.
Alors, une fois que vous faites confiance au tonnage, à travers quelle géométrie cette force agit-elle ?
Avant de toucher une clé, confirmez que l’ouverture de la matrice et le rayon du poinçon correspondent au matériau sur le sol—et non à celui du travail de la semaine dernière.
Une matrice en V étroite n“” augmente » pas seulement le tonnage. Elle augmente la pression localisée de façon exponentielle parce que la zone de contact diminue alors que le moment de pliage reste lié à l’épaisseur et à la résistance à la traction. C’est ainsi qu’une machine nominalement sûre pour une charge répartie finit par surmener une section de 24 pouces au centre.
C’est là que la vanité du tonnage s’installe. Les ateliers se vantent de travailler près de la capacité maximale sans vérifier si la charge est répartie uniformément sur le banc ou concentrée comme un ciseau.
Validez trois éléments :
Si le logiciel pré-calcule avec une précision de ±2 %, tant mieux. Utilisez-le. Mais confirmez que les données d’entrée reflètent la réalité. Remplacez du 5052 par de l’inox tout en gardant le même outillage, et votre prédiction “ précise ” devient fictive.
Une fois la géométrie de la matrice correcte, vous avez défini le cas de charge prévu.
Demandez-vous alors : la machine applique-t-elle cette charge uniformément du vérin jusqu’au banc ?
C’est ici que la plupart des ateliers cessent de réfléchir et commencent à caler.
Vérifiez le parallélisme à vide si vous voulez un échauffement. Puis vérifiez-le en charge si vous voulez la vérité. Comparateurs aux deux extrémités. Tonnage représentatif. Course complète. Observez la transition entre la descente rapide et la vitesse de formage — c’est là que la torsion cachée se révèle.
Regardez le jeu des glissières. Les motifs d’usure inégaux. La lubrification des guides. Les réglages du bombage mécanique par rapport à la flèche réelle du banc. L’acier se déforme ; c’est la physique. La question est de savoir si votre compensation correspond à votre cas de charge.
Si le centre se déforme plus que le bombage ne le compense, la matrice se resserre à cet endroit sous pression. Si un guide coince, le côté opposé prend plus de charge. Votre coussin devient la couche de compliance qui absorbe cette asymétrie.
Mais les composants sacrificiels racontent une histoire. Un creux au centre ? Probablement un affaissement non corrigé. Des angles écrasés à une extrémité ? Inclinaison du coulisseau ou frottement inégal des guides.
Vous ne cherchez pas le zéro parfait. Vous cartographiez la façon dont la force se déplace du vérin à la tôle jusqu’au banc.
Une fois que le trajet est droit et prévisible, alors seulement le choix du coussin a du sens.
Maintenant — et seulement maintenant — vous choisissez le coussin.
La dureté, l’épaisseur et le module de compression doivent correspondre à une distribution de pression connue et vérifiée. Un coussin plus souple dans un système faussé amplifie l’incohérence. Un coussin plus dur dans un système surchargé échoue plus vite et de façon plus spectaculaire.
Considérez le coussin comme un fusible. On calibre un fusible après avoir connu la tension et le courant du circuit, pas avant.
Si votre tonnage est calibré, la géométrie de votre matrice correcte, et le trajet de force cartographié en charge, le choix du coussin devient simple : protéger la finition de surface, absorber les variations mineures, maintenir la constance des angles. C’est une décision de finition, pas structurelle.
Et ce changement de chronologie est tout l’enjeu.
Parce que la vraie question n’a jamais concerné le polyuréthane.
Depuis trente ans, j’ai vu des ateliers se tenir devant une presse plieuse de trois mètres, fixant un coussin mâché comme s’il les avait trahis.
Ce n’est pas le cas.
Le coussin faisait son travail — il se sacrifiait là où votre système était le plus faible. Lorsque vous suivez cette séquence, vous cessez de traiter l’usure comme aléatoire et commencez à la lire comme des données. Tonnage vérifié. Géométrie validée. Trajet de force observé en charge. Ce n’est qu’alors que le choix du matériau entre dans la conversation.
La partie non évidente est celle-ci : la défaillance du coussin est rarement le premier point de décision dans le système. C’est le dernier point de contrôle avant que la physique ne vienne réclamer sa dette.
Ainsi, la seule chose que vous emportez est simple et inconfortable.
Avant de demander quoi remplacer, demandez quel trajet votre force suit réellement.


















