

正午までに、新しいウレタンパッドはすでに光沢のある三日月状の傷で刻まれていた。10フィートのブレーキ。1/4インチの軟鋼。午前7時に新しい工具を取り付け、自信は高かった。だが第2シフトの頃には、オペレーターが「また不良ロットか」とぼやいていた。“
同じ滑り。同じ角度のずれ。違うパッド。.
新品のパッドが数時間でダメになるとき、それは運の悪さではない。それは現場の犯罪現場だ。問題は「どのサプライヤーがミスをしたのか」ではなく、「力の伝達経路のどこで、また犠牲部品が殺されたのか」である。“
私は、多くの工場がパッドをヒューズのように扱うのを見てきた。何かが滑り、角度がずれ、材料が動く——すると彼らは柔らかいパーツを交換し、それを「メンテナンス」と呼ぶ。それは決断的に聞こえる。ダウンタイムより安い。そして、機械自体が嘘をついているかもしれないという不快な可能性を避けられる。.
だが、犠牲部品には語りがある。それがゆっくり均等に摩耗しているなら、摩耗が正直に仕事をしている証拠だ。だが、割れたり、押し潰されたり、部分的に光沢を帯びたり、層が剥がれたりしている場合、それは荷重の集中、タイミングエラー、または不揃いによってゴムと鋼を通して語られる信号である。つまり現場の法医学だ。.
では、寿命を全うしたパッドと、処刑されたパッドをどう見分けるのか?
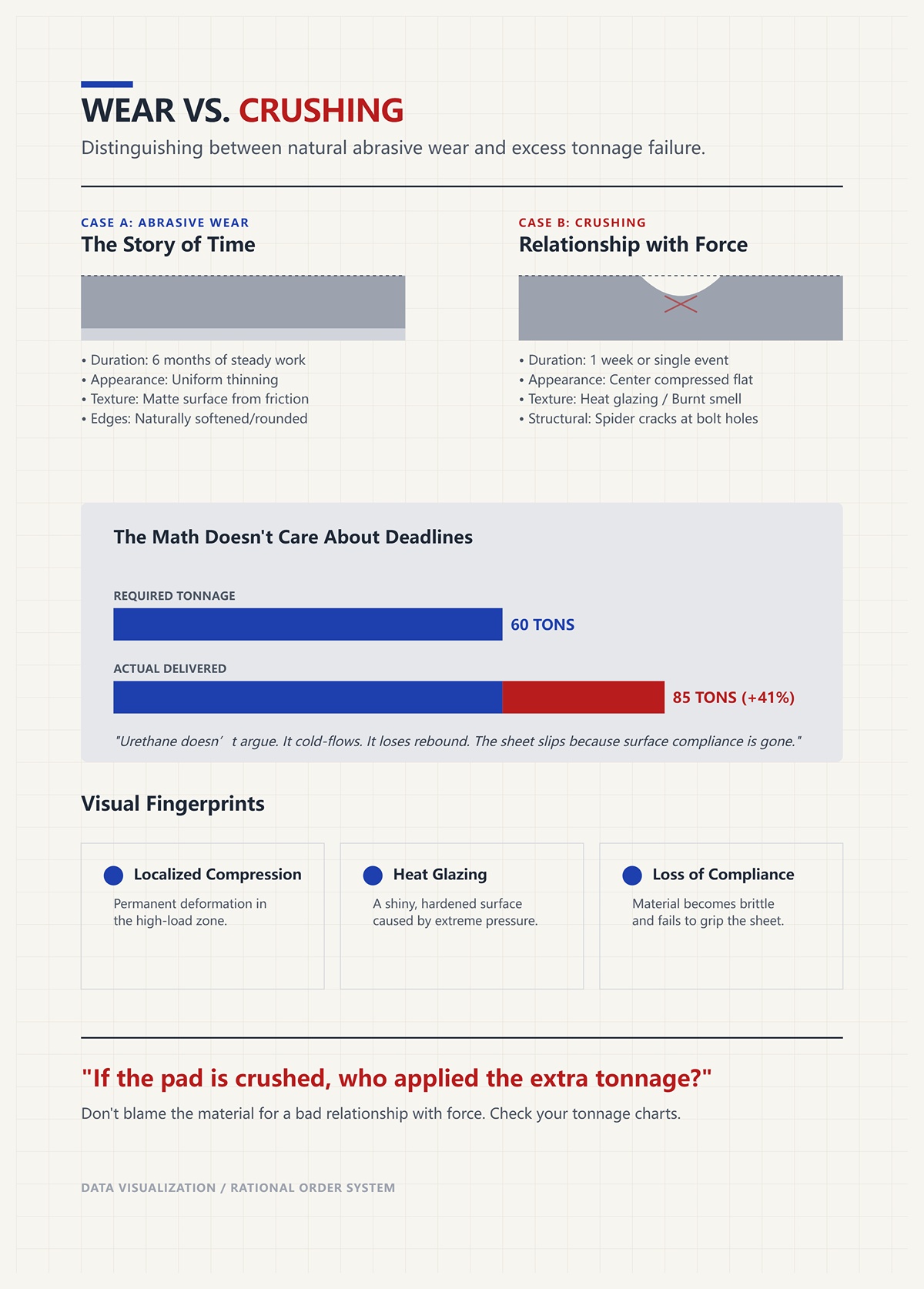
6か月間安定して働いたパッドを取り外してみよう。均一に薄くなり、エッジが丸くなり、摩擦によって表面がマットになっているはずだ。これが研磨摩耗——設計通りに少しずつ犠牲になる材料だ。.
今度は1週間後に取り外してみて、中央がコインのように平らに押し潰され、エッジがまだ高く、ボルト穴の周りにクモの巣状のひびがあるなら、それは摩耗ではない。それは圧壊だ。.
数式は締切を気にしない。もし曲げに60トン必要なのに、実際の板厚に合わせてトン数表を更新していないせいで85トンをかけているなら、その超過分をパッドが吸収する。ウレタンは文句を言わない。冷間流動し、反発力を失う。次のサイクルでは、表面の弾性が失われるため、シートが滑る。.
過大荷重は指紋を残す:局所的な圧縮、熱による光沢、時にはかすかな焦げ臭。摩耗は時間の物語を語り、圧壊は力との悪い関係を語る。.
パッドが押し潰されているなら、誰がその余分なトン数をかけたのか?

私は3つの常習犯を見てきた。.
第一:速いアプローチから成形速度への移行時のラムの傾き。シートが片側に先に当たり、局所的に圧力が急上昇し、パッドが不均一に変形する。オペレーターから見れば部品が滑るが、パッドにとっては一方的な攻撃だ。根本原因はバルブのタイミングや同期のずれであり、摩擦材ではない。.
第二:角度フィードバックのキャリブレーションずれ。最新のブレーキは0.5度以内を瞬時に補正できる——センサーが正しい情報を伝えていれば、の話だ。ソフトウェア更新後や再校正の省略後、機械は過剰に曲げ、補正し、過補正する。その結果、パッドにはランダムに見える荷重がかかる。原因をグリップに求めがちだが、本当の犯人は暗闇で迷走する制御ループである。.
第三:油圧系の問題による下降の遅れや不安定——オイル不足、ガイドレールの摩耗、フィルバルブの固着など、症状は一つでも原因は複数。シートは完全に密着する前に微妙にずれ、パッド表面に特有の光沢が残る。新人の失敗は、オイルレベルやレールの垂直度を確認する前に摩擦材を注文してしまうことだ。.
3種類の機械エラーが同じ「滑り」を引き起こすなら、なぜ柔らかい部品を犯人扱いするのか?
カタログでは万能と呼ばれている:1つの化合物、広い硬度範囲、複数の金型に適合。農業用ブラケットには十分だ。.
その同じパッドを、高精度が求められる航空宇宙部品の下に置いてみよう。同じシフトで異なる合金を扱う。午前中は1/8インチのアルミニウム、昼食後は高強度鋼。スプリングバックが違う。必要な加圧トン数も異なる。パッドに対する表面エネルギーも違う。.
変動する力の環境で均一な素材を使うのは賭けだ。.
仕事ごとにトン数とアライメントを正確に調整するなら、より広い仕様のパッドでも安全に使える。しかしそうしない場合、1つの硬度と1つの厚みで全てのセットアップの省略を許すことになる。それは無理だ。高精度の仕事ほど、その神話が露呈する。なぜなら許容誤差はパッド自体の厚さよりも薄いからだ。.
だから、“万能”パッドが特定の作業だけで故障し続けるとき、それは本当に万能なのか? それともプロセスが万能ではないのか?
パッド一式のコストが数百ドル、交換に1時間かかるとしよう。それは簡単な判断だ。難しい判断は、ダイヤルゲージ測定、圧力確認、センサーの再較正、素材なしのドライランに2時間かけることだ。.
片方は生産的に感じる。もう片方は、自分が問題かもしれないことを認めるように感じる。.
しかし、故障が集中する—1か月に複数の作業で複数のパッド—これは偶然の摩耗ではない。プロセスのズレだ。上流でパッドの状態を追跡している製造工場では、欠陥はプレスサイクルが規格外になったときにまとめて発生する。同じ理屈がここでも当てはまる。繰り返すパッドの破損は偶然であることはほとんどない。.
診断なしの交換は、カウントダウン時計をリセットするだけだ。ウレタンではなく注意力で支払うべきところだ。.
そして、力の誤用が新品のパッドに同じ物語を書き続けるなら、トン数の数字を光にさらしたとき、何が起こるだろうか?
昨春、私は150トン定格の10フィートブレーキの前に立ち、9日間使われたパッドを見ていた。中央が平らにつぶれ、端は無傷、ボルト穴が楕円になり始めていた。作業者は「容量内です」と主張した。1/4インチのA36を2インチVダイで加工していた。.
理論上、それは1フィートあたり19.7トン。10フィートで197トン。締切に関係なく、計算は変わらない。底に到達する前から機械の定格を47トンオーバーしていた。.
3インチVダイに変えれば、必要な力は1フィートあたり13.9トン—合計139トン。同じ素材。同じ長さ。違うのはダイの幅だけ。これで機械の許容量内に収まり、パッドの寿命も通常通りになる。.
次のインサートを押しつぶす前にトン数を確認する方法はこうだ:実際の厚みとV開口に対する1フィートあたりの力を計算し、それに実際の曲げ長さを掛け、作業スパン全体の定格容量と比較する。側面のステッカーではなく、ベッド全体に分布する荷重で判断する。.
必要トン数がブレーキの定格やパッドの圧縮限界を超えているなら、故障は可能性ではなく予定だ。.
そして、ほとんどの工場はその方法で計算すらしていない。.
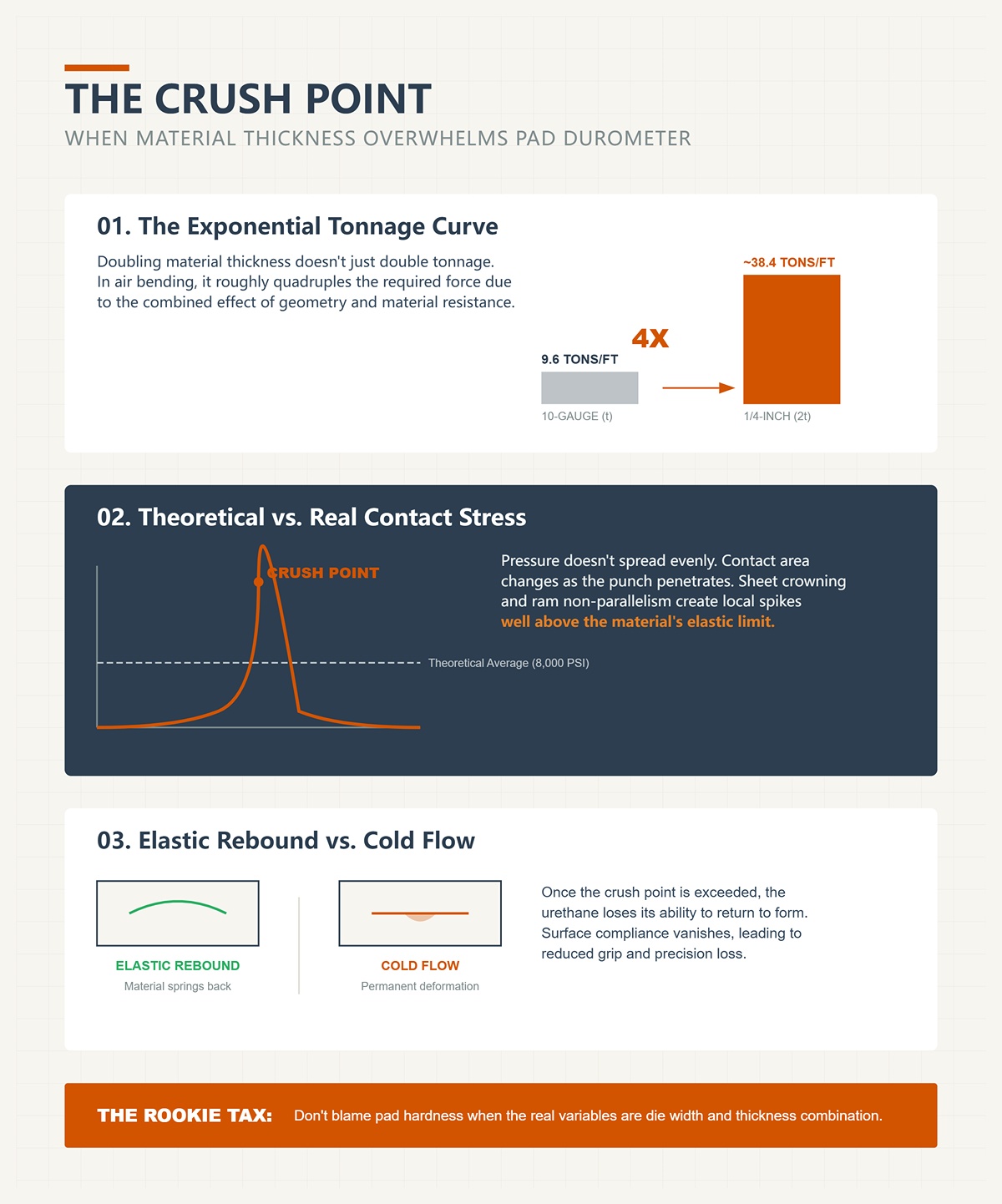
ある工場が10ゲージから1/4インチに変えて、「トン数は少し増えるだけだ」と考えていたことがある。そうではない。厚みを2倍にすると、空曲げの場合、必要トン数はおおよそ4倍になる。それは幾何学と材料抵抗が同時に作用する結果だ。.
もし10ゲージが1インチV幅で1フィートあたり約9.6トン必要で、厚みを倍にすると、19トンにはならない。ダイ幅によっては、元の要求の約4倍に近づく。それが曲線だ。.
仮に圧縮強度8,000 psiのウレタンパッドを想像してみよう。10フィートに渡って197トンを均等に載せると仮定しても、実際にはそうならない。シートが反っていたりラムが完全に平行でない場合、パンチが深く入るにつれ接触面積は変化し、局所的な圧力は平均をはるかに上回る。.
その急増が破壊点だ。カタログに書かれた「破損すべき」値ではなく、実際の接触応力が材料の弾性的復元力を超えたときに起こる。それ以降、ウレタンは冷流する。元に戻らない。次のサイクルでは表面の柔軟性が失われ、保持力が低下する。.
そしてこれが落とし穴だ。パッドの硬度を疑うが、実際の変数はダイ幅と厚みの組み合わせだった。初心者の代償だ。.
しかし、トン数が技術的には「容量内」でも、なぜ一部のパッドは位置から歩いていくようにずれてしまうのか?
私はあるオペレーターが成形中にシートが滑ったため、トン数を10%増やしたのを見た。彼の論理は単純だった──力を増やせばグリップも増える。.
中程度の圧力下では、ウレタンは表面の不規則さに沿う程度に変形し、実際の接触面積と摩擦が向上する。あるポイントを超えると表面層が過圧縮され、局所的に硬化し、滑らかになり、時には熱で光沢を帯びる。そうなると実際の接触面積は減少する。.
名目上の圧力は上げても、実効摩擦は減少している。.
さらにラムのわずかな傾き──片側がほんの数ミリ秒早く接触すると──横方向の力成分が生まれる。過圧縮され柔軟性を失ったパッドはそれを吸収できず、シートは「歩く」。オペレーターはさらにトン数を増やし、パッドはより早く寿命を迎える。.
しかし、犠牲部品は物語を語る。一方向に磨かれた筋が見えたら、それはランダムな摩耗ではない。それは過度の垂直荷重下での横方向のせん断だ。.
では、圧力だけが全てではないとすると、ダイ自体がポリマーが耐えられない場所に力を集中させるとどうなるのか?
同じ1/4インチA36を考えてみよう。1.5インチVダイでは必要トン数が約1フィートあたり30トンまで跳ね上がる。10フィートなら300トン。150トンブレーキの容量を倍にする数字だ。.
今度は全長ではなく中央3フィートを曲げていると想像してみよう。機械は依然としてラム中央部分を通して力を伝える。局所的なフィートあたり負荷は急増し、60%の側枠スパン下でたわみ特性が変化する。フレームのたわみが負荷を中央へと移動させる。.
チャートが「許容」とした全スパン曲げでも、中央の短い曲げでは過酷になる。これが中央のパッドが押し潰され、端は新品のように見える理由だ。.
底付け成形はさらに負荷を増大させる。空曲げトン数の約4倍が必要になる場合もある。コイニングでは10倍必要になることも。底付けを空曲げと勘違いしてパッドを置いたままにすれば、その死亡証明書に署名することになる。.
これは大型ブレーキを所有することの話ではない。必要な分だけ力をかけるので、過剰容量は通常パッドを傷めない。本当の危険は、小型機で小さいダイを使い、きついRを追いかけてウレタンを犠牲にすることだ。.
では、変形したパッドを引き抜いたとき、それをゴミではなく証拠として読み取るにはどうすればよいのか?
パッドが長さ全体にわたって均一に押し潰されている場合、それは全体のトン数を超えていることを示しています。システム全体が過負荷になっていたということです。これは単純な計算ミスです。.
パッドが中央部だけ押し潰されている場合、それは局所的な過負荷を示します—短い曲げ、狭いV、またはフレームのたわみによって力が中央に集中している可能性があります。.
斜めの圧縮? ラムの傾き、または油圧シンクロの不均衡です。.
最小限の圧縮で表面が熱で光沢化している? 摩擦を追いかける過剰な圧力で、おそらく軽微な材料の動きが伴っています。.
現代のブレーキは、センサーが正しい情報を送っていれば、0.5度以内のズレを数分の1秒で修正できます。もし角度フィードバックがずれているなら、制御システムは、もともと間違っていなかった目標角度を達成しようとして、トン数を過剰にかけてしまうかもしれません。その修正をパッドが吸収します。.
これは現場での故障解析です。最初に硬いインサートを注文することから始めるべきではありません。まずはフィート当たりのトン数を再計算し、板厚に対するダイの幅を確認し、実際の曲げ長さと定格スパンを照合し、成形方式—エアベンド、ボトム、コイニング—を確認します。.
なぜなら、一度適用トン数がパッドやフレームが安全に分散できる範囲を超えたら、インサートは弱点ではなくなるからです。.
それは証人です。.
最初の曲げ前にパッドの破損を防ぐ、再現性のある事前検証プロセスが欲しいですか?
まずはパッドが無罪だと仮定することから始めましょう。.
フィート当たりトン数、ダイ幅と板厚の比、曲げ長さと定格スパンの照合を確認し、意図せずボトミングしていないこと(エアベンドであること)を確認したら、次の変数は「硬いパッド」ではありません。それはシートそのものです。プレスブレーキのパッドは、より大きな機械システムの消耗部品であり、そのシステムにはパンチとダイの間にある金属材料が含まれます。これを無視すれば、故障を解決しているのではなく、予定しているのと同じことになります。.
計算はあなたの納期に配慮しません。ステンレスとアルミは板厚も曲げ角度も工具も同じであっても、全く異なる力の経路を要求します。もし工程チェックリストが「機械とダイが正しく見える」で終わっているなら、あなたは現場検証の半分しか終えていません。.
では、パッドが逆らえないほど材料がパッドに与える影響とは何でしょう?
1/8インチの5052アルミを一日中、中程度のVで加工すると、中硬度のウレタンパッドはヒーローのように機能します。形に沿い、実際の接触面積を増やし、シートを安定させます。きれいな曲げと最小限のマーキングが得られます。.
同じ板厚とジオメトリで304ステンレスに切り替えると、突然パッドが研磨され、光沢を帯び、位置ずれさえ起こすかもしれません。.
それは気分ではなく、冶金学の問題です。.
アルミは早く降伏して流動します。ステンレスは抵抗し、加工硬化し、同じ形状でもより高い成形応力を必要とします。高い成形応力は、パッドに返る反作用力を増大させます。全体のトン数が許容範囲内であっても、ステンレスが「簡単には変形しない」ため、パンチとパッドの接触圧力は上昇します。.
ウレタンは制御された変形で力を発揮します。ステンレスはそれをより早く圧縮限界へと追い込みます。パッドのせいにすれば、冶金学を誤解した新人の代償を払うことになります。.
しかし、抵抗だけがすべてではありません。ステンレスはスプリングバック(弾性戻り)も強いのです。.
つまり、戦いは下降行程の間だけではないということです。.
スプリングバックとは、荷重を除いた後の弾性回復を指します。あらゆる材料には「記憶」があり、ステンレスの記憶は特に長く残ります。.
エアベンディングでは、その回復を補うためにあえて過剰に曲げます。パッドの弾性は成形中にシートの安定化に寄与しますが、金属内部に蓄えられた弾性ひずみを消すことはできません。ステンレスが2度開こうとするなら、幾何形状か方法を変えない限り、必ずそうなります。.
ここが難しいところです。例えば、Vダイスの幅厚比を12:1から8:1に狭めると、パッドの材質にかかわらずスプリングバックを大幅に減らすことができます。ボトムベンディングではさらに減少します。塑性変形を曲げゾーンに多く押し込むためです。つまり、「幾何形状はポリマーに勝る」のです。.
したがって、アルミ用の広いVを使いながら、ウレタンパッドにステンレスの角度を「保持」させようとしても、それは弾性で材料の記憶に逆らおうとするようなものです。その戦いに長く勝つことはできません。.
パッドは圧縮され、シートは再び開きます。オペレーターはトン数を上げます。結局、幾何的な選択を補うために、犠牲となる部品を潰すという元の状況に戻ってしまうのです。.
そして、それでも角度が直らない場合、次に出てくる本能的な選択は何でしょうか?
より硬いパッド。.
デュロメータとは、エラストマーの硬さを示す尺度です。数値が高いほどパッドは硬くなります。.
理屈としては納得できます。ステンレスが硬いなら、硬いパッドを使えばいい、と。.
しかし、計算はあなたの理屈を考慮してくれません。.
硬いパッドほど荷重下で変形しにくくなります。変形が少ないということは、パッドとシートの実接触面積も減少するということです。摩擦は名目上の圧力に比例して増えるわけではなく、実際の微小接触に依存します。界面を硬くすると、密着性が落ちます。その結果、ストローク中にシートが微滑りする可能性が高くなるのです。.
微滑りは、曲げ角度の不均一として現れます。.
多くの工場が見落とすポイントがあります。硬いパッドは荷重がより少ない微小接触点に集中するため、ピーク接触応力を高めることがあります。その局所応力が成形中に材料を弾性限界に近づけ、スプリングバックのばらつきを増大させます。結果として、「強化した」セットアップが、むしろ柔らかく再現性の低い曲げを生み出すのです。.
トン数への虚栄心とデュロメータへの虚栄心が出会う場所。.
そして、油圧システムにわずかな不安定性(空気の混入やバルブの遅れ)があると、その硬いパッドはそれらの力の振動を減衰させることなく、直接シートに伝えてしまいます。「パッドが柔らかすぎる」と見えた問題は、実は安定性維持に必要なコンプライアンスが欠けていたシステムの問題だったのです。.
したがって、硬さは普遍的な改良ではありません。それは力のシステム内で調整すべきパラメーターなのです。.
もうひとつの静かな破壊者が残っている。.
あなたはトン数を計算できる。ダイ幅を選べる。硬度計を合金に合わせられる。.
そして誰かが間違った油でシートを拭いてしまう。.
軽い成形用潤滑剤、製鉄所の油、さらには残留クーラントまでがパッドとシートの界面における摩擦係数を変えてしまう。それも少しではない。慎重に選んだコンプライアンスがグリップに変換されなくなるほどだ。ダウンストローク中にシートがずれ、パッドに横方向の研磨跡が付く。あなたは弾性を非難する。.
しかし犠牲部品は物語を語る。.
摩耗パターンが滑らかで、方向性はあるが深い圧縮がない場合、私はパッドの供給元に連絡する前にまず表面状態、バックゲージフィンガーの摩耗、クランプ力を確認する。機械的グリップは清潔な接触を前提としている。化学膜はその前提を書き換える。.
そしてこれが静かな真実だ:滑らかな界面と限界的なクランプが組み合わさった場合に補償できるパッドはない。それはエラストマーの問題ではない。それはプロセス管理の問題だ。.
だから、繰り返し可能な作業前検証プロセスはトン数チャートやダイ選択で止まってはいけない。材料のグレード、硬度、予期されるスプリングバック、選択されたV比、パッド硬度、そして表面状態を—最初のサイクル前に—確認しなければならない。.
パッドが材料システムの内部で機能することを受け入れたなら、本当の質問は「どのパッドが最も強いか?」ではない。“
この合金、形状、力、そして表面状態の正確な組み合わせに最も適したパッドはどれかということだ。.
ある監督が私に二つの押し潰されたウレタンブロックを渡し、「どちらのブランドが好きか」と尋ねた。どちらも2週間以内に破壊された。ひとつは中央がキノコ状に膨らんでいた。もうひとつは端の一方に沿ってきれいに割れていた。同じプレス。同じ作業者。異なる作業内容。.
それが作業前の枠組みだ、読み方を知っていれば。.
計算はあなたの納期を気にしない。表面工学—ブロック、フィルム、インサート、テクスチャ—を選ぶ前に、4つの変数を固定する:合金と板厚に対する計算された成形トン数、選択されたV開口と方法(エアベンド vs. ボトミング)、機械のクラウニングと平行度、そしてシートの表面状態。圧力経路が規律正しくなった後で初めて、パンチとダイの間に何を置くかを選ぶ。そうでなければ、トン数見栄のために新人税を払い「高級パッド」と呼ぶことになる。“
表面ソリューションは圧力分布を修正しない。それらはその中でのみ予測可能に振る舞う。.
では、どれがどこに適しているのか?
3mmの5052アルミカバーを想像してほしい。化粧面を外側に、1シフトで2,000個。工場は痕跡ゼロを望んでいる。彼らは固体ウレタン・ダイブロックを設置し、その中でエアベンドする。部品はきれいに見える。トン数計は鋼より低く表示される。皆が安心する。.
ウレタンは弾性がある。それは変形して接触面積を増やし、ピーク接触応力を低下させる。だから同じ公称形状でも鋼製Vダイと比べて必要トン数が低くなることが多い。荷重が二つのダイ肩に集中する代わりに、ポリマー全体に広がるためだ。.
しかし、私が何度も目にした落とし穴があります。ポリウレタンは鋼ではありません。繰り返しの大容量サイクル、特に深い曲げでは、変形と疲労が進みます。12ゲージの冷間圧延鋼をウレタンブロックで曲げる作業をする工場はすぐに学びます――ブロックは表面が滑らかになり、永久的に圧縮し、やがて割れます。この用途では鋼の型は数十年持つこともありますが、ウレタンはそうはいきません。.
そして化学も重要です。より柔軟なTDI系ウレタンを、より硬いMDI系タイプに交換しながら、たわみや硬化の挙動を再計算しないと、緩衝材のつもりが脆い素材に変わってしまいます。私は「アップグレード」が実際に吸収していたひずみには硬すぎて、ブロックが角から欠けた例を見たことがあります。悪いブロックではなく、弾性の不一致がトン数の校正ミスを増幅したのです。.
高容量とウレタンは共存できます――ただし曲げの深さ、材料の降伏強度、ストローク頻度がブロックの疲労許容範囲内である場合に限ります。それには、銘板に書かれている数値ではなく、実際の成形力を把握する必要があります。.
ブロックが中央で潰れているなら、なぜそこで圧力がピークになっているのかを調べてください。.
場面を切り替えます。薄い304ステンレス、1.5mm、角度公差は±0.5度と厳しく、ブラシ仕上げは傷つけてはいけません。チームはシートと金型の間に合成曲げフィルムを選びます。.
初回の運転では、角度がほぼ1度オーバーベンドして出てきました。オペレーターはラムを上げます。不安定さが忍び寄ります。.
何が変わったのか?厚さです。.
0.8mmのフィルムは効果的にV開口部を狭めます。3mmの材料に16mmのVを使っていた場合、そのフィルムを足すと形状が変わります。シートはより狭いダイ幅を感じ、成形応力が増し、スプリングバックが減ります。調整せずにこれを行うと、表面を「保護している」のではなく、圧力分布を変えて見て見ぬふりをしていることになります。.
数学は締め切りを気にしません。.
フィルムは、精度が緩衝よりも重要な場合に真価を発揮します。固体ウレタンブロックと比べると、コンプライアンスが最小限で済むので、角度の再現性を高められます――ただし、有効ダイ幅やトン数を再計算する必要があります。それを怠ると、フィルムは力の経路を歪める隠れた変数となります。角度を追い求めてフィルム越しに過圧するのは、より静かな過負荷行為にすぎません。.
だからフィルムは規律が必要です。単なる差し込み保護ではなく、形状を変えるものです。.
厚さや積層がシフト中に変わるとき、「クイックチェンジ」システムがどう振る舞うのか気になります。.
私は、モジュラー式ウレタンインサートを使い、軟鋼ブラケットから高強度低合金部品へ10分以内に切り替える工場を見たことがあります。速く、きれいで、印象的です。.
週末には、インサートが不均一な摩耗を見せていました――ベッドの左三分の一が潰れていたのです。.
クイックチェンジは、機械の形状が正直であってこそ速いのです。モジュラーシステムは、均一な固定と均一なクランプに依存します。長いベッドで数千分の数インチのずれがあると、インサートの積層は不均一な荷重を受けます。一体型の金型と違い、分割されたインサートは、その不均衡を差圧圧縮として伝えます。.
しかし犠牲部品は物語を語る。.
特定のモジュールだけが早期に潰れる場合、それは工場現場の鑑識がラムの傾き、クラウニング補正不足、あるいはベッドの不均一摩耗を指摘している証拠です。最新のブレーキは、センサーが正確なら数秒の分数で0.5度以内の補正が可能です。もし校正されていなければ、モジュラーの利便性は分散した故障マップとなります。.
製品の種類が多く、トン数がジョブごとに再計算される場合、モジュラーインサートは優れています。昨日のセットアップが今日の合金にも適用できると考える工場では、高価な緩衝材にすぎません。.
インサートの摩耗が不均一なら、問題はインサートのカタログではありません。.
それは力の経路です。.
そこで摩擦に話が移ります—ほとんどの人がテクスチャで解決しようとする静かな破壊者です。.
製造工場油が残った亜鉛メッキ板を考えてみましょう。下降ストローク中、板はかみ込む前に1ミリほどずれます。オペレーターは「滑りやすい素材」と非難し、滑り止めコーティング付きのテクスチャ入りインサートを注文します。.
摩擦は単なる粗さではありません。荷重下での接触実面積です。テクスチャ入りインサートは機械的インターロックを増加させますが—同時に接触応力を突起の頂点に集中させます。高トン数では、その突起が最初に摩耗します。クランプ力やバックゲージの支持が不十分であれば、テクスチャは一時的に滑りを隠しますが、インサートの摩耗を加速させます。.
板を清掃してください。クランプ圧力を確認してください。バックゲージの位置合わせを確認してください。それからテクスチャが必要か判断しましょう。.
表面状態が制御できない場合—上流からの油性ブランク、コーティング材料、美観要求が高く最小限のマーキングしか許されない場合—滑り止めの解決策は適しています。しかし、それらは実際の成形応力に適合していなければなりません。過負荷にすると、コーティングは新たな犠牲部品となります。.
パッド、ブロック、フィルム、インサート、テクスチャは、悪い力分布を消し去る魔法の消しゴムではありません。それは合金選択、金型形状、校正されたトン数から始まる連鎖の最後の要素です。.
圧力経路を確認する前に表面工学を選択したら、それは問題を解決しているのではありません。.
それは先延ばしにしているだけです。.
次の高級パッドの箱を注文する前に、圧力分布を体系的に確認する方法が欲しいでしょう。.
よろしい。負荷下でアライメント、クラウニング、平行度を確認するまで、あなたは目隠しで診断しているのです。.
私は10フィートのブレーキの横に立っていました。中央の角度は完璧でしたが、端は2度ずれていました。皆がパッドを非難しました。パッドは新しく、高デュロメーターで、経理部が不安になるほど高価でした。しかし犠牲部品は物語を語ります。摩耗パターンは左側3分の1で重く、中間は磨かれ、右側はほとんど触れていません。それは素材の問題ではありません。それは幾何学が告白しているのです。.
表面工学は下流です。幾何学は上流です。.
フレームとラムがベッド全体に均等に力を届けていることを確認しない限り、設置するすべてのパッドは、曲がったビリヤードキュー先端に付けられたチョークにすぎません。では、現場を正しく歩きましょう。.
0.005インチの差はほとんどの人を怖がらせません。.
怖がるべきです。.
数学はあなたの締め切りを気にしません。120インチのベッドでは、0.005インチの傾きは片側の金型が先に閉じることを意味します。その側が最初に荷重を受けます。ウレタンは鋼のように荷重を共有しません;打撃された箇所で圧縮します。したがって、早期接触側はラムの残りが追いつくまで不均衡なトン数を負担します。それは緩衝ではありません。それは局所的な過負荷です。.
仮定の話ですが現実的な状況です:1/8インチ厚の5052材を8フィートに渡って成形しているとします。必要な加圧トン数は60トン。ところが位置合わせの不備により、左側30インチが先に接触して荷重を受け止めます—おそらく全60トンではないにしても、その一部の鋭い割合を先に受けます—残りがかかる前にです。その急激な荷重が、その範囲のパッドの圧縮疲労限界を超えます。1週間後、その部分が膨らんでひび割れます。他の部分は問題なしに見えます。.
初心者税。.
現代のCNCブレーキは、ストローク全体でミリ未満のY軸のずれも検出しますし、それは当然です。もし機械的ゼロがずれていたり、ガイドが摩耗していたり、ギブの隙間に爪先が引っかかるほどのクリアランスがあれば、均等に曲げられていません。これは、毎回交換する犠牲層の片側だけの寿命を削っていることになります。.
そしてパッドが左右非対称に破損した場合、その機械は探すべき場所を教えてくれているのです。.
では、なぜ一部のベッドは中央のパッドを消耗させ、両端は新品同様なのか?
重荷重を受ける長いベッドを想像してください。.
鋼はたわみます。フレームは“呼吸”します。それは欠陥ではなく、物理現象です。クラウニング(ベッドやラムに意図的に上向きの補正を入れること)がない場合、中央部は荷重で下がります。その結果、中央の金型開口部が事実上狭くなります。板材は中央で両端よりも高い成形応力を受けます。.
ここに弾性のあるパッドを加えてみましょう。.
中央は高い応力を受けるため、より強く圧縮されます。時間が経つと、パッド中央に溝ができ、両端はまだ新品のように見えます。オペレーターは「不良品の材料」と呼びますが、私は「未修正のたわみ」と呼びます。.
高剛性フレームとリアルタイム角度フィードバックを備えた高級機では、この問題はかなり軽減されます。たわみを非常に強く抑えるため、クラウニングは控えめで、日常作業ではほぼ見えなくなることもあります。しかし古いブレーキ機や3メートル以上の長いベッドの場合はどうか? 機械的ウェッジ式クラウニングは、油圧の変動ではなく剛性があり予測可能な補正でたわみを打ち消すため、その価値を発揮します。.
パッドはたわみを直すものではありません。それに追従するだけです。.
もし中央から先に摩耗しているなら、それはフレームからのメッセージです。.
しかし問題はこれです:休止状態でクラウニングを確認しても、100トンがベッドにかかった時に何が起きるかはほぼ分からないということです。.
では、あなたはどうやって平行度を測っていますか?
多くの工場では、ラムを停止させ、機械が静かな状態でアライメントを確認します。.
それは現場の半分しか見ていません。.
荷重下では、摩耗したガイドレールの摩擦、不均一な潤滑、または過大なギブクリアランスが原因で、ラムがストローク中に平行度を失うことがあります。休止状態でダイヤルゲージに対して直角に見えても、成形圧力でわずかにねじれ、両端の角度が数度ずれることを私は見てきました。オペレーターはクラウニングを疑い、シムを追加し、パッドを交換します。.
その間、真の原因はギブに0.008インチのシックネスゲージが滑り込むほどのクリアランスなのです。.
数学はあなたの締め切りを気にしない。負荷がかかると、力のベクトルは変化する。もし一方のガイドが拘束されれば、反対側がより多くの荷重を受ける。ラムは平面として降りてくるわけではなく、摩擦と力の妥協点として降りてくる。あなたのパッドはその妥協の衝撃吸収材となる。.
だから、ストローク中に測定する。全行程。代表的なトン数下で。両端にダイヤルインジケーターを設置し、長さ方向で試し曲げを行う。中心から等距離の角度を比較する。完璧を追うのではなく、たわみを見える化しているのだ。.
なぜなら、機械が見栄を張っているのではなく、実際に動いているときの挙動を理解すれば、真のクラウニング補正の必要性とラムの保守を怠った結果を区別できるようになるからだ。.
そしてここで、よく目にする誘惑の話になる。.
ベッドが完全に正直でない場合、柔らかいパッドは賢い緩衝材なのか、それとも火に油を注ぐようなものなのか?
柔らかい方が安全に感じられる。.
実際は違います。.
低デュロメータのパッドはコンプライアンスを高める。コンプライアンスは圧力の差を拡大する。力がわずかに高い部分では、圧縮が不均衡に増加する。それが局所的に金型形状を変化させる──ここでは狭いV、あそこでは広いV。スプリングバックは部品長全体でばらつく。今度は角度の補正をラム調整で追うことになり、真の力分布の問題を隠してしまう。.
それはトン数の虚栄──不均一なシステムから均一性を力ずくで引き出せると信じることだ。.
完全に整列し、正しくクラウニングされた機械であれば、柔らかいパッドは表面を保護しつつ一貫性を損なわない。しかし隠れた傾きやたわみがある機械では、それは幾何学的な罪を増幅させる装置となる。パッドは力を均一化するのではなく、力が不均一な箇所で早く劣化することでそれを露呈させる。.
犠牲となる部品は嘘をつかない。システムが最も弱い箇所で正確に変形する。.
だから、硬度・厚さ・ブランドを決定する前に力の経路を確認する──負荷時の整列、クラウニング補正、ストローク全体の平行度、ガイド状態、ギブのクリアランス。摩耗パターンを不便とは見なさず、証拠として扱う。.
なぜなら、これらの見えない要因が圧力分布をどう形づくるかを理解したら、次の疑問は「どのパッドを買うか」ではなくなるからだ。.
それは「何も買う前に、規律ある診断シーケンスをどう行うか」ということだ。.
新しいパッドを購入する前に、負荷下で整列・クラウニング・平行度を検証する正確な手順を求めている。.
良いことだ。なぜなら、力の経路を確認する前に消耗品を交換すると、問題を解決するのではなく、同じ失敗への授業料を払うことになるからだ。.
これは工場の現場捜査だ。パッドは被害者、機械は容疑者。シーケンスが重要なのは、各手順が不適切な力分布の隠れ場所を一つずつ排除するからだ。順序を飛ばすと、一つの誤りを別の誤りで覆い隠すことになる。.
これがプロトコルだ。.
数学は締め切りを気にしません。.
実際のラム荷重は、フレーム側面のラベルやソフトウェアが予測した数値ではなく、負荷をかけた状態での値から始めてください。公称トン数は、支点から一定距離の分布荷重に対して適用されます。金型幅を変える、曲げ長さを変える、荷重を集中させると、実際の応力状態は変化します。.
校正済みの荷重センサーを設置するか、既存のロードセルを検証してください。実際の代表的な曲げで5分間データを取る方が、20分間の試し曲げと推測よりも有効です。ゼロ設定のずれで15%も過大に出力している機械を見たことがありますし、センターベッドを静かに叩きながら過小表示しているものも見てきました。.
計算上の必要荷重が60トンで、センサーがピーク時に72トンを示すなら、それは四捨五入誤差ではありません。どこかに荷重が集中している過負荷です。.
センサーを信頼できないなら、制御された軟鋼による試験曲げで確認し、予測されたスプリングバックと角度を比較してください。現代のブレーキ機は、センサーが正しい値を示していれば、0.5度以内を数分の1秒で補正できます。.
なぜここから始めるのか?
それは、この後に行う全てのアライメントやクラウニングの確認が、実際にかかっている荷重を知っていることに依存するからです。誤った値でジオメトリを診断すれば、結論も曲がってしまいます。.
では、トン数が信頼できたとして、その力はどのようなジオメトリを通って作用しているのでしょうか?
レンチを手に取る前に、現場の材料に対してダイの開口幅とパンチ半径が一致しているか確認してください—先週の案件のものではなく。.
狭いVダイは単に「トン数を増やす」だけではありません。接触面積が減少するため局所的な圧力が指数関数的に増加し、曲げモーメントの必要量は厚みと引張強さに結びついたままです。そのため、長い分布荷重に対して安全に設計された機械が、中央の24インチ区間を過負荷にしてしまうのです。.
ここでトン数自慢が入り込みます。作業場では、荷重がベッド全体に均等に分散されているか、ノミのように集中しているかを問わず、最大能力に近い運転を誇示する傾向があります。.
3つの項目を検証してください:
ソフトウェアが±2%の精度で事前計算するなら、それは良いことです。活用してください。ただし、入力値が現実を反映していることを確認しましょう。5052をステンレスに置き換えて同じ工具を使えば、「正確」な予測は虚構になります。.
金型のジオメトリが正しければ、意図する荷重条件が定義されます。.
次の疑問は:その荷重をラムからベッドまで均等に伝えているのか?
ここで多くの作業場は考えるのをやめ、シム調整を始めてしまいます。.
休止時に平行度を確認すればウォームアップになる。真実を知りたければ負荷下でチェックする。両端にインジケーターを設置。代表的な荷重。全ストローク。高速接近から成形速度への移行を観察—ここで隠れたねじれが現れる。.
ギブのクリアランスを確認。摩耗パターンの不均一。ガイドの潤滑。機械的クラウニング設定と実際のベッドたわみ。鋼はたわむ、それが物理。問題は、あなたの補正が荷重条件に合っているかどうかだ。.
中央部がクラウニング補正以上にたわむと、圧力下ではそこがダイの幅を狭める。片方のガイドが固着すると、反対側がより多くの荷重を受ける。パッドはその非対称性を吸収するコンプライアンス層となる。.
しかし、犠牲部品は物語を語る。中央に溝?おそらく未補正のたわみ。片端の角の潰れ?ラムの傾きやガイド摩擦の不均一。.
完全なゼロを追っているわけではない。シリンダーから板、そしてベッドへと力が伝わる経路をマッピングしているのだ。.
経路がまっすぐで予測通りになった時、初めてパッド選定が意味を持つ。.
今—そして今だけ—パッドを選ぶ。.
硬度、厚さ、圧縮弾性率は既知で検証済みの圧力分布に合わせなければならない。歪んだシステムに柔らかいパッドを用いると不均一さが増幅する。過負荷のシステムに硬いパッドを用いるとより早く、より劇的に壊れる。.
パッドをヒューズだと思ってみてほしい。ヒューズは回路の電圧と電流を知った上でサイズを決めるのであって、その前ではない。.
荷重が校正され、ダイ形状が正しく、負荷下の力の経路がマッピングされていれば、パッド選びは簡単になる。表面仕上げを保護し、軽微な変動を吸収し、角度の一貫性を維持する。それは構造的な選択ではなく、仕上げの決定になる。.
そして、そのタイミングの変化こそが重要な点だ。.
本当の問題は決してウレタンについてではなかったからだ。.
30年間、私は工場で10フィートのブレーキの前に立ち、まるで裏切られたかのように削れたパッドを見つめる人々を見てきた。.
そうではありません。.
パッドはその仕事をしていた—システムの最も弱いところで自らを犠牲にしていた。 この順序に従えば、摩耗をランダムと見るのをやめ、データとして読み取るようになる。荷重は確認済み。形状は検証済み。負荷下で力の経路を観察。そうして初めて材質選定が議論に入る。.
重要だが見落としがちな部分はこれだ:パッドの故障はシステムの最初の意思決定ポイントになることは稀である。それは、物理が代償を徴収する直前の最後のチェックポイントなのだ。.
だから、次に持ち越すべきことはシンプルで不快なものだ。.
何を交換するか尋ねる前に、あなたの力が実際にどの経路を辿っているのかを尋ねること。.


















