

Der Stempel hat sich nicht aufgepilzt. Er ist nicht langsam verschlissen. Er ist gebrochen.
Halbzollplatte. Bodenumformung, kein Luftbiegen. Der Bediener schwor, dass die Tonnagendiagramme zeigten, er liege innerhalb der Grenzen. Der Chromoly-Stempel hatte jahrelang Baustahl ohne Beschwerden bearbeitet. Dann, in einer Schicht, unter einer Last, die auf dem Papier “legal” aussah, brach die Spitze und verstreute Fragmente im Werkzeugraum. Ich habe gesehen, wie das passiert.
Wenn 42CrMo in der Branche als sichere Wahl gilt, warum verhält es sich dann wie ein Mittelgewicht, das in den Schwergewichtsring steigt, sobald die Tonnage pro Fuß ansteigt? Die Antwort liegt oft nicht nur in der Metallurgie – es ist das Abkantpressensystem selbst. In Hochtonnageszenarien bestimmen Rahmensteifigkeit, CNC-gesteuerte Kraftverteilung und Ausrichtungsgenauigkeit, ob Werkzeuge innerhalb realer Grenzen bleiben oder in zerstörerische Spannungszonen abgleiten. Die Untersuchung, wie eine vollständig CNC-basierte Lösung wie die CN-HAWE-Abkantpresse für anspruchsvolle Biegeanwendungen konstruiert ist, hilft dabei, die Frage von “Ist dieses Werkzeug stark genug?” zu “Ist das gesamte Biegesystem für diese Last ausgelegt?” neu zu stellen.”
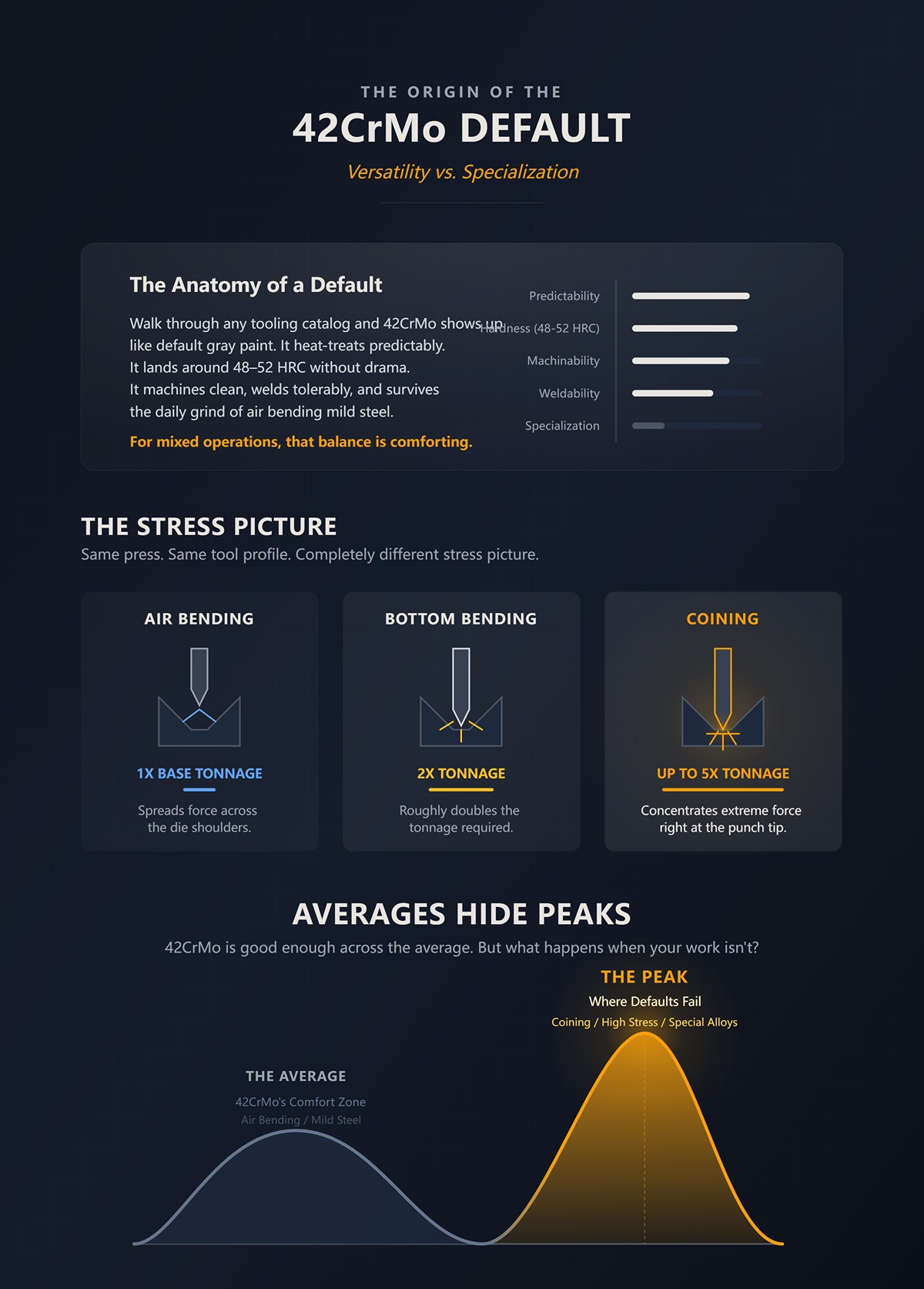
Wenn man durch einen beliebigen Werkzeugkatalog blättert, erscheint 42CrMo wie Standard-Graufarbe. Es lässt sich berechenbar wärmebehandeln. Es erreicht etwa 48–52 HRC ohne Drama. Es ist gut zu zerspanen, akzeptabel zu schweißen und übersteht den täglichen Einsatz beim Luftbiegen von Baustahl. Für Werkstätten mit gemischten Blechdicken und Materialien ist diese Balance beruhigend.
Denn die meisten Biegungen sind Luftbiegungen.
Beim Luftbiegen verteilt sich die Kraft über die Schultern der Matrize. Bodenumformung verdoppelt ungefähr die Tonnage. Das Prägen kann bis zu fünfmal mehr erfordern und konzentriert die Kraft direkt an der Stempelspitze. Gleiche Presse. Gleiches Werkzeugprofil. Vollständig anderes Spannungsbild. Dennoch ändert sich die Legierungswahl selten mit der Methode.
So wurde 42CrMo zum König: gut genug für den Durchschnitt. Doch Durchschnitte verbergen Spitzen. Was passiert, wenn deine Arbeit nicht durchschnittlich ist?
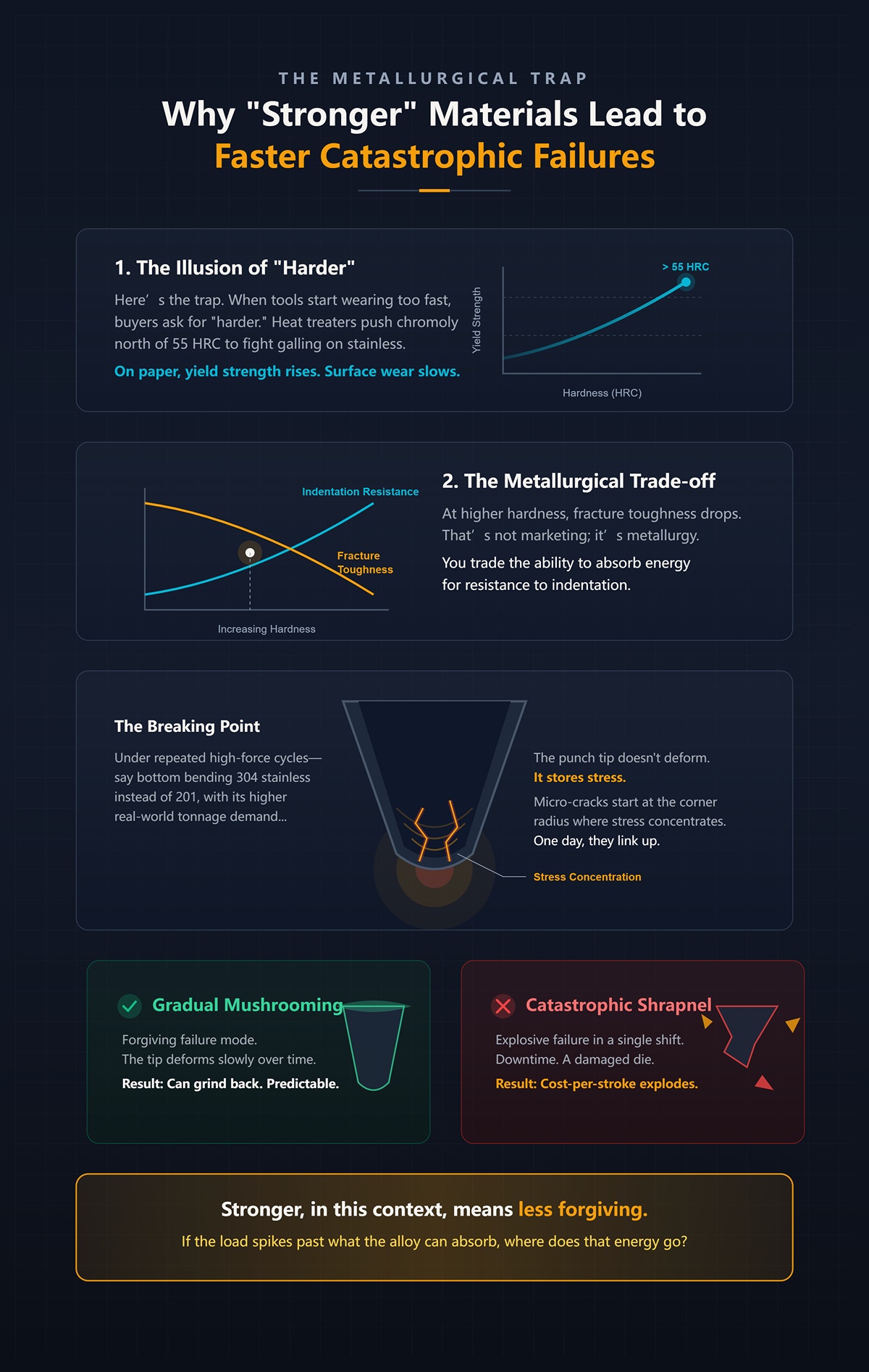
Hier liegt die Falle. Wenn Werkzeuge zu schnell verschleißen, verlangen Käufer nach “härteren”. Der Wärmebehandler treibt den Chromoly über 55 HRC, um Aufschweißen bei Edelstahl zu bekämpfen. Auf dem Papier steigt die Streckgrenze. Die Oberflächenabnutzung verlangsamt sich.
Dann kommt der schwere Auftrag.
Bei höherer Härte sinkt die Bruchzähigkeit. Das ist keine Marketingaussage; das ist Metallurgie. Man tauscht die Fähigkeit, Energie aufzunehmen, gegen Widerstand gegen Eindellung. Unter wiederholten Hochkraftzyklen – etwa Bodenumformung von Edelstahl 304 statt 201, mit seinem höheren tatsächlichen Tonnagebedarf – verformt sich die Stempelspitze nicht. Sie speichert Spannung. Mikrorisse entstehen am Eckradius, wo Stress konzentriert ist. Eines Tages verbinden sie sich.
Und statt einer allmählichen Aufpilzung, die man zurückschleifen kann, gibt es Splitter. Stillstand. Eine beschädigte Matrize. Die Kosten pro Hub explodieren in einer einzigen Schicht.
„Stärker“ bedeutet in diesem Zusammenhang „weniger verzeihend“. Wenn die Last über das hinaus ansteigt, was die Legierung aufnehmen kann, wohin geht diese Energie?

Die meisten erfahrenen Wärmebehandler gruppieren Abkantwerkzeuge stillschweigend um 50 HRC. Das ist der unsichere Waffenstillstand zwischen Verschleißfestigkeit und Zähigkeit. Wenn man Chromoly über 60 HRC hinausschiebt, hört Sprödigkeit auf, theoretisch zu sein.
Nun kommt die Tonnage pro Fuß hinzu.
Stellen Sie sich ein Werkzeug vor, das – auf dem Papier – für eine bestimmte Last ausgelegt ist, basierend auf dem Luftbiegen von Baustahl. Wechseln Sie zum Bodenbiegen von dickem Edelstahl. Die berechnete Tonnage mag noch “innerhalb der Grenzen” liegen, aber Materialschwankungen, Oberflächenzustand und die Wahl der Matrizenöffnung treiben die tatsächlichen Kräfte höher. Nicht um 1 Prozent. Manchmal um Werte, die wirklich zählen.
Chromoly versagt nicht, weil es schwach ist. Es versagt, weil Sie von einer ausgewogenen Legierung verlangen, dass sie Schläge in Schwergewichtsklasse-Schichten absorbiert. Die Kosten-pro-Hub-Rechnung ändert sich, sobald Bruch anstelle von Verschleiß zur dominanten Ausfallart wird.
Die eigentliche Frage ist also nicht, ob 42CrMo gut ist.
Sondern ob seine Ausfallart zu der Belastung passt, die Sie ihm zumuten.
Auf einer Werkbank hatte ich zwei ausgemusterte Stempel aus derselben Presse. Beide liefen nachts mit dickem Edelstahl. Einer hatte eine abgerundete Spitze, die man mit dem Messschieber messen konnte – etwa 0,4 mm Aufstauchung. Dem anderen fehlte die Spitze vollständig. Der erste ging zum Nachschliff und kam wieder in den Einsatz. Der zweite schleuderte Bruchstücke in die Matrize und verletzte die Schultern.
Gleiche Maschine. Ähnliche Tonnage. Völlig unterschiedliche Enden.
Das ist die Weggabelung, sobald man aufhört, Härtezahlen zu verehren. Sie wählen nicht zwischen “stark” und “schwach”. Sie wählen zwischen einem Werkzeug, das sich langsam verformt, und einem, das gespeicherte Energie auf einmal freisetzt. Das eine kostet Sie geplante Wartung. Das andere birgt Splittergefahr. Ich habe das erlebt.
Wenn Profitabilität in Kosten pro Hub gemessen wird, kann der Stempel, der sich vorhersagbar verformt, den Schwergewichts-Kampf trotzdem gewinnen. Der, der spektakulär bricht, mag auf dem Datenblatt härter gewirkt haben, verlässt den Ring aber in Stücken. Was treibt ein Werkzeug tatsächlich in das eine oder andere Schicksal?
Betrachten Sie einen Stempel, der monatelang Baustahl im Luftbiegen bearbeitet hat. Die Spitze ist poliert. Kanten werden weicher. Materialübertrag hinterlässt feine Streifen. Das ist abrasiver und adhäsiver Verschleiß – Oberflächenschäden durch Gleitkontakt und Reibungswärme. Es ist allmählich. In einem 24/7-Betrieb kann sich dieser Verschleiß um etwa ein Drittel beschleunigen im Vergleich zu intermittierenden Läufen, weil die Reibungszyklen nie enden. Doch der Mechanismus bleibt derselbe: Oberflächenverlust, kein struktureller Zusammenbruch.
Betrachten Sie nun einen Stempel, der dicke Bleche im Bodenbiegen nahe seiner Tonnagegrenze bearbeitet hat. Man sieht nicht immer starken Verschleiß. Manchmal sieht die Oberfläche völlig in Ordnung aus. Aber am Eckradius – wo die Geometrie die Spannung konzentriert – finden Sie feine Risse, die senkrecht zur Belastung verlaufen. Das ist Schlagermüdung: wiederholte hohe Druckbelastungen mit Zugspannungen beim Rückfedern an der Oberfläche. Mikrorisse entstehen, dann verbinden sie sich. Eine Schicht sind sie unsichtbar. In der nächsten ist die Spitze weg.
Doch Durchschnittswerte verbergen Spitzen.
Überschreiten Sie die Nenn-Tonnage auch nur um 20 Prozent, kann die Werkzeuglebensdauer sich halbieren. Nicht, weil die Oberfläche doppelt so schnell verschleißt, sondern weil die Spitzenbelastung die Bruchzähigkeitsgrenze überschritten hat. Härte verlangsamt Abrasion. Sie verhindert keinen Riss, sobald die Spannungsintensität an der Spitze das Absorptionsvermögen der Legierung übersteigt.
Wenn Ihre schwersten Blechstärken in diesem Spitzenbereich liegen – warum sollten Sie dann überhaupt für Oberflächenverschleiß optimieren?
Stellen Sie sich ein Werkzeug vor, das – auf dem Papier – für eine bestimmte Last ausgelegt ist, basierend auf dem Luftbiegen von Baustahl. Die Kraft verteilt sich über die Schultern der Matrize. Die Stempelspitze hat zwar Kontakt, ja, aber das Material wird größtenteils durch die Geometrie abgestützt. Härte hilft hier. Sie widersteht Aufschweißungen. Sie hält Kanten scharf. Ein leicht sprödes Werkzeug kann überleben, weil die Spannungsamplitude unter seiner Bruchgrenze bleibt.
Wechseln Sie zum Prägen von halbzölligem Edelstahl.
Nun treibt der Stempel das Material durch die gesamte Dicke in plastische Verformung. Die Tonnage kann auf ein Mehrfaches des Luftbiegens steigen. Die Kontaktfläche verengt sich. Die Druckbelastung an der Spitze steigt stark an, und wenn der Stößel zurückfährt, zieht das elastische Rückfedern des Werkstücks an der Stempeloberfläche und führt dort Zugspannungen ein – genau dort, wo Risse am liebsten entstehen.
Hohe Härte unter diesen Bedingungen ist eine zweischneidige Klinge. Sie widersteht Eindrückung, ja. Aber sie vermindert die Bruchzähigkeit – also die Fähigkeit eines Materials, Rissausbreitung unter Spannung zu widerstehen. Sobald ein Mikroriss entsteht, bietet eine harte, spröde Matrix ihm eine freie Bahn.
Eine härtere Legierung in demselben Ring kann frühe Nasenverformung zeigen. Der Stempel ist nicht katastrophal aufgepilzt; er ist gekrochen. Dieses Kriechen ist Energie, die plastisch aufgenommen statt elastisch gespeichert wurde. Energie dissipiert, nicht bewaffnet.
Fragen Sie sich also: Fahren Sie die ganze Woche federleichte Luftbiegearbeiten mit einem einzigen Schwergewichtsjob am Freitag, oder ist Freitag Ihr eigentliches Geschäft?
Betrachten Sie die Stempelspitze unter einem Mikroskop nach Schnellzyklusarbeit an hochfestem niedriglegiertem Stahl. Reibungshitze kann die Werkstückoberfläche lokal messbar härten – zweistellige prozentuale Zunahmen sind unter schnellem Zyklus keine Fantasie. Dieser gehärtete Streifen wirkt wie Schmirgelpapier gegen den Stempel. Inzwischen trägt die eigene martensitische Struktur des Stempels – harte, körperzentriert tetragonale Kristalle, die während des Abschreckens entstehen – hohe innere Spannungen.
Jeder schwere Zyklus belastet diese Kristalle in Druck. Beim Entlasten steigen die Zugspannungen an der Oberfläche sprunghaft an. Versetzungen – Liniendefekte im Kristallgitter – stauen sich an den Korngrenzen. In einem zäheren Stahl können diese Grenzen einen Riss abstumpfen oder umlenken. In einem sehr harten Chrom-Molybdän-Stahl, der Richtung 60 HRC gedrückt wird, können Karbidpartikel und starre Korngrenzen zu Rissinitiatoren werden.
Der erste Mikroriss ist mikroskopisch. Der zweite verbindet sich. Die Bruchmechanik nennt es Spannungsintensitätsfaktor; auf der Werkhalle nennen wir es “Es hat losgelassen.”
Nun fügen Sie eine Fehlstellung hinzu. Ich habe falsch ausgerichtete Stempel beobachtet, die in hundert Zyklen auf hartem Edelstahl merklich an Schärfe verlieren. Das ist kein Legierungsproblem; das ist Setup. Selbst der zäheste Stahl kann Sie nicht vor ungleichmäßiger Last schützen, die sich auf eine Ecke konzentriert. Aber sobald die Ausrichtung korrekt ist, entscheidet die Materialwahl, ob diese konzentrierte Spannung einen Grat erzeugt – oder einen Bruch.
Auf atomarer Ebene ist Zähigkeit die Fähigkeit, eine Rissspitze durch plastische Verformung abzustumpfen. Härte ist Widerstand gegen Eindrückung. Unter extremer Tonnen-pro-Fuß-Belastung hält Rissabstumpfung Ihr Werkzeug im Einsatz. Eindrückwiderstand hält es nur hübsch – bis zu dem Tag, an dem es das nicht mehr tut.
Wenn Bruchzähigkeit die echte Versicherung gegen Schwerlasten ist, dann verlagert sich die Frage: Welche Legierungen kämpfen in dieser Gewichtsklasse, ohne jede Überlastung in Schrapnell zu verwandeln?
Welche Legierungen überstehen also tatsächlich Schwergewichtsbiegen, ohne Ihre Abkantpresse in eine Granate zu verwandeln?
Nicht die mit den schillerndsten Broschüren.
Zwischen weichen, klebrigen Kohlenstoffstählen, die sich wie Kreide abnutzen, und ultrahartem Chrom-Molybdän-Stahl, der bis zur Eitelkeitshärte getrieben wurde, liegt eine Mittelklasse: D2, A2, T10 und gut verarbeiteter 42CrMo. Keine Champions in jeder Kennzahl. Aber in der richtigen Gewichtsklasse gewinnen sie nach Kosten-pro-Hub – dem einzigen Titel, der die Miete bezahlt.
Den Gewinn interessiert es nicht, welcher Legierungsname in den Schaft eingraviert ist. Es interessiert, wie viele Zyklen Sie vor dem Nachschleifen schaffen, wie oft Sie mit einem Bruch flirten und ob Ihre schwersten Blechjobs nahe an dieser Spitzenbelastungsklippe liegen, die wir gerade erklommen haben.
Hier beginnt der Mythos zu bröckeln.
Nehmen Sie eine Werkstatt, die die ganze Woche 10-Fuß-Sektionen aus 304-Edelstahl verarbeitet. Die Zugfestigkeit steigt gegenüber Baustahl um etwa 50 Prozent, also steigt Ihr Tonnen-pro-Fuß-Wert entsprechend. Stellen Sie sich nun vor, sie kalkulieren den Auftrag mit Luftbiegeformeln für Baustahl und skalieren dann hoch, ohne die Gesenkweite anzupassen. Sie sind näher an der Grenze, als sie denken. Ich habe es gesehen.
Aggressiv für Verschleiß gehärtetes Chrom-Molybdän widersteht anfangs dem Kaltverschweißen. Die Kante bleibt scharf. Der Stempel sieht wunderschön aus. Dann kommen die Spitzen – die momentane Überlastung durch ein engeres V-Gesenk, eine härtere Edelstahlcharge, eine leichte Fehlstellung. Aber Durchschnittswerte verbergen Spitzen.
D2 und A2 verhalten sich anders. D2 bringt hohe Verschleißfestigkeit durch seine Chromkarbide, behält aber bei vernünftiger Wärmebehandlung – nicht Luxus-Härte – nutzbare Bruchzähigkeit. A2 gibt etwas Verschleißfestigkeit zugunsten besserer Maßhaltigkeit und Schlagzähigkeit auf. Bei langen Edelstahlserien, bei denen sowohl Abrieb als auch zyklische Belastung eine Rolle spielen, bedeutet dieses Gleichgewicht weniger Mikrorisse, die sich zu einem katastrophalen Spalt verbinden.
Und hier liegt der Teil, den Verkaufsvertreter nicht einkalkulieren: Wenn Ihre Edelstahlserien Kanten regelrecht auffressen und ein zäheres, niedriglegiertes Werkzeug 20 Prozent länger überlebt bei halbiertem Schrapnellrisiko, kippt die Mathematik. Selbst wenn es etwas häufiger nachgeschliffen werden muss, sinken die Kosten pro Hub, weil Sie nicht um zwei Uhr morgens einen zerbrochenen Stempel verschrotten.
Stell jetzt die unbequeme Frage: Was passiert, wenn dieses “Edelstahl” Typ 201 statt 304 ist und das Tonnage nochmals steigt?
Stell dir ein Werkzeug vor, das auf dem Papier für eine bestimmte Last ausgelegt ist – basierend auf Luftbiegen von Baustahl. Dann ändert sich der Auftrag: engere Matrize, dickere Blechstärke, vielleicht ein unerwarteter Zuwachs an Zugfestigkeit. Die Tonnage pro Fuß steigt, und plötzlich arbeitest du in einer schwereren Gewichtsklasse, für die dein Werkzeug nicht ausgebildet war.
T10 ist ein hochgekohlter Werkzeugstahl. Er kann stark gehärtet werden, hält die Schneide gut und ist erschwinglich. 42CrMo – klassischer Chrom-Molybdän-Stahl – bietet Festigkeit und ordentliche Zähigkeit, besonders bei richtiger Anlassbehandlung. Auf einem Datenblatt sieht 42CrMo oft wie die “stärkere” Wahl aus.
Aber Festigkeit ist nicht dasselbe wie Bruchzähigkeit.
Wenn man 42CrMo auf höhere Härte treibt, um Verschleißfestigkeit zu erreichen, sinkt seine Schlagzähigkeit. Unter wiederholten Spitzenlasten, besonders beim Bodenbiegen von dickeren Blechen, äußert sich das als Rissbildung an den Ecken statt allmählichem Verschleiß. Ich habe es gesehen. Der Stempel stauchte sich nicht – er riss.
T10, auf eine etwas geringere, aber dennoch “ausreichend gute” Härte eingestellt, kann sich in abrasiven Anwendungen etwas schneller abnutzen. Aber wenn dein eigentliches Risiko Spitzenlastbruch und nicht langsame Abrasion ist, dann ist diese zusätzliche Härte nur kosmetische Panzerung. Die zähere Variante absorbiert Energie, anstatt sie in eine Rissspitze zurückzureflektieren.
Eine ausreichende Härte, die überlebt, ist besser als eine perfekte Härte, die explodiert.
Natürlich setzt das alles voraus, dass du die Schneide wirtschaftlich erhalten kannst, sobald sie sich abnutzt.
Die Werkzeuglebensdauer ist nicht nur, wie lange es in der Abkantpresse hält. Es geht darum, wie viele saubere Nachschliffe du durchführen kannst, bevor die Geometrie abweicht oder Mikrorisse wieder auftauchen.
D2 und A2 lassen sich bei richtiger Wärmebehandlung vorhersehbar schleifen. Die Karbidverteilung ist gleichmäßig genug, dass du keine weichen Stellen entlang der Schneide ausgleichen musst. T10 ist unkompliziert – weniger Legierungskomplexität, weniger Überraschungen am Schleifrad. Das zählt auf einem geschäftigen Werkstattboden, wo Stillstand Geld kostet.
Überschärftes Chrom-Molybdän kann launisch sein. Eigenspannungen aus einer aggressiven Wärmebehandlung machen das Nachschleifen zum Glücksspiel; wenn du Material ungleichmäßig abnimmst, kannst du Spannungen freisetzen, die dort still geschlummert haben. Ein winziger Riss, den du nie gesehen hast, wird nach dem Schleifen sichtbar. Ich habe es gesehen.
Und hier liegt der stille Vorteil: zähere, niedrig legierte Stähle verzeihen kleine Schleiffehler, ohne zu Spannungskonzentratoren zu werden. Sie verzeihen. In einer Welt, in der die Ausrichtung nicht perfekt ist und Bediener keine Roboter sind, senkt Verzeihung das Splitterrisiko mehr als zwei zusätzliche Punkte HRC es je könnten.
Das führt zu der Frage, die wichtiger ist als der Legierungsname auf der Seite: Wenn zwei Werkzeuge aus demselben Stahl bestehen, warum überlebt das eine und das andere versagt bei identischer Belastung?
Zwei Stempel. Gleiche 42CrMo-Charge. Gleiche Härte auf dem Zertifikat. Gleiche Abkantpresse, gleicher 3/8-Zoll-Edelstahlauftrag. Der eine lief sechs Monate und kam zum sauberen Nachschliff zurück. Der andere schleuderte an einem Dienstagabend eine Stahlsichel über den Matrizenspalt. Ich habe es gesehen.
Die Legierung hat sich nicht geändert. Die Belastung hat sich nicht geändert. Geändert hat sich, was du auf dem Prospekt nicht lesen konntest: wie tief die Härte reichte, wie die Oberfläche behandelt war und wie diese gehärtete Schicht mit dem darunterliegenden Kern verbunden war. Wenn das Versagen an der Oberfläche beginnt – und das tut es meist bei zyklischem Biegen – zählt Chemie weniger als Architektur. Also, was genau in dieser Architektur entscheidet, ob sich die Schneide brav abnutzt oder Splitter hinterlässt?
Stell dir einen Querschnitt unter dem Mikroskop vor. Ein durchgehärtetes Werkzeug – richtig abgeschreckt und angelassen – zeigt eine ziemlich einheitliche Härte von der Oberfläche bis zum Kern. Nicht identisch, aber konsistent. Der ganze Körper trägt die Last, und wenn er nachgibt, dann allmählich. Du bekommst Stauchungen, Kantenausrundungen, Warnsignale.
Nehmen Sie nun einen induktiv gehärteten Stempel. Die Oberfläche kann mit 58–60 HRC getestet werden, aber die Einhärtungstiefe liegt oft unter 2 Millimetern. Darunter befindet sich ein weicherer, zäher Kern. Auf dem Papier klingt das ideal: harte Haut für Verschleiß, duktiles Zentrum für Schlagbelastung. Beim Luftbiegen von dünnem Material funktioniert das.
Wechseln Sie zu dickem Material im Bodenbiegen, hoher Presskraft pro Fuß und zyklischen Spitzenlasten. Die oberste Schicht ist martensitisch – hart und spröde. Der Kern biegt sich unter Last mikroskopisch. Diese Diskrepanz erzeugt Schubspannung genau an der Grenzfläche. Nach genügend Zyklen entstehen kleine Risse parallel zur Oberfläche. Dann hebt sich ein Segment ab. Das ist Abplatzung – Oberflächenablösung, verursacht durch zyklische Scherbelastung. Und wenn diese spröde Schale sich löst, schält sie sich nicht wie Farbe ab. Sie wird weggeschleudert.
Eine flache Einsatzhärtung bei einem Schwergewichtsjob ist ein Klassenfehlmatch. Die äußere Schale nimmt den Schlag, der Kern bewegt sich anders, und die Grenzfläche wird zur Rissautobahn. Der Stempel ist nicht aufgepilzt. Er hat Fragmente abgestoßen.
Durchhärtung vermeidet diese Grenzfläche, bringt aber eigene Kompromisse: Wenn man die Härte zu hoch treibt – denken Sie an H13 im hohen 50er-HRC-Bereich –, verliert man Bruchzähigkeit überall, nicht nur an der Oberfläche. Jetzt verhält sich der gesamte Querschnitt wie diese spröde Schale. Der Versagensmodus wechselt von Abplatzung zu Ganzkörperrissbildung. Anderer Weg. Gleiches Splitterrisko.
Wenn Induktion also ein dünner Helm ist und Durchhärtung den ganzen Schädel spröde machen kann, gibt es dann einen Mittelweg, der nicht über seine Gewichtsklasse lügt?
Laserhärtung funktioniert anders. Anstatt das ganze Werkzeug zu erhitzen oder sich auf elektromagnetische Eindringtiefe wie bei der Induktion zu verlassen, nutzt sie einen kontrollierten Laserstrahl, um ein definiertes Oberflächenband zu austenitisieren, das sich dann in das Grundmaterial hinein selbst abschreckt. Bei üblichen Stählen wie 4140 oder 4130 kann man an der Oberfläche etwa 58–62 HRC erreichen, mit kontrollierter Einhärtungstiefe und minimaler Verzerrung – oft unter einem Tausendstel Zoll auf kurzen Abschnitten und einigen Hundertstel Zoll über lange Längen, wenn richtig gesteuert.
Diese Präzision ist in Abkantwerkzeugen entscheidend, wo die Geradheit über zehn Fuß bestimmt, ob Ihre Presskraft gleichmäßig verteilt oder an einer Ecke konzentriert ist.
Aber hier ist der Teil, über den Prospekte flüstern: Die Einhärtungstiefe ist trotzdem endlich. Sie erzeugen weiterhin einen Gradienten – außen hart, innen zäher. Der Unterschied liegt in der Kontrolle. Mit Laser lässt sich Tiefe und Breite der gehärteten Zone an den erwarteten Kontaktstress anpassen. Für präzises Luftbiegen und mäßiges Bodenbiegen kann das den Verschleiß verringern, ohne die abrupte Härtestufe zu erzeugen, die bei flachen Induktionsschichten üblich ist.
Es ist keine Magie. In einem echten Schwerlastszenario – schmale V-Matrizen, hochfestes Blech, wiederholtes Bodenbiegen – wenn die gehärtete Schicht zu dünn im Verhältnis zur Kontakttiefe ist, entsteht wieder dasselbe Ablösungsrisiko. Physik verhandelt nicht.
Wo die Laserhärtung sich bezahlt macht, ist in Verzerrungskontrolle und Wiederholbarkeit. Weniger Verzug nach der Wärmebehandlung bedeutet weniger ausrichtungsbedingte Spitzenlasten. Und bedenken Sie, Durchschnittswerte verbergen Spitzen. Wenn ein verzogenes Werkzeug lokale Überlast erzeugt, sind Sie wieder bei der Rissentstehung an einer Ecke – unabhängig von der Legierung.
Laserhärtung kann also das Beste aus beiden Welten sein – wenn die Einhärtungstiefe dem Spannungsfeld entspricht und der Grundstahl echte Bruchzähigkeit behält. Andernfalls ist es nur ein hübscherer Helm.
Das führt uns zu etwas, das die meisten Käufer ignorieren, weil es keine Rockwell-Zahl trägt.
Fahren Sie mit Ihrem Fingernagel über zwei neue Stempel. Einer ist sauber geschliffen, feines Finish entlang der Biegekante. Der andere zeigt feine Schleifspuren senkrecht zur Belastung. Beide messen 56 HRC. Unter Last verhalten sie sich unterschiedlich.
Diese mikroskopischen Rillen wirken wie Spannungskonzentratoren. Sie erhöhen die Reibung gegen das Blech, was die lokale Temperatur in der Kontaktzone ansteigen lässt. Hitze macht genau die Oberfläche weicher, für deren Härtung Sie bezahlt haben. Dann beginnt das Kaltverschweißen – Materialübertrag vom Blech auf das Werkzeug. Jetzt haben Sie Hochpunkte geschaffen, die beim nächsten Hub die Kontaktspannung verstärken.
Reibung ist Kraft. Zusätzliche Kraft bedeutet höhere effektive Presskraft pro Fuß. Höhere Presskraft bedeutet tiefere Spannungseindringung in die Werkzeugfläche. Und plötzlich reicht die sorgfältig konstruierte Einhärtungstiefe nicht mehr aus.
Eine glattere Oberfläche senkt den Reibungskoeffizienten, reduziert Wärmeentwicklung und verteilt die Kontaktfläche gleichmäßiger. Das verringert Spitzenbelastungen, was die Wahrscheinlichkeit von Rissbildung senkt. Gleicher Stahl. Gleiche Härte. Unterschiedliche Oberflächenintegrität. Unterschiedliche Kosten pro Hub.
Ich habe Werkstätten gesehen, die Legierungsupgrades jagten, obwohl sie eigentlich ein Schleifdisziplinproblem hatten.
Oberflächenfinish klingt nicht heroisch. Es gewinnt keine Fachmesse-Debatten. Aber in der entscheidenden Mathematik – wie viele Hübe vor dem Nachschleifen, wie viele Nachschliffe vor dem Ausschuss – verschiebt es die Kurve. Und wenn man das über Tausende Zyklen bei den schwersten Materialien multipliziert, zeigt sich die Gewinnlücke in vermiedenen Ausfallzeiten und nicht bestellten Notfallersatzteilen.
Wenn also die Härtetiefe die Geschichte der inneren Spannungen bestimmt und die Oberflächengüte die Kontaktgeschichte festlegt, was bedeutet das für Ihre Nachschleifintervalle, Verzugskorrekturen und Ihre tatsächlichen Kosten pro Hub, wenn der Auftragsmix schwierig wird?
Sie wollen wissen, wie sich Einsatzhärtetiefe und Oberflächengüte in Dollar ausdrücken – nicht in Laborberichten.
Wenn Sie Werkzeuge und Maschinenkombinationen für höhere Tonnagen oder gemischte Materialproduktion bewerten, ist es hilfreich, sich detaillierte Spezifikationen statt Marketingzusammenfassungen anzusehen. Technische Daten zu Biegesystemen, CNC-Steuerungsfunktionen und Anwendungsbereichen in der Schwerblechbearbeitung können Sie hier herunterladen: Laden Sie die technischen Broschüren und Spezifikationsdokumente herunter. Diese Unterlagen von CN-HAWE zeigen CNC-basierte Biegelösungen, die mit gezielter F&E-Unterstützung entwickelt wurden, und liefern Ihnen konkrete Parameter zum Vergleich mit Ihren eigenen Berechnungen der Kosten pro Biegung.
So sieht das in der Praxis an einer Abkantpresse für dickes Material aus. Eine flache, gehärtete Schicht unter hoher Tonnage pro Fuß beginnt früher mit Mikrorissen – Sie erreichen also Ihr erstes Nachschleifen schneller. Jedes Nachschleifen entfernt Material, verändert die Geometrie der Matrizenöffnung und erzwingt eine Einstellkorrektur. Wenn der Verzug bereits beim Härten eingebrannt war, müssen Sie unterlegen und nachjustieren, um wieder gleichmäßigen Kontakt zu erreichen. Das ist keine Metallurgie mehr. Das ist eine Maschine, die stillsteht, während ein $200-pro-Stunde-Anlage wartet, weil Sie über zehn Fuß hinweg einem Tausendstel hinterherjagen.
Kosten pro Biegung sind Kaufpreis geteilt durch die Gesamtzahl erfolgreicher Biegungen vor Ausschuss, plus die Kosten jeder Unterbrechung auf dem Weg dorthin.
Nun kommt die Oberflächenintegrität ins Spiel. Ein rauerer Schliff erhöht die Reibung, was die effektive Tonnage steigert und die Spannungen tiefer als die vorgesehene Härtetiefe treibt. Nachschliffe erfolgen häufiger. Aufschweißungen bilden Erhöhungen. Diese Erhöhungen konzentrieren die Last und beschleunigen die Rissbildung. Doch Durchschnittswerte verbergen Spitzen. Eine einzige lokale Überlastung an einem verzogenen Werkzeug kann eine Woche projizierte Lebensdauer in einer einzigen Schicht vernichten. Ich habe es gesehen.
Die Frage lautet also nicht mehr: “Welche Rockwell-Härte habe ich gekauft?”, sondern: “Wie viele Hübe bekomme ich zwischen den Eingriffen, und was kostet mich jeder Eingriff an verlorenem Durchsatz?”
Wenn der nächste Schritt darin besteht, direkt mit dem Team zu sprechen, Kontaktieren Sie uns passt hier natürlich hinein.
Das teuerste Werkzeug in Ihrem Regal ist nicht das mit der höchsten Rechnung.
Es ist das, das um 15:00 Uhr während eines 500-Teile-Laufs in 3/8-Zoll-Blech bricht, wenn der Ersatz sich in einem anderen Gebäude befindet und die kundenspezifische Matrize, die Sie dazu kombiniert haben, viertausend Dollar gekostet hat. Stellen Sie sich ein Werkzeug vor, das – auf dem Papier – für eine bestimmte Last beim Luftbiegen von Baustahl ausgelegt ist. Setzen Sie es dann zum Prägen von hochfestem Material bei nahezu voller Maschinenkapazität ein. Volldurchdringung. Kein Rückfederung. Maximale Tonnage. Sie haben die Gewichtsklasse gewechselt, ohne es zuzugeben.
Wenn ein sprödes, hochhartes Werkzeug während des Laufs bricht, verlieren Sie nicht nur das Werkzeug. Sie verlieren den Zeitplan. Sie riskieren teils geformte Teile als Ausschuss. Wenn es ein Sonderprofil war, amortisieren Sie diese Kosten nicht mehr über Jahre – Sie verschlingen sie in einer hässlichen Woche. Die Kosten pro Biegung explodieren, weil der Nenner – erfolgreiche Biegungen – zusammenbricht.
Und wenn Ihre Werkstatt lange Biegungen fährt, denken Sie daran: Verdoppelte Biegelänge verdoppelt die erforderliche Tonnage. Keine Legierung umgeht diese Mathematik. Wenn die Maschine nahe an ihrer Grenze arbeitet, kämpft jedes Werkzeug in der Schwergewichtsklasse, ob es will oder nicht. In dieser Arena ist Bruchzähigkeit kein Luxus. Es ist Überleben.
Warum also sollte jemand 40% mehr für ein “Premium”-Material bezahlen?
Manchmal tut er das.
Wenn dieser Aufpreis Ihnen eine tiefere, richtig abgestimmte Härtung mit zähem Kern verschafft – was bedeutet, dass sich die Nachschleifintervalle in einem Hochvolumenbeispiel von etwa 20.000 Hüben auf 35.000 verlängern – sinkt Ihre monatliche Stillstandszeit. Weniger Werkzeugwechsel. Weniger Neueinrichtungen. Weniger Chancen, durch Einstellfehler Spitzenlasten zu erzeugen. Über Hunderttausende von Biegungen hinweg kann das einen höheren Kaufpreis schnell ausgleichen.
Aber hier liegt die Falle: Wenn der Aufpreis hauptsächlich eine höhere Oberflächenhärte kauft, ohne eine proportionale Bruchzähigkeit, und Sie gemischte Aufträge fahren – heute Luftbiegen, morgen Bodenbiegen, vielleicht Prägen am Freitag –, könnten Sie die Lebensdauer unter Spitzenbedingungen verkürzen. Der Stempel hat sich nicht aufgepilzt. Er ist gebrochen. Jetzt hat Ihr 40%-Premium weniger gesamte Hübe geliefert als eine zähere, etwas weichere Alternative.
Kosten pro Hub interessieren sich nicht für Marketingstufen.
Das Premium lohnt sich, wenn es die stabile Produktionszeit bei Ihrer schwersten Blechdicke verlängert. Es lässt Sie bluten, wenn es Härtezahlen verfolgt, die die Spitzenpresskraft pro Fuß nicht überstehen. Ich habe Werkstätten gesehen, die diese Lektion auf die laute Weise gelernt haben.
Was uns zu den Lieblingen der Prospektgemeinde bringt.
Hartmetall ist ein Skalpell.
Beim dünnen, wiederholbaren Luftbiegen unter kontrollierten Lasten hält es die Schneidengeometrie wunderschön. Minimale Abnutzung. Vorhersehbare Winkel. Lange Intervalle zwischen Wartungen. In dieser Gewichtsklasse ist es ein Champion.
Bringen Sie es in das Hochtonnage-Bodenbiegen oder das Prägen von dickem Blech, und Sie verlangen von einem Glashammer, wie geschmiedeter Stahl zu schlagen. Die Druckfestigkeit von Hartmetall ist enorm. Seine Bruchzähigkeit ist es nicht. Eine Fehlalignment. Eine unerwartete Überlast durch ein verzogenes Blech oder einen leichten Wölbungsfehler. Splitterrisiko. Ich habe es schon passieren sehen.
Beschichtungen erzählen eine ähnliche Geschichte. Eine reibungsarme Beschichtung reduziert Kaltverschweißung und Wärme, was die Lebensdauer legitim verlängern kann, indem die effektive Presskraft gesenkt wird. Das hilft bei den Kosten pro Biegung. Aber wenn das Substrat darunter nicht die Zähigkeit für Ihre Spitzenlasten besitzt, wird die Beschichtung zu dekorativer Rüstung über einem spröden Kern. Wenn die Basis bricht, bricht die Beschichtung mit.
Die eigentliche Rechnung lautet also nicht: “Ist Chromoly König?” oder “Ist Hartmetall Elite?”
Sondern diese: Angesichts Ihrer maximalen Presskraft pro Fuß, Ihrer längsten Biegungen und Ihres schwierigsten Materialmixes – welches Werkzeug überlebt die Spitzen oft genug, um über ein Jahr gesehen die niedrigsten Kosten pro Biegung zu liefern?
Das ist der einzige Meisterschaftsgürtel, der Ihre Rechnungen bezahlt.
Sie wählen das Werkzeug nicht nach der Legierungstabelle. Sie wählen es nach dem härtesten Auftrag, der Ihre Miete bezahlt.
Die meisten Werkstätten können eine einfache Frage nicht beantworten: Welche höchste Presskraft pro Fuß erreichen wir tatsächlich in einem normalen Monat – nicht im Prospekttest, sondern in einem echten Lauf mit unserem echten Mix an Teilen? Solange Sie das nicht wissen, diskutieren Sie über Härte, als wäre sie eine Charaktereigenschaft. Dieses Framework zwingt Sie dazu, dort anzufangen, wo Werkzeuge tatsächlich sterben – bei der Spitzenlast – und rückwärts zu dem Material zu arbeiten, das diese Spitzen langsam statt explosionsartig übersteht.
Woher kommen diese Spitzen also in Ihrer Werkstatt?
Ziehen Sie ein Jahr an Aufträgen heran. Nicht Umsatz – Material und Dicke.
Formeln für Weichstahl gehen von etwa 60.000 PSI Zugfestigkeit aus. Das ist die Grundlage der meisten Presskraftdiagramme. Schauen Sie nun, wie oft Sie Edelstahl, verschleißfestes Blech oder hochfeste Strukturqualitäten biegen. Die Anpassung ist im Prinzip einfach: multiplizieren Sie die Basispresskraft mit der tatsächlichen Zugfestigkeit, geteilt durch 60.000. Wenn Ihr Edelstahl näher bei 90.000 PSI liegt, haben Sie die Presskraft für die gleiche Dicke und Werkzeugöffnung gerade um das 1,5‑Fache erhöht.
Dieser Multiplikator ist auf dem Papier leise. An der Stempelspitze ist er gewalttätig.
Ein Laden, der sagt: “Wir laufen meistens mild”, aber heimlich zwei Tage pro Woche Hochfestarbeit einbaut, hat seine Gewichtsklasse bereits gewechselt, ohne es zuzugeben. Diese Tage bestimmen dein Splitterrisko, nicht die entspannten Dienstage. Ich habe es gesehen.
Die erste Diagnose lautet also nicht: “Welche Legierung ist König?”, sondern: “Wie viel Prozent unserer Hübe liegen in der Schwergewichtsdivision?” Denn wenn auch nur 20% deines Jahresvolumens bei 1,5× bis 2× der Basis-Tonnage liegt, dann wedelt der Schwanz mit dem Werkzeughund.
Aber das Material allein erklärt die echten Spitzen nicht, oder?
Jetzt quantifizieren wir die Schläge, die du tatsächlich ausführst.
Beginne mit der Standard-Tonnage pro Fuß beim Luftbiegen für deine gängigen Blechdicken und V-Öffnungen. Dann füge das hinzu, was die Formeln üblicherweise verbergen: Methodenfaktor und Werkzeugwahl.
Luftbiegen ist dein 1,0× Basiswert. Gesenkformen kann 5× erreichen. Prägen kann über 10× hinausgehen. Wird eine V-Matrize enger als die typische 6–8× Blechdicken-Regel gewählt, steigt die Tonnage schnell – manchmal exponentiell bei dicken Blechen. Werkstätten, die enge Radien auf dicken Platten jagen, erzeugen oft ihre eigene Überlastsituation und geben dann der Legierung die Schuld, wenn etwas reißt.
Stell dir ein Werkzeug vor, das – auf dem Papier – für eine bestimmte Last beim Luftbiegen von Baustahl ausgelegt ist. Jetzt führst du Gesenkbiegen an hochfestem Material in einer engen Matrize durch. Du hast das Kataloglimit nicht nur ein bisschen überschritten. Du hast die Physik des Kampfes verändert.
Hier der praktische Schritt: Erstelle eine einfache Tabelle für deine zehn volumenstärksten Aufträge. Liste für jeden auf:
Berechne Tonnen pro Fuß. Multipliziere dann mit der Biegelänge, um die Gesamtmaschinenlast zu sehen. Markiere die drei höchsten Tonnage-pro-Fuß-Bedingungen. Das sind deine Auslegungslasten. Alles andere ist Rauschen.
Aber wenn du die Spitzenwerte kennst, wie übersetzt du das in die Materialwahl, ohne wieder in Härteverehrung zu verfallen?
“Das Beste” ist nicht die härteste Legierung, die deine höchste theoretische Last überlebt.
“Das Beste” ist das Material, das sich unter deiner identifizierten Spitzen-Tonnage pro Fuß so abnutzt, dass der Durchsatz geschützt bleibt.
Wenn du hauptsächlich Luftbiegen in Baustahl mit seltenen Spitzen betreibst, kann ein Werkzeug mit höherer Härte und moderater Zähigkeit die Nachschleifintervalle verlängern und beim Kosten-pro-Hub gewinnen. Der Stempel ist nicht aufgestaucht. Er hat sich langsam abgenutzt. Vorhersehbar. Das ist profitabel in der Leichtgewichtsdivision.
Wenn deine Tabelle häufiges Biegen schwerer Bleche nahe der Maschinenkapazität zeigt, lebst du in der Schwergewichtsklasse. Hier zählt Bruchzähigkeit – die Fähigkeit, Energie aufzunehmen, ohne zu reißen – mehr als ein paar zusätzliche Rockwell-Punkte. Ein etwas weicherer, zäherer Kern, der sich verformt, bevor er bricht, verschafft dir eine Warnung. Er kann aufstauchen. Er muss vielleicht früher nachgeschliffen werden. Aber er explodiert nicht mitten im Lauf und zerstört eine $4.000-Sondermatrize. Ich habe es gesehen.
Definiere also zuerst den akzeptablen Ausfallmodus. Langsamer Verschleiß? Leichtes Kantenumrollen? In Ordnung. Katastrophaler Riss unter Spitzenlast? Unzulässig. Danach bewertest du Materialien nicht nach Prospektklasse, sondern danach, wie sie sich bei deiner markierten Tonnage pro Fuß verhalten.
Und hier ist die nicht offensichtliche Verschiebung: Deine “Werkstatt-DNA” ist kein gewöhnlicher Job. Es sind deine wiederholbaren Spitzen. Die Legierung, die gewinnt, ist diejenige, deren Bruchzähigkeit diesen Spitzen ausreichend nahekommt, um sie zu überstehen, und deren Härte gerade hoch genug ist, um den Verschleiß über dein tatsächliches Produktionsvolumen wirtschaftlich zu halten.
Rentabilität ist kein Meisterschaftsgürtel für den härtesten Stahl im Regal.
Sie ist Kosten-pro-Hub in deiner Gewichtsklasse.


















