

Le poinçon n’a pas champignonné. Il ne s’est pas usé lentement. Il s’est cassé net.
Plaque d’un demi-pouce. Pliage en fond de matrice, pas pliage à l’air. L’opérateur jurait que le tableau des tonnages indiquait qu’il était dans les limites. Le poinçon en chromoly avait travaillé l’acier doux pendant des années sans se plaindre. Puis un quart de travail, sous une charge qui paraissait “ légale ” sur le papier, la pointe a lâché et a parsemé l’espace de la matrice de fragments. Je l’ai déjà vu arriver.
Si le 42CrMo est le choix sûr de l’industrie, pourquoi se comporte-t-il comme un poids moyen entrant sur un ring de poids lourds lorsque le tonnage par pied augmente ? La réponse ne tient pas toujours seulement à la métallurgie — c’est souvent le système de presse plieuse lui-même. Dans les scénarios à tonnage élevé, la rigidité du bâti, la distribution de la force contrôlée par CNC et la précision de l’alignement déterminent si les outillages restent dans leurs limites réelles ou dérivent vers des zones de contraintes destructrices. Explorer comment une solution entièrement basée sur la CNC comme la presse plieuse CN-HAWE est conçue pour des applications de pliage exigeantes aide à reformuler la question, passant de “ Cet outil est-il suffisamment solide ? ” à “ Tout le système de pliage est-il conçu pour cette charge ? ”
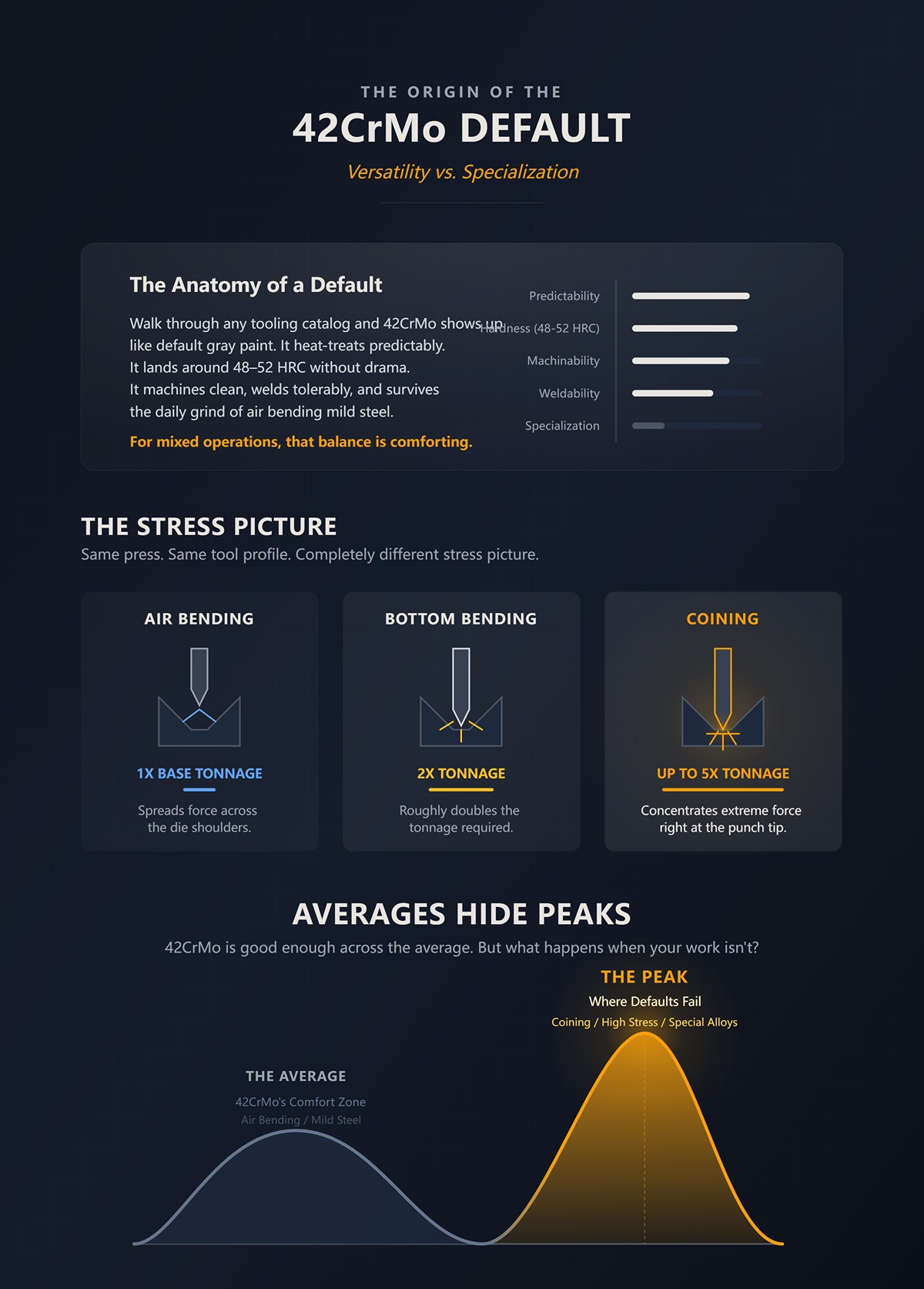
Feuilletez n’importe quel catalogue d’outillage et le 42CrMo apparaît comme la couleur grise par défaut. Il se traite thermiquement de manière prévisible. Il se situe autour de 48–52 HRC sans complication. Il s’usine proprement, se soude de façon acceptable, survit à l’usure quotidienne du pliage à l’air de l’acier doux. Pour les ateliers travaillant sur des épaisseurs et matériaux variés, cet équilibre est rassurant.
Parce que la plupart des pliages sont des pliages à l’air.
Le pliage à l’air répartit la force sur les épaules de la matrice. Le pliage en fond de matrice double à peu près le tonnage. Le matriçage (coining) peut exiger jusqu’à cinq fois plus, concentrant la force directement sur la pointe du poinçon. Même presse. Même profil d’outil. Image de contrainte complètement différente. Pourtant, le choix de l’alliage change rarement selon la méthode.
C’est ainsi que le 42CrMo est devenu roi : il est « assez bon » en moyenne. Mais les moyennes cachent des pics. Que se passe-t-il lorsque votre travail n’est pas moyen ?
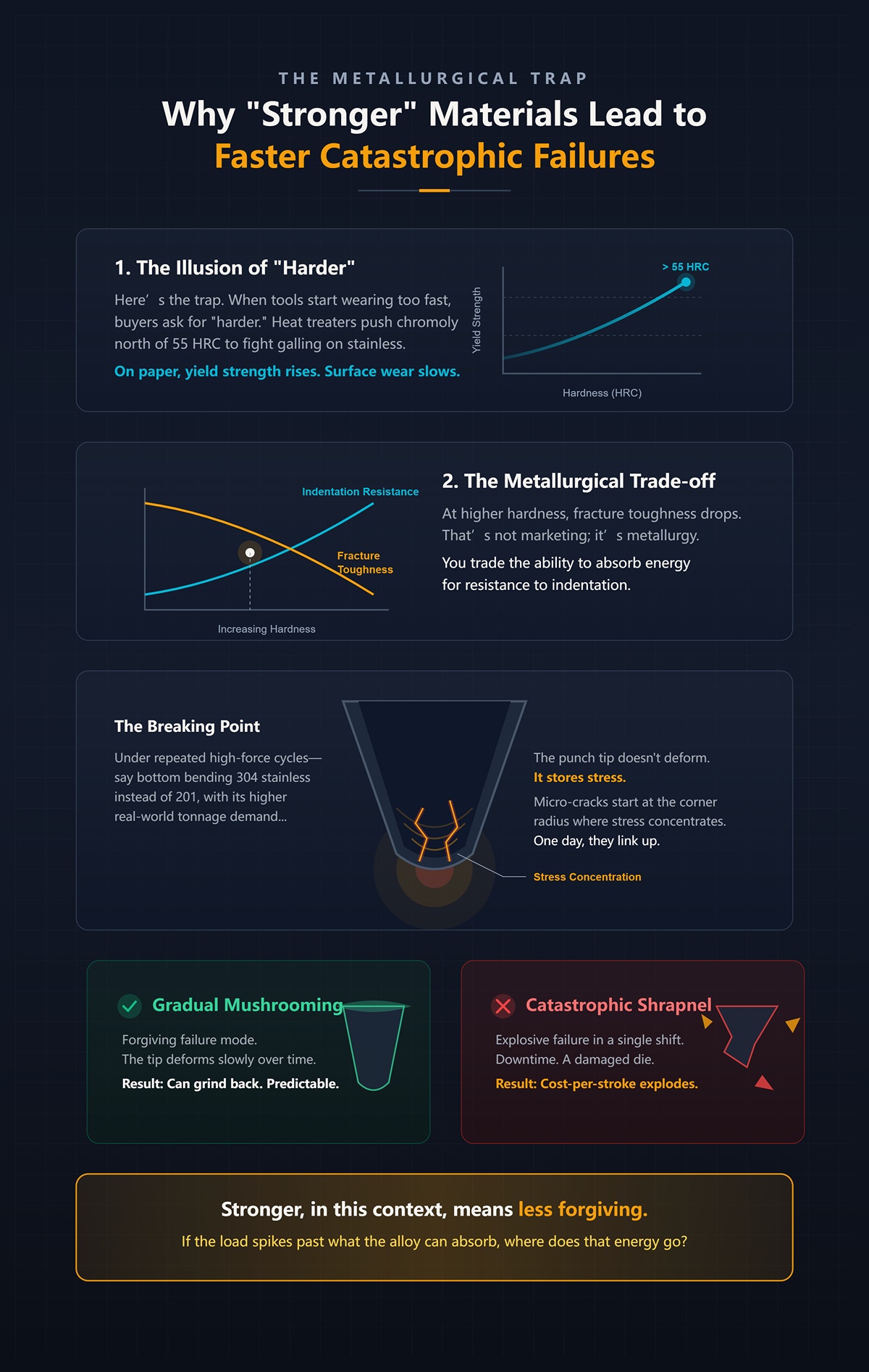
Voici le piège. Quand les outils commencent à s’user trop vite, les acheteurs demandent du “ plus dur ”. Le traitement thermique pousse le chromoly au-delà de 55 HRC pour lutter contre le grippage sur l’inox. Sur le papier, la limite d’élasticité augmente. L’usure de surface ralentit.
Puis le travail lourd arrive.
À des duretés plus élevées, la ténacité à la rupture chute. Ce n’est pas du marketing, c’est de la métallurgie. On échange la capacité d’absorber l’énergie contre la résistance à l’empreinte. Sous des cycles répétés de fortes contraintes — par exemple le pliage en fond de matrice d’un inox 304 au lieu du 201, avec sa demande réelle de tonnage plus élevée — la pointe du poinçon ne se déforme pas. Elle accumule la contrainte. Des microfissures se forment au rayon d’angle où les tensions se concentrent. Un jour, elles se relient.
Et au lieu d’un champignonnage progressif que l’on peut meuler, on obtient des éclats. Un arrêt machine. Une matrice endommagée. Le coût par coup explose en un seul quart de travail.
Plus « fort », dans ce contexte, signifie moins tolérant. Si la charge dépasse ce que l’alliage peut absorber, où va cette énergie ?

La plupart des expérimentés du traitement thermique regroupent discrètement les outillages de presse plieuse autour de 50 HRC. C’est la trêve fragile entre résistance à l’usure et résilience. Si l’on dépasse largement 60 HRC sur du chromoly, la fragilité cesse d’être théorique.
Ajoutez maintenant le tonnage par pied.
Imaginez un outil dont la charge nominale—sur le papier—est calculée pour le pliage à l’air d’un acier doux. Passez au pliage en fond sur de l’inox épais. La tonnage calculée peut encore sembler “ dans les limites ”, mais les variations de nuance, l’état de surface et le choix de l’ouverture de matrice poussent les forces réelles vers le haut. Pas de 1 %. Parfois, de marges significatives.
Le chromoly ne cède pas parce qu’il est faible. Il cède parce que vous demandez à un alliage équilibré d’encaisser des coups de massue sans relâche. Les calculs de coût par frappe changent dès que la fracture remplace l’usure comme mode de défaillance dominant.
La vraie question n’est donc pas de savoir si le 42CrMo est bon.
C’est de savoir si son mode de rupture correspond aux contraintes que vous lui imposez.
Sur un établi, j’avais deux poinçons retirés de la même presse. Tous deux avaient travaillé l’inox épais en équipe de nuit. L’un avait un nez arrondi que l’on pouvait mesurer au pied à coulisse — environ 0,4 mm de matage. L’autre avait perdu entièrement sa pointe. Le premier est parti au réaffûtage et est revenu au service. Le second a projeté des fragments dans la cavité de la matrice et rayé les épaulements.
Même machine. Tonnage similaire. Fins complètement différentes.
C’est la bifurcation à laquelle vous arrivez quand vous cessez de vénérer les chiffres de dureté. Vous ne choisissez pas entre “ fort ” et “ faible ”. Vous choisissez entre un outil qui se déforme lentement et un autre qui libère son énergie accumulée d’un coup. L’un vous coûte de la maintenance programmée. L’autre comporte un risque d’éclats. Je l’ai déjà vu.
Si la rentabilité se mesure en coût par frappe, le poinçon qui se déforme de manière prévisible peut remporter le combat en catégorie lourde. Celui qui se fracture spectaculairement pouvait sembler plus dur sur une brochure, mais il quitte le ring en morceaux. Alors qu’est-ce qui pousse réellement un outil vers l’un ou l’autre destin ?
Observez un poinçon qui plie à l’air de l’acier doux depuis des mois. Le nez est poli. Les arêtes s’adoucissent. Le transfert de matière laisse de fines traces. C’est de l’usure abrasive et adhésive — des dommages de surface dus au contact glissant et à la chaleur du frottement. C’est progressif. En production continue 24/7, cette usure peut s’accélérer d’environ un tiers par rapport à des cycles intermittents, car les frottements ne s’arrêtent jamais ; mais le mécanisme reste le même : perte de surface, pas effondrement structurel.
Regardez maintenant un poinçon qui effectue du pliage en fond sur des plaques épaisses proches de son tonnage limite. Vous ne verrez pas toujours une forte usure. Parfois, la surface semble correcte. Mais au rayon d’angle—là où la géométrie concentre les contraintes—vous trouverez des fissures fines, perpendiculaires à la charge. C’est de la fatigue par impact : des charges de compression répétées avec rebond en traction à la surface. Des microfissures se forment, puis se relient. Un poste, elles sont invisibles. Le suivant, la pointe a disparu.
Mais les moyennes cachent les pics.
Dépassez le tonnage nominal de seulement 20 % et la durée de vie de l’outil peut être divisée par deux. Non pas parce que la surface s’use deux fois plus vite, mais parce que la contrainte maximale a franchi le seuil de ténacité à la fracture. La dureté ralentit l’abrasion. Elle ne fait rien pour arrêter une fissure une fois que l’intensité de contrainte en bout dépasse ce que l’alliage peut absorber.
Si vos travaux les plus lourds évoluent dans cette zone de pics, pourquoi optimiser pour l’usure de surface ?
Imaginez un outil dont la charge nominale—sur le papier—est calculée pour le pliage à l’air d’un acier doux. La force se répartit sur les épaules de la matrice. La pointe du poinçon subit un contact, certes, mais la pièce est surtout soutenue par la géométrie. La dureté aide ici. Elle résiste au grippage. Elle garde les arêtes nettes. Un outil légèrement cassant peut survivre, car l’amplitude des contraintes reste sous sa limite de fracture.
Passez maintenant au matriçage d’un inox de 12 mm.
À présent, le poinçon pousse le matériau dans une déformation plastique sur toute l’épaisseur. Le tonnage peut atteindre plusieurs fois celui du pliage à l’air. La zone de contact se rétrécit. La charge de compression à la pointe s’envole, et lorsque le coulisseau se rétracte, le retour élastique de la pièce tire sur la surface du poinçon, introduisant des composantes de traction exactement là où les fissures aiment naître.
Une forte dureté dans ces conditions est une lame à double tranchant. Elle résiste bien à l’indentation, oui. Mais elle réduit la ténacité à la fracture — la capacité d’un matériau à limiter la propagation des fissures sous contrainte. Une fois qu’une microfissure apparaît, une matrice dure et cassante lui offre une voie rapide.
Un alliage plus résistant dans cette même bague peut présenter une déformation précoce du nez. Le poinçon ne s’est pas évasé de manière catastrophique ; il a flué. Ce fluage correspond à de l’énergie absorbée plastiquement plutôt que stockée élastiquement. De l’énergie dissipée, non utilisée comme une arme.
Alors demandez-vous : passez-vous la semaine à effectuer des pliages légers à l’air avec un seul travail lourd le vendredi, ou est-ce que le vendredi représente votre véritable activité ?
Placez la pointe de ce poinçon sous un microscope après des cycles rapides sur un acier faiblement allié à haute résistance. La chaleur de friction peut durcir localement la surface de la pièce de manière mesurable—des augmentations de pourcentage à deux chiffres ne sont pas un fantasme sous des cycles rapides. Cette bande durcie agit comme du papier de verre contre le poinçon. Pendant ce temps, la propre structure martensitique du poinçon—des cristaux durs, tétragonaux centrés sur le corps, formés lors de la trempe—porte de fortes contraintes internes.
Chaque cycle lourd charge ces cristaux en compression. Lors du relâchement, les contraintes de traction atteignent un pic à la surface. Les dislocations—défauts linéaires dans le réseau cristallin—s’accumulent aux joints de grains. Dans un acier plus tenace, ces joints peuvent émousser ou dévier une fissure. Dans un chromoly très dur approchant les 60 HRC, les particules de carbures et les joints de grains rigides peuvent devenir des initiateurs de fissures.
La première microfissure est microscopique. La seconde se relie. La mécanique de la fracture appelle cela le facteur d’intensité de contrainte ; sur le terrain, on appelle ça : “ ça a lâché ”.”
Ajoutez maintenant un désalignement. J’ai vu des poinçons mal alignés perdre une netteté notable en une centaine de cycles sur de l’inox dur. Ce n’est pas un problème d’alliage ; c’est un problème de montage. Même l’acier le plus robuste ne peut vous sauver d’une charge inégale concentrée sur un coin. Mais une fois l’alignement corrigé, le choix du matériau détermine si cette contrainte concentrée produit une bavure — ou une rupture.
Au niveau atomique, la ténacité est la capacité d’émousser la pointe d’une fissure par déformation plastique. La dureté est la résistance à l’indentation. Sous un tonnage extrême par pied, l’émoussage des fissures maintient votre outil dans la course. La résistance à l’indentation ne fait que le garder joli jusqu’au jour où il ne l’est plus.
Si la ténacité à la fracture est la véritable assurance contre les charges lourdes, alors la question change : quels alliages peuvent combattre dans cette catégorie de poids sans transformer chaque surcharge en éclats ?
Alors, quels alliages survivent réellement aux pliages lourds sans transformer votre presse plieuse en grenade ?
Pas ceux qui arborent les brochures les plus tape-à-l’œil.
Entre les aciers au carbone tendres et pâteux qui s’usent comme de la craie et les chromolys ultra-durs portés à une dureté de vanité, se situe une classe moyenne : D2, A2, T10 et un 42CrMo bien traité. Pas des champions sur tous les critères. Mais dans la bonne catégorie de poids, ils l’emportent sur le coût par coup — le seul titre qui paie le loyer.
Le profit ne se soucie pas du nom d’alliage gravé sur la tige. Il se soucie du nombre de cycles avant réaffûtage, de la fréquence à laquelle vous frôlez la fracture, et de savoir si vos travaux les plus lourds s’approchent de ce précipice de contrainte maximale que nous venons d’escalader.
C’est ici que le mythe commence à se fissurer.
Imaginez un atelier travaillant des sections de 3 mètres de 304 inox toute la semaine. La résistance à la traction augmente d’environ 50 % par rapport à l’acier doux, donc votre tonnage par pied monte avec. Imaginez maintenant qu’ils évaluent le travail en supposant les calculs de pliage à l’air pour acier doux, puis qu’ils montent en charge sans ajuster la largeur de la matrice en V. Ils sont plus près du plafond qu’ils ne le pensent. Je l’ai vu se produire.
Un chromoly durci agressivement pour la résistance à l’usure résistera d’abord au grippage. L’arête reste tranchante. Le poinçon est superbe. Puis viennent les pics — les surcharges momentanées dues à une matrice en V plus étroite, un lot d’inox plus dur, un léger désalignement. Mais les moyennes cachent les pics.
D2 et A2 se comportent autrement. D2 offre une grande résistance à l’usure grâce à ses carbures de chrome, mais, lorsqu’il est traité thermiquement de manière raisonnable—sans quête de dureté ostentatoire—il conserve une ténacité à la fracture utilisable. A2 sacrifie un peu de résistance à l’usure pour une meilleure stabilité dimensionnelle et une meilleure tolérance aux chocs. Dans les longues séries inox où l’abrasion et la charge cyclique comptent toutes deux, cet équilibre signifie moins de microfissures se reliant en une rupture catastrophique.
Et voici la partie que les représentants commerciaux ne chiffrent pas : si vos séries inox dévorent les arêtes, et qu’un outil allié plus tenace survit 20 % plus longtemps avec deux fois moins de risque d’éclats, les calculs s’inversent. Même s’il nécessite des réaffûtages un peu plus fréquents, le coût par coup baisse car vous n’êtes pas en train de mettre au rebut un poinçon éclaté à deux heures du matin.
Maintenant, posez la question qui dérange : que se passe-t-il lorsque cet “ inox ” est du Type 201 au lieu du 304, et que le tonnage grimpe encore ?
Imaginez un outil conçu — sur le papier — pour une certaine charge, basé sur le pliage à l’air d’un acier doux. Puis le travail change : matrice plus étroite, tôle plus épaisse, peut-être une hausse de la résistance à la traction que vous n’aviez pas prévue. Le tonnage par pied augmente progressivement, et soudain vous opérez dans une catégorie de poids supérieure à celle pour laquelle votre outillage était prévu.
Le T10 est un acier à outils à haute teneur en carbone. Il peut être fortement durci, garde bien son tranchant et il est abordable. Le 42CrMo — le classique chromoly — offre de la résistance et une bonne ténacité, surtout lorsqu’il est correctement revenu. Sur une fiche technique, le 42CrMo semble souvent être le choix “le plus résistant”.
Mais la résistance n’est pas la même chose que la ténacité à la rupture.
Poussez le 42CrMo vers une dureté plus élevée pour poursuivre la résistance à l’usure, et sa tolérance aux impacts chute. Sous des charges de pointe répétées, particulièrement lors du pliage en fond de tôle épaisse, cette chute se traduit par des fissures aux coins plutôt que par une usure graduelle. Je l’ai vu arriver. Le poinçon n’a pas été maté ; il s’est fendu.
Le T10, maintenu à une dureté légèrement inférieure mais toujours “suffisante”, peut s’user un peu plus vite dans des situations abrasives. Mais si le vrai risque est la rupture sous contrainte maximale — et non l’abrasion lente — alors cette dureté supplémentaire n’est qu’une armure cosmétique. Le montage plus tenace absorbe l’énergie au lieu de la réfléchir dans une pointe de fissure.
Une dureté suffisante qui survit est supérieure à une dureté parfaite qui explose.
Bien sûr, tout cela suppose que vous puissiez entretenir le tranchant économiquement une fois qu’il s’use.
La durée de vie d’un outil ne se résume pas à combien de temps il tient en presse-plieuse. C’est aussi le nombre de réaffûtages propres que vous obtenez avant que la géométrie ne dérive ou que des microfissures ne réapparaissent.
Les aciers D2 et A2, lorsqu’ils sont correctement traités thermiquement, se rectifient de façon prévisible. La distribution des carbures est suffisamment uniforme pour que vous ne poursuiviez pas des zones tendres tout le long du tranchant. Le T10 est simple — moins d’alliages complexes, moins de surprises à la meule. Cela compte sur un atelier actif où les temps d’arrêt coûtent cher.
Le chromoly trop durci peut être capricieux. Les contraintes résiduelles dues à un traitement thermique agressif rendent le réaffûtage risqué ; en retirant la matière de manière inégale, vous pouvez libérer une tension qui attendait en silence. Une minuscule fissure que vous n’aviez jamais vue devient visible après la rectification. Je l’ai vu arriver.
Et voici l’avantage discret : les aciers faiblement alliés plus tenaces tolèrent de petites erreurs de meulage sans se transformer en concentrateurs de contrainte. Ils pardonnent. Dans un monde où l’alignement n’est pas parfait et où les opérateurs ne sont pas des robots, cette capacité à pardonner réduit le risque d’éclats bien plus efficacement que deux points de HRC supplémentaires ne le feraient.
Ce qui mène à la question qui compte davantage que le nom de l’alliage gravé sur le côté : si deux outils sont fabriqués dans le même acier, pourquoi l’un survit et l’autre échoue sous des charges identiques ?
Deux poinçons. Même barre de 42CrMo. Même dureté sur le certificat. Même presse-plieuse, même travail en acier inox de 3/8 pouce. L’un a fonctionné six mois avant de revenir pour un réaffûtage propre. L’autre a projeté un croissant d’acier dans l’espace de la matrice un mardi soir. Je l’ai vu arriver.
L’alliage n’a pas changé. La charge n’a pas changé. Ce qui a changé, c’est ce que vous ne pouviez pas lire sur la brochure : la profondeur de la dureté, le traitement de surface et la façon dont cette peau durcie rencontre le cœur en dessous. Quand la défaillance commence à la surface — et c’est généralement le cas sous pliage cyclique — la chimie compte moins que l’architecture. Alors, qu’est-ce qui, précisément dans cette architecture, décide si le tranchant s’use poliment ou s’il laisse des éclats ?
Imaginez une coupe transversale au microscope. Un outil trempé à cœur — correctement revenu — présente une dureté assez uniforme de la surface au centre. Pas identique, mais cohérente. Tout le corps partage la charge, et lorsqu’il cède, il cède progressivement. Vous obtenez un matage, un arrondissement du bord, des signes d’avertissement.
Prenez maintenant un poinçon à induction trempé. La surface peut afficher 58–60 HRC, mais la profondeur de la couche est souvent inférieure à 2 millimètres. En dessous se trouve un noyau plus doux et plus tenace. Sur le papier, cela semble idéal : une surface dure pour la résistance à l’usure, un centre ductile pour l’impact. Pour le pliage à l’air de tôles fines, cela fonctionne.
Passez au pliage en fond sur tôle épaisse, forte pression par pied et charges cycliques de pointe. La couche de surface est martensitique—dure et cassante. Le noyau fléchit microscopiquement sous la charge. Ce décalage crée des contraintes de cisaillement précisément à l’interface. Après suffisamment de cycles, de minuscules fissures se forment parallèlement à la surface. Puis un segment se détache. C’est l’écaillage—une délamination de surface provoquée par un cisaillement cyclique. Et lorsque cette coque cassante cède, elle ne se détache pas comme de la peinture. Elle est éjectée.
Une couche peu profonde sur un travail de forte charge représente un décalage de catégorie de poids. La coque externe encaisse le coup, le noyau se déplace différemment, et l’interface devient l’autoroute des fissures. Le poinçon n’a pas gonflé. Il a perdu des fragments.
La trempe complète évite cette interface, mais elle présente son propre compromis : pousser trop la dureté—imaginez un H13 monté dans les hautes 50 HRC—fait perdre la ténacité à la rupture partout, pas seulement à la surface. Toute la section se comporte alors comme cette coque cassante. Le mode de rupture passe de l’écaillage au fendillement total. Chemin différent. Même risque d’éclats.
Alors, si l’induction est un casque mince et que la trempe complète peut rendre tout le crâne cassant, existe-t-il un juste milieu qui ne ment pas sur sa catégorie de poids ?
La trempe laser fonctionne différemment. Au lieu de chauffer l’outil entier ou de dépendre de la profondeur de pénétration électromagnétique comme l’induction, elle utilise un faisceau laser contrôlé pour austénitiser une bande de surface définie, puis se trempe naturellement dans le matériau massif. Sur des aciers courants comme le 4140 ou le 4130, on peut atteindre environ 58–62 HRC à la surface avec une profondeur de couche contrôlée et une déformation minimale—souvent inférieure à un millième de pouce sur de petites sections, et de quelques centièmes sur de longues longueurs si la gestion est correcte.
Cette précision est essentielle dans l’outillage de presses plieuses, où la rectitude sur trois mètres détermine si votre tonnage est réparti uniformément ou concentré dans un coin.
Mais voici ce que les brochures murmurent : la profondeur de couche reste limitée. Vous créez toujours un gradient—dur à l’extérieur, plus tenace à l’intérieur. La différence, c’est le contrôle. Le laser permet d’ajuster la profondeur et la largeur de la zone durcie pour correspondre aux contraintes de contact prévues. Pour le pliage à l’air de précision et le pliage en fond modéré, cela peut réduire l’usure sans créer la brusque falaise de dureté courante dans les cas d’induction trop superficiels.
Ce n’est pas magique. Dans un scénario de haute charge réelle—V étroits, tôles à haute résistance, fonds répétés—si la couche durcie est trop mince par rapport à la profondeur de contrainte de contact, vous recréez le même risque de délamination. La physique ne négocie pas.
Là où le laser se justifie, c’est dans le contrôle de la déformation et la répétabilité. Moins de gauchissement post-chauffage signifie moins de charges de pointe dues à un mauvais alignement. Et souvenez-vous, les moyennes cachent les pics. Si un outil déformé crée une surcharge locale, vous revenez à l’amorçage de fissure dans un coin, quel que soit l’alliage.
Ainsi, la trempe laser peut offrir le meilleur des deux mondes—si la profondeur de couche correspond au champ de contraintes et si l’acier de base conserve une vraie ténacité à la rupture. Sinon, ce n’est qu’un casque plus esthétique.
Ce qui nous amène à un point que la plupart des acheteurs ignorent parce qu’il n’a pas de chiffre Rockwell associé.
Faites glisser votre ongle sur deux poinçons neufs. L’un est proprement rectifié, avec une finition fine le long de la ligne de pliage. L’autre présente de légères marques de meulage perpendiculaires à la charge. Les deux mesurent 56 HRC. Sous charge, ils se comportent différemment.
Ces crêtes microscopiques agissent comme des concentrateurs de contraintes. Elles augmentent le frottement contre la tôle, ce qui élève la température locale dans la zone de contact. La chaleur adoucit la surface même que vous avez payée pour durcir. Puis l’adhérence débute—transfert de matériau de la tôle vers l’outil. Vous avez alors créé des points hauts qui amplifient la contrainte de contact au coup suivant.
Le frottement, c’est de la force. Une force supplémentaire signifie un tonnage effectif plus élevé par pied. Un tonnage supérieur signifie une pénétration plus profonde des contraintes dans la face de l’outil. Et soudain, cette profondeur de couche soigneusement calculée ne suffit plus.
Une surface plus lisse réduit le coefficient de frottement, diminue la génération de chaleur et répartit le contact plus uniformément. Cela réduit les contraintes de pointe, ce qui diminue la probabilité d’amorçage de fissure. Même acier. Même dureté. Différente intégrité de surface. Différent coût par coup.
J’ai vu des ateliers poursuivre des améliorations d’alliage alors que le vrai problème était leur discipline de meulage.
L’état de surface ne semble pas héroïque. Il ne gagne pas les débats de salons professionnels. Mais dans la mathématique qui compte—combien de coups avant réaffûtage, combien de réaffûtages avant rebut—il modifie la courbe. Et lorsque vous multipliez cela sur des milliers de cycles pour vos travaux les plus lourds, l’écart de profit se manifeste par les temps d’arrêt évités et les remplacements d’urgence non commandés.
Donc, si la profondeur du traitement thermique détermine l’histoire des contraintes internes et que la finition de surface détermine l’histoire du contact, qu’est-ce que cela implique pour vos intervalles de réaffûtage, vos corrections de distorsion et votre véritable coût par coup lorsque le mix produit devient délicat ?
Vous voulez savoir comment la profondeur de trempe et la finition de surface se traduisent en dollars, pas en rapports de laboratoire.
Si vous évaluez les combinaisons d’outillage et de machines pour des productions à tonnage élevé ou à matériaux mixtes, il est utile de consulter des spécifications détaillées plutôt que des résumés marketing. Pour des données techniques sur les systèmes de pliage, les capacités de contrôle CNC et les plages d’applications pour le travail de la tôle lourde, vous pouvez télécharger ici les brochures et fiches techniques correspondantes : Téléchargez les brochures techniques et les documents de spécifications. Ces documents de CN-HAWE présentent des solutions de pliage basées sur la CNC développées avec un soutien R&D dédié, vous fournissant des paramètres concrets à comparer à vos propres calculs de coût par pli.
Voici comment cela se passe réellement sur une presse plieuse travaillant en forte épaisseur. Une couche trempée peu profonde sous un tonnage élevé par pied commence à microfissurer plus tôt, ce qui signifie que vous atteignez votre premier réaffûtage plus vite. Chaque réaffûtage enlève de la matière, modifie la géométrie de l’ouverture de la matrice et impose une correction de réglage. Si la distorsion a déjà été introduite lors du traitement thermique, vous devez caler et ajuster pour retrouver un contact uniforme. Ce n’est plus de la métallurgie. C’est une machine immobilisée pendant qu’un actif à $200 $ l’heure attend que vous poursuiviez un millième sur trois mètres.
Le coût par pli correspond au prix d’achat divisé par le nombre total de plis réussis avant rebut, plus le coût de chaque interruption en cours de route.
Ajoutez maintenant l’intégrité de surface. Une mouture plus rugueuse augmente le frottement, ce qui augmente le tonnage effectif, ce qui pousse les contraintes plus profondément que la couche trempée prévue. Les réaffûtages deviennent plus fréquents. Le matage crée des points hauts. Ces points hauts concentrent la charge et accélèrent l’amorçage des fissures. Mais les moyennes masquent les pics. Une seule surcharge localisée sur un outil déformé peut réduire d’une semaine la durée de vie prévue en un seul quart de travail. Je l’ai déjà vu.
La question cesse donc d’être “ Quel Rockwell ai-je acheté ? ” pour devenir “ Combien de coups obtiens-je entre deux interventions, et combien chaque intervention me coûte-t-elle en perte de rendement ? ”
Si l’étape suivante consiste à parler directement à l’équipe, Contactez‑nous s’intègre naturellement ici.
L’outil le plus cher dans votre rack n’est pas celui dont la facture est la plus élevée.
C’est celui qui casse à 15 h pendant une série de 500 pièces dans une tôle de 3/8 po, alors que le remplaçant se trouve dans un autre bâtiment et que la matrice sur mesure que vous aviez associée coûte quatre mille dollars. Imaginez un outil évalué — sur le papier — pour une certaine charge basée sur du pliage à l’air d’acier doux. Et maintenant, mettez-le à coïner un matériau à haute résistance, proche de la capacité maximale de la machine. Pénétration complète. Aucune reprise élastique. Tonnage maximal. Vous avez changé de catégorie de poids sans l’admettre.
Lorsqu’un outil fragile à haute dureté casse en pleine production, vous ne perdez pas seulement l’outil. Vous perdez le planning. Vous risquez de mettre au rebut des pièces partiellement formées. S’il s’agissait d’un profil sur mesure, vous ne l’amortissez plus sur des années ; vous en supportez le coût en une seule mauvaise semaine. Le coût par pli explose parce que le dénominateur — les plis réussis — s’est effondré.
Et si votre atelier réalise de longs plis, souvenez-vous de ceci : doubler la longueur du pli double le tonnage requis. Aucun alliage n’échappe à cette loi. Si la machine est proche de sa limite, chaque outil combat dans la catégorie des poids lourds qu’il le veuille ou non. Dans cette arène, la ténacité à la rupture n’est pas un luxe. C’est une question de survie.
Alors pourquoi quelqu’un paierait-il 40% de plus pour un matériau “ premium ” ?
Parfois, c’est le cas.
Si cette majoration vous offre une trempe plus profonde et mieux adaptée avec un cœur tenace — ce qui fait passer les intervalles de réaffûtage, disons, de 20 000 coups à 35 000 dans un scénario de production à grand volume — votre temps d’arrêt mensuel diminue. Moins de retraits d’outils. Moins de réalignements. Moins de risques d’erreurs de réglage créant des pics de charge. Sur des centaines de milliers de plis, cela peut compenser un prix d’achat plus élevé assez rapidement.
Mais voici le piège : si la prime sert surtout à obtenir une dureté superficielle plus élevée sans une ténacité à la fracture proportionnelle, et que vous réalisez des travaux variés — pliage à l’air aujourd’hui, pliage en fond demain, peut-être estampage vendredi — vous risquez de raccourcir la durée de vie sous des conditions extrêmes. Le poinçon n’a pas été écrasé. Il s’est fracturé. Votre 40% haut de gamme a finalement livré moins de coups totaux qu’une alternative plus dure, mais légèrement plus tendre.
Le coût par coup ne se soucie pas des gammes marketing.
La prime vaut son prix quand elle prolonge la durée de production stable sur vos travaux les plus épais. Elle vous saigne lorsqu’elle poursuit des chiffres de dureté qui ne résistent pas aux tonnages de pointe par pied. J’ai vu des ateliers apprendre cette leçon de façon brutale.
Ce qui nous mène aux chouchous du public des brochures.
Le carbure est un scalpel.
En pliage à l’air fin, répétable, avec des charges contrôlées, il conserve magnifiquement la géométrie de l’arête. Usure minimale. Angles prévisibles. Longs intervalles entre les maintenances. Dans cette catégorie de poids, c’est un champion.
Déplacez-le vers un pliage en fond à haut tonnage ou un estampage sur plaque épaisse, et vous demandez à un marteau de verre de frapper comme de l’acier forgé. La résistance à la compression du carbure est énorme. Sa ténacité à la fracture ne l’est pas. Un seul désalignement. Une seule surcharge imprévue due à une tôle déformée ou à une légère erreur de cambrure. Risque d’éclats. Je l’ai vu arriver.
Les revêtements racontent une histoire similaire. Un revêtement à faible friction réduit le grippage et la chaleur, ce qui peut effectivement prolonger la durée de vie en abaissant le tonnage effectif. Cela améliore votre coût par pli. Mais si le substrat en dessous manque de ténacité face à vos charges de pointe, le revêtement devient une armure décorative sur un cœur cassant. Quand la base se fissure, le revêtement part avec elle.
Le vrai calcul n’est donc pas “ Le chromoly est-il roi ? ” ou “ Le carbure est-il élite ? ”
C’est celui-ci : compte tenu de votre tonnage maximum par pied, de vos plis les plus longs et de votre mélange de matériaux le plus difficile, quel outil survit assez souvent aux pointes pour offrir le coût par pli le plus bas sur une année ?
C’est le seul titre de champion qui paie vos factures.
On ne choisit pas son outillage à partir d’un tableau d’alliages. On le choisit en fonction du travail le plus rude qui paie votre loyer.
La plupart des ateliers ne peuvent pas répondre à une question simple : quel est le tonnage maximal par pied que nous atteignons réellement durant un mois normal, non pas sur un test de brochure mais sur une vraie série avec notre vrai mélange de pièces ? Tant que vous ne savez pas cela, vous débattez de dureté comme si c’était un trait de personnalité. Ce cadre vous oblige à commencer là où les outils meurent réellement — sous charge de pointe — et à remonter jusqu’au matériau qui survit à ces pointes lentement au lieu d’explosivement.
Alors, d’où viennent ces pointes dans votre atelier ?
Rassemblez une année de travaux. Non pas le chiffre d’affaires — les matériaux et les épaisseurs.
Les formules pour l’acier doux partent d’une résistance à la traction d’environ 60 000 PSI. C’est la base derrière la plupart des tableaux de tonnage. Regardez maintenant à quelle fréquence vous pliez de l’inox, des plaques résistantes à l’abrasion ou des qualités structurelles à haute résistance. L’ajustement est simple en principe : multipliez le tonnage de base par la résistance réelle divisée par 60 000. Si votre inox est proche de 90 000 PSI, vous venez d’augmenter le tonnage de 1,5× pour la même épaisseur et ouverture de matrice.
Ce multiplicateur reste discret sur le papier. Il est violent à la pointe du poinçon.
Un atelier qui dit : “ Nous travaillons principalement en douceur ”, mais qui glisse deux jours par semaine de travail à haute résistance a déjà changé de catégorie de poids sans l’admettre. Ce sont ces jours-là qui déterminent ton risque d’éclats, pas les mardis tranquilles. Je l’ai vu arriver.
Ainsi, le premier diagnostic n’est pas “ Quel alliage règne en maître ? ” mais “ Quel pourcentage de nos frappes appartient à la division poids lourd ? ” Parce que si même 20% de ton volume annuel se situe à 1,5× à 2× la tonnage de base, cette extrémité fait bouger le chien de l’outillage.
Mais le matériau à lui seul n’explique pas les vraies pointes, n’est-ce pas ?
Maintenant, nous quantifions les coups que tu portes réellement.
Commence par le tonnage standard de pliage à l’air par pied pour ton épaisseur courante et ton ouverture V. Puis ajoute ce que les formules cachent généralement : le facteur de méthode et le choix de la matrice.
Le pliage à l’air est ta base à 1,0×. Le pliage en fond peut pousser jusqu’à 5×. Le matriçage peut dépasser 10×. Rétrécis une matrice en V en dessous de la règle typique 6–8× l’épaisseur et le tonnage grimpe rapidement—parfois de façon exponentielle pour les fortes épaisseurs. Les ateliers cherchant des rayons serrés sur des plaques épaisses créent souvent leur propre condition de surcharge, puis accusent l’alliage quand quelque chose rompt.
Imagine un outil conçu—sur le papier—pour une certaine charge basée sur le pliage à l’air de l’acier doux. Maintenant, exécute un pliage en fond sur un matériau à haute résistance dans une matrice serrée. Tu n’as pas dépassé légèrement la limite du catalogue. Tu as changé la physique du combat.
Voici le geste pratique : construis une table simple pour tes dix travaux les plus volumineux. Pour chacun, indique :
Calcule le tonnage par pied. Puis multiplie par la longueur de pli pour connaître la charge totale sur la machine. Mets en évidence les trois conditions de tonnage par pied les plus élevées. Ce sont tes charges de conception. Tout le reste n’est que bruit.
Mais une fois que tu connais les pointes, comment traduis-tu cela en choix de matériau sans retomber dans le culte de la dureté ?
“ Meilleur ” n’est pas l’alliage le plus dur qui survit à ta charge théorique la plus élevée.
“ Meilleur ” est le matériau qui, sous ton tonnage par pied de pointe identifié, se détériore de manière à protéger le rendement.
Si tu fais principalement du pliage à l’air sur de l’acier doux avec de rares pointes, un outil de dureté supérieure avec une ténacité modérée peut prolonger les intervalles de réaffûtage et gagner sur le coût par frappe. Le poinçon ne s’est pas déformé en champignon. Il s’est usé lentement. De manière prévisible. C’est rentable dans une division poids léger.
Si ton tableau montre des pliages en fond de fortes épaisseurs fréquents, proches de la capacité de la machine, tu vis dans la catégorie poids lourd. Ici, la ténacité à la rupture—la capacité d’absorber l’énergie sans se fissurer—compte davantage que quelques points Rockwell supplémentaires. Un noyau légèrement plus doux et plus tenace qui se déforme avant de se fracturer t’offre un avertissement. Il peut se déformer en champignon. Il peut nécessiter un réaffûtage plus tôt. Mais il n’explose pas en plein cycle en détruisant une matrice sur mesure à $4 000. Je l’ai vu arriver.
Tu définis donc d’abord le mode de défaillance acceptable. Usure lente ? Léger arrondi des arêtes ? Parfait. Fissure catastrophique sous charge maximale ? Inacceptable. Puis tu évalues les matériaux non pas selon la gamme de la brochure, mais selon leur comportement au tonnage par pied que tu as mis en évidence.
Et voici le changement moins évident : votre “ ADN d’atelier ” n’est pas un emploi ordinaire. Ce sont vos pics reproductibles. L’alliage gagnant est celui dont la ténacité à la rupture correspond suffisamment à ces pics pour y résister, tout en ayant une dureté juste assez élevée pour que l’usure reste économique sur votre volume réel.
La rentabilité n’est pas une ceinture de championnat pour l’acier le plus dur du rayonnage.
C’est le coût par coup dans votre catégorie de poids.


















