

El punzón no se deformó como un hongo. No se desgastó lentamente. Se rompió.
Placa de media pulgada. Doblado en fondo, no doblado al aire. El operador juró que la tabla de tonelaje indicaba que estaba dentro de los límites. El punzón de cromo-molibdeno había trabajado con acero dulce durante años sin quejarse. Luego, en un turno, bajo una carga que parecía “legal” en el papel, la punta cedió y roció el espacio del troquel con fragmentos. Lo he visto pasar.
Si el 42CrMo es la apuesta segura de la industria, ¿por qué se comporta como un peso mediano enfrentándose a un peso pesado cuando el tonelaje por pie aumenta? La respuesta a menudo no es solo metalúrgica: es el propio sistema de la prensa plegadora. En escenarios de alto tonelaje, la rigidez del bastidor, la distribución de fuerza controlada por CNC y la precisión de alineación determinan si las herramientas permanecen dentro de los límites reales o se desvían hacia zonas de tensión destructiva. Explorar cómo una solución completamente basada en CNC como la prensa plegadora CN-HAWE está diseñada para aplicaciones de doblado exigentes ayuda a replantear la pregunta de “¿Es esta herramienta lo suficientemente fuerte?” a “¿Está todo el sistema de doblado diseñado para esta carga?”
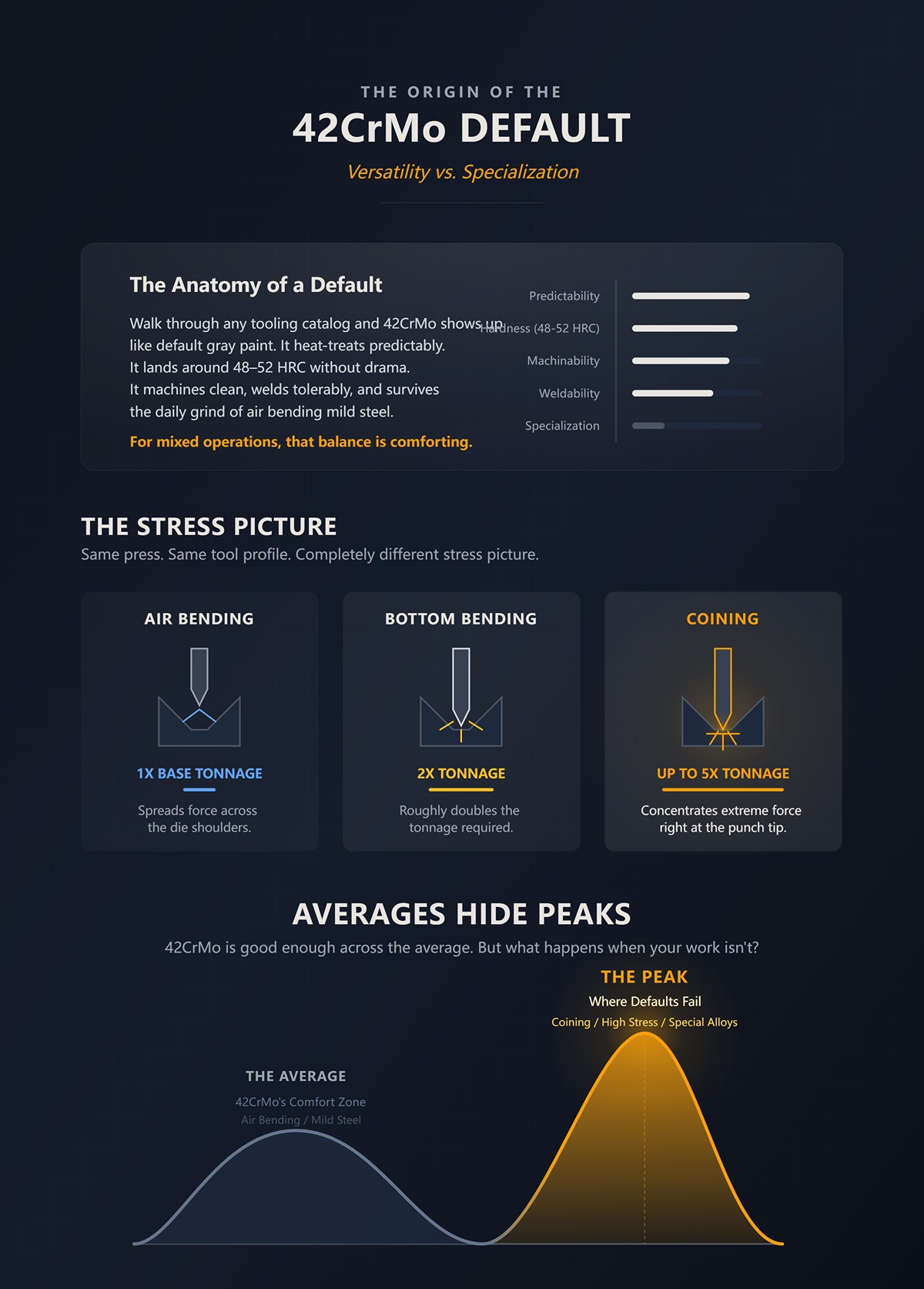
Recorre cualquier catálogo de herramientas y verás el 42CrMo aparecer como la pintura gris predeterminada. Se trata térmicamente de forma predecible. Alcanza alrededor de 48–52 HRC sin complicaciones. Se mecaniza con limpieza, se suelda de manera aceptable, sobrevive al desgaste diario del doblado al aire de acero dulce. Para los talleres que trabajan con calibres y materiales mixtos, ese equilibrio resulta tranquilizador.
Porque la mayoría de los doblados son al aire.
El doblado al aire distribuye la fuerza a lo largo de los hombros del troquel. El doblado en fondo aproximadamente duplica el tonelaje. El acuñado puede requerir hasta cinco veces más, concentrando la fuerza justo en la punta del punzón. Misma prensa. Mismo perfil de herramienta. Imagen de tensión completamente distinta. Sin embargo, la elección de la aleación rara vez cambia con el método.
Así fue como el 42CrMo se coronó rey: es lo suficientemente bueno en promedio. Pero los promedios ocultan los picos. ¿Qué pasa cuando tu trabajo no es promedio?
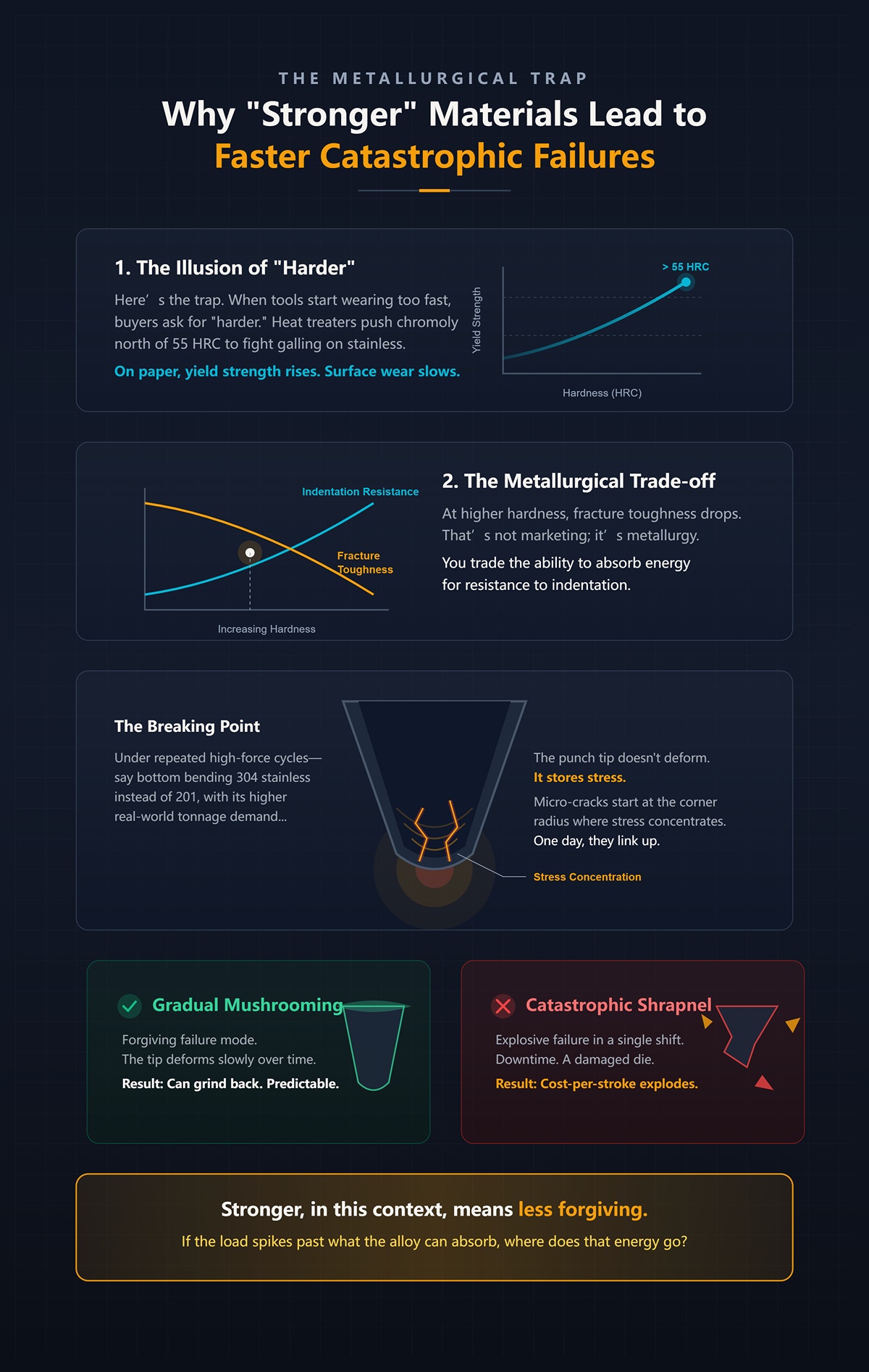
Aquí está la trampa. Cuando las herramientas comienzan a desgastarse demasiado rápido, los compradores piden algo “más duro”. El tratamiento térmico eleva el cromo-molibdeno por encima de 55 HRC para combatir el agarrotamiento en acero inoxidable. En el papel, la resistencia al rendimiento aumenta. El desgaste superficial se ralentiza.
Luego llega el trabajo pesado.
A mayor dureza, la tenacidad a la fractura disminuye. No es marketing; es metalurgia. Se intercambia la capacidad de absorber energía por resistencia a la indentación. Bajo ciclos repetidos de alta fuerza —por ejemplo, doblado en fondo de acero inoxidable 304 en lugar de 201, con su mayor demanda real de tonelaje— la punta del punzón no se deforma. Almacena tensión. Microgrietas comienzan en el radio de la esquina donde la tensión se concentra. Un día, se conectan.
Y en lugar de una deformación gradual que se puede rectificar, obtienes metralla. Tiempo de inactividad. Un troquel dañado. El costo por golpe se dispara en un solo turno.
Más fuerte, en este contexto, significa menos tolerante. Si la carga supera lo que la aleación puede absorber, ¿a dónde va esa energía?

La mayoría de los tratadores térmicos con experiencia agrupan discretamente las herramientas de prensa plegadora alrededor de los 50 HRC. Es la tregua incómoda entre resistencia al desgaste y resiliencia. Empuja mucho más allá de 60 HRC en cromo-molibdeno y la fragilidad deja de ser teórica.
Ahora incorpora el tonelaje por pie.
Imagina una herramienta nominalmente clasificada—sobre el papel—para una cierta carga basada en el doblado por aire de acero dulce. Cambia a doblado inferior de acero inoxidable grueso. La tonelada calculada puede seguir “dentro de los límites”, pero la variación de la calidad, la condición superficial y la elección de la apertura del troquel empujan las fuerzas reales más arriba. No en un 1 por ciento. A veces por márgenes que importan.
El cromoly no falla porque sea débil. Falla porque le pides a una aleación equilibrada que absorba golpes de peso pesado en cada turno. La matemática del costo por golpe cambia una vez que la fractura reemplaza al desgaste como modo de falla predominante.
Entonces la verdadera pregunta no es si el 42CrMo es bueno.
Es si su modo de falla coincide con el castigo que le estás dando.
En una mesa tenía dos punzones retirados de la misma prensa. Ambos trabajaron acero inoxidable grueso en el turno nocturno. Uno tenía una punta redondeada que se podía medir con un calibre—alrededor de 0.4 mm de abocardado. El otro había perdido su punta por completo. El primero fue al reafilado y volvió al trabajo. El segundo envió fragmentos a la cavidad del troquel y marcó los hombros.
Misma máquina. Tonelaje similar. Finales completamente diferentes.
Ese es el punto de bifurcación en el camino una vez que dejas de idolatrar los números de dureza. No estás eligiendo entre “fuerte” y “débil”. Estás eligiendo entre una herramienta que cede lentamente y otra que libera la energía almacenada de golpe. Una te cuesta mantenimiento programado. La otra implica riesgo de metralla. Lo he visto ocurrir.
Si la rentabilidad se mide en costo por golpe, el punzón que se deforma de manera predecible aún puede ganar el combate de peso pesado. El que se fractura de forma espectacular puede haberse visto más resistente en un folleto, pero abandona el ring en pedazos. Entonces, ¿qué es lo que realmente impulsa a una herramienta hacia un destino o el otro?
Observa un punzón que ha estado doblando por aire acero dulce durante meses. La punta está pulida. Los bordes se suavizan. La transferencia de material deja vetas difusas. Eso es desgaste abrasivo y adhesivo—daños superficiales por contacto deslizante y calor por fricción. Es gradual. En producción continua 24/7, ese desgaste puede acelerarse aproximadamente un tercio comparado con operaciones intermitentes, porque los ciclos de fricción nunca se detienen, pero el mecanismo sigue siendo el mismo: pérdida superficial, no colapso estructural.
Ahora observa un punzón que ha estado realizando doblado inferior de placa gruesa cerca de su límite de tonelaje. No siempre verás desgaste pesado. A veces la superficie parece correcta. Pero en el radio de la esquina—donde la geometría concentra tensión—encontrarás grietas finas que corren perpendiculares a la carga. Eso es fatiga por impacto: cargas compresivas altas repetidas con rebote tensil en la superficie. Se inician microgrietas, luego se conectan. Un turno están invisibles. Al siguiente, la punta desaparece.
Pero los promedios ocultan los picos.
Supera el tonelaje nominal incluso en un 20 por ciento y la vida útil de la herramienta puede reducirse a la mitad. No porque la superficie se haya desgastado el doble de rápido, sino porque la tensión máxima superó el umbral de tenacidad a la fractura. La dureza ralentiza la abrasión. No hace nada para detener una grieta una vez que la intensidad de tensión en esa punta excede lo que la aleación puede absorber.
Si tus trabajos de mayor calibre viven en esa zona de picos, ¿por qué optimizarías el desgaste superficial en absoluto?
Imagina una herramienta nominalmente clasificada—sobre el papel—para una cierta carga basada en el doblado por aire de acero dulce. La fuerza se distribuye a lo largo de los hombros del troquel. La punta del punzón sí tiene contacto, pero el material está mayormente sostenido por la geometría. La dureza ayuda aquí. Resiste la adhesión. Mantiene los bordes definidos. Una herramienta ligeramente quebradiza puede sobrevivir porque la amplitud de tensión se mantiene por debajo de su límite de fractura.
Cambia al acuñado de media pulgada de acero inoxidable.
Ahora el punzón está impulsando el material hacia la deformación plástica a través de todo su espesor. El tonelaje puede multiplicarse varias veces respecto al doblado por aire. La zona de contacto se estrecha. La carga compresiva en la punta se dispara, y cuando el ariete se retrae, el rebote elástico en la pieza de trabajo tira de la superficie del punzón, introduciendo componentes tensiles justo donde las grietas tienden a comenzar.
La alta dureza bajo esas condiciones es una espada de doble filo. Resiste la indentación, sí. Pero disminuye la tenacidad a la fractura—la capacidad de un material para resistir la propagación de grietas bajo tensión. Una vez que se forma una microgrieta, una matriz dura y quebradiza le da una autopista limpia.
Una aleación más dura en ese mismo anillo puede mostrar una deformación temprana de la nariz. El punzón no se abultó catastróficamente; se deformó lentamente. Esa fluencia es energía absorbida plásticamente en lugar de almacenada elásticamente. Energía disipada, no convertida en arma.
Así que pregúntate: ¿estás haciendo dobleces de aire ultraligeros toda la semana con un solo trabajo pesado el viernes, o el viernes es tu verdadero negocio?
Examina la punta de ese punzón bajo un microscopio después de un trabajo de ciclo rápido sobre acero de baja aleación de alta resistencia. El calor de fricción puede endurecer localmente la superficie de la pieza a niveles medibles—los aumentos porcentuales de dos dígitos no son fantasía bajo ciclos rápidos. Esa franja endurecida actúa como papel de lija contra el punzón. Mientras tanto, la propia estructura martensítica del punzón—cristales tetragonales centrados en el cuerpo, duros, formados durante el temple—porta altas tensiones internas.
Cada ciclo pesado carga esos cristales en compresión. Al liberarse, las tensiones de tracción se disparan en la superficie. Las dislocaciones—defectos lineales en la red cristalina—se acumulan en los límites de grano. En un acero más tenaz, esos límites pueden embotar o desviar una grieta. En un cromoly muy duro llevado hacia los 60 HRC, las partículas de carburo y los límites de grano rígidos pueden convertirse en iniciadores de grietas.
La primera microgrieta es microscópica. La segunda se enlaza. La mecánica de fractura la llama factor de intensidad de tensión; en el taller, decimos “se soltó”.”
Ahora añade desalineación. He visto punzones mal alineados perder un filo notable en cien ciclos sobre acero inoxidable duro. Eso no es un problema de aleación; es de configuración. Ni el acero más resistente puede salvarte de una carga desigual concentrada en una esquina. Pero una vez que la alineación es correcta, la elección del material decide si esa tensión concentrada produce una rebaba—o una rotura.
A nivel atómico, la tenacidad es la capacidad de embotar la punta de una grieta mediante deformación plástica. La dureza es resistencia a la indentación. Bajo un tonelaje extremo por pie, el embotamiento de grietas mantiene tu herramienta en la lucha. La resistencia a la indentación solo la mantiene bonita hasta el día en que deja de estarlo.
Si la tenacidad a la fractura es la verdadera póliza de seguro contra cargas pesadas, entonces la pregunta cambia: ¿qué aleaciones luchan en esa categoría de peso sin convertir cada sobrecarga en metralla?
Entonces, ¿qué aleaciones realmente sobreviven a los dobleces pesados sin convertir tu prensa en una granada?
No las que tienen los folletos más llamativos.
Entre los aceros al carbono blandos y pegajosos que se desgastan como tiza y los cromoly ultra duros llevados a una dureza de vanidad, se encuentra una clase media: D2, A2, T10 y 42CrMo bien procesado. No son campeones en cada métrica. Pero en la categoría de peso adecuada, ganan en costo por golpe—el único título que paga el alquiler.
La rentabilidad no se preocupa por el nombre de la aleación grabado en el vástago. Se preocupa por cuántos ciclos obtienes antes del reacondicionamiento, con qué frecuencia coqueteas con la fractura y si tus trabajos más pesados viven cerca de ese acantilado de tensión máxima al que acabamos de subir.
Aquí es donde el mito comienza a agrietarse.
Imagina un taller que trabaja secciones de 10 pies de acero inoxidable 304 toda la semana. La resistencia a la tracción aumenta aproximadamente un 50 por ciento respecto al acero dulce, por lo que el tonelaje por pie aumenta con ella. Ahora imagina que cotizan el trabajo suponiendo la matemática de un doblado al aire sobre acero dulce, y luego escalan sin ajustar el ancho de la matriz. Están más cerca del límite de lo que creen. Lo he visto pasar.
El cromoly endurecido agresivamente para el desgaste resistirá el pegado al principio. El filo se mantiene afilado. El punzón se ve hermoso. Luego aparecen los picos—la sobrecarga momentánea de una matriz en V más estrecha, un lote más duro de acero inoxidable, una ligera desalineación. Pero los promedios esconden los picos.
D2 y A2 se comportan de manera diferente. D2 aporta alta resistencia al desgaste gracias a sus carburos de cromo, pero, cuando se trata térmicamente de manera sensata—no con dureza de vanidad—mantiene una tenacidad a la fractura utilizable. A2 sacrifica un poco de resistencia al desgaste en favor de una mejor estabilidad dimensional y tolerancia al impacto. En largas corridas con acero inoxidable donde la abrasión y la carga cíclica importan, ese equilibrio significa menos microgrietas que se enlazan en una rotura catastrófica.
Y aquí está la parte que los representantes de ventas no incluyen en el precio: si tus corridas de inoxidable están devorando los filos, y una herramienta de baja aleación más tenaz sobrevive un 20 por ciento más con la mitad del riesgo de metralla, las cuentas cambian. Incluso si necesita afilados un poco más frecuentes, el costo por golpe disminuye porque no estás desechando un punzón hecho pedazos a las 2 de la mañana.
Ahora haz la pregunta incómoda: ¿qué ocurre cuando ese “acero inoxidable” es Tipo 201 en lugar de 304, y la tonelada vuelve a aumentar?
Imagina una herramienta calificada—en el papel—para una cierta carga basada en el doblado al aire de acero dulce. Luego el trabajo cambia: matriz más estrecha, calibre más grueso, tal vez un aumento de tensión que no habías previsto. La tonelada por pie aumenta poco a poco, y de repente estás operando en una clase de peso mayor que aquella para la que tu herramienta fue diseñada.
T10 es un acero para herramientas de alto carbono. Puede alcanzar una alta dureza, mantiene bien el filo y es económico. 42CrMo—clásico cromomolibdeno—ofrece resistencia y una tenacidad decente, especialmente cuando se templa adecuadamente. En una hoja de especificaciones, el 42CrMo a menudo parece la opción “más fuerte”.
Pero la resistencia no es lo mismo que la tenacidad a la fractura.
Lleva el 42CrMo hacia una dureza más alta para perseguir resistencia al desgaste, y su tolerancia al impacto disminuye. Bajo cargas máximas repetidas, especialmente en doblado inferior de placa gruesa, esa disminución se manifiesta como grietas en las esquinas en lugar de desgaste gradual. Lo he visto suceder. El punzón no se deformó; se partió.
El T10, mantenido en una dureza ligeramente menor pero aún “suficientemente buena”, puede desgastarse un poco más rápido en escenarios abrasivos. Pero si tu riesgo real es la fractura por esfuerzo máximo—no la abrasión lenta—entonces esa dureza extra es una armadura cosmética. La configuración más tenaz absorbe la energía en lugar de reflejarla de vuelta en la punta de una grieta.
La dureza suficientemente buena que sobrevive es superior a la dureza perfecta que explota.
Por supuesto, todo esto supone que puedas mantener el filo de forma económica una vez que se desgaste.
La vida útil de la herramienta no es solo cuánto dura en la prensa. Es cuántos reafilados limpios obtienes antes de que la geometría cambie o reaparezcan las microgrietas.
El D2 y el A2, cuando se tratan térmicamente de forma adecuada, se esmerilan de manera predecible. La distribución de los carburos es lo suficientemente uniforme como para que no tengas que perseguir puntos blandos por el filo. El T10 es sencillo: menos complejidad de aleación, menos sorpresas en la muela. Eso importa en un taller ocupado donde el tiempo de inactividad cuesta dinero.
El cromomolibdeno sobreendurecido puede ser temperamental. Las tensiones residuales producto de un tratamiento térmico agresivo hacen del reafilado una apuesta; si eliminas material de manera desigual, puedes liberar tensiones que estaban allí en silencio, esperando. Una pequeña grieta que nunca viste se vuelve visible después del esmerilado. Lo he visto suceder.
Y aquí está la ventaja silenciosa: los aceros de baja aleación más tenaces toleran errores menores de esmerilado sin convertirse en concentradores de tensión. Son indulgentes. En un mundo donde la alineación no es perfecta y los operadores no son robots, la indulgencia reduce el riesgo de metralla más que dos puntos adicionales de HRC.
Lo que nos lleva a la pregunta que importa más que el nombre de la aleación estampado al costado: si dos herramientas están hechas del mismo acero, ¿por qué una sobrevive y la otra falla bajo cargas idénticas?
Dos punzones. Misma barra de 42CrMo tratada térmicamente. Misma dureza en el certificado. Misma prensa, mismo trabajo con acero inoxidable de 3/8 de pulgada. Uno funcionó seis meses y volvió para un reafilado limpio. El otro lanzó un fragmento de acero en el espacio de la matriz un martes por la noche. Lo he visto suceder.
La aleación no cambió. La carga no cambió. Lo que cambió fue aquello que no se podía leer en el folleto: cuán profunda era la dureza, cómo se trató la superficie y cómo esa capa endurecida se unía con el núcleo subyacente. Cuando la falla comienza en la superficie—y usualmente lo hace bajo flexión cíclica—la química importa menos que la arquitectura. Entonces, ¿qué exactamente en esa arquitectura decide si el filo se desgasta educadamente o deja metralla?
Imagina una sección transversal bajo un microscopio. Una herramienta totalmente templada—correctamente enfriada y templada—muestra una dureza bastante uniforme desde la superficie hasta el núcleo. No idéntica, pero consistente. Todo el cuerpo comparte la carga, y cuando cede, lo hace gradualmente. Obtienes deformaciones, redondeo del filo, señales de advertencia.
Ahora toma un punzón con temple por inducción. La superficie puede registrar entre 58 y 60 HRC, pero la profundidad de la capa suele ser inferior a 2 milímetros. Debajo hay un núcleo más blando y tenaz. Sobre el papel, suena ideal: piel dura para el desgaste, centro dúctil para el impacto. En el doblado al aire de chapa delgada, funciona.
Pasa al doblado por fondo de chapa gruesa, con alto tonelaje por pie y cargas cíclicas pico. La capa superficial es martensítica: dura y quebradiza. El núcleo se flexiona microscópicamente bajo carga. Ese desajuste crea un esfuerzo cortante justo en la interfaz. Tras suficientes ciclos, se forman microgrietas paralelas a la superficie. Luego un segmento se desprende. Eso es exfoliación—deslaminación superficial provocada por cizallamiento cíclico. Y cuando esa envoltura quebradiza se suelta, no se despega como pintura. Se expulsa.
Una capa superficial poco profunda en un trabajo pesado es un desajuste de categoría de peso. La capa externa recibe el impacto, el núcleo se mueve de manera diferente y la interfaz se convierte en la autopista de las grietas. El punzón no se abombó. Desprendió fragmentos.
El temple total evita esa interfaz, pero viene con su propio compromiso: si llevas la dureza demasiado alta—piensa en H13 ajustado a los altos 50s HRC—pierdes tenacidad a la fractura en todo el volumen, no solo en la superficie. Ahora toda la sección transversal se comporta como esa capa quebradiza. El modo de falla pasa de deslaminación a fractura total del cuerpo. Camino diferente. Misma posibilidad de metralla.
Así que si la inducción es un casco delgado y el temple completo puede volver todo el cráneo quebradizo, ¿existe un punto intermedio que no exagera su categoría de peso?
El endurecimiento por láser funciona de manera diferente. En lugar de calentar toda la herramienta o depender de la profundidad de penetración electromagnética como la inducción, utiliza un haz láser controlado para austenitizar una banda superficial definida y luego se autoenfría hacia el material base. En aceros comunes como el 4140 o el 4130, puedes alcanzar aproximadamente 58–62 HRC en la superficie con una profundidad de capa controlada y una distorsión mínima—con frecuencia menos de una milésima de pulgada en secciones cortas y unas pocas centésimas en longitudes mayores si se maneja correctamente.
Esa precisión importa en las herramientas de plegadora, donde la rectitud en diez pies determina si tu tonelaje se distribuye uniformemente o se concentra en una esquina.
Pero aquí está lo que los folletos susurran: la profundidad de la capa sigue siendo finita. Sigues creando un gradiente—exterior duro, interior más tenaz. La diferencia está en el control. El láser permite ajustar la profundidad y el ancho de la zona endurecida para igualar el esfuerzo de contacto esperado. Para el doblado al aire de precisión y el doblado por fondo moderado, eso puede reducir el desgaste sin crear el abrupto “precipicio de dureza” común en los casos de inducción poco profundos.
No es magia. En un escenario realmente pesado—matrices en V estrechas, placas de alta resistencia, repetidos golpes por fondo—si la capa endurecida es demasiado delgada en relación con la profundidad del esfuerzo de contacto, recreas el mismo riesgo de deslaminación. La física no negocia.
Donde el láser demuestra su valor es en el control de distorsión y la repetibilidad. Menos deformación posterior al calor significa menos cargas pico inducidas por desalineación. Y recuerda: los promedios esconden los picos. Si una herramienta distorsionada crea una sobrecarga local, vuelves a iniciar grietas en una esquina, sin importar la aleación.
Así que el endurecimiento por láser puede ser lo mejor de ambos mundos—si la profundidad de capa coincide con el campo de esfuerzo y el acero base conserva una verdadera tenacidad a la fractura. De lo contrario, es solo un casco más bonito.
Lo que nos lleva a algo que la mayoría de los compradores ignora porque no tiene un número Rockwell asociado.
Pasa tu uña por dos punzones nuevos. Uno está rectificado limpio, con acabado fino a lo largo de la línea de plegado. El otro muestra leves marcas de rectificado perpendiculares a la carga. Ambos miden 56 HRC. Bajo carga, se comportan de manera diferente.
Esas crestas microscópicas actúan como concentradores de esfuerzo. Aumentan la fricción contra la chapa, lo que eleva la temperatura local en la zona de contacto. El calor ablanda la misma superficie que pagaste por endurecer. Luego comienza el gripado—transferencia de material de la chapa a la herramienta. Ahora creaste puntos altos que amplifican el esfuerzo de contacto en la siguiente carrera.
La fricción es fuerza. Fuerza extra significa un tonelaje efectivo más alto por pie. Mayor tonelaje implica una penetración de esfuerzo más profunda en la cara de la herramienta. Y de repente esa profundidad de capa cuidadosamente diseñada no es suficiente.
Una superficie más lisa reduce el coeficiente de fricción, disminuye la generación de calor y distribuye el contacto de manera más uniforme. Eso reduce el esfuerzo pico, lo que disminuye la probabilidad de iniciación de grietas. Mismo acero. Misma dureza. Diferente integridad superficial. Diferente costo por golpe.
He visto talleres perseguir mejoras de aleación cuando en realidad tenían un problema de disciplina en el rectificado.
El acabado superficial no suena heroico. No gana argumentos en ferias comerciales. Pero en la matemática que importa—cuántos golpes antes del rectificado, cuántos rectificados antes del descarte—mueve la curva. Y cuando lo multiplicas a través de miles de ciclos en tus trabajos de chapa más gruesa, la diferencia de beneficios aparece en el tiempo de inactividad evitado y en los reemplazos de emergencia que no se tuvieron que ordenar.
Entonces, si la profundidad del tratamiento térmico determina la historia del esfuerzo interno y el acabado superficial define la historia del contacto, ¿qué efecto tiene eso en tus intervalos de reafilado, tus correcciones por distorsión y tu costo real por golpe cuando la mezcla de trabajos se complica?
Quieres saber cómo la profundidad de capa y el acabado superficial se traducen en dólares, no en informes de laboratorio.
Si estás evaluando combinaciones de herramientas y máquinas para mayor tonelaje o producción de materiales mixtos, conviene revisar las especificaciones detalladas en lugar de los resúmenes de marketing. Para datos técnicos sobre sistemas de doblado, capacidades de control CNC y rangos de aplicación en trabajos pesados de chapa metálica, puedes descargar los folletos y hojas de especificaciones correspondientes aquí: Descarga los folletos técnicos y los documentos de especificaciones. Estos materiales de CN-HAWE describen soluciones de doblado basadas en CNC desarrolladas con apoyo dedicado de I+D, dándote parámetros concretos para comparar con tus propios cálculos de costo por doblez.
Así es como realmente ocurre en una prensa que trabaja con material de calibre grueso. Una capa endurecida superficial poco profunda bajo un tonelaje elevado por pie comienza a microfracturarse antes, lo que significa que alcanzas tu primer reafilado más pronto. Cada reafilado elimina material, cambia la geometría de apertura del dado y obliga a una corrección de configuración. Si la distorsión ya estaba incorporada durante el tratamiento térmico, tendrás que calibrar y ajustar para recuperar un contacto uniforme. Eso ya no es metalurgia. Es una máquina detenida mientras un activo de $200 la hora espera a que persigas una milésima a lo largo de tres metros.
El costo por doblez es el precio de compra dividido entre el total de dobleces exitosos antes del descarte, más el costo de cada interrupción en el camino.
Ahora añade la integridad superficial. Un esmerilado más áspero aumenta la fricción, lo que incrementa el tonelaje efectivo, que a su vez lleva las tensiones más allá de la profundidad de capa diseñada. Los reafilados llegan antes. El gripado forma puntos altos. Esos puntos altos concentran la carga y aceleran la iniciación de grietas. Pero los promedios ocultan los picos. Una sobrecarga localizada en una herramienta distorsionada puede consumir una semana de vida útil proyectada en un solo turno. Lo he visto suceder.
Así que la pregunta deja de ser “¿Qué Rockwell compré?” y pasa a ser “¿Cuántos golpes obtengo entre intervenciones, y cuánto cuesta cada intervención en pérdida de productividad?”
Si el siguiente paso es hablar directamente con el equipo, Contáctanos encaja naturalmente aquí.
La herramienta más cara de tu estantería no es la de la factura más alta.
Es la que se rompe a las 3 p.m. durante una serie de 500 piezas de placa de 3/8 de pulgada, cuando el reemplazo está en otro edificio y el dado personalizado que usabas con ella costó cuatro mil dólares. Imagina una herramienta clasificada—en papel—para una cierta carga basada en el doblado al aire de acero dulce. Ahora colócala en un proceso de acuñado de material de alta resistencia, cerca de la capacidad de la máquina. Penetración total. Cero recuperación elástica. Tonnelaje máximo. Has cambiado de categoría de peso sin admitirlo.
Cuando una herramienta frágil y de alta dureza falla a mitad de producción, no solo pierdes la herramienta. Pierdes el cronograma. Corres el riesgo de desechar piezas parcialmente formadas. Si era un perfil personalizado, ya no estás amortizando ese costo a lo largo de años; lo estás absorbiendo en una semana desastrosa. El costo por doblez se dispara porque el denominador—los dobleces exitosos—colapsó.
Y si tu taller realiza dobleces largos, recuerda esto: duplicar la longitud del doblez duplica el tonelaje requerido. Ninguna aleación puede esquivar esa matemática. Si la máquina está cerca de su límite, cada herramienta está peleando en la categoría de peso pesado, le guste o no. En esa arena, la tenacidad a la fractura no es un lujo. Es supervivencia.
Entonces, ¿por qué alguien pagaría 40% más por un material “premium”?
A veces sí lo hace.
Si esa prima te compra un endurecimiento más profundo y correctamente equilibrado con un núcleo resistente—significando que los intervalos de reafilado se extienden, digamos, de cada 20,000 golpes a cada 35,000 en un escenario hipotético de alto volumen—tu tiempo de inactividad mensual disminuye. Menos retiradas de herramientas. Menos realineaciones. Menos oportunidades de introducir errores de configuración que generen cargas máximas. En cientos de miles de dobleces, eso puede compensar rápidamente una factura más alta.
Pero aquí está la trampa: si la prima principalmente compra una mayor dureza superficial sin una tenacidad a la fractura proporcional, y realizas trabajos mixtos—plegado al aire hoy, plegado al fondo mañana, tal vez acuñado el viernes—puedes acortar la vida útil bajo condiciones de carga máxima. El punzón no se deformó. Se fracturó. Ahora tu 40% premium entregó menos golpes totales que una alternativa más resistente y ligeramente más blanda.
El costo por golpe no se preocupa por los niveles de marketing.
La prima se justifica cuando extiende el tiempo de producción estable en trabajo de mayor calibre. Te drena cuando persigue números de dureza que no sobreviven la carga máxima por pie. He visto talleres aprender esa lección por las malas.
Lo que nos lleva a los favoritos del público de los folletos.
El carburo es un bisturí.
En el plegado al aire de chapas delgadas, repetible y a cargas controladas, mantiene la geometría del filo de manera excelente. Desgaste mínimo. Ángulos predecibles. Intervalos largos entre mantenimientos. En esa categoría de peso, es un campeón.
Muévelo al plegado al fondo de alto tonelaje o al acuñado en placa gruesa, y estarás pidiéndole a un martillo de vidrio que golpee como acero forjado. La resistencia a la compresión del carburo es enorme. Su tenacidad a la fractura no lo es. Una desalineación. Una sobrecarga inesperada por una lámina deformada o un leve error de coronado. Riesgo de esquirlas. Lo he visto suceder.
Los recubrimientos cuentan una historia similar. Un recubrimiento de baja fricción reduce la adhesión y el calor, lo que puede extender legítimamente la vida útil al reducir el tonelaje efectivo. Eso ayuda a tu costo por doblez. Pero si el sustrato debajo carece de tenacidad para soportar tus cargas máximas, el recubrimiento se convierte en una armadura decorativa sobre un núcleo quebradizo. Cuando la base se agrieta, el recubrimiento se va con ella.
Así que el cálculo real no es “¿Es el cromolí el rey?” ni “¿Es el carburo la élite?”
Es este: dado tu tonelaje máximo por pie, tus dobleces más largos y tu mezcla de material más difícil, ¿qué herramienta sobrevive a los picos con suficiente frecuencia para ofrecer el costo por doblez más bajo en un año?
Ese es el único cinturón de campeonato que paga tus cuentas.
No eliges el utillaje por una tabla de aleaciones. Lo eliges por el trabajo más difícil que paga tu renta.
La mayoría de los talleres no puede responder una pregunta simple: ¿Cuál es el tonelaje máximo por pie que realmente alcanzamos en un mes normal, no en una prueba de folleto sino en una corrida real con nuestra mezcla real de piezas? Hasta que sepas eso, estás discutiendo sobre dureza como si fuera un rasgo de personalidad. Este marco te obliga a comenzar donde las herramientas realmente mueren—en la carga máxima—y trabajar hacia atrás hasta el material que sobrevive a esos picos lentamente en lugar de explosivamente.
Entonces, ¿de dónde provienen esos picos en tu taller?
Revisa un año de trabajos. No de ingresos—de material y espesor.
Las fórmulas para el acero al carbono asumen una resistencia a la tracción de aproximadamente 60,000 PSI. Esa es la base detrás de la mayoría de las tablas de tonelaje. Ahora fíjate en la frecuencia con que doblas acero inoxidable, placas resistentes a la abrasión o grados estructurales de alta resistencia. El ajuste es sencillo en principio: multiplica el tonelaje base por la resistencia a la tracción real dividida entre 60,000. Si tu acero inoxidable está más cerca de 90,000 PSI, acabas de incrementar el tonelaje en 1,5× para el mismo espesor y abertura de matriz.
Ese multiplicador es silencioso en el papel. Es violento en la punta del punzón.
Un taller que dice: “Principalmente trabajamos acero al carbono”, pero mete de contrabando dos días a la semana de trabajo con material de alta resistencia, ya ha cambiado de categoría de peso sin admitirlo. Esos días determinan tu riesgo de fragmentación, no los martes tranquilos. Lo he visto suceder.
Así que el primer diagnóstico no es “¿Qué aleación manda?” sino “¿Qué porcentaje de nuestros golpes están en la división de peso pesado?” Porque si incluso el 20 % de tu volumen anual se encuentra entre 1.5× y 2× el tonelaje base, esa cola mueve al perro del utillaje.
Pero el material por sí solo no explica los verdaderos picos, ¿verdad?
Ahora cuantificamos los golpes que realmente estás lanzando.
Empieza con el tonelaje estándar de doblado al aire por pie para tu espesor y abertura de V más comunes. Luego añade lo que las fórmulas suelen esconder: el factor de método y la elección de la matriz.
El doblado al aire es tu base de 1.0×. El doblado de fondo puede alcanzar 5×. El acuñado puede superar 10×. Si reduces una matriz en V por debajo de la regla típica de 6–8× el espesor, el tonelaje aumenta rápidamente, a veces de forma exponencial para espesores grandes. Los talleres que persiguen radios apretados en placas gruesas suelen crear su propia condición de sobrecarga y luego culpan a la aleación cuando algo se agrieta.
Imagina una herramienta clasificada—sobre el papel—para cierta carga basada en el doblado al aire de acero al carbono. Ahora realiza doblado de fondo en material de alta resistencia con una matriz estrecha. No superaste el límite de catálogo por poco. Cambiaste la física del combate.
Aquí está la acción práctica: construye una tabla simple para tus diez trabajos principales por volumen. Para cada uno, anota:
Calcula toneladas por pie. Luego multiplícalas por la longitud del doblez para ver la carga total de la máquina. Resalta las tres condiciones de tonelaje por pie más altas. Esas son tus cargas de diseño. Todo lo demás es ruido.
Pero una vez que conoces los picos, ¿cómo traduces eso en la elección del material sin volver a caer en el culto a la dureza?
“Mejor” no es la aleación más dura que sobrevive a tu carga teórica más alta.
“Mejor” es el material que, bajo tu tonelaje por pie máximo identificado, se degrada de una manera que protege el rendimiento.
Si trabajas principalmente con doblado al aire en acero al carbono con picos ocasionales, una herramienta de mayor dureza con tenacidad moderada puede alargar los intervalos de rectificado y ganar en costo por golpe. El punzón no se deformó. Se desgastó lentamente. De forma predecible. Eso es rentable en una división de peso ligero.
Si tu tabla muestra doblados frecuentes de fondo de calibre pesado cerca de la capacidad de la máquina, estás en la categoría de peso pesado. Aquí, la tenacidad a la fractura—la capacidad de absorber energía sin agrietarse—importa más que exprimir unos pocos puntos adicionales de Rockwell. Un núcleo ligeramente más blando y tenaz que se deforma antes de fracturarse te da una advertencia. Puede abultarse. Puede necesitar un reafilado antes. Pero no explota a mitad del ciclo y destruye un troquel personalizado $4,000. Lo he visto suceder.
Así que primero defines el modo de falla aceptable. ¿Desgaste lento? ¿Pequeño redondeo del borde? Bien. ¿Fractura catastrófica bajo carga máxima? Inaceptable. Luego evalúas los materiales no por su nivel en el catálogo, sino por cómo se comportan en tu tonelaje destacado por pie.
Y aquí está el cambio no tan obvio: tu “ADN de taller” no es tu trabajo promedio. Son tus picos repetibles. La aleación que gana es la que tiene una tenacidad a la fractura que coincide lo suficientemente cerca con esos picos para sobrevivirlos, pero cuya dureza sea lo bastante alta para mantener el desgaste dentro de costos razonables a lo largo de tu volumen real.
La rentabilidad no es un cinturón de campeonato para el acero más duro del estante.
Es el costo por golpe dentro de tu categoría de peso.


















