

Mũi chấn không bị phình ra. Nó cũng không bị mòn dần. Nó gãy.
Tấm dày nửa inch. Chấn đáy, không phải chấn nổi. Người vận hành khẳng định bảng tải trọng cho biết anh ta vẫn nằm trong giới hạn. Mũi chấn bằng thép chromoly đã chạy thép thường trong nhiều năm mà không hề phàn nàn. Rồi một ca làm việc, dưới lực tải trông có vẻ “hợp pháp” trên giấy tờ, đầu mũi gãy và văng tung tóe vào không gian khuôn. Tôi đã thấy chuyện đó xảy ra.
Nếu 42CrMo là lựa chọn an toàn của ngành, tại sao nó lại thể hiện như một tay trung bình bước vào sàn đấu của hạng nặng khi tải trọng mỗi foot tăng cao? Câu trả lời thường không chỉ nằm ở luyện kim mà còn ở chính hệ thống máy chấn. Trong các tình huống tải trọng cao, độ cứng khung máy, phân bố lực điều khiển bằng CNC và độ chính xác căn chỉnh quyết định liệu dụng cụ vẫn nằm trong giới hạn thực tế hay trượt vào vùng ứng suất phá hủy. Việc khám phá cách một giải pháp dựa hoàn toàn vào CNC như máy chấn CN-HAWE được thiết kế cho các ứng dụng chấn đòi hỏi cao giúp chuyển hướng câu hỏi từ “Dụng cụ này có đủ mạnh không?” sang “Toàn bộ hệ thống chấn có được xây dựng cho tải này không?”
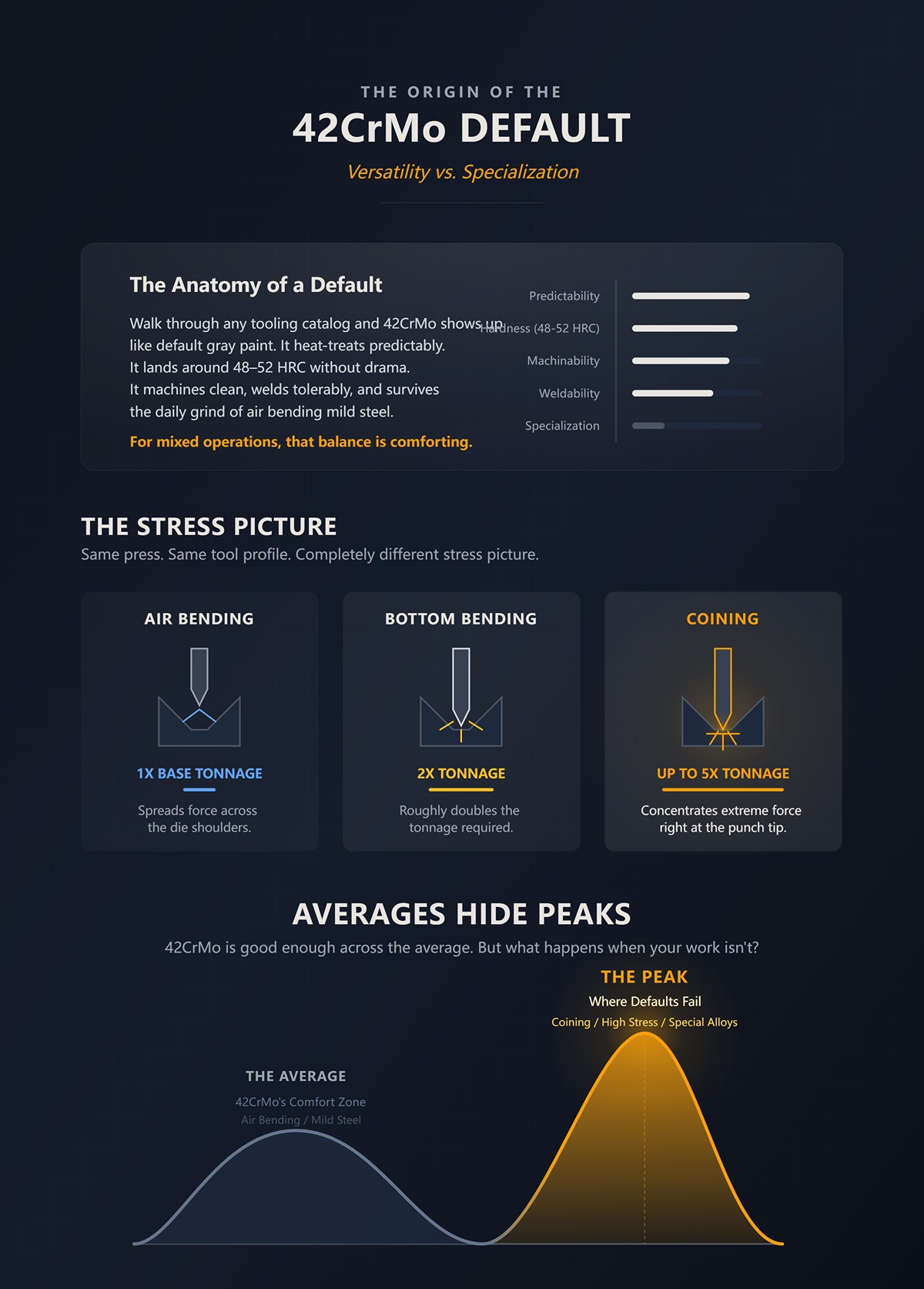
Hãy lướt qua bất kỳ danh mục dụng cụ nào, bạn sẽ thấy 42CrMo xuất hiện như màu sơn xám mặc định. Nó có khả năng nhiệt luyện ổn định. Nó đạt khoảng 48–52 HRC mà không gặp rắc rối. Gia công dễ dàng, hàn chấp nhận được, chịu đựng tốt việc chấn nổi thép nhẹ hàng ngày. Đối với các xưởng xử lý các loại vật liệu và độ dày khác nhau, sự cân bằng đó mang lại cảm giác yên tâm.
Bởi vì đa số các ca chấn đều là chấn nổi.
Chấn nổi phân bố lực lên hai vai khuôn. Chấn đáy khoảng gấp đôi tải trọng. Còn chấn ăn sâu có thể yêu cầu lực gấp năm lần, tập trung ngay tại đầu mũi chấn. Cùng một máy. Cùng một biên dạng dụng cụ. Nhưng hình ảnh ứng suất hoàn toàn khác nhau. Thế nhưng loại hợp kim lựa chọn hiếm khi thay đổi theo phương pháp.
Đó là cách 42CrMo trở thành "vua": nó đủ tốt cho mức trung bình. Nhưng trung bình che giấu các đỉnh cao. Chuyện gì xảy ra khi công việc của bạn không phải là trung bình?
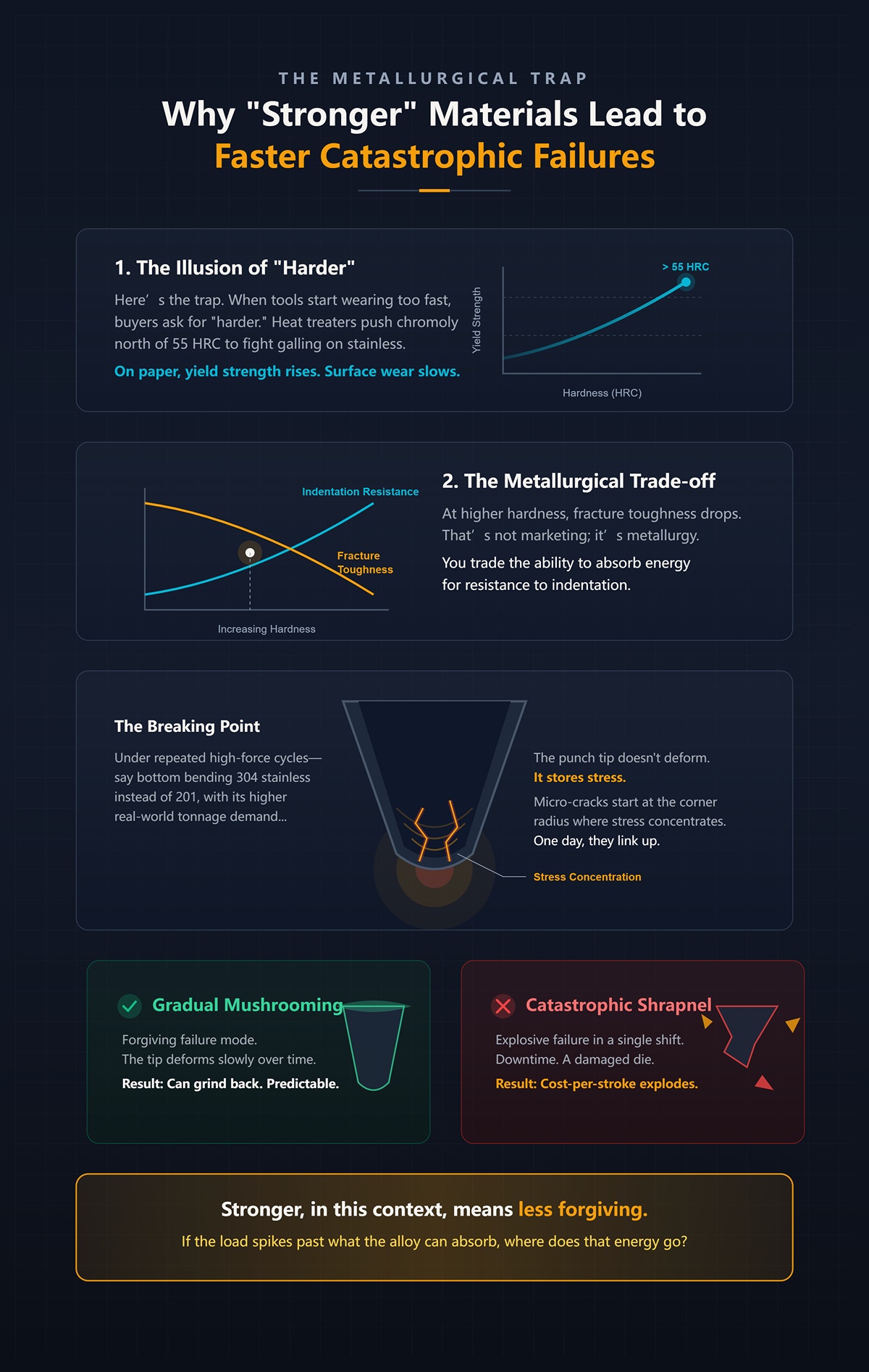
Đây là cái bẫy. Khi dụng cụ bắt đầu mòn quá nhanh, người mua yêu cầu “cứng hơn”. Xưởng nhiệt luyện đẩy thép chromoly lên trên 55 HRC để chống tróc bề mặt khi chấn thép không gỉ. Trên giấy tờ, giới hạn chảy tăng lên. Mài mòn bề mặt chậm lại.
Rồi đến công việc nặng.
Khi độ cứng tăng cao, độ bền chống gãy giảm. Đó không phải là quảng cáo; đó là luyện kim học. Bạn đánh đổi khả năng hấp thụ năng lượng để lấy khả năng chống lõm. Dưới những chu kỳ lực cao lặp lại—ví dụ chấn đáy thép không gỉ 304 thay vì 201, với nhu cầu tải trọng thực tế cao hơn—đầu mũi chấn không bị biến dạng. Nó tích lũy ứng suất. Các vết nứt nhỏ bắt đầu ở bán kính góc nơi tập trung ứng suất. Một ngày nào đó, chúng nối lại với nhau.
Và thay vì mũi chấn phình ra dần mà bạn có thể mài lại, bạn nhận được mảnh vỡ văng tung tóe. Thời gian dừng máy. Khuôn bị hỏng. Chi phí trên mỗi lần chấn tăng vọt chỉ trong một ca làm việc.
“Mạnh hơn” trong bối cảnh này nghĩa là kém chịu đựng hơn. Nếu tải vượt quá khả năng hấp thụ của hợp kim, năng lượng đó sẽ đi đâu?

Hầu hết các chuyên gia nhiệt luyện giàu kinh nghiệm đều âm thầm tập trung dụng cụ máy chấn quanh mức 50 HRC. Đó là sự thỏa hiệp mong manh giữa khả năng chống mài mòn và độ dai va đập. Đẩy vượt quá 60 HRC với chromoly, độ giòn không còn là lý thuyết nữa.
Giờ hãy thêm yếu tố tải trọng trên mỗi foot.
Hãy tưởng tượng một dụng cụ được đánh giá—trên giấy—cho một tải trọng nhất định dựa trên phương pháp uốn không khí với thép mềm. Chuyển sang uốn chạm đáy với thép không gỉ dày. Lực nén tính toán có thể vẫn “nằm trong giới hạn,” nhưng sự biến đổi về cấp thép, điều kiện bề mặt và lựa chọn chiều mở khuôn khiến lực thực tế tăng lên. Không chỉ tăng 1 phần trăm. Đôi khi tăng đến mức đáng kể.
Chromoly không hỏng vì yếu. Nó hỏng vì bạn đang bắt một hợp kim đã được cân bằng phải hấp thụ những cú va đập nặng nề ở mỗi ca làm việc. Bài toán chi phí trên mỗi hành trình thay đổi hoàn toàn khi nứt gãy trở thành cơ chế hỏng chính thay vì mòn.
Vậy câu hỏi thực sự không phải là liệu 42CrMo có tốt hay không.
Mà là cơ chế hỏng của nó có phù hợp với mức độ khắc nghiệt của công việc bạn đang áp dụng không.
Trên một bàn thử, tôi có hai đầu đột đã “nghỉ hưu” từ cùng một máy ép. Cả hai đều đã chạy thép không gỉ dày trong ca đêm. Một cái có đầu tròn có thể đo được bằng thước kẹp—khoảng 0,4 mm bị phình ra. Cái còn lại thì mất hẳn phần đầu. Cái đầu tiên được mài lại và quay lại làm việc. Cái thứ hai gửi mảnh vỡ vào khoang khuôn và làm xước phần vai khuôn.
Cùng một máy. Lực tương đương. Kết quả hoàn toàn khác nhau.
Đó là ngã rẽ khi bạn ngừng tôn thờ các con số độ cứng. Bạn không chọn giữa “mạnh” và “yếu.” Bạn đang chọn giữa một dụng cụ biến dạng dần dần và một cái giải phóng toàn bộ năng lượng tích trữ trong tích tắc. Một cái chỉ tốn bảo trì định kỳ. Cái kia mang nguy cơ vỡ vụn bắn tung tóe. Tôi đã thấy điều đó xảy ra.
Nếu lợi nhuận được đo bằng chi phí trên mỗi hành trình, đầu đột biến dạng có thể dự đoán trước vẫn có thể thắng trong trận đấu hạng nặng. Cái bị nứt vỡ ngoạn mục có thể trông “cứng cáp” hơn trên tờ rơi quảng cáo, nhưng nó rời khỏi “võ đài” trong tình trạng vỡ vụn. Vậy điều gì thực sự quyết định số phận của một dụng cụ – biến dạng hay nứt gãy?
Hãy nhìn một đầu đột đã uốn không khí thép mềm trong nhiều tháng. Phần đầu sáng bóng. Cạnh mềm đi. Vật liệu dính lại tạo vệt mờ. Đó là mài mòn dạng ma sát và dính – hư hại bề mặt do tiếp xúc trượt và nhiệt ma sát. Nó diễn ra dần dần. Trong sản xuất 24/7, kiểu mòn này có thể tăng tốc khoảng một phần ba so với vận hành gián đoạn vì chu kỳ ma sát không dừng lại, nhưng cơ chế vẫn như cũ: mất vật liệu bề mặt, không phải hư hỏng cấu trúc.
Giờ hãy xem một đầu đột uốn chạm đáy tấm dày gần mức tải cực đại. Bạn sẽ không luôn thấy mòn nặng. Đôi khi bề mặt trông vẫn ổn. Nhưng ở bán kính góc – nơi hình dạng tập trung ứng suất – bạn sẽ thấy các vết nứt nhỏ li ti vuông góc với hướng tải. Đó là mỏi va đập: các tải nén cao lặp đi lặp lại với lực kéo bật ngược trên bề mặt. Các vi nứt hình thành, rồi nối lại. Một ca còn vô hình. Ca sau, đầu đột biến mất.
Nhưng những con số trung bình che giấu các đỉnh điểm.
Vượt tải danh định chỉ 20 phần trăm có thể làm giảm tuổi thọ dụng cụ một nửa. Không phải vì bề mặt mòn nhanh gấp đôi, mà vì ứng suất cực đại đã vượt ngưỡng độ dai gãy của vật liệu. Độ cứng làm chậm quá trình mài mòn. Nhưng nó không có tác dụng ngăn vết nứt khi cường độ ứng suất tại đầu nứt vượt khả năng hấp thụ của hợp kim.
Nếu các công việc với vật liệu dày nhất của bạn nằm trong vùng ứng suất đỉnh đó, tại sao bạn lại tối ưu cho mòn bề mặt?
Hãy tưởng tượng một dụng cụ được đánh giá—trên giấy—cho một tải trọng nhất định dựa trên uốn không khí với thép mềm. Lực được phân bố trên vai khuôn. Đầu đột vẫn chịu tiếp xúc, đúng, nhưng vật liệu chủ yếu được đỡ bởi hình học. Độ cứng hữu ích ở đây. Nó chống dính. Giữ cạnh sắc. Một dụng cụ hơi giòn vẫn sống nổi vì biên độ ứng suất nằm dưới giới hạn gãy của nó.
Chuyển sang chạm nổi thép không gỉ dày nửa inch.
Bây giờ đầu đột đang ép vật liệu biến dạng dẻo xuyên qua toàn bộ bề dày. Lực ép có thể tăng lên gấp nhiều lần so với uốn không khí. Vùng tiếp xúc thu hẹp lại. Tải nén tại đầu tăng vọt, và khi trục ép rút lên, sự đàn hồi trở lại của chi tiết kéo bề mặt đầu đột, tạo thành ứng suất kéo chính tại nơi vết nứt thường hình thành.
Độ cứng cao trong những điều kiện đó là con dao hai lưỡi. Nó chống lõm, đúng. Nhưng nó làm giảm độ dai gãy – khả năng của vật liệu chống lại sự lan truyền vết nứt dưới tải. Một khi vi nứt xuất hiện, nền cứng và giòn sẽ biến nó thành con đường thẳng tắp cho vết nứt phát triển.
Một hợp kim cứng hơn trong cùng chiếc khuôn đó có thể cho thấy biến dạng mũi sớm. Chày không bị nở ra một cách thảm khốc; nó từ từ biến dạng. Sự biến dạng đó là năng lượng được hấp thụ dẻo thay vì được lưu trữ đàn hồi. Năng lượng bị tiêu tán, không bị “vũ khí hóa”.
Vậy hãy tự hỏi: bạn có đang uốn nhẹ cả tuần với vài tấm mỏng và chỉ có một công việc nặng vào thứ Sáu, hay thứ Sáu mới là bản chất thật của công việc bạn?
Hãy đặt đầu chày đó dưới kính hiển vi sau khi làm việc ở tốc độ cao với thép hợp kim thấp có cường độ cao. Nhiệt do ma sát có thể làm cứng cục bộ bề mặt vật liệu ở mức độ đo được—mức tăng phần trăm hai con số không phải điều tưởng tượng khi chu kỳ diễn ra nhanh. Vùng cứng đó hoạt động như giấy nhám chống lại chày. Trong khi đó, chính cấu trúc mactenxit của chày—các tinh thể tứ phương tâm khối hình thành trong quá trình tôi—mang nội ứng suất cao.
Mỗi chu kỳ nặng nén các tinh thể đó. Khi nhả tải, ứng suất kéo tăng đột biến trên bề mặt. Các sai lệch mạng tinh thể (dislocation) chất đống tại ranh giới hạt. Trong một loại thép có độ dai cao hơn, các ranh giới đó có thể làm cùn hoặc lệch hướng vết nứt. Trong một loại cromoly rất cứng được đẩy tới khoảng 60 HRC, các hạt cacbit và ranh giới hạt cứng có thể trở thành điểm khởi đầu của vết nứt.
Vết nứt vi mô đầu tiên cực kỳ nhỏ. Vết thứ hai nối liền. Cơ học phá hủy gọi đó là “hệ số cường độ ứng suất”; trong xưởng, chúng ta gọi đơn giản là “nó gãy rồi”.”
Giờ thêm sai lệch căn chỉnh. Tôi đã thấy những chày bị lắp lệch mất độ sắc rõ rệt chỉ sau vài trăm chu kỳ khi dập thép không gỉ cứng. Đó không phải lỗi hợp kim; đó là lỗi lắp đặt. Dù thép có cứng tới đâu cũng không thể cứu bạn khỏi tải trọng lệch tập trung vào một góc. Nhưng khi đã căn chỉnh đúng, việc lựa chọn vật liệu sẽ quyết định liệu ứng suất tập trung đó sinh ra một gờ nhỏ—hay một vết nứt gãy.
Ở cấp độ nguyên tử, độ dai là khả năng làm cùn đầu vết nứt bằng biến dạng dẻo. Độ cứng là khả năng chống lại vết lõm. Dưới tải trọng cực lớn tính theo đơn vị feet, khả năng làm cùn vết nứt giữ cho dụng cụ của bạn tiếp tục chiến đấu. Khả năng chống lõm chỉ giữ cho nó trông đẹp—cho đến ngày nó không còn vậy nữa.
Nếu độ dai phá hủy mới thực sự là “bảo hiểm” chống lại tải trọng nặng, thì câu hỏi cần đặt ra là: những hợp kim nào có thể “đấu” ở hạng cân đó mà không biến mỗi lần quá tải thành mảnh đạn?
Vậy những hợp kim nào thực sự chịu được dập nặng mà không biến máy chấn của bạn thành một quả lựu đạn?
Không phải là những loại có tờ rơi quảng cáo bóng bẩy nhất.
Giữa thép cacbon mềm, dẻo như phấn và cromoly cực cứng bị đẩy đến mức độ “diễn oai” tồn tại một tầng trung gian: D2, A2, T10 và 42CrMo được xử lý tốt. Không phải vô địch ở mọi tiêu chí. Nhưng trong đúng “hạng cân”, chúng chiến thắng về chi phí trên mỗi lần dập—danh hiệu duy nhất trả tiền thuê mặt bằng.
Lợi nhuận không quan tâm tên hợp kim nào được khắc trên thân chày. Nó chỉ quan tâm bạn có bao nhiêu chu kỳ trước khi phải mài lại, tần suất bạn “đùa với vết gãy”, và liệu những công việc nặng nhất của bạn có luôn ở gần vách ứng suất cực đại mà ta vừa phân tích hay không.
Đây là nơi mà huyền thoại bắt đầu rạn nứt.
Hãy tưởng tượng một xưởng gia công ống thép không gỉ 304 dài 10 foot suốt cả tuần. Giới hạn bền kéo tăng khoảng 50% so với thép mềm, nên tải trọng trên mỗi foot cũng tăng theo. Giờ hãy tưởng tượng họ báo giá dựa trên công thức uốn gió của thép mềm, rồi tăng kích thước mà không thay đổi chiều rộng khuôn. Họ đang tiến gần tới giới hạn hơn họ tưởng. Tôi đã thấy điều đó xảy ra.
Cromoly được tôi cứng mạnh để chống mài mòn sẽ chống tróc dính trong thời gian đầu. Mép vẫn sắc. Chày trông hoàn hảo. Rồi những “đỉnh sóng” xuất hiện—các tải đột biến ngắn từ khuôn V chặt hơn, lô thép không gỉ cứng hơn, hoặc sai lệch căn chỉnh nhẹ. Nhưng giá trị trung bình che giấu những đỉnh đó.
D2 và A2 lại hành xử khác. D2 có khả năng chống mài mòn cao nhờ các hạt cacbit crôm, nhưng khi được xử lý nhiệt hợp lý—không quá “phô trương”—nó vẫn giữ được độ dai phá hủy hữu dụng. A2 hy sinh một chút khả năng chống mài mòn để đổi lấy sự ổn định kích thước và khả năng chịu va đập tốt hơn. Trong các ca gia công thép không gỉ dài, nơi cả mài mòn và tải chu kỳ đều quan trọng, sự cân bằng này giúp giảm bớt vi nứt liên kết thành gãy vỡ thảm họa.
Và đây là phần mà các đại diện bán hàng không tính vào giá: nếu các ca chạy thép không gỉ đang “nuốt” mép dao của bạn, và một dụng cụ hợp kim thấp nhưng dai hơn sống sót lâu hơn 20% với nguy cơ vỡ giảm một nửa, thì phép tính lợi nhuận sẽ đảo ngược. Dù nó cần mài lại thường xuyên hơn một chút, chi phí trên mỗi lần dập vẫn giảm vì bạn không phải loại bỏ một chày vỡ tan lúc 2 giờ sáng.
Bây giờ hãy đặt câu hỏi khó chịu: điều gì xảy ra khi loại “thép không gỉ” đó là Type 201 thay vì 304, và tải trọng lại tăng vọt?
Hãy tưởng tượng một dụng cụ được đánh giá — trên giấy tờ — cho một mức tải nhất định dựa trên việc uốn thép mềm bằng không khí. Sau đó công việc thay đổi: khuôn hẹp hơn, độ dày tấm lớn hơn, có thể độ bền kéo tăng lên ngoài dự tính. Tải trọng (tấn trên mỗi foot) tăng dần, và đột nhiên bạn đang vận hành trong một hạng nặng hơn so với mức mà dụng cụ của bạn được thiết kế chịu được.
T10 là thép dụng cụ có hàm lượng cacbon cao. Nó có thể được tôi cứng ở mức cao, giữ cạnh tốt và có giá thành phải chăng. 42CrMo — loại thép crom-molypden cổ điển — mang lại độ bền và độ dai khá tốt, đặc biệt khi được ram đúng cách. Trên bảng thông số, 42CrMo thường trông như là lựa chọn “mạnh mẽ” hơn.
Nhưng độ bền không giống với độ dai khi gãy.
Khi đẩy 42CrMo lên độ cứng cao hơn để theo đuổi khả năng chống mài mòn, khả năng chịu va đập của nó lại giảm xuống. Dưới tải trọng đỉnh lặp lại, đặc biệt là trong uốn đáy tấm dày hơn, sự giảm này thể hiện dưới dạng nứt ở góc chứ không phải mài mòn dần. Tôi đã từng thấy điều đó xảy ra. Cái chày không bị bẹp; nó bị nứt đôi.
T10, giữ ở độ cứng thấp hơn một chút nhưng vẫn “đủ tốt”, có thể mòn nhanh hơn một chút trong các tình huống mài mòn. Nhưng nếu rủi ro thực sự của bạn là nứt do ứng suất đỉnh — chứ không phải mài mòn chậm — thì độ cứng bổ sung đó chỉ là lớp áo giáp trang trí. Cấu hình có độ dai cao hơn sẽ hấp thụ năng lượng thay vì phản xạ nó trở lại vào đỉnh vết nứt.
Độ cứng “đủ tốt” mà còn tồn tại được vẫn vượt trội hơn độ cứng “hoàn hảo” nhưng dễ vỡ tung.
Tất nhiên, tất cả điều này đều giả định rằng bạn có thể duy trì cạnh làm việc một cách kinh tế khi nó bắt đầu mòn đi.
Tuổi thọ của dụng cụ không chỉ là thời gian nó làm việc trong máy uốn. Đó còn là số lần mài sắc lại sạch sẽ bạn có được trước khi hình dạng bị lệch hoặc vết nứt siêu nhỏ xuất hiện trở lại.
D2 và A2, khi được nhiệt luyện đúng cách, có đặc tính mài ổn định. Phân bố các hạt carbide đủ đồng đều để bạn không phải đuổi theo các điểm mềm trên cạnh. T10 thì đơn giản — ít hợp kim phức tạp hơn, ít điều bất ngờ hơn khi mài. Điều đó rất quan trọng trong môi trường sản xuất bận rộn, nơi thời gian chết đồng nghĩa với tiền bạc thất thoát.
Thép crom-molypden bị tôi quá cứng có thể rất “khó chịu”. Ứng suất dư từ quá trình nhiệt luyện mạnh làm cho việc mài trở nên rủi ro; nếu bạn loại bỏ vật liệu không đều, bạn có thể giải phóng ứng suất đang tiềm ẩn bên trong. Một vết nứt nhỏ mà bạn không hề thấy có thể lộ ra sau khi mài. Tôi đã từng chứng kiến điều đó.
Và đây là ưu thế âm thầm: các loại thép thấp hợp kim có độ dai cao hơn chịu được những lỗi mài nhỏ mà không biến chúng thành điểm tập trung ứng suất. Chúng “biết tha thứ”. Trong một thế giới nơi căn chỉnh không hoàn hảo và con người không phải là robot, sự “tha thứ” này giảm nguy cơ vỡ vụn hơn là tăng thêm hai điểm HRC.
Điều đó dẫn đến câu hỏi quan trọng hơn cả tên hợp kim được khắc trên thân: nếu hai dụng cụ được làm từ cùng một loại thép, tại sao một cái tồn tại còn cái kia lại hỏng dưới cùng mức tải?
Hai chày. Cùng một mẻ 42CrMo. Cùng độ cứng trên chứng nhận. Cùng máy uốn, cùng công việc uốn thép không gỉ dày 3/8 inch. Một cái chạy sáu tháng và quay lại chỉ để mài lại. Cái kia thì văng một mảnh thép hình lưỡi liềm vào khe khuôn vào tối thứ Ba. Tôi đã từng thấy điều đó.
Hợp kim không thay đổi. Tải không thay đổi. Điều thay đổi là những gì bạn không thể đọc trên tờ quảng cáo: độ sâu của lớp tôi cứng, cách xử lý bề mặt, và cách lớp cứng đó ăn khớp với lõi bên trong. Khi hư hỏng bắt đầu từ bề mặt — và thường là như vậy trong quá trình uốn lặp — thì thành phần hóa học không quan trọng bằng cấu trúc. Vậy chính xác thì yếu tố nào trong cấu trúc đó quyết định liệu cạnh sẽ mòn dần một cách “lịch sự” hay nổ tung thành mảnh vụn?
Hãy hình dung một mặt cắt dưới kính hiển vi. Một dụng cụ được tôi cứng toàn phần — nếu được tôi tôi và ram đúng quy trình — sẽ có độ cứng tương đối đồng đều từ bề mặt đến lõi. Không hoàn toàn giống nhau, nhưng ổn định. Toàn thân cùng chia sẻ tải, và khi nó biến dạng, quá trình diễn ra dần dần. Bạn thấy hiện tượng “nở đầu chày”, bo tròn cạnh, có dấu hiệu cảnh báo trước.
Bây giờ hãy lấy một chày được tôi cảm ứng. Bề mặt có thể đo được ở mức 58–60 HRC, nhưng độ sâu lớp cứng thường dưới 2 milimét. Bên dưới là lõi mềm hơn nhưng dẻo dai hơn. Trên lý thuyết, điều đó nghe có vẻ lý tưởng: lớp ngoài cứng chống mài mòn, lõi dẻo chống va đập. Với việc uốn không khí tấm mỏng, nó hoạt động tốt.
Chuyển sang uốn tấm dày với phương pháp chạm đáy, lực ép lớn trên mỗi foot và tải đỉnh chu kỳ. Lớp bề mặt là mactenxit—cứng và giòn. Lõi lại uốn vi mô dưới tải. Sự sai khác đó tạo ra ứng suất cắt ngay tại mặt phân cách. Sau đủ chu kỳ, những vết nứt nhỏ hình thành song song với bề mặt. Rồi một phần tách khỏi. Đó là hiện tượng bong tróc—sự tách lớp bề mặt do ứng suất cắt chu kỳ gây ra. Và khi lớp vỏ giòn ấy bung ra, nó không bong như sơn. Nó văng ra.
Một lớp cứng nông trong một công việc nặng là sự không tương xứng về cấp độ tải. Lớp ngoài chịu va đập, lõi di chuyển khác đi, và mặt phân cách trở thành con đường nứt gãy. Chày không bị nở đầu. Nó vỡ mảnh.
Tôi thấu cứng toàn phần tránh được mặt phân cách đó, nhưng cũng đi kèm cái giá riêng: nếu bạn đẩy độ cứng quá cao—ví dụ H13 đạt mức trên 50 HRC—bạn sẽ mất độ dai gãy trên toàn bộ chi tiết, không chỉ ở bề mặt. Giờ thì toàn bộ tiết diện hoạt động như lớp vỏ giòn ấy. Cơ chế hỏng chuyển từ bong tróc bề mặt sang nứt gãy toàn thân. Cách hỏng khác nhau. Nguy cơ mảnh vỡ giống nhau.
Vậy nếu tôi cảm ứng là chiếc mũ bảo hiểm mỏng và tôi toàn phần có thể làm cả “hộp sọ” trở nên giòn, thì có lựa chọn trung gian nào phù hợp hơn với “hạng cân” thực tế không?
Tôi laser hoạt động theo cách khác. Thay vì nung toàn bộ dụng cụ hoặc dựa vào độ xuyên thấu điện từ như cảm ứng, nó sử dụng chùm tia laser được kiểm soát để tôi ôstenit hóa một vùng bề mặt xác định, rồi tự tôi nguội vào phần vật liệu nền. Với các loại thép phổ biến như 4140 hoặc 4130, bạn có thể đạt khoảng 58–62 HRC ở bề mặt với độ sâu lớp cứng được kiểm soát và độ biến dạng tối thiểu—thường nhỏ hơn 0,001 inch trên các đoạn ngắn, và vài phần trăm milimét trên chiều dài lớn nếu được quản lý tốt.
Độ chính xác đó rất quan trọng trong khuôn uốn, nơi độ thẳng của dụng cụ dài mười foot quyết định liệu lực ép của bạn có được phân bố đều hay dồn vào một góc.
Nhưng đây là điều mà các tờ quảng cáo thường chỉ nói khẽ: độ sâu lớp cứng vẫn có giới hạn. Bạn vẫn đang tạo ra một độ dốc—bên ngoài cứng, bên trong dẻo hơn. Điểm khác biệt là khả năng kiểm soát. Laser cho phép bạn điều chỉnh độ sâu và chiều rộng của vùng tôi cứng sao cho tương ứng với ứng suất tiếp xúc dự kiến. Với các ứng dụng uốn không khí chính xác và uốn chạm đáy vừa phải, điều này có thể giảm mài mòn mà không tạo ra “vách cứng” đột ngột thường thấy ở những trường hợp tôi cảm ứng nông.
Nó không phải phép màu. Trong trường hợp tải cực nặng—khuôn V hẹp, tấm thép cường độ cao, ép chạm đáy lặp lại—nếu lớp tôi cứng quá mỏng so với độ sâu vùng ứng suất tiếp xúc, bạn sẽ tái tạo cùng nguy cơ tách lớp. Vật lý không nhân nhượng.
Giá trị thực của tôi laser là khả năng kiểm soát biến dạng và độ lặp lại. Ít biến dạng do nhiệt sau khi tôi đồng nghĩa với ít tải đỉnh do sai lệch căn chỉnh hơn. Và hãy nhớ, trung bình che giấu đỉnh. Nếu một dụng cụ bị biến dạng tạo ra quá tải cục bộ, bạn lại bắt đầu nứt tại một góc, bất kể hợp kim nào.
Vì vậy, tôi laser có thể là lựa chọn tối ưu—nếu độ sâu lớp cứng phù hợp với trường ứng suất và thép nền vẫn giữ được độ dai gãy thật sự. Nếu không, nó chỉ là một chiếc mũ bảo hiểm bóng bẩy hơn.
Điều này dẫn ta đến một yếu tố mà hầu hết người mua bỏ qua vì nó không có con số Rockwell đi kèm.
Hãy chạy móng tay qua hai chiếc chày mới. Một chiếc được mài sạch, bề mặt mịn dọc theo đường uốn. Chiếc kia có các vết mài mờ vuông góc với hướng tải. Cả hai đều đo được 56 HRC. Nhưng dưới tải, chúng phản ứng khác nhau.
Những gờ siêu nhỏ ấy hoạt động như các điểm tập trung ứng suất. Chúng làm tăng ma sát với tấm kim loại, khiến nhiệt độ cục bộ tại vùng tiếp xúc tăng lên. Nhiệt làm mềm chính bề mặt mà bạn đã bỏ tiền để làm cứng. Sau đó hiện tượng dính kim loại (galling) bắt đầu—chuyển vật liệu từ tấm sang dụng cụ. Giờ bạn đã tạo ra các điểm cao làm tăng ứng suất tiếp xúc ở lần ép tiếp theo.
Ma sát chính là lực. Lực tăng nghĩa là tải thực tế (tấn/foot) cao hơn. Tải cao hơn khiến ứng suất đi sâu hơn vào mặt dụng cụ. Và đột nhiên lớp cứng được thiết kế kỹ lưỡng không còn đủ nữa.
Bề mặt mịn hơn giúp giảm hệ số ma sát, giảm sinh nhiệt, và phân bố tiếp xúc đồng đều hơn. Điều đó làm giảm ứng suất đỉnh, tức giảm xác suất khởi đầu vết nứt. Cùng thép. Cùng độ cứng. Khác chất lượng bề mặt. Khác chi phí trên mỗi lần ép.
Tôi đã thấy nhiều xưởng đi săn thép cao cấp hơn trong khi vấn đề thực sự là kỹ thuật mài của họ.
Độ nhẵn bề mặt nghe có vẻ không oai. Nó không thắng được các tranh luận tại triển lãm. Nhưng trong phép tính thật sự—bao nhiêu lần ép trước khi mài lại, bao nhiêu lần mài trước khi loại bỏ—nó thay đổi đường cong. Và khi bạn nhân điều đó lên hàng nghìn chu kỳ trong các công việc tấm dày nhất, chênh lệch lợi nhuận thể hiện rõ ở thời gian ngừng máy tránh được và các thay thế khẩn cấp không phải đặt hàng.
Vậy nếu độ sâu xử lý nhiệt quyết định câu chuyện ứng suất bên trong và độ nhẵn bề mặt quyết định câu chuyện tiếp xúc, điều đó sẽ ảnh hưởng thế nào đến chu kỳ mài lại, các hiệu chỉnh biến dạng, và chi phí thực trên mỗi hành trình khi tổ hợp công việc trở nên phức tạp?
Bạn muốn biết độ sâu lớp tôi và độ hoàn thiện bề mặt chuyển hóa thành tiền bạc như thế nào, chứ không phải thành các báo cáo trong phòng thí nghiệm.
Nếu bạn đang đánh giá sự kết hợp giữa dụng cụ và máy móc cho sản xuất tải trọng lớn hoặc đa vật liệu, thì việc xem các thông số kỹ thuật chi tiết sẽ hữu ích hơn là các bản tóm tắt tiếp thị. Để có dữ liệu kỹ thuật về hệ thống uốn, khả năng điều khiển CNC và phạm vi ứng dụng trong công việc gia công kim loại tấm nặng, bạn có thể tải về các tài liệu quảng cáo và bảng thông số kỹ thuật tại đây: Tải về các tài liệu quảng cáo kỹ thuật và tài liệu thông số kỹ thuật. Các tài liệu này của CN-HAWE trình bày các giải pháp uốn dựa trên CNC được phát triển với sự hỗ trợ R&D chuyên biệt, cung cấp cho bạn các thông số cụ thể để so sánh với các tính toán chi phí mỗi lần uốn của chính bạn.
Đây là cách nó thực sự diễn ra trên máy ép phanh làm việc với vật liệu dày. Một lớp tôi cứng mỏng khi chịu tải trọng cao tính theo mỗi foot sẽ bắt đầu nứt vi mô sớm hơn, nghĩa là bạn phải mài lại lần đầu sớm hơn. Mỗi lần mài lại loại bỏ vật liệu, thay đổi hình học khe khuôn và buộc phải hiệu chỉnh thiết lập. Nếu biến dạng đã ăn sâu trong quá trình xử lý nhiệt, bạn phải chêm và chỉnh để đạt lại tiếp xúc đều. Lúc này không còn là vấn đề luyện kim nữa. Đó là việc chiếc máy phải dừng lại trong khi một tài sản trị giá $200 mỗi giờ chờ bạn đuổi theo từng phần nghìn inch qua mười foot dài.
Chi phí mỗi lần uốn là giá mua chia cho tổng số lần uốn thành công trước khi phế phẩm, cộng với chi phí của mọi lần gián đoạn trong suốt quá trình.
Giờ hãy xét thêm đến tính toàn vẹn bề mặt. Bề mặt mài thô hơn làm tăng ma sát, làm tăng tải trọng hiệu quả, khiến ứng suất thấm sâu hơn vượt ngoài độ sâu lớp tôi được thiết kế. Chu kỳ mài lại đến nhanh hơn. Hiện tượng dính kim loại tạo ra các điểm cao. Những điểm cao đó tập trung tải trọng và thúc đẩy khởi phát vết nứt nhanh hơn. Nhưng các giá trị trung bình che giấu các đỉnh tải. Một vùng quá tải cục bộ trên dụng cụ bị biến dạng có thể làm tiêu tan một tuần tuổi thọ dự kiến chỉ trong một ca làm việc. Tôi đã chứng kiến điều đó xảy ra.
Vì vậy, câu hỏi không còn là “Tôi đã mua độ cứng Rockwell bao nhiêu?” mà trở thành “Tôi có được bao nhiêu hành trình giữa các lần can thiệp, và mỗi lần can thiệp đó khiến tôi mất bao nhiêu năng suất?”
Nếu bước tiếp theo là trao đổi trực tiếp với đội ngũ, Liên hệ với chúng tôi là điều phù hợp nhất ở đây.
Dụng cụ đắt nhất trong giá để của bạn không phải là dụng cụ có hóa đơn cao nhất.
Đó là cái gãy vào lúc 3 giờ chiều trong một ca sản xuất 500 chi tiết bằng thép tấm dày 3/8 inch, khi cái thay thế ở tòa nhà khác và khuôn đặc biệt đi kèm có giá bốn nghìn đô. Hãy tưởng tượng một dụng cụ được đánh giá—trên giấy tờ—cho một tải trọng nhất định khi uốn không chạm với thép thường. Giờ hãy dùng nó để dập hoàn toàn vật liệu cường độ cao gần bằng công suất tối đa của máy. Ăn sâu hoàn toàn. Không độ hồi. Tải trọng cực đại. Bạn đã chuyển sang một hạng cân khác mà không thừa nhận điều đó.
Khi một dụng cụ giòn, có độ cứng cao hỏng giữa ca, bạn không chỉ mất dụng cụ. Bạn mất tiến độ. Bạn có nguy cơ làm hỏng các chi tiết đang dở dang. Nếu đó là một biên dạng tùy chỉnh, bạn không còn khấu hao chi phí đó theo năm tháng nữa; bạn phải gánh toàn bộ trong một tuần tồi tệ. Chi phí mỗi lần uốn tăng vọt vì mẫu số—số lần uốn thành công—sụp đổ.
Và nếu xưởng của bạn thực hiện các lần uốn dài, hãy nhớ điều này: chiều dài uốn gấp đôi thì tải trọng yêu cầu cũng gấp đôi. Không hợp kim nào vượt qua được quy luật toán học đó. Nếu máy đã gần tới giới hạn, mọi dụng cụ đều đang chiến đấu ở hạng nặng dù nó có muốn hay không. Trong môi trường đó, độ dai gãy không phải là điều xa xỉ. Đó là yếu tố sống còn.
Vậy tại sao ai đó lại trả thêm 40% cho một loại vật liệu “cao cấp”?
Đôi khi là có.
Nếu phần chi thêm đó mang lại cho bạn độ tôi sâu hơn, được phối hợp đúng với lõi dai—nghĩa là chu kỳ mài lại được kéo dài từ, ví dụ, mỗi 20.000 hành trình lên tới 35.000 trong một kịch bản sản xuất khối lượng lớn—thì thời gian ngừng máy mỗi tháng giảm. Ít lần tháo dụng cụ hơn. Ít lần căn chỉnh lại hơn. Ít khả năng tạo lỗi thiết lập khiến tải trọng đỉnh phát sinh hơn. Trong hàng trăm nghìn lần uốn, điều đó có thể nhanh chóng bù lại hóa đơn cao hơn.
Nhưng đây là cái bẫy: nếu phần chi thêm đó chủ yếu mang lại độ cứng bề mặt cao hơn mà không có độ dai gãy tương xứng, và bạn đang chạy các công việc hỗn hợp—hôm nay uốn không chạm, ngày mai uốn chạm đáy, có thể dập ép vào thứ Sáu—bạn có thể rút ngắn tuổi thọ dưới điều kiện tải cực đại. Chày không bị biến dạng. Nó bị gãy. Lúc này phần chi thêm 40% của bạn lại mang đến ít hành trình tổng hơn so với một lựa chọn dai hơn, mềm hơn một chút.
Chi phí cho mỗi lần dập không quan tâm đến các cấp độ tiếp thị.
Hạng cao cấp chỉ đáng giá khi nó kéo dài thời gian sản xuất ổn định trong những công việc với vật liệu dày nhất của bạn. Nó làm bạn thiệt hại khi đuổi theo các chỉ số độ cứng không thể tồn tại ở mức tải trọng cực đại tính theo tấn trên mỗi foot. Tôi đã thấy nhiều xưởng học bài học đó theo cách đau đớn.
Điều đó dẫn đến những "đứa con cưng" của đám đông viết brochure.
Carbide là một con dao mổ.
Trong việc uốn không khí mỏng, lặp lại ở tải trọng được kiểm soát, nó giữ hình dạng mép rất đẹp. Mòn ít. Góc predictable. Khoảng thời gian bảo trì dài. Trong hạng cân đó, nó là nhà vô địch.
Di chuyển nó vào uốn đáy có tải trọng cao hoặc dập hình đồng trên tấm dày, bạn đang yêu cầu một chiếc búa bằng thủy tinh đánh như thép rèn. Độ bền nén của carbide rất lớn. Độ bền chống gãy của nó thì không. Chỉ cần một sự lệch nhỏ. Một lần quá tải bất ngờ từ tấm cong hoặc lỗi độ cong nhẹ. Nguy cơ văng mảnh. Tôi đã thấy điều đó xảy ra.
Các lớp phủ kể một câu chuyện tương tự. Lớp phủ ma sát thấp giảm biến dạng và nhiệt, có thể chính đáng kéo dài tuổi thọ bằng cách giảm tải trọng hiệu dụng. Điều đó giúp chi phí cho mỗi lần uốn của bạn. Nhưng nếu vật liệu nền bên dưới thiếu độ bền cho tải đỉnh của bạn, lớp phủ trở thành lớp giáp trang trí trên lõi giòn. Khi nền nứt, lớp phủ cũng đi theo.
Vì vậy, phép tính thực tế không phải là “Chromoly có phải là vua không?” hay “Carbide có phải là loại elite không?”
Mà là thế này: với tải trọng cực đại tính theo tấn mỗi foot, chiều dài uốn dài nhất, và hỗn hợp vật liệu khó xử lý nhất của bạn, dụng cụ nào sống sót qua các đỉnh tải đủ thường xuyên để mang lại chi phí cho mỗi lần uốn thấp nhất trong suốt một năm?
Đó là chiếc đai vô địch duy nhất giúp bạn trả tiền hóa đơn.
Bạn không chọn dụng cụ theo bảng hợp kim. Bạn chọn nó theo công việc khó chịu nhất giúp bạn trả tiền thuê.
Hầu hết các xưởng không trả lời được một câu hỏi đơn giản: tải trọng cao nhất tính theo tấn mỗi foot mà chúng ta thực sự đạt được trong một tháng bình thường là bao nhiêu, không phải trong thử nghiệm brochure mà trong đợt chạy thật với hỗn hợp chi tiết thật? Cho đến khi bạn biết điều đó, bạn vẫn đang tranh luận về độ cứng như một đặc điểm tính cách. Khung này buộc bạn phải bắt đầu từ nơi dụng cụ thực sự chết — tại tải đỉnh — và làm ngược lại để tìm loại vật liệu sống sót qua các đỉnh đó một cách chậm rãi thay vì bùng nổ.
Vậy những đỉnh tải đó đến từ đâu trong xưởng của bạn?
Kéo dữ liệu công việc trong một năm. Không phải doanh thu — là vật liệu và độ dày.
Công thức cho thép mềm giả định khoảng 60.000 PSI cường độ kéo. Đó là đường cơ sở đằng sau hầu hết các biểu đồ tải trọng. Giờ hãy xem bạn uốn thép không gỉ, tấm chịu mài mòn hoặc các loại thép kết cấu cường độ cao thường xuyên đến mức nào. Việc điều chỉnh rất đơn giản về nguyên lý: nhân tải trọng cơ sở với độ kéo thực tế chia cho 60.000. Nếu thép không gỉ của bạn gần với 90.000 PSI, bạn vừa tăng tải trọng lên gấp 1,5 lần cho cùng độ dày và kích thước khuôn.
Hệ số nhân đó yên lặng trên giấy. Nhưng dữ dội tại đầu chày.
Một xưởng nói, “Chúng tôi chủ yếu chạy thép mềm,” nhưng lại lén làm việc với thép cường độ cao hai ngày mỗi tuần, thì đã tự chuyển hạng cân mà không thừa nhận. Những ngày đó xác định nguy cơ văng mảnh của bạn, chứ không phải những ngày thứ Ba dễ dàng. Tôi đã thấy điều đó xảy ra.
Vì vậy, chẩn đoán đầu tiên không phải là “Hợp kim nào là vua?” mà là “Bao nhiêu phần trăm các cú uốn của chúng ta nằm trong hạng nặng?” Bởi vì nếu thậm chí 20% trong khối lượng hàng năm của bạn sống ở mức tải 1,5× đến 2× so với mức cơ bản, thì phần đuôi đó sẽ điều khiển toàn bộ dụng cụ.
Nhưng chỉ riêng vật liệu thì không giải thích được những đỉnh thực sự, đúng không?
Bây giờ chúng ta định lượng các cú đấm mà bạn thực sự đang tung ra.
Bắt đầu với tải tiêu chuẩn trên mỗi foot khi uốn bằng khí nén đối với độ dày và khe V phổ biến của bạn. Sau đó thêm những yếu tố mà công thức thường bỏ sót: hệ số phương pháp và lựa chọn khuôn.
Uốn bằng khí nén là mức cơ bản 1,0×. Uốn sát đáy có thể tăng lên 5×. Uốn ép có thể vượt quá 10×. Thu hẹp khuôn V nhỏ hơn quy tắc 6–8× độ dày thông thường và tải tăng nhanh—đôi khi tăng theo cấp số nhân đối với tấm dày. Các xưởng theo đuổi bán kính nhỏ trên tấm dày thường tự tạo ra tình trạng quá tải rồi lại đổ lỗi cho hợp kim khi có sự cố nứt.
Hãy tưởng tượng một dụng cụ được xếp hạng—trên giấy tờ—cho một mức tải nhất định dựa trên uốn khí nén thép mềm. Bây giờ bạn thực hiện uốn sát đáy trên vật liệu có độ bền cao trong khuôn chặt. Bạn không chỉ vượt giới hạn danh mục một chút. Bạn đã thay đổi toàn bộ vật lý của cuộc chiến.
Đây là bước thực tế: tạo một bảng đơn giản cho mười công việc hàng đầu của bạn theo khối lượng. Với mỗi công việc, liệt kê:
Tính toán tải trên mỗi foot. Sau đó nhân với chiều dài đoạn uốn để thấy tổng tải của máy. Đánh dấu ba điều kiện tải-đỉnh-trên-mỗi-foot cao nhất. Đó là tải thiết kế của bạn. Mọi thứ còn lại chỉ là nhiễu.
Nhưng khi đã biết các đỉnh tải, làm thế nào để bạn chuyển điều đó thành lựa chọn vật liệu mà không trượt lại vào việc tôn sùng độ cứng?
“Tốt nhất” không phải là hợp kim cứng nhất sống sót qua tải lý thuyết cao nhất của bạn.
“Tốt nhất” là vật liệu mà, dưới tải-đỉnh-trên-mỗi-foot đã xác định, xuống cấp theo cách giúp duy trì năng suất.
Nếu bạn chủ yếu uốn bằng khí nén trên thép mềm với những đợt tải cao hiếm hoi, một dụng cụ có độ cứng cao hơn và độ dai vừa phải có thể kéo dài chu kỳ mài lại và mang lại hiệu quả tốt hơn về chi phí mỗi lần uốn. Mũi đột không bị bẹp. Nó mòn chậm. Có thể dự đoán được. Đó là lợi nhuận trong hạng nhẹ.
Nếu bảng của bạn cho thấy việc uốn sát đáy tấm dày thường xuyên gần công suất máy, bạn đang ở hạng nặng. Ở đây, độ dai khi gãy—khả năng hấp thụ năng lượng mà không nứt—quan trọng hơn việc cố đạt thêm vài điểm Rockwell. Một lõi hơi mềm hơn, dai hơn có thể biến dạng trước khi gãy cho bạn thời gian cảnh báo. Nó có thể bị bẹp. Nó có thể cần mài lại sớm hơn. Nhưng nó sẽ không nổ giữa ca và phá hủy một khuôn tùy chỉnh $4.000 đi kèm. Tôi đã từng thấy điều đó xảy ra.
Vì vậy, bạn xác định trước dạng hư hỏng có thể chấp nhận. Mòn chậm? Mép bị lăn nhẹ? Được thôi. Tách nứt thảm khốc dưới tải đỉnh? Không chấp nhận. Sau đó bạn đánh giá vật liệu không theo cấp độ trong brochure, mà theo cách chúng phản ứng dưới tải-đỉnh-trên-mỗi-foot mà bạn đã nhấn mạnh.
Và đây là sự chuyển dịch không hiển nhiên: “ADN xưởng làm việc” của bạn không phải là công việc thông thường. Nó là những đỉnh cao mà bạn có thể lặp lại được. Hợp kim chiến thắng là hợp kim có độ dai gãy phù hợp đủ gần với những đỉnh cao đó để tồn tại qua chúng, nhưng có độ cứng vừa đủ để giữ cho sự hao mòn đạt hiệu quả kinh tế trên toàn khối lượng thực tế của bạn.
Khả năng sinh lợi không phải là một chiếc đai vô địch dành cho loại thép cứng nhất trong giá kệ.
Đó là chi phí trên mỗi lần đột trong hạng cân của bạn.


















