

Zımba şişmedi. Yavaş yavaş aşınmadı. Kırıldı.
Yarım inç plaka. Alt büküm, hava bükümü değil. Operatör, tonaj tablosunun sınırlar içinde olduğunu söylüyordu. Krom molibdenli zımba, yıllardır düşük karbonlu çelikle sorunsuz çalışmıştı. Sonra bir vardiyada, kâğıt üzerinde “yasal” görünen bir yük altında uç koptu ve kalıp bölgesini parçalarla doldurdu. Bunu gördüm.
Eğer 42CrMo endüstrinin güvenli seçimi ise, neden tonaj ayak başına arttığında ağır siklet ringine adım atan bir orta siklet gibi davranıyor? Cevap çoğu zaman sadece metalurji değil—pres büküm sisteminin kendisidir. Yüksek tonajlı senaryolarda, çerçeve rijitliği, CNC kontrollü kuvvet dağılımı ve hizalama doğruluğu, takımın gerçek sınırlar içinde kalıp kalmadığını veya yıkıcı gerilim bölgelerine kayıp kaymadığını belirler. Tamamen CNC tabanlı bir çözüm olan CN-HAWE abkant pres gibi makinelerin zorlu büküm uygulamaları için nasıl tasarlandığını incelemek, soruyu “Bu takım yeterince güçlü mü?”den “Tüm büküm sistemi bu yük için inşa edildi mi?”ye dönüştürür.”
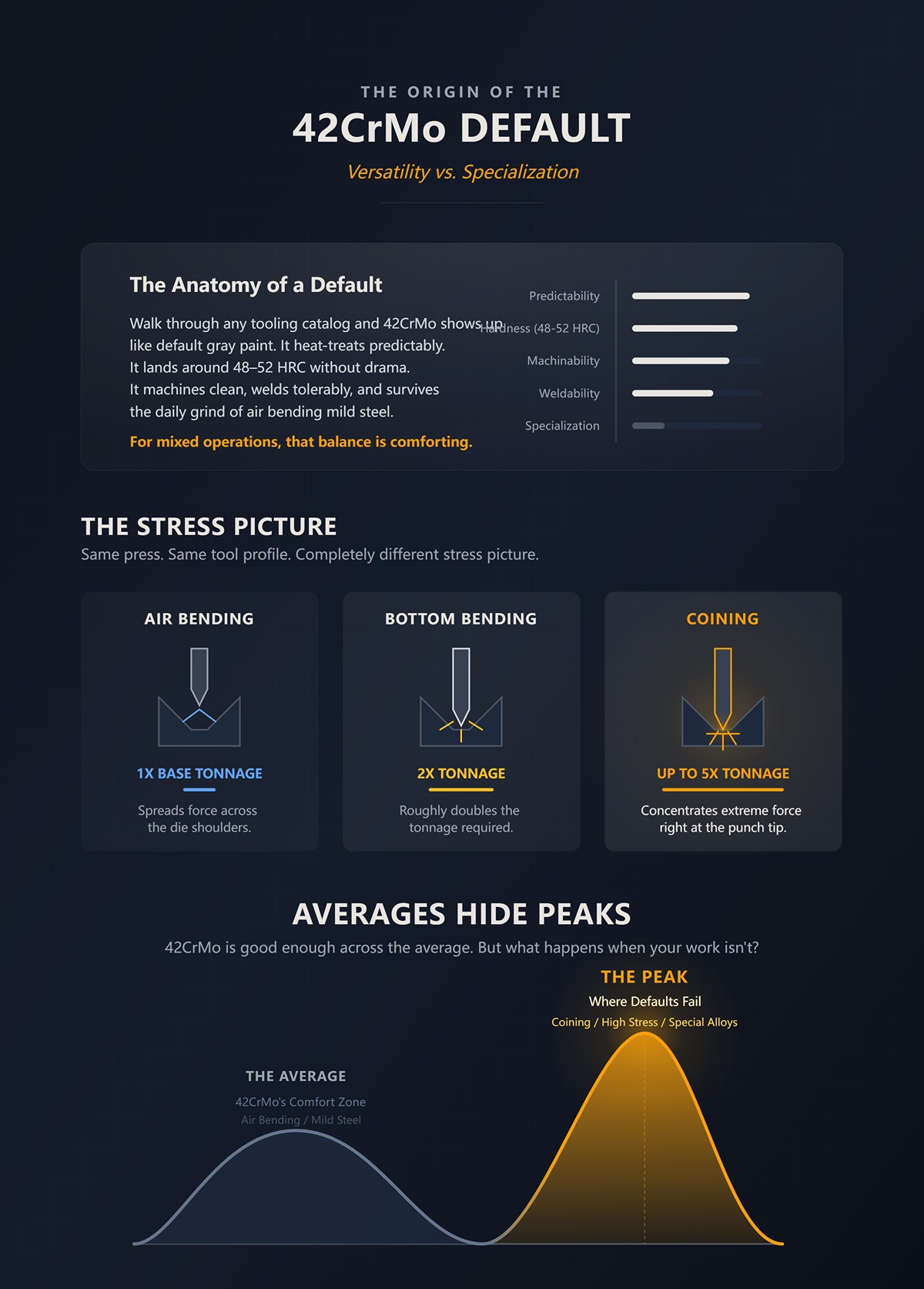
Herhangi bir takım kataloğuna göz atın, 42CrMo varsayılan gri boya gibi ortaya çıkar. Isıl işlemi öngörülebilirdir. Sorunsuz şekilde yaklaşık 48–52 HRC’ye ulaşır. Temiz işlenir, makul şekilde kaynak yapılabilir, düşük karbonlu çeliğin hava bükümündeki günlük yıpranmasına dayanır. Farklı kalınlıklar ve malzemelerle çalışan atölyeler için bu denge rahatlatıcıdır.
Çünkü büküm işlemlerinin çoğu hava bükümüdür.
Hava bükümü, kuvveti kalıp omuzlarına yayar. Alt büküm tonajı kabaca ikiye katlar. Dar alma (coining) işlemi ise kuvveti zımba ucuna yoğunlaştırarak beş katına kadar artırabilir. Aynı pres. Aynı takım profili. Tamamen farklı bir gerilim tablosu. Yine de alaşım tercihi yöntemle birlikte nadiren değişir.
42CrMo böyle kral oldu: ortalama için yeterince iyi. Ancak ortalamalar zirveleri gizler. Peki işiniz ortalama değilse ne olur?
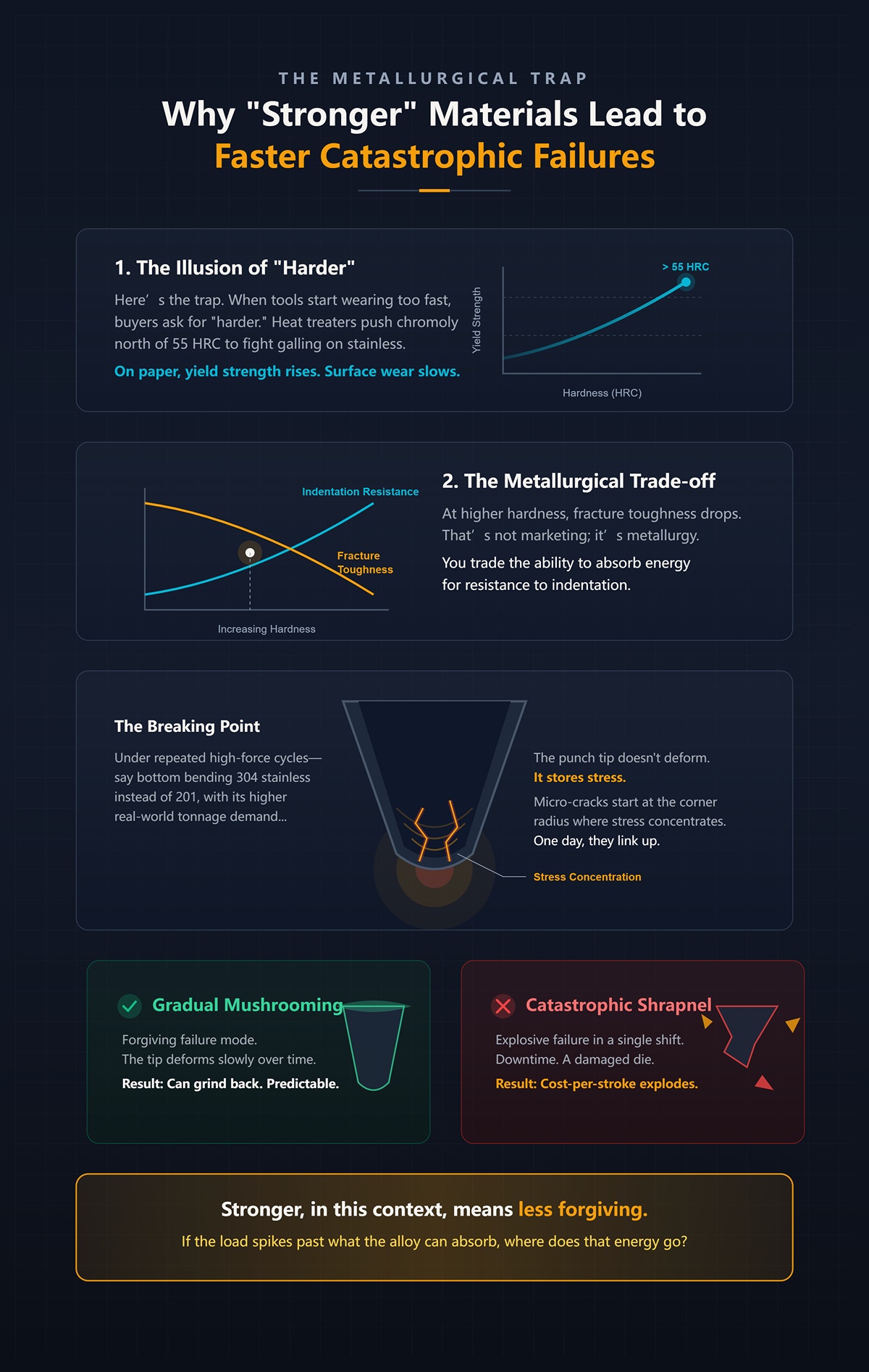
İşte tuzak. Takımlar çok hızlı aşınmaya başladığında, alıcılar “daha sert” ister. Isıl işlem uzmanı, krom molibdeni paslanmaz çelikte yapışmayı önlemek için 55 HRC’nin üstüne çıkarır. Kâğıt üzerinde akma dayanımı artar. Yüzey aşınması yavaşlar.
Sonra ağır iş gelir.
Daha yüksek sertlikte kırılma tokluğu düşer. Bu pazarlama değil; metalürjidir. Girinti direncini artırmak için enerji emme kabiliyetini feda edersiniz. Tekrarlanan yüksek kuvvet döngülerinde—örneğin, 201 yerine daha yüksek gerçek tonaj gerektiren 304 paslanmaz çeliği alt bükümle işlerken—zımba ucu deformasyona uğramaz. Gerilimi depolar. Mikro çatlaklar stresin yoğunlaştığı köşe yarıçapında başlar. Bir gün, birbirine bağlanırlar.
Ve geri taşlayabileceğiniz kademeli bir şişme yerine, şarapnel elde edersiniz. Duruş süresi. Hasarlı kalıp. Vuruş başına maliyet tek vardiyada fırlar.
Bu bağlamda “daha güçlü”, “daha az affedici” anlamına gelir. Eğer yük, alaşımın soğurabileceği seviyeyi aşarsa, o enerji nereye gider?

En çok deneyimli ısıl işlemciler, pres freni kalıplarını sessizce yaklaşık 50 HRC civarında toplar. Bu, aşınma direnci ile tokluk arasındaki huzursuz uzlaşmadır. Krom molibdende 60 HRC’nin üzerine fazla çıkarsanız, kırılganlık artık teorik olmaktan çıkar.
Şimdi inç başına tonajı hesaba katın.
Kâğıt üzerinde, yumuşak çeliğin hava bükümüne göre belirli bir yük için derecelendirilmiş bir aracı hayal edin. Kalın paslanmaz çeliği taban bükümüne geçirin. Hesaplanan tonaj hâlâ “sınırlar içinde” görünebilir ancak malzeme kalitesi, yüzey koşulu ve kalıp açıklığı seçimi gerçek kuvvetleri yükseltir. Yüzde 1 değil. Bazen önemli farklarla.
Krom molibden zayıf olduğu için değil, dengeli bir alaşımdan vardiya boyunca ağır darbeleri emmesini istediğiniz için başarısız olur. Kırılma, aşınmanın yerini baskın hata türü olarak aldığında, vuruş başına maliyet hesabı değişir.
Yani asıl soru 42CrMo’nun iyi olup olmadığı değildir.
Soru, onun hata biçiminin uyguladığınız cezaya uyup uymadığıdır.
Aynı presin tezgâhında iki emekli zımba vardı. İkisi de gece vardiyasında kalın paslanmaz çelik çalıştırmıştı. Birinin burnu kumpasla ölçülebilecek kadar yuvarlanmıştı — yaklaşık 0,4 mm mantarlaşma. Diğerinin ucu tamamen yoktu. İlki taşlamaya gitti ve işe geri döndü. İkincisi kalıp yuvasına parçacıklar fırlattı ve omuzları çizdi.
Aynı makine. Benzer tonaj. Tamamen farklı sonuçlar.
Bu, sertlik değerlerine tapmayı bıraktığınızda geldiğiniz yol ayrımıdır. “Güçlü” ile “zayıf” arasında seçim yapmıyorsunuz. Yavaşça şekil değiştiren bir araç ile depolanmış enerjiyi bir anda serbest bırakan bir araç arasında seçim yapıyorsunuz. Biri size planlı bakım maliyeti getirir. Diğeri, şarapnel riski taşır. Bunu yaşadım.
Kârlılık vuruş başına maliyetle ölçülüyorsa, öngörülebilir şekilde şekil değiştiren zımba hâlâ ağır siklet dövüşünü kazanabilir. Gösterişli şekilde kırılan zımba broşürde daha sert görünebilir, ama ringden parça parça çıkar. Peki bir aracı bu iki kaderden birine ne yönlendirir?
Aylarca yumuşak çeliği hava bükümünde kullanılmış bir zımbaya bakın. Burnu cilalıdır. Kenarlar yumuşamıştır. Malzeme geçişi hafif çizgiler bırakır. Bu, aşındırıcı ve yapışkan aşınmadır — sürtünme ısısı ve kayma temasından kaynaklanan yüzey hasarı. Kademelidir. 7/24 üretimde bu aşınma, aralıklı çalışmaya göre yaklaşık üçte bir oranında hızlanabilir çünkü sürtünme döngüleri hiç durmaz, ancak mekanizma aynı kalır: yüzey kaybı, yapısal çökme değil.
Şimdi tonaj sınırına yakın kalın sacı taban bükümünde kullanan bir zımbaya bakın. Her zaman ağır aşınma görmezsiniz. Bazen yüzey iyi görünür. Ancak geometri stresin yoğunlaştığı köşe yarıçapında yüke dik ince çatlaklar bulursunuz. Bu, darbe yorgunluğudur: Yüzeyde çekme gerilimiyle birlikte tekrarlanan yüksek basma yükleri. Mikro çatlaklar oluşur, sonra birleşir. Bir vardiya görünmezdirler. Sonraki vardiyada uç gitmiştir.
Ancak ortalamalar zirveleri gizler.
Derecelendirilmiş tonajı yalnızca yüzde 20 aştığınızda bile takım ömrü yarıya inebilir. Yüzey iki kat daha hızlı aşındığı için değil, tepe gerilmesi kırılma tokluğu eşiğini geçtiği için. Sertlik aşınmayı yavaşlatır. Ancak bir kez uçtaki gerilme yoğunluğu alaşımın emebileceğini aştığında, çatlağı durdurmak için hiçbir şey yapmaz.
En ağır kalınlıkta işleriniz o tepe bölgesinde yaşıyorsa, neden yüzey aşınması için optimize edesiniz ki?
Kâğıt üzerinde, yumuşak çeliğin hava bükümüne göre belirli bir yük için derecelendirilmiş bir aracı hayal edin. Kuvvet, kalıp omuzlarına dağılır. Zımba ucu temas eder, evet, ama malzeme büyük ölçüde geometriden destek alır. Burada sertlik faydalıdır. Yapışmayı önler. Kenarların keskin kalmasını sağlar. Biraz kırılgan bir araç bile hayatta kalabilir çünkü gerilme genliği kırılma sınırının altında kalır.
Yarım inç paslanmaz çeliği bastırma işlemine geçin.
Şimdi zımba, malzemeyi tam kalınlık boyunca plastik deformasyona sokuyor. Tonaj, hava bükmenin birkaç katına çıkabilir. Temas alanı daralır. Uçtaki basma yükü ani bir şekilde artar ve koç geri çekildiğinde, iş parçasındaki elastik geri sekme zımba yüzeyine yapışır, çatlakların başlamayı sevdiği yerde çekme bileşenleri oluşturur.
Bu koşullar altında yüksek sertlik iki ucu keskin bir kılıçtır. Evet, darbeye karşı dirençlidir. Ancak kırılma tokluğunu düşürür — bir malzemenin gerilim altında çatlak ilerlemesine direnme yeteneği. Bir mikro çatlak oluştuğunda, sert ve gevrek matris ona düz bir otoyol sağlar.
Aynı halkada daha tok bir alaşım erken burun deformasyonu gösterebilir. Zımba felaket biçimde mantarlaşmadı; süründü. Bu sürünme, elastik olarak depolamak yerine plastik olarak emilen enerjidir. Enerji dağıtıldı, silaha dönüştürülmedi.
Kendinize şunu sorun: hafta boyunca hafif hava bükme işleri yapıp cuma günü bir ağır sıklet işi mi çalıştırıyorsunuz, yoksa aslında cuma sizin gerçek iş gününüz mü?
Yüksek mukavemetli düşük alaşımlı çelik üzerinde hızlı çevrim çalışmasından sonra o zımba ucunu mikroskop altına alın. Sürtünme ısısı, iş parçası yüzeyini ölçülebilir oranlarda yerel olarak sertleştirebilir — hızlı çevrimlerde çift haneli yüzdelik artışlar hayal değildir. Bu sertleşmiş şerit zımba üzerinde zımpara gibi davranır. Bu arada zımbanın kendi martensitik yapısı — su verme sırasında oluşmuş, sert, gövde merkezli tetragonal kristaller — yüksek iç gerilim taşır.
Her ağır çevrim bu kristalleri sıkıştırmada yükler. Serbest bırakıldığında, yüzeyde çekme gerilimleri ani bir şekilde artar. Yer değiştirmeler — kristal kafesindeki çizgi kusurları — tane sınırlarında birikir. Daha tok bir çelikte, bu sınırlar bir çatlağı körleştirebilir veya saptırabilir. 60 HRC’ye doğru itilmiş çok sert bir krom molibdende ise karbür parçacıkları ve katı tane sınırları çatlak başlatıcı haline gelebilir.
İlk mikro çatlak mikroskobiktir. İkincisi bağlantı kurar. Kırılma mekaniği buna gerilim yoğunluk faktörü der; atölyede biz “koptu” deriz.”
Şimdi hizasızlığı ekleyin. Yanlış hizalanmış zımbaların sert paslanmazda yüz çevrimde belirgin keskinlik kaybettiğini gördüm. Bu bir alaşım sorunu değil; bu kurulum hatasıdır. En tok çelik bile bir köşede yoğunlaşan dengesiz yükten sizi kurtaramaz. Ancak hizalama doğru olduğunda, malzeme seçimi o yoğunlaşmış gerilimin çapak mı yoksa kırık mı üreteceğini belirler.
Atomik düzeyde, tokluk bir çatlak ucunu plastik deformasyonla körleştirme kapasitesidir. Sertlik, göçmeye karşı dirençtir. Aşırı tonaj başına ayak yükü altında, çatlak körleştirme aracınızı mücadelede tutar. Göçmeye karşı direnç ise sadece dış görünüşü korur — ta ki artık korumayana kadar.
Eğer kırılma tokluğu ağır yükler karşısındaki gerçek sigorta poliçesiyse, o zaman soru şu şekilde değişir: hangi alaşımlar bu ağırlık sınıfında mücadele eder, her aşırı yükü şarapnel haline getirmeden?
Peki, freninizi el bombasına çevirmeden ağır bükmeyi gerçekten hangi alaşımlar hayatta atlatıyor?
En gösterişli broşürlere sahip olanlar değil.
Yumuşak, yapışkan ve tebeşir gibi aşınan karbon çeliklerle gösteriş amaçlı sertlik seviyelerine itilmiş ultra sert krom molibden arasında bir orta sınıf bulunur: D2, A2, T10 ve iyi işlenmiş 42CrMo. Her ölçütte şampiyon değiller. Ancak doğru ağırlık sınıfında, vuruş başına maliyette kazanırlar — kiranızı ödeyen tek unvan.
Kâr, şaft üzerine hangi alaşım adının kazındığıyla ilgilenmez. Yeniden bileme öncesi kaç çevrim yaptığınız, kırılmayla ne kadar sık flört ettiğiniz ve en ağır ölçülü işlerinizin az önce çıkardığımız o tepe gerilme uçurumuna ne kadar yakın olduğu önemlidir.
İşte efsanenin çatlamaya başladığı yer burası.
Tüm hafta boyunca 304 paslanmazın 10 metrelik parçalarını bükmekte olan bir atölye düşünün. Çekme mukavemeti, yumuşak çeliğe göre yaklaşık yüzde 50 artar, dolayısıyla tonaj başına ayak yükünüz de buna bağlı olarak yükselir. Şimdi, yumuşak çelikte hava bükme hesabı üzerinden fiyat verdiklerini ve kalıp genişliğini ayarlamadan ölçeği artırdıklarını hayal edin. Düşündüklerinden daha tavana yakındırlar. Bunun yaşandığını gördüm.
Aşınma için agresif şekilde sertleştirilmiş krom molibden başlangıçta yapışmaya direnç gösterir. Kenar keskin kalır. Zımba harika görünür. Sonra zirveler ortaya çıkar — daha dar bir V kalıptan gelen anlık aşırı yük, daha sert bir paslanmaz partisi, küçük bir hizasızlık. Ancak ortalamalar zirveleri gizler.
D2 ve A2 farklı davranır. D2, krom karbürlerinden yüksek aşınma direnci getirir, ancak ısıl işlemi aklı başında yapılırsa—sırf sertlik uğruna değilse—kullanılabilir kırılma tokluğunu korur. A2 ise biraz aşınma direncinden feragat ederek daha iyi boyutsal kararlılık ve darbe toleransı sunar. Aşınmanın ve çevrimsel yükün her ikisinin de önemli olduğu uzun paslanmaz serilerde, bu denge mikro çatlakların felaketle sonuçlanan bir yarığa dönüşmesini azaltır.
Ve işte satış temsilcilerinin hesaba katmadığı kısım: paslanmaz üretimleriniz kenarları hızla tüketiyorsa ve daha tok, düşük alaşımlı bir takım yarı yarıya daha az saçılma riskiyle daha uzun dayanıyorsa, hesap tersine döner. Biraz daha sık bile bileyleme gerektirse, birim vuruş maliyeti düşer; çünkü sabaha karşı 2’de paramparça bir zımba hurdaya çıkmaz.
Şimdi şu rahatsız edici soruyu sorun: o “paslanmaz” 304 yerine Tip 201 olduğunda ve tonaj yine artış gösterdiğinde ne olur?
Kâğıt üzerinde, yumuşak çeliğin hava bükümüne göre belirli bir yüke göre derecelendirilmiş bir aracı hayal edin. Sonra iş değişir: daha dar bir kalıp, daha kalın bir sac, belki planlamadığınız bir çekme dayanımı artışı. Ayak başına tonaj yavaşça yükselir ve bir anda takımınızın alışık olmadığı daha ağır bir sınıfta çalışıyor olursunuz.
T10 yüksek karbonlu bir takım çeliğidir. Yüksek sertleştirilebilir, keskinliğini iyi korur ve uygundur. 42CrMo—klasik krom-molibden çeliği—özellikle uygun şekilde temperlendiğinde sağlamlık ve makul tokluk sunar. Teknik veri sayfasında, 42CrMo genellikle “daha güçlü” seçenek olarak görünür.
Ancak dayanım, kırılma tokluğu ile aynı şey değildir.
42CrMo’yu aşınma direncini kovalamak için daha yüksek sertliğe zorlarsanız, darbe toleransı düşer. Tekrarlayan tepe yüklerinde, özellikle kalın sacın tam bükümünde bu düşüş kendini kademeli aşınma değil, köşe çatlakları olarak gösterir. Bunu gördüm. Zımba şişmedi; yarıldı.
T10, biraz daha düşük ama hâlâ “yeterince iyi” sertlikte tutulduğunda, aşındırıcı ortamlarda biraz daha hızlı aşınabilir. Ancak asıl riskiniz tepe gerilimi kaynaklı kırılmaysa—yavaş aşınma değilse—o ekstra sertlik sadece kozmetik zırhtır. Daha tok yapı enerjiyi emer, onu çatlak ucuna geri yansıtmaz.
Dayanan “yeterince iyi” sertlik, patlayan kusursuz sertlikten üstündür.
Elbette bunların hepsi, kenarı ekonomik olarak koruyabildiğiniz sürece geçerlidir, özellikle de aşındığında yeniden bilenmesi gerekiyorsa.
Takım ömrü sadece pres freni içindeki dayanıklılığı değil, geometri bozulmadan veya mikro çatlaklar yeniden ortaya çıkmadan önce kaç temiz bileyleme yapılabildiğini de ifade eder.
D2 ve A2, doğru ısıl işlemle tahmin edilebilir şekilde taşlanır. Karbür dağılımı yeterince homojendir; kenar boyunca yumuşak noktaları kovalamanız gerekmez. T10 basittir—daha az alaşım karmaşıklığı, taşlama sırasında daha az sürpriz. Bu, duruş süresinin paraya mal olduğu yoğun bir üretim hattında önemlidir.
Aşırı sertleştirilmiş krom-molibden çelik huysuz olabilir. Agresif ısıl işlemin kalıntı gerilmeleri taşlamayı riskli hâle getirir; malzemeyi düzensiz kaldırırsanız sessizce bekleyen gerilimi serbest bırakabilirsiniz. Gözle görülmeyen küçük bir çatlak taşlamadan sonra görünür hâle gelir. Bunu gördüm.
Ve işte sessiz avantaj: daha tok, düşük alaşımlı çelikler küçük taşlama hatalarını gerilim yoğunlaştırıcılarına dönüştürmeden tolere eder. Affedicidirler. Hizalamanın kusursuz olmadığı, operatörlerin robot olmadığı bir dünyada, bu affedicilik, iki ekstra HRC puanından çok daha fazla saçılma riskini azaltır.
Bu da bizi, kenarında yazan alaşım isminden çok daha önemli bir soruya götürür: aynı çelikten yapılmış iki takımdan biri neden aynı yükler altında hayatta kalırken diğeri başarısız olur?
İki zımba. Aynı 42CrMo çubuk ısısı. Sertifika üzerindeki aynı sertlik. Aynı pres freni, aynı 3/8 inç paslanmaz iş. Biri altı ay çalıştı ve temiz bir bileyleme için geri geldi. Diğeri salı gecesi kalıp boşluğuna çelik bir hilal saçtı. Bunu gördüm.
Alaşım değişmedi. Yük değişmedi. Değişen, broşürde okuyamayacağınız şeydi: sertliğin derinliği, yüzeyin nasıl işlendiği ve bu sertleşmiş tabakanın altındaki çekirdekle nasıl birleştiği. Arıza yüzeyden başlar—ve genellikle çevrimsel bükülmede öyle olur—kimya mimariden daha az önemlidir. Peki bu mimaride tam olarak ne, kenarın nazikçe aşınıp gitmesini mi yoksa saçılma bırakmasını mı belirler?
Bir mikroskop altında bir kesiti hayal edin. Doğru şekilde su verilmiş ve temperlenmiş bir tam sertleştirilmiş takım, yüzeyden çekirdeğe kadar oldukça homojen bir sertlik gösterir. Tam olarak eşit değildir, ancak tutarlıdır. Bütün gövde yükü paylaşır ve akmaya başladığında kademeli olarak akar. Şişme, kenar yuvarlanması, uyarı işaretleri görürsünüz.
Şimdi endüksiyonla sertleştirilmiş bir zımba alın. Yüzey sertliği 58–60 HRC ölçülse bile, sertleşme derinliği genellikle 2 milimetrenin altındadır. Bunun altında daha yumuşak ve daha tok bir çekirdek bulunur. Kağıt üzerinde bu ideal görünüyor: aşınmaya karşı sert bir dış yüzey, darbeye karşı sünek bir merkez. İnce sac hava bükmede bu işe yarar.
Ağır sac alt bükmeye, ayak başına yüksek tonaj ve tekrarlayan pik yüklere geçin. Yüzey tabakası martensitiktir—sert ve kırılgandır. Çekirdek yük altında mikroskobik olarak esner. Bu uyumsuzluk tam ara yüzeyde kayma gerilmesi yaratır. Yeterince döngüden sonra, yüzeye paralel minik çatlaklar oluşur. Sonra bir parça ayrılır. Bu, döngüsel kayma nedeniyle oluşan yüzey tabakası ayrılması—“pul pul dökülme”dir. Ve o kırılgan kabuk ayrıldığında boya gibi soyulmaz. Fırlatılır.
Ağır işte sığ bir sertleşme derinliği sınıf uyumsuzluğudur. Dış kabuk darbe alır, çekirdek farklı hareket eder ve ara yüzey çatlak otoyoluna dönüşür. Zımba şişmedi. Parçalar döküldü.
Tam sertleştirme o ara yüzey sorununu ortadan kaldırır, ancak kendi dezavantajıyla gelir: sertliği çok artırırsanız—H13’ü 50’lerin üstü HRC’ye çıkarmayı düşünün—kırılma tokluğunu her yerde, sadece yüzeyde değil, kaybedersiniz. Artık tüm kesit o kırılgan kabuk gibi davranır. Arızalanma biçimi pul pul dökülmeden tam gövde çatlamaya kayar. Farklı yol. Aynı şarapnel riski.
Peki, endüksiyon ince bir kask ise ve tam sertleştirme tüm kafatasını kırılganlaştırabiliyorsa, kendi sınıfını saklamayan bir orta yol var mı?
Lazerle sertleştirme farklı çalışır. Tüm takımı ısıtmak veya endüksiyondaki gibi elektromanyetik nüfuz derinliğine güvenmek yerine, kontrollü bir lazer ışını kullanarak tanımlı bir yüzey bandını östenitleştirir, ardından malzemenin kendi gövdesi içinde kendi kendine su verir. 4140 veya 4130 gibi yaygın çeliklerde, kontrollü sertleşme derinliği ve minimum deformasyonla—kısa bölümlerde binde bir inçten az, uzun uzunluklarda doğru yönetilirse birkaç yüzde inç kadar—yaklaşık 58–62 HRC yüzey sertliğine ulaşabilirsiniz.
Bu hassasiyet pres büküm kalıplarında önemlidir; on feet uzunluğundaki doğruluk, tonajınızın eşit mi yoksa bir köşeye mi yoğunlaşacağını belirler.
Ancak broşürlerin fısıldadığı kısım şudur: sertleşme derinliği hâlâ sınırlıdır. Yine bir gradyan yaratıyorsunuz—dışta sert, içeride daha tok. Fark, kontroldür. Lazer, sertleşmiş bölgenin derinliğini ve genişliğini beklenen temas gerilmesine uygun olarak ayarlamanıza olanak tanır. Hassas hava bükme ve orta düzey alt bükme için bu, sığ endüksiyon sertleşmelerinde görülen ani sertlik düşüşünü oluşturmadan aşınmayı azaltabilir.
Bu sihir değil. Gerçek ağır yük senaryosunda—dar V kalıplar, yüksek mukavemetli levha, tekrarlayan alt vuruşlar—eğer sertleşmiş tabaka temas gerilmesi derinliğine göre çok inceyse, aynı tabaka ayrılma riskini yeniden yaratırsınız. Fizik pazarlık yapmaz.
Lazerin değer kazandığı yer, deformasyon kontrolü ve tekrarlanabilirliktir. Daha az ısıl eğilme, hizalama hatalarından kaynaklanan pik yükleri azaltır. Ve unutmayın, ortalamalar zirveleri gizler. Eğer eğilmiş bir takım yerel aşırı yüke neden olursa, alaşım ne olursa olsun yine köşede çatlak başlangıcına dönersiniz.
Bu nedenle lazerle sertleştirme, eğer sertleşme derinliği gerilme alanıyla uyumluysa ve temel çelik gerçek kırılma tokluğunu koruyorsa, iki dünyanın en iyisi olabilir. Aksi takdirde sadece daha güzel bir kasktan ibarettir.
Bu bizi alıcıların çoğu tarafından görmezden gelinen bir noktaya getiriyor; çünkü onunla birlikte bir Rockwell değeri gelmez.
İki yeni zımba üzerinde tırnağınızı gezdirin. Biri düzgün taşlanmış, bükme hattı boyunca ince yüzeyli. Diğeri yüke dik yönde hafif taşlama izleri gösteriyor. İkisi de 56 HRC ölçüyor. Yük altında farklı davranıyorlar.
Bu mikroskobik çıkıntılar gerilme yoğunlaştırıcı gibi davranır. Sacla sürtünmeyi artırarak temas bölgesinde yerel sıcaklığı yükseltirler. Isı, para verip sertleştirdiğiniz yüzeyi yumuşatır. Sonra yapışma başlar—malzeme sacdan takıma geçer. Artık sonraki vuruşta temas gerilmesini artıran yüksek noktalarınız vardır.
Sürtünme kuvvettir. Ekstra kuvvet, ayak başına daha yüksek efektif tonaj anlamına gelir. Daha yüksek tonaj, takım yüzeyine daha derin gerilme nüfuzu demektir. Ve bir anda o özenle tasarlanmış sertleşme derinliği yetersiz kalır.
Daha düzgün bir yüzey sürtünme katsayısını düşürür, ısı oluşumunu azaltır ve teması daha eşit dağıtır. Bu, tepe gerilmesini düşürür, dolayısıyla çatlak başlangıcı olasılığını azaltır. Aynı çelik. Aynı sertlik. Farklı yüzey bütünlüğü. Farklı vuruş başına maliyet.
Mağazaların, aslında taşlama disiplini sorunu yaşarken alaşım yükseltmelerinin peşine düştüklerini gördüm.
Yüzey finisajı kahramanca gelmez. Fuar tartışmalarını kazandırmaz. Ama önemli olan matematikte — yeniden bileme öncesi kaç darbe, hurdaya ayrılmadan önce kaç yeniden bileme — eğriyi değiştirir. Ağır ölçülü işlerde binlerce döngü boyunca bunu çarptığınızda, kâr farkı, önlenen duruş sürelerinde ve sipariş edilmeyen acil yedeklerde kendini gösterir.
Yani eğer ısıl işlem derinliği iç gerilme hikayesini, yüzey finisajı ise temas hikayesini belirliyorsa, bu durum işler karıştığında yeniden bileme aralıklarınıza, deformasyon düzeltmelerinize ve gerçek darbe başına maliyetinize ne yapar?
Karbonlaşma derinliğinin ve yüzey finisajının raporlara değil, dolarlara nasıl dönüştüğünü bilmek istiyorsunuz.
Daha yüksek tonajlı veya karışık malzemeli üretim için takım ve makine kombinasyonlarını değerlendiriyorsanız, pazarlama özetleri yerine ayrıntılı teknik özelliklere bakmak faydalı olur. Ağır hizmet tipi sac metal işlerinde bükme sistemleri, CNC kontrol yetenekleri ve uygulama aralıklarıyla ilgili teknik veriler için ilgili broşürleri ve teknik dokümanları buradan indirebilirsiniz: Teknik broşürleri ve teknik dokümanları indirin. CN-HAWE’nin bu materyalleri, özel Ar-Ge desteğiyle geliştirilmiş CNC tabanlı bükme çözümlerini özetleyerek, onları kendi bükme başına maliyet hesaplarınızla karşılaştırmanız için somut parametreler sunar.
Kalın sac üzerinde çalışan bir abkantta durum aslında şöyle gelişir: Ayak başına yüksek tonaj altında sığ bir sertleştirilmiş tabaka, mikro çatlamaya daha erken başlar, yani ilk yeniden bileme noktasına daha hızlı ulaşırsınız. Her yeniden bileme malzeme kaldırır, kalıp açısını değiştirir ve kurulum düzeltmesi gerektirir. Eğer deformasyon ısıl işlem sırasında zaten kökleşmişse, yeniden düzgün temas elde etmek için takozlama ve ince ayar yaparsınız. Bu artık metalürji değildir. Bu, siz on ayak uzunluğundaki bir büküm boyunca binde bir inç ararken, saatte $200 değerinde bir makinenin boşta beklemesidir.
Bükme başına maliyet, toplam hurdaya ayrılmadan önceki başarılı bükme sayısına bölünmüş satın alma fiyatı ile süreç boyunca meydana gelen kesintilerin maliyetinin toplamıdır.
Şimdi yüzey bütünlüğünü ekleyin. Daha pürüzlü bir taşlama sürtünmeyi artırır, bu da etkin tonajı artırır, bu da gerilimi tasarlanmış karbonlaşma derinliğinizin altına iter. Yeniden bilemeler daha hızlı gelir. Yapışma yüksek noktalar oluşturur. Bu yüksek noktalar yükü yoğunlaştırır ve çatlak oluşumunu hızlandırır. Ancak ortalamalar zirveleri gizler. Deforme bir takım üzerindeki tek bir lokal aşırı yük, öngörülen ömrün bir haftasını tek vardiyada tüketebilir. Bunu gördüm.
Dolayısıyla soru artık “Ne kadar Rockwell aldım?” değil, “Müdahaleler arasında kaç darbe elde ediyorum ve her müdahale bana kaybedilen üretim hızında neye mal oluyor?” sorusu haline gelir.”
Bir sonraki adım doğrudan ekiple konuşmaksa, Bize ulaşın buraya doğal şekilde oturur.
Rafınızdaki en pahalı takım, en yüksek faturaya sahip olan değildir.
3/8 inçlik levhada 500 parçalık bir çalışmanın ortasında saat 15.00’te kırılan takımdır; yedeği başka bir binadadır ve onunla eşleştirdiğiniz özel kalıp size dört bin dolara mal olmuştur. Kâğıt üzerinde, belirli bir yüke göre derecelendirilmiş bir takımı hayal edin — yumuşak çeliği hava bükümünde temel alarak. Şimdi onu makinenin kapasitesine yakın, yüksek mukavemetli malzeme basmalı bükümüne sokun. Tam nüfuz. Sıfır geri esneme. Maksimum tonaj. Farkına varmadan ağırlık sınıfı değiştirdiniz.
Kırılgan, yüksek sertlikte bir takım üretim ortasında arızalandığında, sadece takımı kaybetmezsiniz. Programı kaybedersiniz. Kısmen şekillendirilmiş parçaları hurdaya ayırma riskiyle karşılaşırsınız. Eğer özel bir profil ise, artık o maliyeti yıllara yayamazsınız; tek bir kötü haftada yutarsınız. Başarılı bükme sayısı çöktüğü için bükme başına maliyet fırlar.
Ve eğer atölyeniz uzun bükümler yapıyorsa, şunu unutmayın: büküm uzunluğunu iki katına çıkarmak, gerekli tonajı da iki katına çıkarır. Hiçbir alaşım bu matematiği kandıramaz. Makine sınırına yakınsa, her takım istemese de ağır siklet sınıfında dövüşüyordur. Bu arenada kırılma tokluğu bir lüks değildir. Hayatta kalma meselesidir.
Peki neden biri “premium” bir malzeme için % daha fazla ödesin ki?
Bazen eder.
Eğer bu prim size daha derin, doğru şekilde eşleştirilmiş sertleşme ve dayanıklı bir çekirdek kazandırıyorsa—yani, yüksek hacimli bir varsayımda yeniden bileme aralıkları örneğin her 20.000 vuruştan her 35.000 vuruşa uzuyorsa—aylık duruş süreniz azalır. Daha az takım çekme. Daha az yeniden hizalama. Maksimum yükleri oluşturan kurulum hatası yapma olasılığı daha az. Yüz binlerce büküm boyunca, bu durum daha yüksek faturayı hızla telafi edebilir.
Ama işte tuzak burada: eğer prim size orantısal kırılma dayanımı olmadan daha yüksek yüzey sertliği sağlıyorsa ve karma işler yapıyorsanız—bugün havada bükme, yarın alt bükme, belki cuma günü baskılama—zirve koşulları altında ömrü kısaltabilirsiniz. Zımba şişmedi. Kırıldı. Şimdi 40% priminiz, daha dayanıklı ve biraz daha yumuşak bir alternatife kıyasla daha az toplam vuruş sağladı.
Vuruş başına maliyet pazarlama katmanlarını umursamaz.
Prim, en ağır sac işlerinizde stabil üretim süresini uzattığında karşılığını verir. Ancak, ayak başına en yüksek tonaja dayanamayan sertlik değerlerinin peşine düştüğünde sizi zarara sokar. Atölyelerin bu dersi gürültülü yoldan öğrendiğini gördüm.
Bu da bizi broşür hayranlarının gözbebeklerine getiriyor.
Karbür bir neşterdir.
Kontrollü yüklerde ince, tekrarlanabilir havada bükmede, kenar geometrisini mükemmel bir şekilde korur. Minimum aşınma. Tahmin edilebilir açılar. Uzun bakım aralıkları. Bu ağırlık sınıfında o bir şampiyondur.
Onu yüksek tonajlı alt bükme veya kalın plakada baskılama işlemlerine taşıdığınızda, dövme çelik gibi sallanan bir cam çekici istemiş olursunuz. Karbürün basma dayanımı muazzamdır. Kırılma tokluğu değildir. Bir yanlış hizalama. Eğrilmiş bir sacdan veya hafif taç hatasından kaynaklanan beklenmedik bir aşırı yük. Şarapnel riski. Olduğunu gördüm.
Kaplamalar benzer bir hikâye anlatır. Düşük sürtünmeli bir kaplama yapışma ve ısıyı azaltarak, efektif tonajı düşürüp ömrü gerçekten uzatabilir. Bu, vuruş başına maliyete yardımcı olur. Ancak, altta yatan malzeme zirve yükler için yeterli tokluğa sahip değilse, kaplama gevrek bir çekirdeğin üzerindeki dekoratif zırh haline gelir. Taban çatladığında, kaplama da onunla birlikte gider.
Yani gerçek hesaplama “Krom molibden kral mı?” veya “Karbür elit mi?” değil.”
Şudur: maksimum ayak başına tonajınız, en uzun bükümleriniz ve en zorlu malzeme karışımınız göz önüne alındığında, hangi takım zirvelere yeterince dayanarak yıl boyunca en düşük vuruş başına maliyeti sağlar?
Faturalarınızı ödeyen tek şampiyonluk kemeri budur.
Takımı alaşım tablosuna göre seçmezsiniz. Kiranızı ödeyen en zorlu işe göre seçersiniz.
Çoğu atölye basit bir soruyu yanıtlayamaz: broşür testinde değil, gerçek parça karışımıyla yaptığımız standart bir üretimde normal bir ayda gerçekten vurduğumuz en yüksek ayak başına tonaj nedir? Bunu bilmeden, sertliği kişilik özelliğiymiş gibi tartışıyorsunuz. Bu çerçeve sizi, aletlerin gerçekten öldüğü yerden—zirve yükten—başlamaya ve o zirvelere yavaşça dayanan malzemeye geriye doğru çalışmaya zorlar.
Peki bu zirveler sizin atölyenizde nereden geliyor?
Bir yıllık işleri çekin. Gelir değil—malzeme ve kalınlık.
Yumuşak çelik formülleri yaklaşık 60.000 PSI çekme dayanımı varsayar. Bu, çoğu tonaj tablosunun arkasındaki temel değerdir. Şimdi ne sıklıkla paslanmaz, aşınmaya dayanıklı levha veya yüksek mukavemetli yapısal kalite malzemeleri büktüğünüze bakın. Ayarlama prensipte basittir: temel tonajı gerçek çekme dayanımını 60.000’e bölerek çarpın. Paslanmazınız 90.000 PSI civarındaysa, aynı kalınlık ve kalıp açıklığı için tonajı 1,5× oranında artırmış olursunuz.
Bu çarpan kâğıt üzerinde sessizdir. Delme ucu seviyesinde ise şiddetlidir.
“Biz çoğunlukla yumuşak çalışıyoruz,” diyen ama haftada iki gün yüksek mukavemetli iş yapan bir atölye, aslında fark etmeden ağırlık sınıfını değiştirmiştir. O günler, kolay Salılar değil, şarapnel riskinizi belirler. Buna tanık oldum.
Yani ilk tanılama sorusu “Hangi alaşım kral?” değil. “Vuruşlarımızın yüzde kaçı ağır sıklet kategorisinde?” olmalıdır. Çünkü yıllık hacminizin sadece ’si bile 1,5× ila 2× temel tonajda çalışıyorsa, o küçük oran bile takım ayarlarını yönlendirir.
Ama malzeme tek başına gerçek zirveleri açıklamıyor, değil mi?
Şimdi gerçekten yaptığınız vuruşları nicelendiriyoruz.
Ortak kalınlık ve V açıklığınız için standart hava ile bükme tonajını ayak başına alın. Sonra formüllerin genellikle gizlediği şeyi ekleyin: yöntem faktörü ve kalıp seçimi.
Hava ile bükme, 1,0× temelinizdir. Dip bükme 5×’e kadar çıkabilir. Sıkıştırmalı bükme 10×’i aşabilir. V kalıbını tipik 6–8× kalınlık kuralının altına daraltın ve tonaj hızla artar—bazen ağır kalınlıklarda üstel olarak. Kalın levhada dar yarıçapları kovalayan atölyeler sık sık kendi aşırı yük durumlarını oluşturur ve sonra bir şeyler çatladığında suçu alaşıma atarlar.
Kâğıt üzerinde, yumuşak çeliğin hava ile bükülmesine göre belirli bir yüke göre derecelendirilmiş bir aracı hayal edin. Şimdi aynı alette yüksek dayanımlı malzeme ile dip bükme yapıyorsunuz. Katalog sınırını az da olsa geçmediniz. Mücadelenin fiziğini değiştirdiniz.
İşte uygulanabilir adım: hacim olarak en çok kullanılan ilk on işiniz için basit bir tablo oluşturun. Her biri için şunları listeleyin:
Ayak başına tonajı hesaplayın. Sonra toplam makine yükünü görmek için bükme uzunluğu ile çarpın. Ayak başına en yüksek üç tonaj koşulunu vurgulayın. İşte bunlar sizin tasarım yüklerinizdir. Geri kalanı gürültüdür.
Ama zirveleri öğrendikten sonra, bunu sertlik saplantısına geri dönmeden malzeme seçimine nasıl dönüştürürsünüz?
“En iyi” en yüksek teorik yükünüze dayanabilen en sert alaşım değildir.
“En iyi”, tanımladığınız en yüksek ton/ayak değerinde aşınırken verimi koruyan malzemedir.
Eğer çoğunlukla yumuşak çelikte hava bükme yapıyor ve nadiren yüksek yüklenmeler yaşıyorsanız, orta sertlikte bir yüksek dayanımlı takım yeniden bileme aralıklarını uzatabilir ve vuruş başına maliyette kazandırabilir. Zımba şişmez. Yavaş aşınır. Öngörülebilir. Bu, hafif sıklet sınıfında kârlıdır.
Eğer tablonuzda makine kapasitesine yakın sık sık kalın malzeme dibi bükme işlemleri varsa, ağır sıklette yaşıyorsunuz demektir. Burada, kırılmadan önce enerjiyi emme kabiliyeti anlamına gelen çatlak dayanımı, birkaç ekstra Rockwell puanı kazanmaktan daha önemlidir. Kırılmadan önce şekil değiştiren biraz daha yumuşak ama daha dayanıklı bir çekirdek size uyarı süresi kazandırır. Şişebilir. Daha erken yeniden bileme gerekebilir. Ama işlem ortasında patlamaz ve $4,000 özel kalıbınızı da götürmez. Başına geldiğini gördüm.
Yani önce kabul edilebilir arıza türünü tanımlarsınız. Yavaş aşınma mı? Küçük kenar yuvarlanması mı? Uygun. Tepe yük altında felaket yarığı mı? Kabul edilemez. Sonra malzemeleri broşür seviyesine göre değil, belirgin ton/ayak yükünüz altında nasıl davrandıklarına göre değerlendirirsiniz.
Ve işte beklenmedik değişim burada: “atölye DNA’nız” ortalama işiniz değildir. Tekrarlanabilir zirvelerinizdir. Kazanan alaşım, kırılma dayanımı bu zirvelere yeterince yakın olan ve sertliği gerçek hacminiz boyunca aşınma maliyetini ekonomik tutacak kadar yüksek olandır.
Kârlılık, raftaki en sert çeliğe verilen bir şampiyonluk kemeri değildir.
Kendi sıklet sınıfınızdaki vuruş başına maliyettir.


















