

パンチはマッシュルーム状にはならなかった。ゆっくりと摩耗もしなかった。それは折れたのだ。.
厚さ半インチのプレート。エア曲げではなくボトム曲げ。オペレーターはトン数チャートが限界内を示していると断言した。クロモリ製パンチは何年もの間、軟鋼を問題なく処理してきた。それがあるシフトの中で、書類上は「合法的」に見える荷重の下、先端が破損し、金型スペースに破片が飛び散った。私はそれが起こるのを見たことがある。.
42CrMoが業界の安全な選択肢だとすれば、なぜトン数/フィートが上昇すると、まるでミドル級ボクサーがヘビー級のリングに上がるような挙動を見せるのか?その答えは単なる金属材料学だけではない ― プレスブレーキシステム自体にある。高トン数条件下では、フレーム剛性、CNC制御による力分布、アライメント精度が、工具が実際の限界内に収まるか破壊的な応力領域にずれるかを決定する。完全CNCベースのソリューションである CN-HAWEプレスブレーキ が厳しい曲げ加工用途のためにどのように設計されているかを探ることで、問いを「この工具は十分に強いか?」から「この曲げシステム全体はこの荷重に対応しているか?」へと再定義できる。“
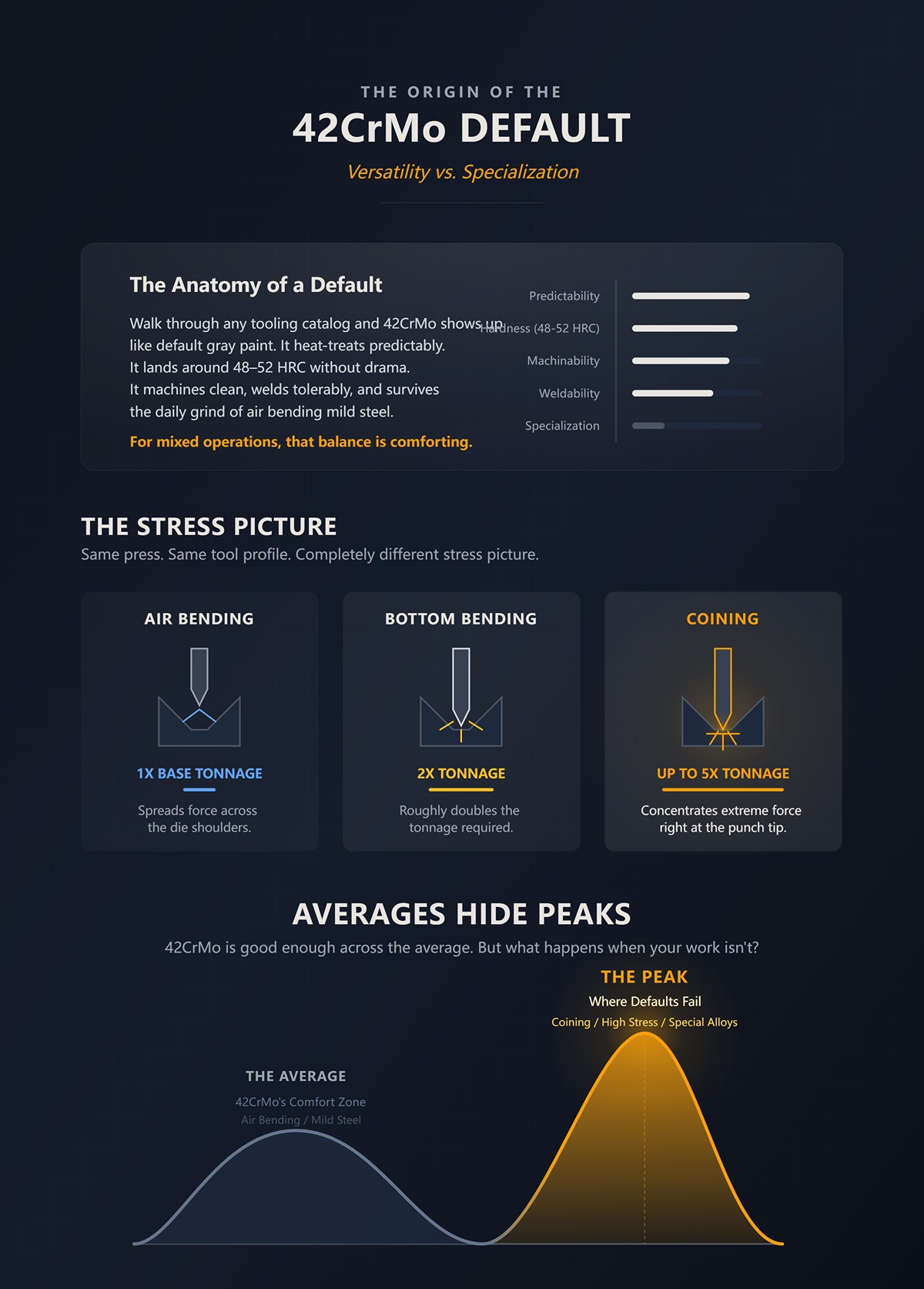
どの工具カタログを見ても、42CrMoはまるで標準のグレー塗装のように登場する。熱処理は予測通りに進み、ドラマもなく48〜52 HRCあたりに落ち着く。機械加工もきれいで、溶接もまずまず、軟鋼のエア曲げという日常的な負荷にも耐える。厚みや素材が混在する作業を行う工場にとって、このバランスは安心感をもたらす。.
なぜなら、ほとんどの曲げ加工がエア曲げだからだ。.
エア曲げでは力が金型のショルダー全体に分散される。ボトム曲げではトン数がおよそ倍になり、コイニングは最大で5倍に達し、力をパンチ先端へ集中させる。同じプレス。同じ工具形状。しかし応力の分布はまったく異なる。それなのに、加工方法が変わっても合金の選択はほとんど変わらない。.
こうして42CrMoは王者となった:平均値においては十分に良い。しかし平均はピークを隠す。あなたの仕事が平均的でない場合、何が起こるだろうか?
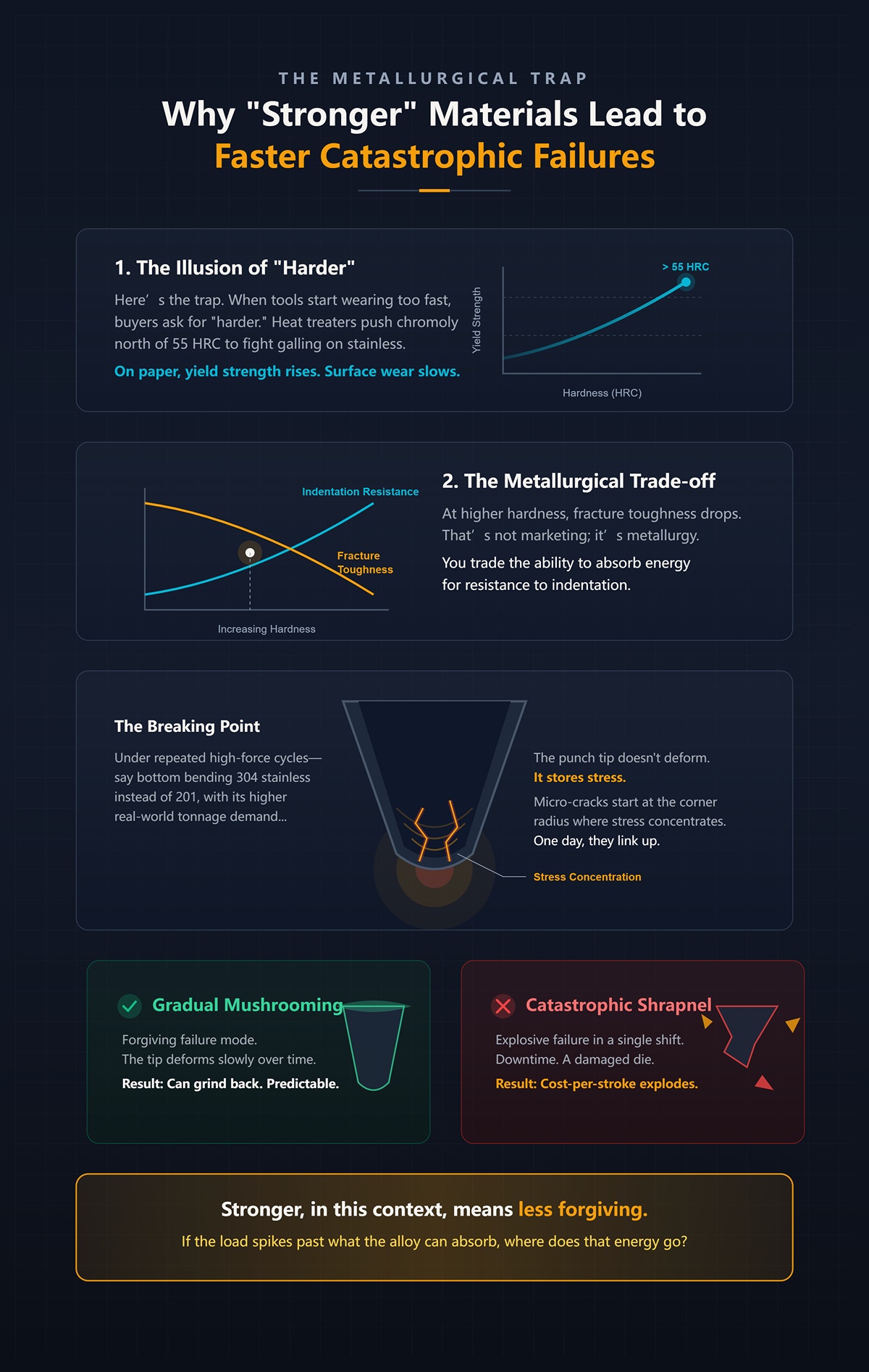
ここに罠がある。工具の摩耗が速すぎると、買い手は「もっと硬いもの」を求める。熱処理業者はステンレスのかじりを防ぐため、クロモリの硬度を55 HRC以上に押し上げる。書類上では降伏強度が上がり、表面摩耗は遅くなる。.
そして重荷の仕事が始まる。.
硬度が上がると、破壊靭性が下がる。これは宣伝文句ではなく冶金学の事実だ。エネルギーを吸収する能力を、圧痕への抵抗力と引き換えにしている。繰り返しの高負荷サイクル ― 例えば304ステンレスのボトム曲げ(201よりも高い実際のトン数を必要とする)を行うと、パンチ先端は変形せず、応力を蓄積する。応力が集中するコーナー半径から微細な亀裂が発生し、いつの日かそれが連結する。.
そして、研削で修復可能な緩やかなマッシュルーム化ではなく、破片の飛散を招く。ダウンタイム。損傷した金型。コスト/ストロークが1シフトで爆発的に増大する。.
この文脈で言う「より強い」とは、融通が利かなくなるという意味だ。もし荷重が合金の吸収限界を超えたら、そのエネルギーはどこへ行くのか?

経験豊富な熱処理業者の多くは、プレスブレーキ工具を静かに50 HRC前後に集める。これは耐摩耗性と靭性の間の不安定な休戦である。クロモリで60 HRCを大きく超えると、脆さは理論ではなく現実となる。.
そしてトン数/フィートを重ねて考える。.
軟鋼のエア曲げを基準とした荷重で紙面上は定格されている工具を想像してみよう。厚いステンレスのボトム曲げに切り替えると、計算上のトン数は「限界内」に見えても、材質のばらつき、表面状態、ダイ開口部の選択によって実際の力はより大きくなる。1%ではない。時に重要な差となる場合もある。.
クロモリが破損するのは弱いからではない。破損するのは、バランスの取れた合金に毎回ヘビー級の打撃を吸収させようとしているからだ。摩耗ではなく破壊が主要な破損モードとなった瞬間、ストロークあたりのコスト計算は変わってくる。.
だから本当の問題は、42CrMo が良いかどうかではない。.
それが君が与えている負荷に対してどのように破損する材料か、ということだ。.
同じプレス機から引退したパンチを2本、作業台に置いていた。どちらも夜勤で厚いステンレスを加工していた。1本はキャリパーで測れるほどの丸まった先端—約0.4mmのマッシュルーミングがあった。もう1本は先端がまるごと欠けていた。前者は再研磨されて現場に戻った。後者は破片を金型キャビティ内に飛ばし、肩部に傷を残した。.
同じ機械。ほぼ同じトン数。結末はまったく違った。.
それが、硬度の数値を盲信するのをやめたときに訪れる分かれ道だ。あなたが選んでいるのは「強い」と「弱い」の間ではない。ゆっくり変形する工具か、一気に蓄積エネルギーを放出する工具かの選択だ。ひとつは計画的な保守を要する。もうひとつは破片の危険を伴う。どちらも私は現場で目にしてきた。.
もし利益率をストロークあたりのコストで測るなら、予測可能に変形するパンチでもヘビー級の戦いで勝てる。派手に破断したパンチはカタログ上は強そうに見えたかもしれないが、実際のリングからはバラバラの状態で退場する。では、工具をどちらの運命に導くのは何なのか?
数か月間、軟鋼をエアベンドしてきたパンチを見てみよう。先端は磨かれ、エッジが柔らかくなっている。材料の転移により薄い筋が残る。それが研磨摩耗と凝着摩耗—すなわち滑り接触と摩擦熱による表面損傷だ。進行は緩やかだ。24時間稼働では、断続運転と比べて約3割も摩耗が早まることがあるが、メカニズム自体は同じ:表面の損失であって、構造の崩壊ではない。.
一方、定格トン数ギリギリで厚板をボトムベンドしてきたパンチを見てみよう。常に激しい摩耗が見られるわけではない。表面は一見問題ないこともある。だがコーナーR部—応力が集中する形状部—を見ると、荷重に垂直な方向に走るヘアライン亀裂が見つかる。それが衝撃疲労だ。繰り返される高い圧縮荷重と、表面での引張リバウンド。微小な亀裂が発生し、やがて連結する。ある勤務では見えなかったものが、次のシフトでは先端がなくなっている。.
しかし平均値はピークを隠す。.
定格トン数をわずか20%超えるだけで、工具寿命は半減することがある。表面摩耗が2倍速く進むからではない。ピーク応力が破壊靱性の限界を超えたからだ。硬度は摩耗を遅らせるが、応力集中で亀裂先端の強度が合金の吸収限界を超えた瞬間、亀裂の進展は止められない。.
もし最も重い板厚の仕事が常にそのピーク領域にあるなら、なぜ表面摩耗の最適化にこだわる必要があるのか?
紙の上で、軟鋼のエアベンドを基準に定格荷重が設定された工具を想像してみよう。力はダイの肩全体に分散される。確かにパンチ先端は接触するが、材料は主に形状により支持されている。この場合は硬度が有利だ。焼付きに強く、エッジを鋭く保つ。やや脆い工具でも、応力振幅が破壊限界を下回っている限りは生き残れる。.
では、1/2インチ厚のステンレスをコイニングする場合を考えてみよう。.
このときパンチは、材料全厚を塑性変形させながら押し込む。トン数はエアベンドの数倍に跳ね上がる。接触面は狭まり、先端の圧縮荷重が急増する。そしてラムが戻る際、ワークの弾性戻りがパンチ表面を引っ張り、亀裂が発生しやすい箇所に引張応力を生じさせる。.
この条件下での高硬度は、まさに両刃の剣だ。圧痕には強いが、破壊靱性—つまり応力下で亀裂の進展を抑える能力—を低下させる。いったん微小亀裂ができると、硬く脆いマトリクスはその進行に滑らかな道を与える。.
同じ条件下でより靱性のある合金なら、早い段階で先端に変形が見られるかもしれない。パンチは激しくマッシュルーム化したのではなく、ゆっくりとクリープした。そのクリープこそが、弾性として蓄えられるはずだったエネルギーを塑性変形で吸収した証である。つまり、武器化されることなくエネルギーが散逸しているのだ。.
では自問してください。週の間ずっと軽量なエアベンドをやっていて、金曜日に一度だけ重量級の仕事をこなしているのか、それとも金曜日こそが本当のビジネスなのか?
高強度低合金鋼で高速サイクル作業を行った後、そのパンチ先端を顕微鏡で観察してみましょう。摩擦熱によって作業面が局所的に硬化し、測定可能な程度—二桁のパーセンテージの増加が急速サイクル下では夢ではありません—に達することがあります。その硬化した帯がパンチに対してサンドペーパーのような作用をします。同時に、パンチ自身のマルテンサイト構造—焼入れ時に形成される硬く、体心正方晶の結晶—は高い内部応力を抱えています。.
各重量サイクルは、その結晶を圧縮荷重で押し込みます。荷重が解放されると、表面で引張応力が急上昇します。結晶格子の線状欠陥である転位が粒界に集積します。より靭性のある鋼では、その粒界が亀裂を鈍化または逸らすことができます。しかし、60 HRC付近まで硬化された非常に硬いクロモリでは、炭化物粒子や剛性の高い粒界が亀裂発生源となる場合があります。.
最初の微細な亀裂は顕微鏡レベルです。次の亀裂がそれと連結します。破壊力学ではこれを応力拡大係数と呼び、現場では「壊れた」と呼びます。“
ここにさらにミスアライメント(位置ずれ)を加えてみましょう。私は、硬質ステンレスで何百回かのサイクルの中で、正しく調整されていないパンチが目に見えるほどの鋭さを失うのを見たことがあります。これは合金の問題ではなく、セットアップの問題です。最も頑丈な鋼でも、荷重が一方の角に集中するような不均一負荷からは救えません。しかし、位置が正しく調整されると、材料選択が決定します。集中した応力がバリになるのか、それとも破断になるのかを。.
原子レベルで見ると、靭性とは塑性変形を通じて亀裂先端を鈍化させる能力です。硬度はくぼみへの抵抗です。フットあたり極端なトン数下では、亀裂鈍化が工具を戦列に保ちます。くぼみ抵抗は、見た目を保つだけで、その日までに過ぎません。.
もし破壊靭性が重量級荷重に対する真の保険なら、問題はこう変わります:どの合金がその重量級クラスで戦い、過負荷をすべて破片に変えることなく耐えるのか?
では、どの合金が重量級曲げで生き延び、プレスブレーキを手榴弾に変えないのでしょうか?
もっとも派手なパンフレットを持つものではありません。.
柔らかく粘着性のある炭素鋼で、チョークのように摩耗するものと、虚栄心レベルまで硬化された超硬クロモリの間には中間層があります:D2、A2、T10、そして適切に処理された42CrMo。すべての指標でチャンピオンではありません。しかし、適切な重量級クラスではコスト・パー・ストロークで勝ちます—これこそが家賃を支払う唯一のタイトルです。.
利益はシャンクに刻まれた合金名には関心がありません。再研磨までに得られるサイクル数、どれだけ破断の危険と接近するか、そして重量級の板厚仕事が先ほど歩いたピーク応力の崖に近いかどうかを気にします。.
ここで神話が崩れ始めます。.
毎週304ステンレスの10フィート区間を加工する工場を考えてみましょう。引張強度は軟鋼よりおよそ50%上昇するため、フットあたりトン数もそれに伴って増加します。さて、軟鋼のエアベンド計算をもとに見積もりを出し、そのままダイ幅を調整せずにスケールアップするとどうなるでしょう。天井により近づきます。これは私が実際に見たことがあります。.
耐摩耗性を高めるために積極的に硬化されたクロモリは、最初は摩耗を防ぎます。刃先は鋭さを保ちます。パンチは見た目も美しい。しかしピークが現れます—より狭いVダイからの瞬間的過負荷、より硬いステンレスのバッチ、わずかな位置ずれ。しかし平均値はピークを隠します。.
D2とA2は異なる挙動を示します。D2はクロム炭化物による高い耐摩耗性を持ちますが、見栄え重視の硬化ではなく、適度な熱処理を施すことで使える破壊靭性を保ちます。A2は耐摩耗性を少し犠牲にして、寸法安定性と衝撃耐性を向上させます。摩耗と周期的荷重の両方が重要になる長期ステンレス作業では、このバランスが微細な亀裂の連結による破滅的破断を減らします。.
そして営業担当者が価格に織り込まない部分があります:もしステンレス作業が刃先を急速に消耗させ、より靭性のある低合金工具が破片リスクを半減しつつ20%長持ちするなら、その計算が逆転します。再研磨がやや頻繁になったとしても、2時に粉砕されたパンチを廃棄することがなくなるため、コスト・パー・ストロークは下がります。.
では、気まずい質問をしてみましょう。その「ステンレス」が304ではなく201型で、さらにトン数が増えたらどうなるでしょうか?
ある工具が、軟鋼のエアーベンディングに基づいて、所定の荷重で仕様上評価されていると想像してみてください。ところが作業が変わる──より狭いダイ、より厚い板厚、もしかすると想定外の引張強度アップ。フィート当たりの加圧トン数は少しずつ増加し、気づけばその工具が訓練されていたよりも重い重量クラスで運用している状況になります。.
T10は高炭素の工具鋼です。高い硬度まで焼入れ可能で、刃持ちが良く、価格も手頃です。42CrMo──いわゆるクロモリ鋼──は、適切に焼戻しすれば優れた強度とそこそこの靭性を備えます。仕様表上では42CrMoの方が「より強い」選択肢に見えることが多いです。.
しかし、強度と破壊靭性は同じではありません。.
42CrMoを高硬度に追い込み耐摩耗性を狙うと、衝撃耐性が低下します。特に厚板のボトムベンディングで繰り返されるピーク荷重のもとでは、その低下が摩耗ではなくコーナー部の亀裂として現れます。私はそれを目の当たりにしました。ポンチはつぶれず、割れたのです。.
T10を少し低めながらも「十分に良い」硬度で使用すれば、摩耗性が高い場合にはわずかに早くすり減ることはあります。しかしもし本当に恐れるべきリスクが、ゆっくりとした摩耗ではなくピーク応力による破断なら、その余分な硬度は見た目だけの装甲です。より靭性のある設定はエネルギーを吸収し、それを亀裂先端に反射させません。.
生き残る「十分に良い」硬度は、破裂する完璧な硬度より優れているのです。.
もちろん、これらすべては摩耗後に経済的に刃先を維持できることが前提です。.
工具寿命とは、ブレーキ内でどれだけ長く持つかだけではありません。形状が崩れたり微細な亀裂が再び現れるまでに、何回きれいな再研磨ができるかも含まれます。.
D2やA2は、適切に熱処理されていれば予測可能に研削できます。炭化物分布が均一で、刃先全体で軟点を追いかける必要がありません。T10はシンプルです──合金成分の複雑さが少なく、研削時の驚きが少ない。これはダウンタイムが利益を削る忙しい現場では重要です。.
過度に硬化させたクロモリは気難しいことがあります。積極的な熱処理から生じた残留応力は再研磨を賭け事にし、材料を不均一に削ると、静かに潜んでいた応力を解放してしまう可能性があります。小さな亀裂が研磨後に初めて見えることもあります。私はそれを目にしました。.
そしてこれが静かな利点です:より靭性のある低合金鋼は、小さな研削ミスを応力集中源にせずに許容します。彼らは「許す」のです。位置合わせが完璧でなく、作業者がロボットではない世界では、この許容性はHRCを2ポイント上げるよりも破片発生のリスクを下げます。.
そして、鋼材名の刻印より重要な問いに行き着きます──同じ鋼から作られた2つの工具で、なぜ1つは同じ荷重下で生き残り、もう1つは破損するのか?
2本のポンチ。同じ42CrMoの同じ鋼材。同じ証明書上の硬度。同じプレスブレーキ、同じ3/8インチステンレスの作業。一方は6か月稼働後にきれいな再研磨へ戻ってきた。もう一方は火曜の夜にダイス間へ鋼の三日月片を飛ばした。私はそれを見ました。.
合金は変わっていません。荷重も変わっていません。変わったのは、カタログでは読めない部分です:硬度がどこまで深く入っていたか、表面がどう処理されていたか、その硬化層が内部の芯材とどう接していたか。破損は表面から始まることが多く──特に繰り返しの曲げでは──化学組成より構造が重要になります。では、その構造の何が、刃先が穏やかに摩耗するか、破片を残すかを決めるのでしょうか?
顕微鏡下の断面を想像してください。全体焼入れされた工具──適切に焼入れ・焼戻しされたもの──は、表面から芯部まで比較的均一な硬度を示します。完全に同一ではありませんが、一貫しています。工具全体で荷重を分担し、降伏するときも徐々に降伏します。マッシュルーミング、刃先の丸まり、警告サインが出ます。.
次に、高周波焼入れされたポンチを考えてみましょう。表面硬度は58〜60HRCを示すかもしれませんが、硬化層深さはしばしば2ミリ未満です。その下は、より軟らかく靭性のある芯材です。書面上では理想的に聞こえます──摩耗に強い硬い表皮、衝撃に強い靭性の中心。薄板のエアーベンディングでは、確かにうまく機能します。.
厚板の底曲げ、高い毎フィート当たりのトン数、および周期的なピーク荷重に移行します。表層はマルテンサイト組織で、硬くてもろい。芯部は荷重下で微視的にたわみます。その不一致が界面にせん断応力を発生させます。十分な繰り返し後、表面と平行に微細な亀裂が生じます。そして一部が剥離します。これがスパリング—周期的なせん断によって引き起こされる表面剥離です。そしてそのもろい殻が剥がれるとき、それは塗料のようにめくれるのではありません。飛び散るのです。.
重量級の加工に浅い硬化層は、重量クラスの不一致です。外殻が衝撃を受け、芯部は異なる動きをし、界面は亀裂の高速道路となります。パンチは潰れて展延したのではなく、破片を放出しました。.
全面硬化はその界面を回避しますが、独自のトレードオフがあります。硬度を高くしすぎると—例えばH13をHRC50台後半まで上げると—破壊靱性を全断面で失い、表面だけでなく全体がそのもろい殻のように振る舞います。破壊モードはスパリングから全身破壊へと移行します。経路は違えど、飛散危険は同じです。.
では、誘導硬化が薄いヘルメットで、全面硬化が頭蓋全体を脆くする可能性があるなら、自らの重量クラスを偽らない中間的解はあるのでしょうか?
レーザー硬化は異なる方法で働きます。工具全体を加熱したり、誘導のように電磁的な浸透深度に依存するのではなく、制御されたレーザービームで特定の表層帯をオーステナイト化し、そのまま母材内部に自己焼入れを行います。4140や4130のような一般的な鋼では、表面で約58〜62 HRCを達成し、硬化層深さを制御しながら歪みを最小限に抑えることができます—短い区間で千分の1インチ未満、長い区間でも適切に管理すれば数百分の1インチ程度。.
その精度は、プレスブレーキ工具において重要です。10フィートにわたる直線性が、トン数を均等に分配するか、一方の角に集中させるかを決定します。.
しかし、カタログが小声で語る部分があります。硬化層の深さは有限です。依然として硬い外側と靱性のある内側という勾配を生みます。違いは制御にあります。レーザーは期待される接触応力に合わせて、硬化ゾーンの深さと幅を調整できます。精密なエア曲げや中程度の底曲げでは、浅い誘導硬化層に共通する急な硬度の崖を作らずに摩耗を減らせます。.
魔法ではありません。本当の重量級シナリオ—狭いVダイ、高強度板、繰り返しの底曲げ—では、硬化層が接触応力の深さに比べて薄すぎる場合、同じ剥離リスクを再現します。物理法則は交渉しません。.
レーザーが真価を発揮するのは、歪み制御と再現性です。焼入れ後の歪みが少ないため、整列不良によるピーク荷重も減ります。そして忘れてはならないのは、平均値はピークを隠すということです。歪んだ工具が局所的な過負荷を生み出すと、合金に関わらず一角で亀裂が始まるのです。.
したがってレーザー硬化は、硬化層の深さが応力場に一致し、母材の鋼が実際の破壊靱性を保持している場合に限り、両者の最良を提供します。そうでなければ、単に見栄えの良いヘルメットにすぎません。.
これが、ロックウェル硬度数値が付いていないために、多くの購入者が無視しているものにつながります。.
新品のパンチを2本指でなぞってみてください。1本はクリーンに研削され、曲げラインに沿って細かく仕上げられています。もう1本は荷重方向に対して垂直に薄い研削痕が見えます。両方ともHRC56ですが、荷重下では異なる挙動を示します。.
その微細な突起は応力集中源として作用します。板との摩擦が増え、接触部位の局所温度が上昇します。熱はせっかく硬化した表面を軟化させます。そしてガリングが始まります—板から工具への材料移送です。このとき高い突起が生まれ、次のストロークで接触応力を増幅します。.
摩擦は力です。余分な力は毎フィート当たりの実効トン数を増加させます。高いトン数は工具表面への応力浸透を深くし、慎重に設計された硬化層深さが突然足りなくなります。.
よりスムーズな表面は摩擦係数を下げ、発熱を減らし、接触をより均一に分配します。それはピーク応力を下げ、亀裂発生の確率を減らします。同じ鋼材。 同じ硬度。異なる表面品質。異なる1ストローク当たりのコスト。.
私は、実際には研削の作法の問題だったにもかかわらず、合金のアップグレードを追い求める工場を見てきました。.
表面仕上げは派手に聞こえません。展示会での論争に勝つこともありません。しかし重要な計算—再研削までのストローク数、スクラップになるまでの研削回数—では曲線を変えます。そしてそれを重量級の作業で何千サイクルも重ねると、利益の差はダウンタイムが避けられることや緊急交換を注文しないこととして現れます。.
もし熱処理深さが内部応力の物語を決め、表面仕上げが接触の物語を決めるなら、仕事の混合が厳しくなったときに、それは再研削間隔、歪み修正、そして本当の1ストローク当たりのコストにどう影響するでしょうか?
あなたが知りたいのは、硬化層の深さや表面仕上げが研究室の報告書ではなく、実際の費用にどう反映されるかということです。.
より高いトン数または異材混合の生産用にツーリングと機械の組み合わせを評価する場合、マーケティング概要ではなく詳細仕様を見ることが助けになります。板金の重加工における曲げシステム、CNC制御能力、応用範囲の技術データについては、関連するパンフレットや仕様書をここからダウンロードできます: 技術パンフレットおよび仕様書をダウンロード. CN-HAWEのこれらの資料は、専用のR&D支援を受けて開発されたCNCベースの曲げソリューションを概説しており、自社の曲げごとのコスト計算と比較するための具体的なパラメータを提示しています。.
以下は、厚板用プレスブレーキで実際に起こる例です。高いトン数をかけた浅い硬化層は早期に微小亀裂を起こし、最初の再研磨を早めに迎えることになります。再研磨するたびに材料が除去され、ダイ開口の形状が変わり、セットアップ補正が必要になります。熱処理時にすでに歪みが生じていれば、再度均等な接触を得るためにシム調整や微調整を繰り返すことになります。これはもはや冶金ではなく、$200/時の資産が10フィートの誤差千分を追いかける間、機械が止まっている状態です。.
曲げごとのコストとは、購入価格をスクラップに至るまでの成功した総曲げ回数で割ったものに、途中で発生したすべての中断コストを加えたものです。.
次に表面の健全性を考慮します。粗い研磨は摩擦を増やし、有効トン数を増加させ、応力を設計された硬化層よりも深くまで押し込みます。再研磨の頻度が上がり、焼付きが高スポットを形成します。その高スポットが荷重を集中させ、亀裂の発生を加速させます。しかし平均値はピークを隠します。歪んだ工具で局所的な過負荷が起これば、計画寿命一週間分がシフト一回で失われることもあります。私はそれを実際に見たことがあります。.
だから問題は「どんなロックウェル硬度を買ったか」ではなく、「介入の間に何回のストロークを行え、各介入が喪失したスループットとしていくらの費用を生むのか」という点になります。“
次のステップがチームと直接話すことであるなら、, お問い合わせ が自然な流れとなります。.
あなたのラックの中で最も高価な工具は、請求書上の価格が最も高いものではありません。.
それは、午後3時、3/8インチの板で500部品を加工している最中に破損し、交換部品が別の建物にあり、それに合わせた特注ダイに4千ドルかけていた工具です。その工具が、理論上は軟鋼のエアベンドに基づいた一定荷重に耐えると評価されていたとします。そこに高強度材をコイニングで機械容量ギリギリで作業させれば、完全な塑性変形、スプリングバックゼロ、最大トン数に達します。自分で認めないまま重量級にクラスを変えているのです。.
脆く高硬度な工具が運転中に破損すると、失うのは工具だけではありません。スケジュールも失い、加工途中の部品を廃棄するリスクも生じます。特注形状であれば、数年で償却するはずだったコストを一週間で丸ごと吸収することになります。曲げごとのコストが爆発的に増加するのは、分母である「成功曲げ回数」が崩壊するからです。.
そして、長い曲げを扱う工場なら覚えておいてください。曲げ長さが倍になれば必要トン数も倍になります。合金がその計算を騙すことはできません。機械が限界近くであれば、すべての工具が嫌でも重量級の戦いに挑むことになります。その領域では、破壊靱性は贅沢品ではなく、生存の条件です。.
ではなぜ誰かが「プレミアム」材に40%多く払うのでしょうか。
時にはできます。.
そのプレミアムで、適切にマッチした深い硬化層と靱性のある芯材を得られるなら、例えば高量産仮定で再研磨間隔が2万ストロークごとから3万5千ストロークごとに延びると、月ごとのダウンタイムが減ります。工具の引き抜きが減り、再調整が減り、ピーク荷重を生むセットアップ誤差のリスクも減ります。数十万回の曲げを経るうちに、より高い請求書をすぐに相殺できる場合もあります。.
しかし落とし穴があります。プレミアムが主に表面硬度の向上をもたらすだけで、破壊靱性が比例していない場合、混合ジョブ—今日はエアベンド、明日はボトムベンド、そして金曜日にはコイニング—を行うと、ピーク条件下で寿命を短くする可能性があります。パンチが潰れたのではなく、割れました。こうして40%のプレミアムが、より靱性がありやや軟らかい代替材よりも少ない総ストローク数しかもたらさなかったという事態になります。.
1ストロークあたりのコストは、マーケティングの階層には関心がありません。.
プレミアムグレードの工具は、最も厚い板材での安定した生産時間を延ばすときにこそ価値を発揮する。しかし、最大荷重(トン数/フィート)を維持できない硬度の数字を追い求めると、かえってあなたの資金を流出させてしまう。私はその教訓を痛いほど学んだ工場を何度も見てきた。.
ここで登場するのが、パンフレット愛好家たちのお気に入りたちだ。.
超硬合金はメスのようなものだ。.
薄板の空気曲げで、制御された荷重下では刃先形状の精度を美しく保てる。摩耗は最小。角度は予測可能。メンテナンスの間隔も長い。その重量級クラスでは、まさにチャンピオンだ。.
しかし、厚板での高トン数の押し曲げやコイニング加工に使うと、まるでガラスのハンマーに鍛造鋼のような力を期待するようなものだ。超硬合金の圧縮強度は非常に大きいが、破壊靱性はそうではない。わずかなずれ、一枚の歪んだ板材、クラウニング誤差——それだけで破片飛散のリスクが生まれる。私はその現場を見たことがある。.
コーティングも似たような話だ。低摩擦コーティングは、焼付きや発熱を減らし、有効トン数を下げることで寿命を延ばすことができる。それは曲げ1回あたりのコスト削減に確かに貢献する。しかし、下地素材がピーク荷重に対して十分な靱性を持たない場合、コーティングは脆い核を覆う飾り鎧に過ぎなくなる。ベースが割れれば、コーティングも一緒に剥がれる。.
だから、真の計算は「クロモリが王者か?」や「超硬が最上級か?」ということではない。“
次の問いだ:あなたの最大トン数/フィート、最長の曲げ長、そして扱いづらい素材の組み合わせを考えたとき、どの工具がピーク荷重に耐えて1年間で最も低い曲げコストを実現できるか?
それこそが、あなたの請求書を支払ってくれる唯一のチャンピオンベルトだ。.
工具は合金チャートで選ぶものではない。家賃を稼ぐ“最も厄介な仕事”で選ぶものだ。.
多くの工場はある簡単な質問に答えられない。「カタログ上ではなく、実際の生産で、通常月にどのくらいのトン数/フィートを出しているのか?」。その現実を知らないうちは、硬度をまるで性格のように論じているだけだ。このフレームワークは、工具が実際に壊れる瞬間——ピーク荷重——から出発し、それに耐えうる素材へと逆算させる。.
では、自分の工場ではそのピークはどこから来ているのか?
1年分の作業履歴を抽出する。売上ではなく、素材と板厚だ。.
軟鋼の計算式はおよそ60,000 PSIの引張強度を前提としている。多くのトン数チャートの基準値だ。次に、ステンレス、耐摩耗鋼板、高強度構造用グレードをどれくらい頻繁に曲げているかを確認する。調整は原理的には簡単だ。基準トン数に「実際の引張強度 ÷ 60,000」を掛ける。もしステンレスが90,000 PSIに近ければ、同じ板厚とダイ開口幅でもトン数は1.5倍に膨れ上がる。.
その倍率は紙面では静かだが、パンチ先端では暴力的だ。.
「うちは主に軟鋼です」と言いながら、週に2日だけ高強度材を加工している工場は、既に重量級クラスに移行していることを認めずに作業していることになる。その2日こそが破片リスクを左右する。楽な火曜日ではない。私はそれも見てきた。.
だから最初の診断は「どの合金が王者か?」ではなく、「年間のストロークのうち、何%が重量級ゾーンに入っているか?」だ。年間生産量のわずか20~30%が基準トン数の1.5~2倍領域にあるだけで、その“尻尾”が工具選定全体を左右することになる。.
しかし、素材だけでは実際の急上昇を説明できませんよね?
次に、あなたが実際に打ち出しているパンチの量を定量化します。.
一般的な板厚とV開口に対する標準的なエアベンディングの1フィートあたりのトン数から始めます。次に、通常の計算式が隠している要素―方法係数とダイの選択―を加えます。.
エアベンディングは基準となる1.0×です。ボトムベンディングは最大で5×に達することがあります。コイニングは10×を超えることもあります。典型的な6〜8×板厚ルールより狭いVダイにすると、トン数は急速に上昇します――厚板では指数関数的に増えることさえあります。厚板で小さな曲げ半径を狙う工場は、しばしば自ら過負荷状態を作り出し、何かが割れたときには合金のせいにします。.
ある工具が、紙面上では軟鋼のエアベンディングに基づいて特定の荷重に耐えられるとされています。では、高強度材を狭いダイでボトムベンディングしたらどうなるでしょう? カタログの限界を少し超えた程度ではありません。戦いの物理法則そのものを変えてしまったのです。.
実用的な手順は次の通りです:生産量上位10件の仕事について簡単な表を作ります。各項目に以下を記載します:
1フィートあたりのトン数を計算します。次に、それを曲げ長さで掛けて総機械負荷を算出します。トン数/フィートが最も高い上位3つをハイライトします。それがあなたの設計荷重です。他の要素はノイズにすぎません。.
しかしピークがわかったあと、それを硬度崇拝に戻ることなく素材選択にどう落とし込めばいいでしょうか?
“「最適」とは、最高の理論荷重に耐える最も硬い合金のことではありません。.
“「最適」とは、あなたが特定したピークトン数/フィートの下で、スループットを守る形で劣化する素材のことです。.
主に軟鋼でエアベンディングを行い、まれにスパイクがある程度なら、適度な靭性を持つ高硬度工具は研磨間隔を延ばし、ストローク当たりのコストで優位になります。パンチは膨らまず、ゆっくり、予測可能に摩耗します。それが軽量級クラスでは利益につながります。.
もしあなたの表が、機械の能力に近い重板のボトムベンディングが頻繁であることを示すなら、あなたはヘビー級クラスに属しています。ここでは破壊靭性――割れることなくエネルギーを吸収する能力――が、ロックウェル硬度の数点を絞り出すよりもはるかに重要です。わずかに柔らかくて靭性の高い芯は、破断する前に変形することで警告を与えます。膨らむかもしれません。より早く再研磨が必要になるかもしれません。しかし、稼働中に爆発して$4,000の特注ダイを巻き添えにすることはありません。私はその現場を見たことがあります。.
まず許容できる故障モードを定義します。ゆるやかな摩耗? わずかなエッジの巻き込み? 問題ありません。ピーク荷重時の壊滅的な割れ? 受け入れられません。次に、パンフレットのランクではなく、ハイライトしたトン数/フィートでの挙動に基づいて材料を評価します。.
そしてここが見落としがちな転換点です:あなたの「作業現場DNA」は平均的な仕事ではありません。繰り返し現れるピークこそです。勝つ合金は、その破壊靭性がピークに十分近く一致してそれに耐え、かつ硬度があなたの実際の生産量において経済的な摩耗を維持できるものです。.
利益性は、ラックの中で最も硬い鋼のためのチャンピオンベルトではない。.
それはあなたの階級における1ストロークあたりのコストだ。.


















