

Pahatnya tidak mengembang. Tidak aus perlahan. Itu patah.
Pelat setengah inci. Penekukan bawah, bukan penekukan udara. Operator bersumpah tabel tonase menunjukkan dia masih dalam batas. Pahat chromoly telah digunakan untuk baja lunak selama bertahun-tahun tanpa keluhan. Lalu suatu giliran kerja, di bawah beban yang tampak “legal” di atas kertas, ujungnya patah dan memenuhi ruang cetakan dengan serpihan. Saya pernah melihatnya terjadi.
Jika 42CrMo dianggap aman di industri, mengapa ia berperilaku seperti petinju kelas menengah yang masuk ke ring kelas berat ketika tonase per kaki meningkat? Jawabannya sering kali bukan hanya metalurgi—tetapi sistem press brake itu sendiri. Dalam skenario tonase tinggi, kekakuan rangka, distribusi gaya yang dikontrol CNC, dan akurasi penyetelan menentukan apakah perkakas tetap dalam batas nyata atau bergeser ke zona tegangan destruktif. Menelusuri bagaimana solusi berbasis CNC sepenuhnya seperti press brake CN-HAWE dirancang untuk aplikasi penekukan yang menuntut membantu mengubah pertanyaan dari “Apakah alat ini cukup kuat?” menjadi “Apakah seluruh sistem penekukan dibangun untuk beban ini?”
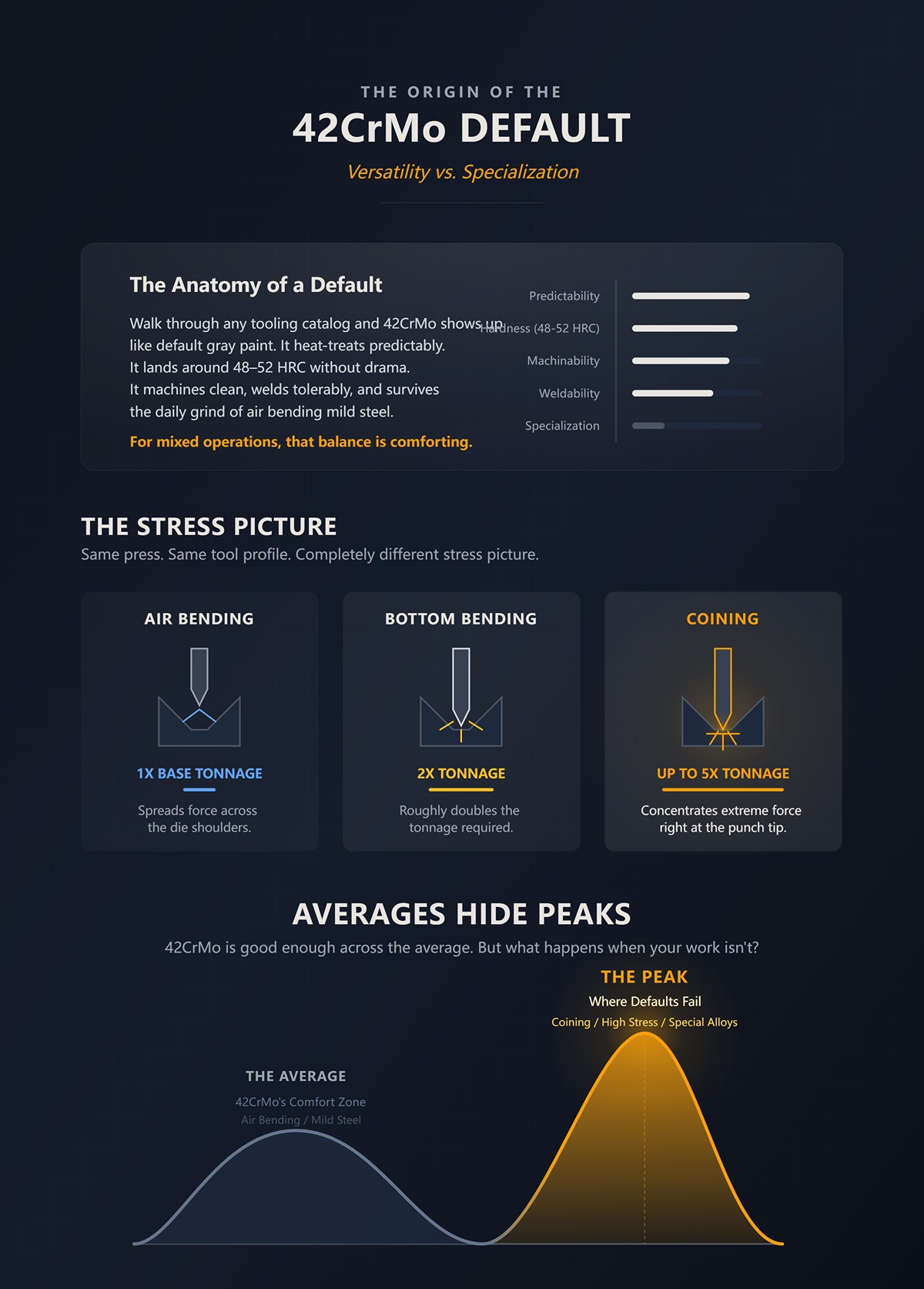
Lihatlah katalog perkakas manapun dan 42CrMo akan muncul seperti cat abu-abu standar. Ia dapat diheat treat dengan mudah. Kekerasannya berada di kisaran 48–52 HRC tanpa masalah. Pengolahannya bersih, pengelasannya cukup baik, tahan terhadap kerja sehari-hari menekuk udara baja lunak. Bagi bengkel yang menangani berbagai ketebalan dan bahan, keseimbangan itu menenangkan.
Karena sebagian besar penekukan adalah penekukan udara.
Penekukan udara menyebarkan gaya di sepanjang bahu cetakan. Penekukan bawah kira-kira menggandakan tonase. Penyempeningan (coining) bisa membutuhkan hingga lima kali lipat lebih banyak, dengan gaya terkonsentrasi tepat di ujung pahat. Mesin press yang sama. Profil alat yang sama. Gambaran tegangan yang sepenuhnya berbeda. Namun pemilihan paduan jarang berubah sesuai metode.
Itulah bagaimana 42CrMo menjadi raja: cukup baik untuk rata-rata. Tetapi rata-rata menyembunyikan puncak. Apa yang terjadi ketika pekerjaan Anda tidak rata-rata?
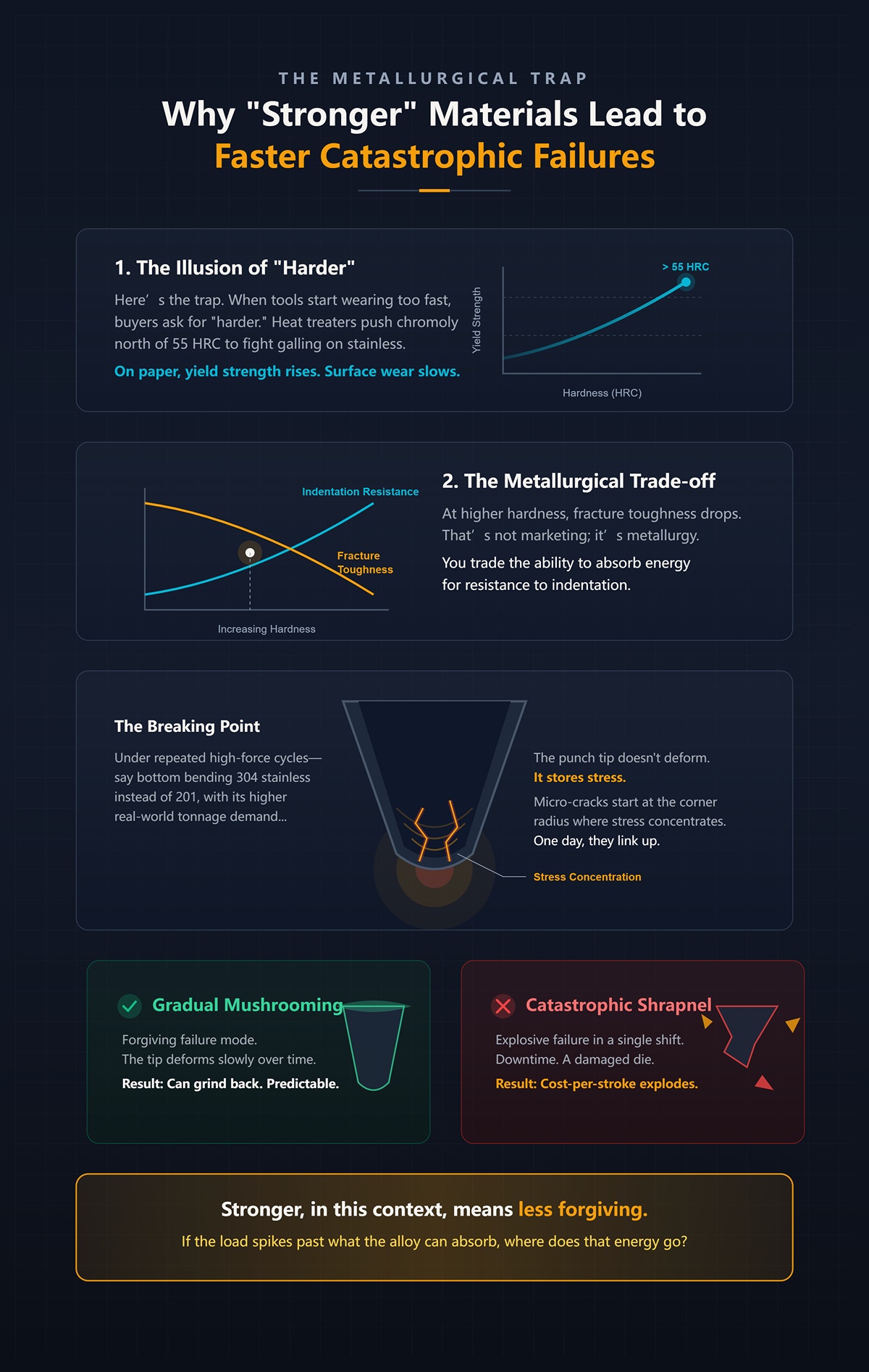
Inilah perangkapnya. Ketika alat mulai terlalu cepat aus, pembeli meminta yang “lebih keras.” Penyepuh panas menaikkan kekerasan chromoly di atas 55 HRC untuk melawan pengikisan pada stainless. Di atas kertas, kekuatan leleh meningkat. Keausan permukaan melambat.
Lalu pekerjaan berat datang.
Pada kekerasan yang lebih tinggi, ketangguhan patah menurun. Itu bukan promosi; itu fakta metalurgi. Anda menukar kemampuan menyerap energi dengan ketahanan terhadap penyok. Di bawah siklus gaya tinggi berulang—misalnya penekukan bawah baja tahan karat 304, bukan 201, dengan permintaan tonase dunia nyata yang lebih tinggi—ujung pahat tidak berubah bentuk. Ia menyimpan tegangan. Retakan mikro muncul di radius sudut tempat tegangan terkonsentrasi. Suatu hari, retakan itu menyatu.
Dan alih-alih pembengkakan bertahap yang bisa digerus kembali, Anda mendapatkan serpihan logam. Waktu henti. Cetakan rusak. Biaya per pukulan melonjak dalam satu giliran kerja.
“Lebih kuat” dalam konteks ini berarti kurang memaafkan. Jika beban melonjak melebihi kapasitas paduan untuk menyerap energi, ke mana energi itu pergi?

Sebagian besar penyepuh panas berpengalaman diam-diam mengelompokkan perkakas press brake di sekitar 50 HRC. Itu adalah kompromi antara ketahanan aus dan kelenturan. Mendorong jauh di atas 60 HRC pada chromoly dan kerapuhan berhenti menjadi teori.
Sekarang tambahkan faktor tonase per kaki.
Bayangkan sebuah alat yang dinilai—di atas kertas—untuk beban tertentu berdasarkan penekukan udara pada baja lunak. Beralihlah ke penekukan bawah pada baja tahan karat tebal. Perhitungan tonase mungkin tetap “dalam batas,” tetapi variasi mutu, kondisi permukaan, dan pilihan bukaan cetakan mendorong gaya sebenarnya lebih tinggi. Bukan hanya 1 persen. Kadang perbedaannya cukup signifikan.
Chromoly tidak gagal karena lemah. Ia gagal karena Anda meminta paduan seimbang untuk menyerap pukulan berat di setiap shift. Perhitungan biaya per pukulan berubah begitu patah menggantikan keausan sebagai mode kegagalan utama.
Jadi pertanyaan sebenarnya bukan apakah 42CrMo itu baik.
Tetapi apakah mode kegagalannya cocok dengan beban hukuman yang Anda berikan.
Di satu meja saya memiliki dua punch pensiunan dari mesin press yang sama. Keduanya bekerja membentuk baja tahan karat tebal pada shift malam. Salah satunya memiliki ujung membulat yang bisa diukur dengan kaliper—sekitar 0,4 mm mengembang seperti jamur. Yang lain kehilangan ujungnya sepenuhnya. Yang pertama dikirim untuk diasah ulang dan kembali bekerja. Yang kedua mengirim serpihan ke rongga cetakan dan menggores bahunya.
Mesin yang sama. Tonase serupa. Akhir yang benar-benar berbeda.
Itulah titik belok ketika Anda berhenti mengagungkan angka kekerasan. Anda tidak memilih antara “kuat” dan “lemah.” Anda memilih antara alat yang menekuk perlahan dan alat yang melepaskan energi tersimpan sekaligus. Yang satu mengakibatkan perawatan terjadwal. Yang lain membawa risiko serpihan logam. Saya pernah melihatnya terjadi.
Jika profitabilitas diukur dengan biaya per pukulan, punch yang terdeformasi secara terprediksi masih bisa memenangkan pertarungan kelas berat. Yang retak secara spektakuler mungkin tampak lebih tangguh di brosur, tetapi ia keluar dari ring dalam potongan-potongan. Jadi apa sebenarnya yang mendorong alat menuju satu nasib atau lainnya?
Lihatlah punch yang telah menekuk udara pada baja lunak selama berbulan-bulan. Ujungnya mengilap. Tepi melunak. Transfer material meninggalkan goresan samar. Itulah keausan abrasif dan adhesif—kerusakan permukaan akibat kontak geser dan panas gesekan. Itu terjadi secara bertahap. Dalam produksi 24/7, tingkat keausan itu dapat meningkat sekitar sepertiga dibandingkan operasi terputus karena siklus gesekan tidak pernah berhenti, tetapi mekanismenya tetap sama: kehilangan permukaan, bukan kehancuran struktur.
Sekarang lihatlah punch yang menekuk bawah pelat tebal mendekati batas tonasenya. Anda tidak selalu akan melihat keausan berat. Kadang permukaannya tampak baik-baik saja. Namun pada radius sudut—di mana geometri memusatkan tegangan—Anda akan menemukan retakan halus yang berjalan tegak lurus terhadap beban. Itulah kelelahan benturan: beban tekan tinggi berulang dengan pantulan tarik di permukaan. Mikroretak muncul, lalu terhubung. Suatu shift retak itu tak terlihat. Berikutnya, ujungnya sudah hilang.
Namun rata-rata menyembunyikan puncak.
Melebihi tonase yang ditentukan bahkan 20 persen saja dapat memotong umur alat hingga setengahnya. Bukan karena permukaan aus dua kali lebih cepat, tetapi karena tegangan puncak melewati ambang ketangguhan retak. Kekerasan memperlambat abrasi. Ia tidak melakukan apa pun untuk menghentikan retakan setelah intensitas tegangan di ujung itu melebihi kemampuan paduan untuk menyerapnya.
Jika pekerjaan dengan pelat terberat Anda selalu berada di zona puncak itu, mengapa Anda mengoptimalkan untuk keausan permukaan?
Bayangkan sebuah alat yang dinilai—di atas kertas—untuk beban tertentu berdasarkan penekukan udara pada baja lunak. Gaya didistribusikan di bahu cetakan. Ujung punch menerima kontak, ya, tetapi sebagian besar material didukung oleh geometri. Kekerasan membantu di sini. Ia menahan galling. Ia menjaga tepi tetap tajam. Alat yang sedikit rapuh masih bisa bertahan karena amplitudo tegangan tetap di bawah batas retaknya.
Beralih ke coining baja tahan karat setebal setengah inci.
Sekarang punch mendorong material ke dalam deformasi plastis melalui seluruh ketebalan. Tonase bisa melonjak beberapa kali lipat dibanding penekukan udara. Area kontak menyempit. Beban tekan di ujung meningkat tajam, dan ketika ram menarik kembali, pegas elastis pada benda kerja menarik permukaan punch, menimbulkan komponen tarik tepat di tempat di mana retak suka dimulai.
Kekerasan tinggi dalam kondisi tersebut adalah pedang bermata dua. Ia menahan penyok, ya. Tetapi ia menurunkan ketangguhan retak—kemampuan material menahan propagasi retak di bawah tegangan. Begitu retak mikro terbentuk, matriks yang keras dan rapuh memberinya jalan mulus.
Paduan yang lebih keras dalam cincin yang sama mungkin menunjukkan deformasi hidung lebih awal. Punch tidak mekar secara katastrofik; ia merayap. Perayapan itu adalah energi yang diserap secara plastis, bukan disimpan secara elastis. Energi itu terdisipasi, bukan dipersenjatai.
Jadi, tanyakan pada diri sendiri: apakah Anda menjalankan bending udara ringan sepanjang minggu hanya dengan satu pekerjaan berat pada hari Jumat, atau apakah hari Jumat itu sebenarnya bisnis utama Anda?
Ambil ujung punch itu di bawah mikroskop setelah kerja siklus cepat pada baja paduan rendah kekuatan tinggi. Panas gesekan dapat mengeraskan permukaan benda kerja secara lokal dengan margin yang dapat diukur—peningkatan persentase dua digit bukanlah fantasi di bawah siklus cepat. Jalur yang mengeras itu bertindak seperti amplas terhadap punch. Sementara itu, struktur martensit dari punch sendiri—kristal tetragonal berpusat badan yang keras yang terbentuk selama pendinginan cepat—menyimpan tegangan internal yang tinggi.
Setiap siklus berat membebani kristal-kristal itu dalam kompresi. Saat dilepaskan, tegangan tarik melonjak di permukaan. Dislokasi—cacat garis dalam kisi kristal—menumpuk di batas butir. Dalam baja yang lebih tangguh, batas-batas tersebut dapat menumpulkan atau membelokkan retakan. Dalam chromoly yang sangat keras dengan kekerasan mendekati 60 HRC, partikel karbida dan batas butir yang kaku dapat menjadi pemicu retakan.
Retakan mikro pertama berskala mikroskopis. Yang kedua terhubung. Dalam mekanika retakan hal ini disebut faktor intensitas tegangan; di lantai produksi, kami menyebutnya “lepas.”
Sekarang tambahkan ketidaksejajaran. Saya telah melihat punch yang tidak sejajar dengan benar kehilangan ketajamannya secara nyata hanya dalam seratus siklus pada baja tahan karat keras. Itu bukan masalah paduan; itu masalah penyetelan. Bahkan baja terkuat pun tidak bisa menyelamatkan Anda dari beban tidak merata yang terpusat di satu sudut. Tetapi setelah penyelarasan benar, pemilihan materiallah yang menentukan apakah tegangan terpusat itu menghasilkan gerinda—atau patah.
Pada tingkat atom, ketangguhan adalah kemampuan untuk menumpulkan ujung retakan melalui deformasi plastis. Kekerasan adalah ketahanan terhadap lekukan. Di bawah beban tonase per kaki yang ekstrem, penumpulan retakan menjaga alat Anda tetap berfungsi. Ketahanan terhadap lekukan hanya membuatnya tampak indah sampai hari di mana ia tidak lagi demikian.
Jika ketangguhan terhadap retak adalah polis asuransi sejati terhadap beban berat, maka pertanyaannya bergeser: paduan apa yang mampu bertarung di kelas berat itu tanpa mengubah setiap kelebihan beban menjadi serpihan?
Jadi paduan mana yang benar-benar bertahan dalam pembengkokan beban berat tanpa mengubah mesin press Anda menjadi granat?
Bukan yang memiliki brosur paling mencolok.
Di antara baja karbon lunak dan lengket yang aus seperti kapur dan chromoly ultra-keras yang didorong ke tingkat kekerasan berlebihan terdapat kelas menengah: D2, A2, T10, dan 42CrMo yang diproses dengan baik. Bukan juara dalam setiap metrik. Tetapi di kelas berat yang tepat, mereka menang dalam biaya per pukulan—satu-satunya gelar yang membayar sewa.
Keuntungan tidak peduli nama paduan apa yang terukir di batang pegangan. Yang penting adalah berapa banyak siklus yang Anda dapatkan sebelum pengasahan ulang, seberapa sering Anda mendekati patahan, dan apakah pekerjaan dengan bahan paling tebal Anda berada dekat dengan tebing tegangan puncak yang baru saja kita bahas.
Di sinilah mitos mulai retak.
Bayangkan bengkel yang menjalankan potongan baja tahan karat 304 sepanjang 10 kaki sepanjang minggu. Kekuatan tariknya melonjak sekitar 50 persen di atas baja lunak, jadi tonase per kaki Anda meningkat bersamanya. Sekarang bayangkan mereka membuat penawaran pekerjaan dengan asumsi perhitungan bending udara untuk baja lunak, lalu meningkatkan skala tanpa menyesuaikan lebar cetakan. Mereka lebih dekat ke batas atas daripada yang mereka kira. Saya pernah melihatnya terjadi.
Chromoly yang dikeraskan secara agresif untuk ketahanan aus akan menolak pengikisan pada awalnya. Tepi tetap tajam. Punch terlihat indah. Lalu muncul puncaknya—kelebihan beban sesaat akibat cetakan V yang lebih sempit, batch stainless yang lebih keras, atau ketidaksejajaran ringan. Tetapi rata-rata menyembunyikan puncak.
D2 dan A2 berperilaku berbeda. D2 membawa ketahanan aus tinggi dari karbida kromiumnya tetapi, ketika diberi perlakuan panas secara wajar—bukan demi tampilan keras semata—ia mempertahankan ketangguhan retak yang berguna. A2 mengorbankan sedikit ketahanan aus untuk stabilitas dimensi dan toleransi benturan yang lebih baik. Dalam produksi panjang baja tahan karat di mana abrasi dan beban siklik sama-sama penting, keseimbangan itu berarti lebih sedikit retakan mikro yang saling terhubung menjadi patahan besar yang katastrofik.
Dan inilah bagian yang tidak dihitung oleh perwakilan penjualan: jika pekerjaan stainless Anda menggerogoti tepi alat dengan cepat, dan alat dari baja paduan rendah yang lebih tangguh bertahan 20 persen lebih lama dengan risiko serpihan setengahnya, perhitungannya berubah. Bahkan jika membutuhkan pengasahan ulang sedikit lebih sering, biaya per pukulan turun karena Anda tidak membuang punch yang pecah pada pukul 2 pagi.
Sekarang ajukan pertanyaan yang tidak nyaman: apa yang terjadi ketika “stainless” itu adalah Tipe 201 alih-alih 304, dan tonase melonjak lagi?
Bayangkan sebuah alat yang di atas kertas dinilai untuk beban tertentu berdasarkan pembengkokan udara pada baja lunak. Lalu pekerjaan bergeser: mata pisau lebih sempit, ketebalan plat meningkat, mungkin juga ada lonjakan kekuatan tarik yang tidak Anda rencanakan. Tonase per kaki perlahan meningkat, dan tiba-tiba Anda beroperasi di kelas berat yang tidak dilatih untuk perkakas tersebut.
T10 adalah baja perkakas karbon tinggi. Dapat dikeraskan tinggi, menahan tepi dengan baik, dan harganya terjangkau. 42CrMo—krom molibden klasik—menawarkan kekuatan dan ketangguhan yang layak, terutama bila ditemper dengan benar. Di lembar spesifikasi, 42CrMo sering tampak seperti pilihan yang “lebih kuat”.
Namun kekuatan bukanlah hal yang sama dengan ketangguhan terhadap retak.
Dorong 42CrMo menuju kekerasan yang lebih tinggi demi mengejar ketahanan aus, dan toleransi terhadap benturan akan menurun. Di bawah beban puncak berulang, terutama dalam pembengkokan dasar pada pelat yang lebih tebal, penurunan itu tampak sebagai retakan di sudut, bukan keausan bertahap. Saya pernah melihatnya terjadi. Punch-nya tidak menggembung; ia terbelah.
T10, dijaga pada kekerasan yang sedikit lebih rendah namun masih “cukup baik”, mungkin lebih cepat aus sedikit dalam skenario abrasif. Tetapi jika risiko nyata Anda adalah retak akibat tegangan puncak—bukan abrasi lambat—maka kekerasan ekstra itu hanyalah pelindung kosmetik. Pengaturan yang lebih tangguh menyerap energi alih-alih memantulkannya kembali ke ujung retakan.
Kekerasan yang cukup baik dan bertahan lebih unggul dari kekerasan sempurna yang meledak.
Tentu saja, semua ini mengasumsikan Anda dapat memelihara sisi tajamnya secara ekonomis setelah mulai aus.
Umur perkakas bukan hanya tentang seberapa lama ia bertahan di mesin press brake. Itu juga soal berapa banyak pengasahan ulang bersih yang Anda dapatkan sebelum geometri menyimpang atau mikro-retak muncul kembali.
D2 dan A2, bila diberi perlakuan panas dengan benar, mudah diasah. Distribusi karbida cukup merata sehingga Anda tidak perlu mengejar titik lunak di sepanjang sisi tajam. T10 lebih sederhana—kompleksitas paduannya rendah, kejutan di roda gerinda pun lebih sedikit. Itu penting di lantai produksi yang sibuk, di mana waktu henti berarti kebocoran uang.
Krom molibden yang terlalu keras bisa bersikap sulit. Tegangan sisa dari perlakuan panas agresif membuat pengasahan ulang jadi pertaruhan; jika material dihapus tidak merata, Anda bisa melepaskan tegangan yang selama ini diam. Retakan kecil yang tidak terlihat bisa muncul setelah digerinda. Saya pernah melihatnya terjadi.
Dan inilah keunggulan yang tenang: baja paduan rendah yang lebih tangguh mentolerir kesalahan pengasahan kecil tanpa berubah menjadi pemusatan tegangan. Mereka memaafkan. Di dunia di mana penyelarasan tidak selalu sempurna dan operator bukan robot, kemampuan memaafkan menurunkan risiko serpihan jauh lebih baik daripada tambahan dua poin HRC.
Yang membawa kita pada pertanyaan yang lebih penting daripada nama paduan yang terukir di sisinya: jika dua perkakas terbuat dari baja yang sama, mengapa satu bisa bertahan dan yang lain gagal di bawah beban yang identik?
Dua punch. Batang 42CrMo yang sama, satu kali proses pemanasan. Kekerasan sama di sertifikat. Mesin press brake yang sama, pekerjaan stainless 3/8 inci yang sama. Satu bekerja enam bulan dan kembali untuk pengasahan ulang bersih. Yang lain melemparkan serpihan baja melengkung ke ruang die pada suatu malam Selasa. Saya pernah melihat itu terjadi.
Paduannya tidak berubah. Bebannya tidak berubah. Yang berubah adalah hal yang tidak bisa Anda baca di brosur: seberapa dalam kekerasannya, bagaimana permukaannya diberi perlakuan, dan bagaimana lapisan keras itu bertemu dengan inti di bawahnya. Ketika kegagalan dimulai dari permukaan—dan biasanya memang demikian di bawah pembengkokan siklik—kimia menjadi kurang penting dibanding arsitektur. Jadi, apa tepatnya dalam arsitektur itu yang menentukan apakah tepi aus dengan sopan atau meninggalkan serpihan?
Bayangkan penampang di bawah mikroskop. Sebuah perkakas yang dikeraskan menyeluruh—ditemper dengan benar—menunjukkan kekerasan yang cukup seragam dari permukaan hingga ke inti. Tidak identik, namun konsisten. Seluruh badan berbagi beban, dan ketika melunak, ia melunak secara bertahap. Anda mendapatkan pembengkakan, pembulatan tepi, tanda-tanda peringatan.
Sekarang ambil sebuah punch yang dikeraskan dengan induksi. Permukaannya mungkin diuji pada 58–60 HRC, tetapi kedalaman lapisan sering kali kurang dari 2 milimeter. Di bawahnya terdapat inti yang lebih lunak dan tangguh. Di atas kertas, itu terdengar ideal: kulit keras untuk ketahanan aus, pusat ulet untuk menahan benturan. Dalam proses pembengkokan udara dengan pelat tipis, ini berfungsi.
Beralih ke pembengkokan dasar pelat tebal, tonase tinggi per kaki, dan beban puncak siklik. Lapisan permukaannya bersifat martensitik—keras dan rapuh. Intinya melentur secara mikroskopis di bawah beban. Ketidaksesuaian itu menciptakan tegangan geser tepat di antarmuka. Setelah cukup banyak siklus, retakan kecil terbentuk sejajar dengan permukaan. Lalu segmen terangkat. Itulah yang disebut spalling—delaminasi permukaan yang disebabkan oleh geser siklik. Dan ketika cangkang rapuh itu terlepas, ia tidak terkelupas seperti cat. Ia terlempar keluar.
Lapisan dangkal pada pekerjaan berat adalah ketidaksesuaian kelas berat. Cangkang luar menerima benturan, inti bergerak berbeda, dan antarmuka menjadi jalur retakan. Punch tidak mengembang. Ia melepaskan serpihan.
Pengerasan menyeluruh menghindari antarmuka itu, tetapi memiliki komprominya sendiri: jika kekerasan didorong terlalu tinggi—misalnya H13 dinaikkan hingga kisaran atas 50-an HRC—ketangguhan terhadap patah hilang di seluruh bagian, bukan hanya di permukaan. Kini seluruh penampang berperilaku seperti cangkang rapuh itu. Mode kegagalan bergeser dari spalling menjadi retakan penuh pada seluruh badan. Jalur berbeda. Risiko serpihan sama.
Jadi jika pengerasan induksi adalah helm tipis dan pengerasan menyeluruh dapat membuat seluruh tengkorak rapuh, apakah ada jalan tengah yang tidak membohongi kelas beratnya?
Pengerasan laser bekerja dengan cara berbeda. Alih-alih memanaskan seluruh alat atau mengandalkan kedalaman penetrasi elektromagnetik seperti induksi, metode ini menggunakan sinar laser terkontrol untuk mengaustenitkan pita permukaan tertentu, lalu mendingin sendiri ke dalam bahan massal. Pada baja umum seperti 4140 atau 4130, Anda dapat mencapai sekitar 58–62 HRC di permukaan dengan kedalaman lapisan terkendali dan distorsi minimal—sering kali kurang dari seperseribu inci pada bagian pendek, dan beberapa perseratus pada panjang yang lebih besar jika dikelola dengan baik.
Presisi itu penting dalam perkakas press brake, di mana kelurusan sepanjang sepuluh kaki menentukan apakah tonase didistribusikan secara merata atau terkonsentrasi di satu sudut.
Namun inilah bagian yang jarang disebut brosur: kedalaman lapisan tetap terbatas. Anda tetap menciptakan gradien—luar keras, dalam lebih tangguh. Perbedaannya adalah kendali. Laser memungkinkan Anda menyesuaikan kedalaman dan lebar zona pengerasan agar sesuai dengan tegangan kontak yang diharapkan. Untuk pembengkokan udara presisi dan pembengkokan dasar sedang, hal itu dapat mengurangi keausan tanpa menciptakan batas kekerasan yang tajam seperti pada lapisan induksi dangkal.
Ini bukan sihir. Dalam skenario benar-benar berat—V-dies sempit, pelat berkekuatan tinggi, pembebanan berulang—jika lapisan keras terlalu tipis dibandingkan dengan kedalaman tegangan kontak, Anda menciptakan kembali risiko delaminasi yang sama. Fisika tidak bisa dinegosiasikan.
Di mana laser memberikan nilai adalah pada pengendalian distorsi dan konsistensi hasil. Lebih sedikit pelengkungan setelah pemanasan berarti lebih sedikit beban puncak akibat keselarasan yang salah. Dan ingat, rata-rata menyembunyikan puncak. Jika alat yang terdistorsi menimbulkan kelebihan beban lokal, Anda kembali pada inisiasi retakan di satu sudut, terlepas dari jenis paduannya.
Jadi pengerasan laser dapat menjadi yang terbaik dari dua dunia—jika kedalaman lapisan sesuai dengan medan tegangan dan baja dasarnya mempertahankan ketangguhan patah yang nyata. Jika tidak, ini hanya helm yang lebih indah.
Yang membawa kita pada sesuatu yang sering diabaikan pembeli karena tidak memiliki angka Rockwell yang tercantum.
Gesekkan kuku Anda di dua punch baru. Yang satu digerinda bersih, dengan hasil halus di sepanjang garis tekukan. Yang lain menunjukkan bekas gerinda samar tegak lurus terhadap arah beban. Keduanya mengukur 56 HRC. Di bawah beban, perilakunya berbeda.
Tonjolan mikroskopis itu bertindak sebagai konsentrator tegangan. Mereka meningkatkan gesekan terhadap lembaran, yang menaikkan suhu lokal di zona kontak. Panas melunakkan permukaan yang telah Anda bayar untuk mengeraskan. Lalu mulai terjadi galling—pemindahan material dari lembaran ke alat. Kini Anda menciptakan titik tinggi yang memperkuat tegangan kontak pada langkah berikutnya.
Gesekan adalah gaya. Gaya tambahan berarti tonase efektif per kaki lebih tinggi. Tonase lebih tinggi berarti penetrasi tegangan lebih dalam ke permukaan alat. Dan tiba-tiba kedalaman lapisan yang direkayasa dengan hati-hati tidak lagi cukup.
Permukaan yang lebih halus menurunkan koefisien gesekan, mengurangi pembentukan panas, dan menyebarkan kontak secara lebih merata. Itu menurunkan tegangan puncak, yang menurunkan kemungkinan inisiasi retakan. Baja sama. Kekerasan sama. Integritas permukaan berbeda. Biaya per langkah berbeda.
Saya telah menyaksikan bengkel memburu peningkatan paduan padahal yang mereka hadapi sebenarnya adalah masalah disiplin penggerindaan.
Hasil akhir permukaan terdengar tidak heroik. Tidak memenangkan debat di pameran dagang. Tetapi dalam hitungan yang penting—berapa banyak langkah sebelum penggerindaan ulang, berapa banyak penggerindaan ulang sebelum dibuang—ia mengubah kurva. Dan ketika Anda mengalikannya selama ribuan siklus pada pekerjaan pelat terberat Anda, selisih keuntungan muncul dalam waktu henti yang dihindari dan penggantian darurat yang tidak dipesan.
Jadi jika kedalaman perlakuan panas menentukan cerita tegangan internal dan hasil permukaan menentukan cerita kontak, apa pengaruhnya terhadap interval regrind Anda, koreksi distorsi, dan biaya nyata per stroke ketika campuran pekerjaan menjadi rumit?
Anda ingin tahu bagaimana kedalaman lapisan dan hasil permukaan berubah menjadi nilai uang, bukan laporan laboratorium.
Jika Anda sedang mengevaluasi kombinasi perkakas dan mesin untuk produksi tonase tinggi atau material campuran, akan membantu untuk melihat spesifikasi terperinci daripada ringkasan pemasaran. Untuk data teknis tentang sistem penekukan, kemampuan kontrol CNC, dan rentang aplikasi pada pekerjaan pelat logam berat, Anda dapat mengunduh brosur dan lembar spesifikasi yang relevan di sini: Unduh brosur teknis dan dokumen spesifikasi. Materi dari CN-HAWE ini menjabarkan solusi penekukan berbasis CNC yang dikembangkan dengan dukungan R&D khusus, memberikan parameter konkret untuk dibandingkan dengan perhitungan biaya-per-tekukan Anda sendiri.
Inilah bagaimana hal itu benar-benar terjadi pada mesin press brake yang bekerja dengan pelat tebal. Lapisan pengerasan dangkal di bawah tonase tinggi per kaki mulai mengalami retak mikro lebih awal, yang berarti Anda akan melakukan regrind pertama lebih cepat. Setiap regrind menghilangkan material, mengubah geometri bukaan dies, dan memaksa koreksi setup. Jika distorsi sudah terbentuk selama perlakuan panas, Anda harus menyesuaikan shim dan tweaking untuk mendapatkan kontak yang merata lagi. Itu bukan lagi metalurgi. Itu adalah mesin yang berhenti sementara aset senilai $200 per jam menunggu Anda mengejar perbedaan seribu inci di sepanjang sepuluh kaki.
Biaya-per-tekukan adalah harga pembelian dibagi dengan total tekukan yang berhasil sebelum terjadi scrap, ditambah biaya setiap gangguan di sepanjang proses.
Sekarang tambahkan lapisan integritas permukaan. Penggilingan yang lebih kasar meningkatkan gesekan, yang meningkatkan tonase efektif, yang mendorong tegangan lebih dalam daripada kedalaman lapisan yang direkayasa. Regrind menjadi lebih sering. Galling membentuk tonjolan. Tonjolan itu memusatkan beban dan mempercepat inisiasi retak. Tetapi rata-rata menyembunyikan puncak. Satu beban lokal yang berlebih pada perkakas yang terdistorsi dapat menghabiskan waktu hidup yang diproyeksikan selama seminggu hanya dalam satu shift. Saya pernah melihat hal itu terjadi.
Jadi pertanyaannya berhenti pada “Berapa Rockwell yang saya beli?” dan berubah menjadi “Berapa banyak stroke yang saya dapatkan di antara intervensi, dan berapa biaya setiap intervensi bagi saya dalam kehilangan throughput?”
Jika langkah berikutnya adalah berbicara langsung dengan tim, Hubungi kami sangat cocok di sini.
Perkakas paling mahal di rak Anda bukanlah yang memiliki faktur tertinggi.
Tetapi yang patah pada pukul 3 sore selama proses 500 bagian pada pelat setebal 3/8 inci, ketika penggantinya berada di gedung lain dan dies khusus yang Anda pasangkan dengannya harganya empat ribu dolar. Bayangkan sebuah perkakas yang—di atas kertas—dinilai untuk beban tertentu berdasarkan penekukan udara baja ringan. Sekarang masukkan ke proses coining material berkekuatan tinggi mendekati kapasitas mesin. Penetrasi penuh. Nol springback. Tonase maksimum. Anda telah berpindah kelas berat tanpa menyadarinya.
Ketika perkakas yang getas dengan kekerasan tinggi gagal di tengah proses, Anda tidak hanya kehilangan perkakasnya. Anda kehilangan jadwal produksi. Anda berisiko membuang bagian yang sudah setengah terbentuk. Jika itu adalah profil khusus, Anda tidak lagi mengamortisasi biaya tersebut selama bertahun-tahun; Anda menanggungnya dalam satu minggu yang mengecewakan. Biaya-per-tekukan melonjak karena penyebutnya—tekukan yang berhasil—runtuh.
Dan jika bengkel Anda menjalankan tekukan panjang, ingatlah ini: menggandakan panjang tekukan berarti menggandakan tonase yang diperlukan. Tidak ada paduan yang bisa mengakali rumus itu. Jika mesin hampir mencapai batasnya, setiap perkakas bertarung di divisi kelas berat, entah suka atau tidak. Di arena itu, ketangguhan terhadap patah bukanlah kemewahan. Itu adalah pertahanan hidup.
Jadi mengapa ada yang mau membayar 40% lebih untuk material “premium”?
Kadang-kadang memang begitu.
Jika biaya tambahan itu memberi Anda pengerasan yang lebih dalam dan sesuai dengan benar dengan inti yang tangguh—artinya interval pengasahan ulang meluas dari, misalnya, setiap 20.000 pukulan menjadi setiap 35.000 dalam skenario volume tinggi—waktu henti Anda per bulan akan berkurang. Lebih sedikit pergantian alat. Lebih sedikit penyelarasan ulang. Lebih sedikit peluang untuk memperkenalkan kesalahan penyetelan yang menciptakan beban puncak. Dalam ratusan ribu tekukan, hal itu dapat dengan cepat menyeimbangkan tagihan yang lebih tinggi.
Namun inilah jebakannya: jika biaya tambahan tersebut sebagian besar hanya memberikan kekerasan permukaan yang lebih tinggi tanpa ketangguhan patah yang sebanding, dan Anda menjalankan pekerjaan campuran—tekukan udara hari ini, tekukan bawah besok, mungkin penekanan pada hari Jumat—Anda mungkin akan memperpendek umur alat dalam kondisi puncak. Punch‑nya tidak mengembang. Ia retak. Sekarang premium 40% Anda menghasilkan total pukulan yang lebih sedikit dibanding alternatif yang lebih tangguh namun sedikit lebih lunak.
Biaya per pukulan tidak peduli dengan tingkatan pemasaran.
Biaya tambahan tersebut menguntungkan jika memperpanjang waktu produksi stabil pada pekerjaan dengan pelat paling tebal. Tapi akan merugikan Anda bila mengejar angka kekerasan yang tidak tahan terhadap beban puncak per kaki. Saya sudah melihat banyak bengkel mempelajari pelajaran itu dengan cara yang keras.
Dan itu membawa kita pada favorit kalangan brosur.
Karbida adalah pisau bedah.
Dalam tekukan udara tipis dan berulang pada beban terkendali, ia mempertahankan geometri ujung dengan indah. Keausan minimal. Sudut yang dapat diprediksi. Interval perawatan yang panjang. Untuk kelas berat itu, ia adalah juara.
Pindahkan ke tekukan bawah dengan tonase tinggi atau penekanan pada pelat tebal, dan Anda sedang meminta palu kaca berayun seperti baja tempa. Kekuatan tekan karbida sangat besar. Ketangguhan frakturnya tidak. Satu kesalahan penyelarasan. Satu beban berlebih tak terduga dari lembaran melengkung atau sedikit kesalahan melengkung. Risiko serpihan. Saya sudah menyaksikannya terjadi.
Pelapis bercerita serupa. Pelapis gesekan rendah mengurangi keausan dan panas, yang secara sah dapat memperpanjang umur dengan menurunkan tonase efektif. Itu membantu biaya per tekukan Anda. Tetapi bila substrat di bawahnya kekurangan ketangguhan terhadap beban puncak, pelapis itu menjadi baju zirah dekoratif di atas inti rapuh. Saat dasar retak, pelapis ikut terlepas.
Jadi perhitungan sebenarnya bukan “Apakah chromoly adalah raja?” atau “Apakah karbida yang paling unggul?”
Yang benar adalah: dengan mempertimbangkan tonase maksimum per kaki, panjang tekukan terpanjang, dan campuran material paling sulit Anda, alat mana yang mampu bertahan pada puncak cukup sering untuk memberikan biaya per tekukan terendah sepanjang tahun?
Itulah satu-satunya sabuk kejuaraan yang membayar tagihan Anda.
Anda tidak memilih perkakas berdasarkan bagan paduan logam. Anda memilihnya berdasarkan pekerjaan paling berat yang membayar sewa Anda.
Sebagian besar bengkel tidak dapat menjawab pertanyaan sederhana: berapa tonase per kaki tertinggi yang benar-benar kami capai dalam satu bulan normal, bukan di uji brosur tetapi dalam produksi nyata dengan campuran bagian kami yang sebenarnya? Sampai Anda tahu itu, Anda memperdebatkan kekerasan seolah itu sifat kepribadian. Kerangka ini memaksa Anda untuk memulai dari tempat alat benar-benar rusak—pada beban puncak—dan bekerja mundur menuju material yang mampu bertahan terhadap puncak-puncak tersebut secara perlahan daripada meledak.
Jadi dari mana puncak-puncak itu berasal di bengkel Anda?
Kumpulkan data pekerjaan selama satu tahun. Bukan pendapatan—melainkan material dan ketebalan.
Formula baja karbon ringan mengasumsikan kekuatan tarik sekitar 60.000 PSI. Itulah dasar di balik sebagian besar bagan tonase. Sekarang lihat seberapa sering Anda menekuk baja tahan karat, pelat tahan abrasi, atau kelas struktural berkekuatan tinggi. Penyesuaian ini sederhana secara prinsip: kalikan tonase dasar dengan kekuatan tarik sebenarnya dibagi 60.000. Jika baja tahan karat Anda mendekati 90.000 PSI, Anda baru saja menaikkan tonase sebesar 1,5× untuk ketebalan dan bukaan cetakan yang sama.
Pengali itu tampak tenang di atas kertas. Tapi ia ganas di ujung pukulan.
Bengkel yang bilang, “Kami sebagian besar mengerjakan baja ringan,” tapi diam-diam mengerjakan dua hari seminggu bahan berkekuatan tinggi, sudah berpindah kelas berat tanpa menyadarinya. Hari-hari itulah yang menentukan risiko serpihan, bukan Selasa yang mudah. Saya sudah pernah melihat hal itu terjadi.
Jadi diagnostik pertama bukanlah “Paduan mana yang paling unggul?” tapi “Berapa persen pukulan kita ada di divisi kelas berat?” Karena jika bahkan 20% dari volume tahunan Anda berada di kisaran tonase 1,5× hingga 2× dari dasar, ekor itu yang menggerakkan anjing perkakasnya.
Namun bahan saja tidak menjelaskan lonjakan nyata itu, bukan?
Sekarang kita kuantifikasi pukulan yang sebenarnya Anda berikan.
Mulailah dengan tonase standar penekukan udara per kaki untuk ketebalan dan bukaan V yang umum. Lalu tambahkan apa yang biasanya disembunyikan oleh rumus: faktor metode dan pilihan cetakan.
Penekukan udara adalah dasar 1,0× Anda. Penekukan bawah bisa mencapai 5×. Penekukan coining bisa melebihi 10×. Mempersempit cetakan V di bawah aturan ketebalan 6–8× yang biasa akan membuat tonase naik dengan cepat—kadang-kadang secara eksponensial untuk pelat tebal. Bengkel yang mengejar jari-jari kecil pada pelat tebal sering menciptakan kondisi beban berlebih sendiri dan kemudian menyalahkan paduan ketika ada yang retak.
Bayangkan sebuah alat yang dinilai—di atas kertas—untuk beban tertentu berdasarkan penekukan udara baja ringan. Sekarang jalankan penekukan bawah pada bahan berkekuatan tinggi dalam cetakan sempit. Anda tidak hanya sedikit melebihi batas katalog. Anda mengubah fisika dari pertarungan itu.
Langkah praktisnya: buat tabel sederhana untuk sepuluh pekerjaan utama Anda berdasarkan volume. Untuk setiap pekerjaan, catat:
Hitung ton per kaki. Lalu kalikan dengan panjang tekukan untuk melihat beban mesin total. Tandai tiga kondisi puncak tonase per kaki teratas. Itulah beban desain Anda. Yang lainnya hanyalah kebisingan.
Namun setelah Anda mengetahui puncaknya, bagaimana Anda menerjemahkannya ke dalam pilihan bahan tanpa kembali ke “pemujian kekerasan”?
“Terbaik” bukanlah paduan paling keras yang mampu bertahan pada beban teoritis tertinggi Anda.
“Terbaik” adalah bahan yang, di bawah tonase per kaki puncak yang Anda identifikasi, aus dengan cara yang melindungi throughput.
Jika Anda sebagian besar menjalankan penekukan udara pada baja ringan dengan lonjakan sesekali, alat dengan kekerasan tinggi dan ketangguhan sedang mungkin memperpanjang interval pengasahan ulang dan unggul dalam biaya per pukulan. Ujung pukulannya tidak menggembung. Ia aus perlahan. Terprediksi. Itu menguntungkan dalam divisi kelas ringan.
Jika tabel Anda menunjukkan pembengkokan dasar logam berat yang sering terjadi mendekati kapasitas mesin, Anda berada di kelas berat. Di sini, ketahanan terhadap retak—kemampuan untuk menyerap energi tanpa pecah—lebih penting daripada sekadar menambah beberapa poin Rockwell ekstra. Inti yang sedikit lebih lembut dan tangguh yang berubah bentuk sebelum retak memberi Anda peringatan. Mungkin akan melebar. Mungkin perlu digerinda ulang lebih cepat. Tapi tidak meledak di tengah proses dan merusak cetakan khusus $4,000. Saya pernah melihat itu terjadi.
Jadi, Anda menetapkan terlebih dahulu mode kegagalan yang dapat diterima. Aus lambat? Sedikit gulungan tepi? Baik. Retakan besar di bawah beban puncak? Tidak dapat diterima. Lalu Anda menilai material bukan berdasarkan tingkat brosur, tetapi berdasarkan bagaimana mereka berperilaku pada tonase per kaki yang telah Anda tandai.
Dan inilah pergeseran yang tidak terlihat jelas: “DNA bengkel” Anda bukanlah pekerjaan rata-rata Anda. Ini adalah puncak yang berulang. Paduan yang unggul adalah yang memiliki ketahanan terhadap retak yang cukup mendekati puncak tersebut untuk bertahan, namun tingkat kekerasannya cukup tinggi untuk menjaga keausan tetap ekonomis di seluruh volume kerja Anda.
Keuntungan bukanlah sabuk juara untuk baja paling keras di rak.
Ini adalah biaya per langkah dalam kelas berat Anda.


















