

Пуансон не расплющился. Он не износился медленно. Он сломался.
Плита толщиной в полдюйма. Нижнее гибкое, не воздушное. Оператор клялся, что таблица тоннажа показывала допустимые пределы. Хромомолибденовый пуансон годами работал с мягкой сталью без нареканий. А потом в одну смену, при нагрузке, которая на бумаге выглядела “законной”, кончик отломился и осыпал пространство матрицы обломками. Я видел, как это происходит.
Если 42CrMo считается в отрасли безопасной ставкой, почему он ведёт себя как боксёр среднего веса, вышедший против тяжеловеса, когда тоннаж на погонный фут растёт? Ответ зачастую заключается не только в металлургии — он кроется в самой системе пресс-гиба. В условиях высоких нагрузок жёсткость рамы, распределение усилия под управлением ЧПУ и точность выравнивания определяют, остаётся ли инструмент в реальных пределах или уходит в зоны разрушительных напряжений. Исследуя, как полностью ЧПУ-ориентированное решение, такое как пресс-гиб CN-HAWE спроектировано для требовательных задач гибки, можно переформулировать вопрос с “Достаточно ли прочен этот инструмент?” на “Способна ли вся система гибки выдержать эту нагрузку?”
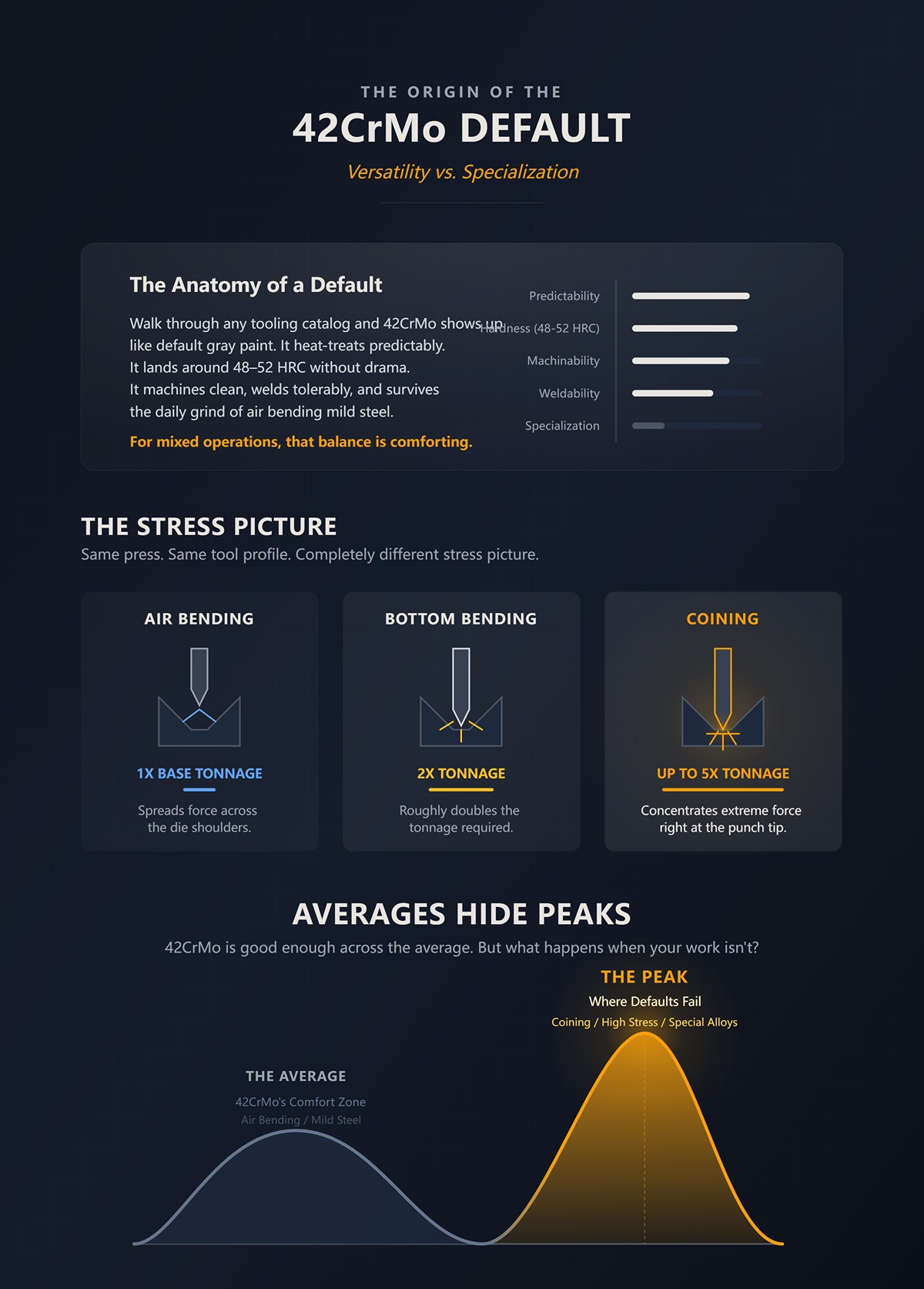
Загляните в любой каталог инструментов — и 42CrMo там появляется как краска стандартного серого цвета. Он предсказуемо закаливается. Достигает примерно 48–52 HRC без проблем. Хорошо обрабатывается, приемлемо сваривается, выдерживает ежедневную воздушную гибку мягкой стали. Для цехов, работающих с материалами разных толщин и марок, такое равновесие внушает уверенность.
Потому что большинство гибки — это воздушная гибка.
При воздушной гибке усилие распределяется по плечам матрицы. При нижней гибке тоннаж примерно удваивается. При чеканке он может увеличиться до пяти раз, концентрируя силу прямо на кончике пуансона. Тот же пресс. Тот же профиль инструмента. Совершенно другой характер напряжений. Но выбор сплава редко меняется вместе со способом.
Так 42CrMo стал королём: он достаточно хорош для среднего случая. Но средние значения скрывают пики. Что, если ваша работа — не средняя?
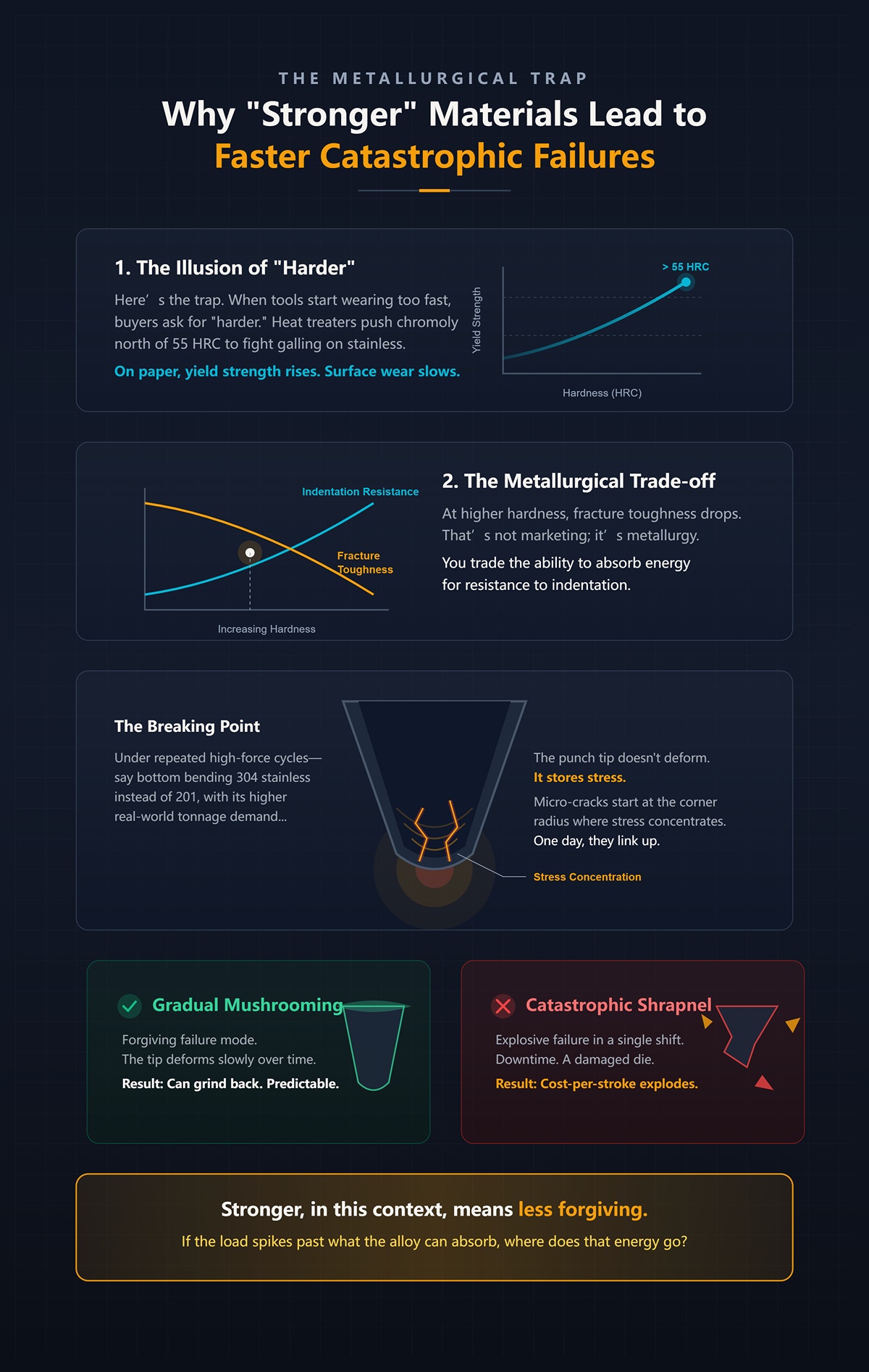
Вот в чём ловушка. Когда инструмент начинает слишком быстро изнашиваться, заказчик просит сделать его “твёрже”. Термист поднимает твёрдость хромомолибдена выше 55 HRC, чтобы бороться с задиром на нержавейке. На бумаге предел текучести растёт. Износ поверхности замедляется.
А потом приходит тяжёлая работа.
При большей твёрдости ударная вязкость падает. Это не маркетинг, а металлургия. Вы обмениваете способность поглощать энергию на сопротивление вмятинам. При повторяющихся циклах высоких нагрузок — например, при нижней гибке нержавеющей стали марки 304 вместо 201, с её большей фактической потребностью в тоннаже — кончик пуансона не деформируется. Он накапливает напряжение. Микротрещины зарождаются на радиусе угла, где концентрируется напряжение. Однажды они соединяются.
И вместо постепенного расплющивания, которое можно сточить, вы получаете осколки. Простой. Повреждённую матрицу. Затраты на один ход взлетают за одну смену.
Более прочный — в этом контексте означает менее прощающий. Если нагрузка превышает то, что сплав способен поглотить, куда девается эта энергия?

Большинство опытных термистов негласно удерживают инструмент пресс-гиба около 50 HRC. Это компромисс между стойкостью к износу и ударной вязкостью. При превышении 60 HRC в хромомолибдене хрупкость перестаёт быть теоретической.
Теперь добавьте тоннаж на погонный фут.
Представьте инструмент, рассчитанный — на бумаге — на определённую нагрузку при воздушной гибке мягкой стали. Перейдите к донной гибке толстой нержавеющей стали. Расчётное усилие может по-прежнему “укладываться в пределы”, но различие в марке стали, состоянии поверхности и выборе раскрытия матрицы поднимают реальные силы выше. Не на 1 процент. Иногда на значения, которые имеют значение.
Хромомолибден не выходит из строя потому, что он слабый. Он выходит из строя потому, что вы заставляете сбалансированный сплав воспринимать тяжёлые удары каждую смену. Экономика стоимости за удар меняется, когда вместо износа доминирующим механизмом разрушения становится хрупкое разрушение.
Так что реальный вопрос не в том, хорош ли 42CrMo.
А в том, соответствует ли его режим разрушения тому наказанию, которое вы ему задаёте.
На одном верстаке у меня было два списанных пуансона с одного и того же пресса. Оба работали с толстой нержавейкой на ночной смене. У одного был закруглённый носик — измеряемое примерно 0,4 мм «расплющивание». У другого кончик отсутствовал вовсе. Первый отправили на переточку и вернули в работу. Второй разлетелся на фрагменты, попавшие в полость матрицы и поцарапавшие плечи.
Одна и та же машина. Похожие усилия. Совершенно разные финалы.
Вот развилка, на которой вы оказываетесь, перестав поклоняться цифрам твёрдости. Вы выбираете не между “сильным” и “слабым”. Вы выбираете между инструментом, который медленно поддаётся, и инструментом, который мгновенно высвобождает накопленную энергию. Один стоит вам планового обслуживания. Другой несёт риск осколков. Я видел это своими глазами.
Если прибыльность измеряется стоимостью одного удара, пуансон, который предсказуемо деформируется, может выиграть тяжёлый бой. Тот, что ломается эффектно, мог выглядеть «крепче» в каталоге, но покидает ринг по кускам. Так что же реально толкает инструмент к одной судьбе или другой?
Посмотрите на пуансон, который месяцами выполнял воздушную гибку мягкой стали. Носок отполирован. Кромки подсмягчены. Материал переносится, оставляя лёгкие полосы. Это абразивный и адгезионный износ — повреждение поверхности от скольжения и тепла трения. Процесс постепенный. В круглосуточном производстве этот износ может ускоряться примерно на треть по сравнению с прерывистыми циклами, потому что циклы трения не прекращаются, но механизм остаётся тем же: потеря поверхности, а не разрушение структуры.
Теперь взгляните на пуансон, который выполнял донную гибку толстой пластины близко к предельному усилию. Сильного износа вы можете и не увидеть. Иногда поверхность кажется нормальной. Но у радиуса угла — там, где геометрия концентрирует напряжения, — вы обнаружите микротрещины, идущие перпендикулярно нагрузке. Это усталость от ударов: многократные высокие сжимающие нагрузки с последующим растягивающим откликом на поверхности. Микротрещины зарождаются, затем соединяются. Одну смену их не видно. На следующую кончик отсутствует.
Но средние значения скрывают пики.
Превышение расчётного усилия даже на 20 процентов может сократить срок службы инструмента вдвое. Не потому, что поверхность изнашивается вдвое быстрее, а потому что пиковое напряжение пересекает порог вязкости разрушения. Твёрдость замедляет абразию. Она никак не препятствует трещине, как только интенсивность напряжений на её кончике превысит то, что сплав способен поглотить.
Если самые тяжёлые работы находятся в этой пикововой зоне, зачем вообще оптимизировать под износ поверхности?
Представьте инструмент, рассчитанный — на бумаге — на определённую нагрузку при воздушной гибке мягкой стали. Усилие распределено вдоль плеч матрицы. Кончик пуансона действительно контактирует, да, но материал в основном поддерживается геометрией. Твёрдость здесь помогает. Она сопротивляется прихвату, сохраняет острые кромки. Слегка хрупкий инструмент может выжить, потому что амплитуда напряжений остаётся ниже его предела разрушения.
Перейдите к чеканке полдюймовой нержавейки.
Теперь пуансон вдавливает материал в пластическую деформацию по всей толщине. Усилие может вырасти в несколько раз по сравнению с воздушной гибкой. Площадь контакта сужается. Сжимающая нагрузка на кончике резко возрастает, а когда ползун отходит назад, упругая отдача заготовки тянет за поверхность пуансона, создавая растягивающие компоненты именно там, где любят зарождаться трещины.
Высокая твёрдость в этих условиях — обоюдоострый клинок. Она сопротивляется вмятинам, да. Но снижает вязкость разрушения — способность материала сопротивляться распространению трещин под нагрузкой. Как только микротрещина образуется, твёрдая и хрупкая матрица предоставляет ей прямую трассу.
Более прочный сплав в том же кольце может показать раннюю деформацию носа. Ударный инструмент не «взорвался» катастрофически; он полз. Это ползучесть — энергия, поглощённая пластически, а не сохранённая упруго. Энергия рассеивается, а не превращается в оружие.
Так спросите себя: вы работаете всё неделю с лёгкими воздушными гибами, а в пятницу выполняете один тяжёлый заказ, или пятница — это и есть ваш реальный бизнес?
Поместите наконечник пуансона под микроскоп после быстрого цикла работы с высокопрочной низколегированной сталью. Тепло от трения может локально закалить поверхность заготовки на измеримую величину — увеличение жёсткости на двузначный процент не фантазия при быстром цикле. Эта закалённая полоса действует как наждачная бумага по отношению к пуансону. Тем временем собственная мартенситная структура пуансона — твёрдые, тетрагональные кристаллы с объёмно-центрированной решёткой, сформированные при закалке — несёт высокие внутренние напряжения.
Каждый тяжёлый цикл нагружает эти кристаллы на сжатие. При разгрузке растягивающие напряжения резко возрастают на поверхности. Дислокации — линейные дефекты в кристаллической решётке — скапливаются у границ зёрен. В более прочной стали эти границы могут притуплять или отклонять трещину. В очень твёрдой хромомолибденовой стали, приближённой к 60 HRC, частицы карбида и жёсткие границы зёрен могут стать инициаторами трещин.
Первая микротрещина — микроскопическая. Вторая соединяет. Механика разрушения называет это коэффициентом интенсивности напряжений; на производстве мы просто говорим: “она сорвалась”.”
Теперь добавьте несоосность. Я видел, как неправильно выровненные пуансоны теряли заметную остроту после сотни циклов на твёрдой нержавейке. Это не проблема сплава; это проблема установки. Даже самая прочная сталь не спасёт от неравномерной нагрузки, концентрированной в одном углу. Но когда выравнивание выполнено правильно, выбор материала решает, приведёт ли эта концентрированная нагрузка к заусенцу — или к поломке.
На атомном уровне вязкость — это способность притупить кончик трещины за счёт пластической деформации. Твёрдость — это сопротивление вдавливанию. При экстремальной нагрузке на фут притупление трещины удерживает ваш инструмент в работе. Сопротивление вдавливанию просто делает его красивым — до того дня, когда он перестаёт быть таким.
Если вязкость при разрушении — это настоящая страховка от тяжёлых нагрузок, то вопрос меняется: какие сплавы выдерживают этот класс веса, не превращая каждую перегрузку в осколки?
Так какие сплавы действительно выдерживают тяжёлое гибание, не превращая ваш пресс-тормоз в гранату?
Не те, что с самыми яркими буклетами.
Между мягкими, вязкими углеродистыми сталями, которые изнашиваются как мел, и сверхтвёрдой хромомолибденовой, закалённой до показной твёрдости, находится средний класс: D2, A2, T10 и хорошо обработанная 42CrMo. Не чемпионы по всем параметрам. Но в своей весовой категории они выигрывают по показателю «стоимость за удар» — единственному титулу, который оплачивает аренду.
Прибыль не заботится о том, какое имя сплава выгравировано на хвостовике. Её интересует, сколько циклов вы получите до переточки, как часто вы рискуете трещиной, и находятся ли ваши самые толстые работы рядом с пиковой границей напряжений, к которой мы только что подошли.
Вот где миф начинает трескаться.
Возьмём мастерскую, которая всю неделю гнёт 10-футовые секции из нержавеющей стали 304. Предел прочности на растяжение примерно на 50 процентов выше, чем у мягкой стали, поэтому нагрузка на фут растёт вместе с ним. Теперь представьте, что они считают работу по формулам воздушного гиба для мягкой стали, а потом увеличивают масштаб, не корректируя ширину матрицы. Они ближе к пределу, чем думают. Я видел это.
Хромомолибденовая сталь, закалённая агрессивно на износ, сначала противостоит задирам. Кромка остаётся острой. Пуасон выглядит великолепно. Потом появляются пики — мгновенные перегрузки от более узкой V-матрицы, более твёрдой партии нержавейки, лёгкой несоосности. Но средние значения скрывают пики.
D2 и A2 ведут себя иначе. D2 обеспечивает высокую износостойкость благодаря хромовым карбидам, но при разумной термообработке — без показной сверхтвёрдости — сохраняет пригодную вязкость разрушения. A2 немного уступает в износостойкости, но обеспечивает лучшую стабильность размеров и ударную стойкость. При длительных сериях работы с нержавейкой, где важны и абразив, и циклическая нагрузка, этот баланс означает меньше микротрещин, соединяющихся в катастрофический разлом.
И вот часть, которую торговые представители не учитывают в цене: если ваши запуски по нержавейке съедают кромки, а более вязкий низколегированный инструмент живёт на 20 процентов дольше при наполовину меньшем риске осколков, математика переворачивается. Даже если ему требуется немного чаще переточка, стоимость за один удар снижается, потому что вы не выбрасываете разрушенный пуансон в два часа ночи.
Теперь задай неудобный вопрос: что произойдёт, когда эта “нержавейка” окажется марки 201 вместо 304, и тоннаж снова подскочит?
Представьте инструмент, рассчитанный — на бумаге — на определённую нагрузку при воздушном гибе мягкой стали. Затем работа меняется: более узкая матрица, больший показатель толщины, возможно, предел прочности, о котором вы не подумали. Нагрузка на погонный фут постепенно растёт, и внезапно вы работаете в более тяжёлом классе, чем тот, для которого был создан ваш инструмент.
T10 — инструментальная сталь с высоким содержанием углерода. Она может закаливаться до высокой твёрдости, хорошо держит кромку и при этом доступна по цене. 42CrMo — классическая хромомолибденовая сталь, обладающая прочностью и достаточной вязкостью, особенно при правильном отпуске. На техническом листе 42CrMo зачастую выглядит как “более прочный” вариант.
Но прочность — не то же самое, что вязкость разрушения.
Если 42CrMo затвердить сильнее ради износостойкости, её ударная прочность падает. При повторных пиковых нагрузках, особенно при гибке по матрице более толстой пластины, это снижение проявляется как растрескивание углов, а не постепенный износ. Я видел такое. Пуансон не сплющился — он раскололся.
T10, если её оставить чуть мягче, но с всё ещё “достаточной” твёрдостью, может немного быстрее изнашиваться в абразивной среде. Но если ваша реальная угроза — это разрушение от пикового напряжения, а не медленный износ, тогда дополнительная твёрдость — лишь косметическая броня. Более вязкая комбинация поглощает энергию вместо того, чтобы отражать её в вершину трещины.
Достаточная твёрдость, которая выдерживает, лучше идеальной твёрдости, которая взрывается.
Конечно, всё это предполагает, что вы сможете экономично поддерживать кромку, когда она всё же начнёт изнашиваться.
Срок службы инструмента — это не только то, сколько времени он работает в прессе. Это то, сколько чистых переточек вы сможете сделать, прежде чем геометрия исказится или появятся микротрещины.
D2 и A2 при правильной термообработке шлифуются предсказуемо. Распределение карбидов достаточно равномерное, чтобы не «ловить» мягкие участки вдоль кромки. T10 проста — меньше легирующих элементов, меньше неожиданностей при шлифовании. Это важно на загруженном производстве, где простой оборачивается потерями.
Переупрочнённая хромомолибденовая сталь может быть капризной. Остаточные напряжения после агрессивной термообработки делают переточку рискованной: снимите материал неравномерно — и можно высвободить напряжение, которое тихо пряталось внутри. Крошечная трещина, которую вы не замечали, проявится после шлифовки. Я видел такое.
И вот тихое преимущество: более вязкие низколегированные стали прощают мелкие ошибки при шлифовании, не превращаясь в концентраторы напряжений. Они снисходительны. В мире, где идеальное выравнивание редкость, а операторы — не роботы, прощение снижает риск осколков куда надёжнее, чем ещё пара единиц HRC.
И это приводит к вопросу, который важнее названия сплава, указанного на боковой поверхности: если два инструмента сделаны из одной и той же стали, почему один выдерживает, а другой ломается при одинаковых нагрузках?
Два пуансона. Та же партия стали 42CrMo. Та же твёрдость в сертификате. Тот же листогиб, тот же заказ на нержавейку толщиной 3/8 дюйма. Один работал шесть месяцев и вернулся на чистую переточку. Другой разбросал осколки стали по матрице в ночь с вторника на среду. Я видел такое.
Сплав не изменился. Нагрузка не изменилась. Изменилась та деталь, которую нельзя прочитать в проспекте: насколько глубоко прошла закалка, как обработана поверхность и как этот закалённый слой встретился с сердцевиной. Когда разрушение начинается с поверхности — а так бывает почти всегда при циклическом изгибе — химия важна меньше, чем архитектура. Так что именно в этой архитектуре решает, будет ли кромка изнашиваться умеренно или сработает как граната?
Представьте сечение под микроскопом. Инструмент со сквозной закалкой — при правильном закаливании и отпуске — показывает довольно равномерную твёрдость от поверхности до сердцевины. Не идентичную, но согласованную. Всё тело делит нагрузку, и когда оно деформируется, делает это постепенно. Вы наблюдаете сплющивание, скругление кромки, предупреждающие признаки.
Теперь возьмите индукционно закалённый пуансон. Поверхность может показывать 58–60 HRC, но глубина закалённого слоя часто меньше 2 миллиметров. Под ним находится мягкое, но прочное ядро. На бумаге это звучит идеально: твёрдая поверхность для износостойкости, пластичный центр для ударов. Для гибки на воздухе лёгких листов это работает.
Перейдите к гибке тяжёлых листов с упором внизу, высокому давлению на фут и циклическим пиковым нагрузкам. Поверхностный слой — мартенситный, твёрдый и хрупкий. Ядро микроскопически прогибается под нагрузкой. Этот несоответствующий отклик создаёт сдвиговые напряжения прямо на границе слоёв. После достаточного числа циклов образуются крошечные трещины, параллельные поверхности. Затем сегмент отслаивается. Это — выкрашивание, поверхностное расслоение, вызванное циклическим сдвигом. И когда эта хрупкая оболочка отрывается, она не отслаивается, как краска. Она вылетает.
Мелкий закалённый слой при тяжёлой работе — несоответствие весовых категорий. Внешняя оболочка принимает удар, ядро движется иначе, и граница превращается в трассу для трещин. Пуансон не «распух». Он сбросил фрагменты.
Сквозная закалка избегает этой границы, но имеет собственный компромисс: если слишком повысить твёрдость — скажем, закалить H13 до верхних значений 50-х по HRC — теряется вязкость разрушения по всему объёму, а не только на поверхности. Теперь всё сечение ведёт себя как та хрупкая оболочка. Режим разрушения меняется от выкрашивания к полному растрескиванию корпуса. Другая траектория. Та же опасность осколков.
Так что если индукция — тонкий шлем, а сквозная закалка может сделать весь «череп» хрупким, есть ли золотая середина, не обманывающая свою весовую категорию?
Лазерная закалка работает иначе. Вместо нагрева всего инструмента или зависимости от глубины электромагнитного проникновения, как при индукции, используется управляемый лазерный луч, который аустенитизирует определённую поверхностную полосу, а затем самозакаливается в массу материала. На обычных сталях вроде 4140 или 4130 можно достичь примерно 58–62 HRC на поверхности при контролируемой глубине слоя и минимальных деформациях — часто менее одной тысячи дюйма на коротких участках и нескольких сотых на длинных, если процесс правильно настроен.
Эта точность важна для инструментов листогибочных прессов, где прямолинейность на десяти футах определяет, распределяется ли усилие равномерно или концентрируется в одном углу.
Но вот то, о чём в брошюрах говорят шёпотом: глубина слоя всё равно конечна. Вы всё ещё создаёте градиент — твёрдая внешняя часть, более прочная внутри. Разница — в управлении. Лазер позволяет подбирать глубину и ширину зоны закалки в соответствии с ожидаемыми контактными напряжениями. Для прецизионной гибки на воздухе и умеренной гибки с упором это может уменьшить износ без создания резкого перепада твёрдости, характерного для мелких индукционных слоёв.
Это не волшебство. В действительно тяжёлых условиях — узкие V-матрицы, высокопрочная плита, повторяющееся дожимание — если закалённый слой слишком тонок относительно глубины зоны контактного напряжения, возникает тот же риск расслоения. Физика не подлежит переговорам.
Где лазер оправдывает себя — это контроль деформации и повторяемость. Меньше коробления после нагрева — меньше пиковых нагрузок из-за перекоса при выравнивании. И помните: средние значения скрывают пики. Если деформированный инструмент создаёт локальную перегрузку, вы снова получаете зарождение трещины в одном углу, независимо от сплава.
Так что лазерная закалка может быть лучшим из двух миров — если глубина закалённого слоя соответствует полю напряжений, а базовая сталь сохраняет реальную вязкость разрушения. В противном случае это просто более красивый шлем.
Что подводит нас к тому, что большинство покупателей игнорирует, потому что у этого нет значения по шкале Роквелла.
Проведите ногтем по двум новым пуансонам. Один отполирован чисто, с тонкой отделкой вдоль линии гиба. На другом видны слабые следы шлифовки, перпендикулярные нагрузке. Оба показывают 56 HRC. Под нагрузкой они ведут себя по-разному.
Эти микроскопические гребни действуют как концентраторы напряжений. Они увеличивают трение с листом, что повышает локальную температуру в зоне контакта. Тепло размягчает саму поверхность, которую вы заплатили, чтобы закалить. Затем начинается прихватывание — перенос материала с листа на инструмент. Теперь вы создали выступы, усиливающие контактное напряжение на следующем ударе.
Трение — это сила. Дополнительная сила означает более высокую эффективную нагрузку на фут. Более высокая нагрузка ведёт к более глубокому проникновению напряжений в поверхность инструмента. И внезапно тщательно рассчитанная глубина закалки уже недостаточна.
Более гладкая поверхность снижает коэффициент трения, уменьшает выделение тепла и распределяет контакт более равномерно. Это снижает пиковое напряжение, а значит, вероятность зарождения трещины. Та же сталь. Та же твёрдость. Но разная целостность поверхности. Разная стоимость на каждый рабочий ход.
Я видел, как цеха гоняются за улучшенными сплавами, когда на самом деле у них была проблема дисциплины шлифовки.
Качество поверхности не звучит героично. Оно не выигрывает спор на выставке. Но в цифрах, которые действительно важны — сколько ударов до перешлифовки, сколько перешлифовок до списания — оно меняет кривую. А когда вы умножаете это на тысячи циклов на самых тяжёлых работах, разница в прибыли проявляется в времени простоя, которого вы избежали, и аварийных заменах, которые не пришлось заказывать.
Итак, если глубина термообработки определяет историю внутренних напряжений, а качество поверхности — историю контакта, то как это влияет на интервалы перешлифовки, корректировку деформаций и реальную стоимость за один ход, когда смесь заданий становится трудной?
Вы хотите знать, как глубина закалки и чистота поверхности превращаются в доллары, а не в лабораторные отчеты.
Если вы оцениваете сочетание инструмента и машины для работы с более высокими нагрузками или при производстве из разных материалов, полезно смотреть на подробные технические характеристики, а не на маркетинговые сводки. Для получения технических данных о системах гибки, возможностях ЧПУ и диапазонах применения при тяжелой обработке листового металла вы можете скачать соответствующие брошюры и листы спецификаций здесь: Скачать технические брошюры и документы со спецификациями. Эти материалы от CN-HAWE описывают решения для гибки на базе ЧПУ, разработанные при поддержке собственной исследовательской и конструкторской работы, предоставляя вам конкретные параметры для сравнения с вашими собственными расчетами стоимости одного сгиба.
Вот как это выглядит на практике при работе с толстым металлом на пресс-брake. Мелкая закалённая зона под высокой нагрузкой на погонный фут начинает микрорастрескиваться раньше, что значит, что первая перешлифовка наступает быстрее. Каждая перешлифовка удаляет материал, меняет геометрию раскрытия матрицы и требует корректировки установки. Если деформация уже возникла на этапе термообработки, вам придётся подкладывать шайбы и регулировать, чтобы снова получить равномерный контакт. Это уже не металлургия. Это просто стоит машина, пока актив стоимостью $200 в час ждёт, когда вы будете гоняться за тысячными долями дюйма по десяти футам.
Стоимость за сгиб — это цена покупки, делённая на общее количество успешных сгибов до появления брака, плюс стоимость каждой остановки по пути.
Теперь добавим фактор поверхностной целостности. Более грубая шлифовка увеличивает трение, что повышает эффективную нагрузку, а значит, напряжения проникают глубже запланированной глубины закалки. Перешлифовки происходят чаще. Налипание вызывает высокие участки. Эти участки концентрируют нагрузку и ускоряют образование трещин. Но средние значения скрывают пики. Один локализованный перегруз на деформированном инструменте может «съесть» неделю прогнозируемого срока службы за одну смену. Я видел такое.
Так что вопрос уже не “Какой Роквелл я купил?”, а “Сколько ходов я получаю между вмешательствами, и сколько каждое вмешательство стоит мне в потерянной производительности?”
Если следующий шаг — это прямое общение с командой, Свяжитесь с нами логично вписывается сюда.
Самый дорогой инструмент в вашем наборе — это не тот, у которого самый высокий ценник.
Это тот, который ломается в 3 часа дня во время партии из 500 деталей из пластины толщиной 3/8 дюйма, когда замена находится в другом здании, а изготовленный под него специальный пуансон стоил четыре тысячи. Представьте инструмент, который на бумаге рассчитан на определённую нагрузку, исходя из воздушной гибки мягкой стали. А теперь используйте его для чеканки высокопрочного материала почти на пределе мощности машины. Полное проникновение. Нулевая упругая отдача. Максимальная нагрузка. Вы сменили весовую категорию, даже не признав это.
Когда хрупкий, высокотвёрдый инструмент выходит из строя во время работы, вы теряете не только инструмент. Вы теряете график. Вы рискуете испортить частично сформированные детали. Если это был профиль на заказ, вы уже не размазываете его стоимость на годы — вы покрываете её за одну тяжёлую неделю. Стоимость за сгиб взлетает, потому что знаменатель — количество успешных сгибов — рухнул.
И если ваш цех делает длинные сгибы, помните: удвоение длины сгиба удваивает требуемую нагрузку. Ни один сплав не отменяет эту математику. Если машина работает на пределе, каждый инструмент сражается в тяжелом весе, любит он это или нет. В этой категории ударная вязкость — не роскошь. Это вопрос выживания.
Так зачем кому-то платить на 40% больше за “премиальный” материал?
Иногда — да.
Если эта наценка обеспечивает более глубокое, правильно подобранное упрочнение с прочным сердечником — что означает, что интервалы перешлифовки растягиваются, скажем, с каждых 20 000 ударов до 35 000 при гипотетическом большом объёме — ваше время простоя в месяц уменьшается. Меньше снятий инструмента. Меньше перенастроек. Меньше шансов внести ошибку установки, создающую пиковые нагрузки. На сотнях тысяч сгибов это может быстро компенсировать более высокий счёт.
Но вот ловушка: если наценка в основном обеспечивает более высокую поверхностную твёрдость без пропорциональной вязкости разрушения, а вы работаете со смешанными заданиями — воздушное гибкое сегодня, отбортовка внизу завтра, возможно, чеканка в пятницу — вы можете сократить срок службы при пиковых условиях. Пуансон не “расплющился”. Он раскололся. Теперь ваш премиум 40% дал меньше общих ударов, чем более прочный, слегка более мягкий аналог.
Стоимость за удар не обращает внимания на маркетинговые уровни.
Наценка окупается, когда она продлевает стабильное время производства при работе с самыми тяжёлыми толщинами. Она истощает вас, когда гонится за цифрами твёрдости, которые не выдерживают пиковую нагрузку на фут. Я видел, как мастерские усваивали этот урок громким способом.
Что приводит нас к любимцам брошюрных каталожников.
Карбид — это скальпель.
При тонкой, повторяемой воздушной гибке под контролируемыми нагрузками он прекрасно сохраняет геометрию режущей кромки. Минимальный износ. Предсказуемые углы. Долгие интервалы между обслуживанием. В этой весовой категории он чемпион.
Перенесите его в высокотоннажное нижнее гибочное или чеканку на толстом листе — и вы просите стеклянный молот работать как кованая сталь. У карбида огромная прочность на сжатие. А вязкость разрушения — нет. Одна несоосность. Один неожиданный перегруз из-за деформированного листа или небольшой ошибки кривизны. Риск осколков. Я видел, как это случалось.
Покрытия рассказывают похожую историю. Низкофрикционное покрытие снижает задирание и нагрев, что действительно может продлить срок службы, уменьшая эффективную нагрузку. Это помогает вашей стоимости за изгиб. Но если подложка под ним недостаточно прочна для ваших пиковых нагрузок, покрытие становится декоративной бронёй над хрупким сердечником. Когда основа трескается, покрытие рушится вместе с ней.
Итак, реальный расчёт — не “Хромомолибден — король?” и не “Карбид — элита?”
Он в следующем: учитывая вашу максимальную нагрузку на фут, самые длинные сгибы и самый неприятный микс материалов, какой инструмент выдерживает пики достаточно часто, чтобы обеспечить самую низкую стоимость за изгиб за год?
Это единственный чемпионский пояс, который оплачивает ваши счета.
Вы выбираете инструмент не по таблице сплавов. Вы выбираете его по самому трудному заказу, который оплачивает вашу аренду.
Большинство мастерских не могут ответить на простой вопрос: какая максимальная нагрузка на фут у нас действительно бывает за обычный месяц — не по тесту из брошюры, а в реальном запуске с нашим реальным набором деталей? Пока вы этого не знаете, вы спорите о твёрдости, как будто это черта характера. Этот фреймворк заставляет вас начать с того, где инструменты действительно выходят из строя — на пиковых нагрузках — и двигаться обратно к материалу, который переживает эти пики медленно, а не взрывно.
Так откуда в вашей мастерской берутся эти пики?
Возьмите год заказов. Не по выручке — по материалу и толщине.
Формулы для мягкой стали предполагают примерно 60 000 PSI предела прочности на разрыв. Это базовый показатель, лежащий в основе большинства таблиц расчёта тоннажа. Теперь посмотрите, как часто вы гнёте нержавеющую, износостойкую или высокопрочную конструкционную сталь. Корректировка в принципе проста: умножьте базовый тоннаж на фактическое значение прочности на разрыв, делённое на 60 000. Если у вашей нержавейки около 90 000 PSI, вы просто увеличили требуемый тоннаж в 1,5 раза для того же сечения и того же раскрытия матрицы.
Этот множитель тих на бумаге. Но он яростен на кончике пуансона.
Цех, который говорит: “Мы в основном работаем с мягкой сталью”, но два дня в неделю обрабатывает высокопрочные материалы, уже сменил весовую категорию, сам того не признавая. Именно эти дни определяют ваш риск получения осколков, а не лёгкие вторники. Я это видел.
Так что первый диагностический вопрос — не “Какая марка стали у нас главная?”, а “Какой процент наших ходов приходится на тяжёлую категорию?”. Потому что если даже 20 % вашего годового объёма работает при тоннаже 1,5×–2× от базового, именно этот «хвост» управляет всей оснасткой.
Но ведь только материал не объясняет настоящие всплески нагрузки, правда?
Теперь мы количественно оцениваем удары, которые вы реально наносите.
Начните со стандартного тоннажа на фут при воздушной гибке для вашей обычной толщины и раскрытия матрицы. Затем добавьте то, что формулы обычно скрывают: коэффициент метода и выбор матрицы.
Воздушная гибка — это ваша базовая точка 1.0×. При осадочной гибке нагрузка может возрасти в 5 раз. При чеканке — превысить 10×. Если сузить матрицу ниже типового правила 6–8 толщин, тоннаж быстро растёт — иногда экспоненциально для толстых листов. Цеха, стремящиеся к малым радиусам на толстом металле, часто сами создают условия перегрузки, а потом винят сплав, когда что-то ломается.
Представьте инструмент, рассчитанный — на бумаге — на определённую нагрузку при воздушной гибке мягкой стали. Теперь выполните осадочную гибку высокопрочного материала в узкой матрице. Вы превысили каталожный предел не немного. Вы изменили саму физику процесса.
Вот практический шаг: составьте простую таблицу по вашим десяти основным заказам по объёму. Для каждого укажите:
Рассчитайте тонны на фут. Затем умножьте на длину гиба, чтобы увидеть полную нагрузку на машину. Выделите три максимальных значения тоннажа на фут. Это ваши расчётные нагрузки. Всё остальное — шум.
Но узнав пиковые нагрузки, как перевести это в выбор материала, не скатываясь обратно в поклонение твёрдости?
“Лучший” — это не самый твёрдый сплав, выдерживающий наибольшую теоретическую нагрузку.
“Лучший” — это материал, который при вашем определённом пиковом тоннаже на фут изнашивается таким образом, что сохраняет производительность.
Если вы в основном выполняете воздушную гибку мягкой стали с редкими пиками нагрузки, инструмент с более высокой твёрдостью и умеренной вязкостью может увеличить интервалы переточки и победить по стоимости на один ход. Пуансон не расплющился. Он изнашивался медленно. Предсказуемо. Это выгодно в лёгкой весовой категории.
Если на вашей таблице часто появляются случаи гибки тяжелого листа по нижнему краю, близкие к пределу возможностей станка, вы находитесь в тяжеловесном классе. Здесь вязкость разрушения — способность поглощать энергию без образования трещин — важнее, чем выжимать лишние единицы по шкале Роквелла. Слегка более мягкая, но прочная сердцевина, способная деформироваться до разрушения, дает вам предупреждение. Она может расплющиться. Может потребовать более раннюю перешлифовку. Но она не взрывается посреди цикла и не уносит с собой штамп $4,000 под заказ. Я видел, как это случалось.
Так что сначала определяют приемлемый тип отказа. Медленный износ? Незначительное закругление кромки? Допустимо. Катастрофический разрыв под пиковой нагрузкой? Недопустимо. Затем материалы оценивают не по уровню из рекламного буклета, а по их поведению при вашем выделенном тоннаже на фут.
И вот неочевидное смещение: ваша “мастерская ДНК” — это не средняя работа. Это ваши повторяющиеся пики. Побеждает тот сплав, у которого вязкость разрушения достаточно точно соответствует этим пикам, чтобы выдерживать их, а твердость лишь настолько высока, чтобы износ оставался экономичным при вашем реальном объеме.
Прибыльность — это не чемпионский пояс за самую твердую сталь на стойке.
Это стоимость одного хода в вашем весовом классе.


















