

Il punzone non si è deformato a fungo. Non si è consumato lentamente. Si è spezzato.
Lamiera da mezzo pollice. Piegatura a fondo, non aerea. L’operatore giurava che la tabella delle tonnellate indicasse che fosse entro i limiti. Il punzone in cromo-molibdeno aveva lavorato acciaio dolce per anni senza problemi. Poi, in un turno, sotto un carico che “sulla carta” sembrava legale, la punta si è staccata e ha disseminato frammenti nello spazio della matrice. L’ho visto accadere.
Se il 42CrMo è la scelta sicura del settore, perché si comporta come un peso medio che entra in un ring da pesi massimi quando la tonnellata per piede aumenta? La risposta spesso non è solo nella metallurgia—è nel sistema della pressa piegatrice stesso. In scenari ad alta tonnellata, la rigidità del telaio, la distribuzione della forza controllata dal CNC e la precisione dell’allineamento determinano se l’utensile rimane entro i limiti reali o scivola in zone di stress distruttivo. Esplorare come una soluzione completamente basata su CNC come la pressa piegatrice CN-HAWE sia progettata per applicazioni di piegatura impegnative aiuta a riformulare la domanda da “Questo utensile è abbastanza resistente?” a “L’intero sistema di piegatura è costruito per questo carico?”
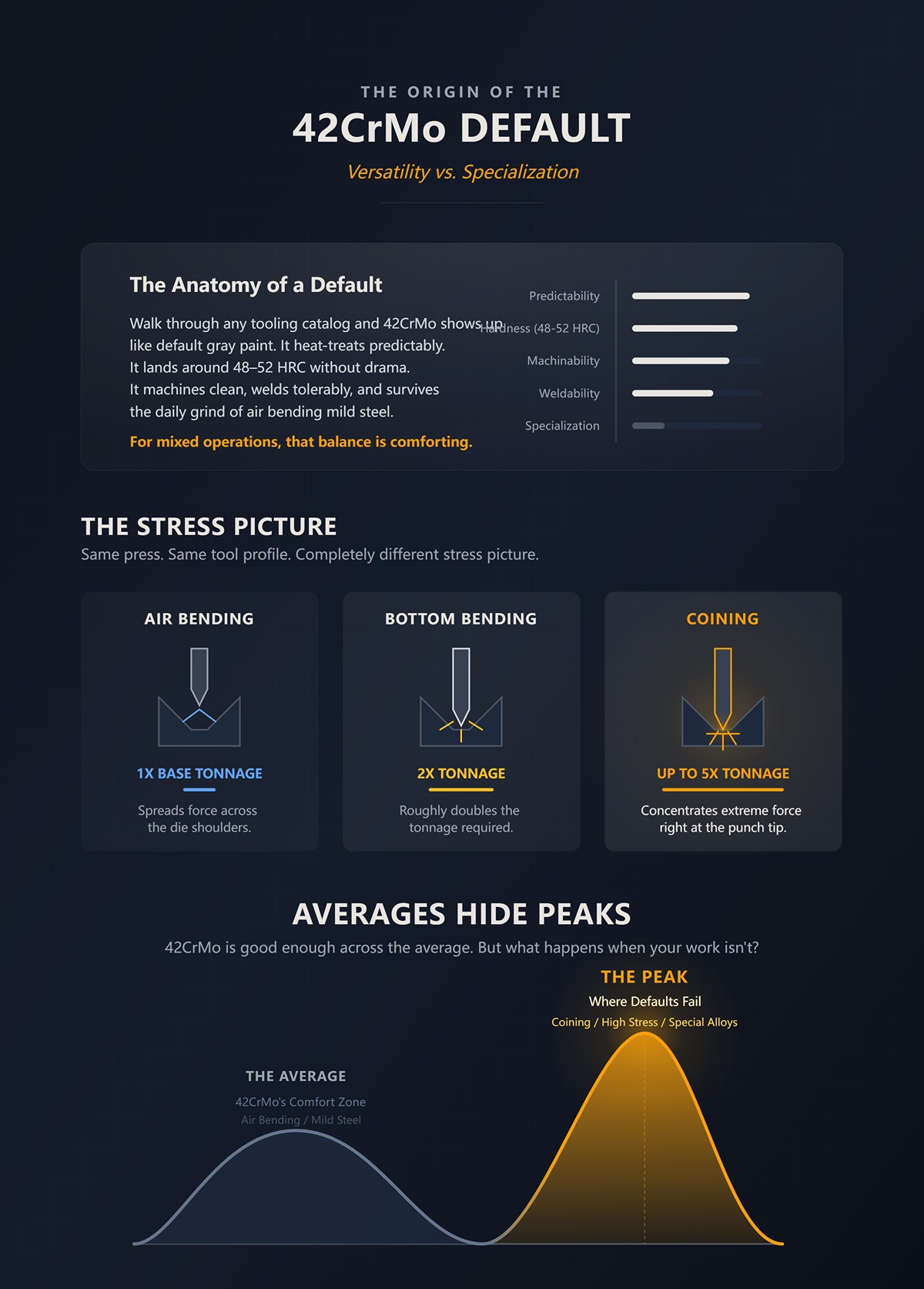
Sfogliando qualsiasi catalogo di utensili, il 42CrMo compare come la vernice grigia di default. Si tratta termicamente in modo prevedibile. Raggiunge circa 48–52 HRC senza complicazioni. Si lavora bene, si salda decentemente e sopravvive alla routine quotidiana della piegatura aerea dell’acciaio dolce. Per le officine che lavorano spessori e materiali misti, questo equilibrio è rassicurante.
Perché la maggior parte delle piegature è piegatura aerea.
La piegatura aerea distribuisce la forza sulle spalle della matrice. La piegatura a fondo raddoppia approssimativamente la tonnellata. La coniatura può richiedere fino a cinque volte di più, concentrando la forza proprio sulla punta del punzone. Stessa pressa. Stesso profilo dell’utensile. Un quadro di stress completamente diverso. Eppure la scelta della lega cambia raramente a seconda del metodo.
È così che il 42CrMo è diventato re: è abbastanza buono nella media. Ma le medie nascondono i picchi. Cosa succede quando il tuo lavoro non è nella media?
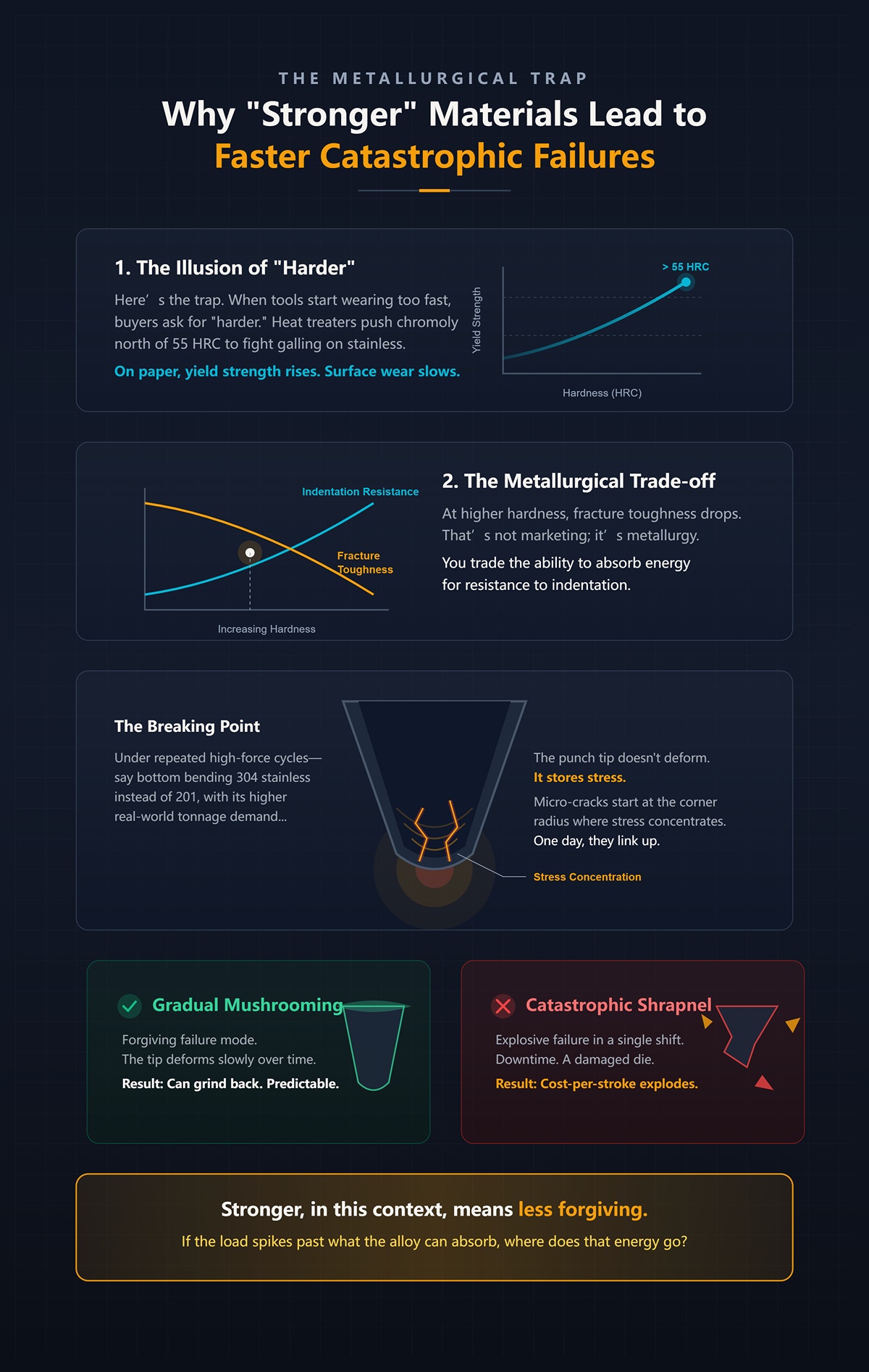
Ecco la trappola. Quando gli utensili iniziano a consumarsi troppo velocemente, gli acquirenti chiedono “più duro”. Il trattamentista porta il cromo-molibdeno oltre i 55 HRC per combattere il grippaggio sull’acciaio inox. Sulla carta, la resistenza a snervamento aumenta. L’usura superficiale rallenta.
Poi arriva il lavoro pesante.
A durezze più elevate, la tenacità alla frattura diminuisce. Non è marketing; è metallurgia. Si scambia la capacità di assorbire energia con la resistenza all’ammaccatura. Sotto cicli ripetuti di forza elevata—ad esempio piegando a fondo acciaio inox 304 invece del 201, con la sua maggiore richiesta reale di tonnellata—la punta del punzone non si deforma. Accumula tensione. Le microfessure iniziano al raggio d’angolo dove lo stress si concentra. Un giorno, si uniscono.
E invece di una deformazione graduale che puoi rettificare, ottieni schegge. Fermomacchina. Una matrice danneggiata. Il costo per colpo esplode in un solo turno.
Più forte, in questo contesto, significa meno tollerante. Se il carico supera ciò che la lega può assorbire, dove va a finire quell’energia?

I trattamentisti termici più esperti raggruppano silenziosamente gli utensili per presse piegatrici intorno ai 50 HRC. È la tregua instabile tra resistenza all’usura e resilienza. Superare molto i 60 HRC nel cromo-molibdeno fa sì che la fragilità smetta di essere teorica.
Ora aggiungi la portata per piede.
Immagina un utensile nominalmente progettato—sulla carta—per un certo carico basato sulla piegatura in aria di acciaio dolce. Passa alla piegatura a fondo di acciaio inox spesso. La portata calcolata può ancora risultare “entro i limiti”, ma la variazione di grado, la condizione della superficie e la scelta dell’apertura della matrice spingono le forze reali più in alto. Non dell’1 per cento. A volte di margini che contano.
Il cromo-molibdeno non si rompe perché è debole. Si rompe perché gli si chiede, a ogni turno, di assorbire colpi pesanti con una lega bilanciata. La matematica del costo per colpo cambia quando la frattura sostituisce l’usura come principale modalità di guasto.
Quindi la vera domanda non è se il 42CrMo sia buono.
È se la sua modalità di guasto corrisponde al tipo di sollecitazione che gli stai infliggendo.
Sul mio banco avevo due punzoni ritirati dalla stessa pressa. Entrambi lavoravano acciaio inox spesso durante il turno di notte. Uno aveva un naso arrotondato che si poteva misurare con un calibro—circa 0,4 mm di rigonfiamento. L’altro aveva perso completamente la punta. Il primo fu riaffilato e tornò a lavorare. Il secondo mandò frammenti nella cavità della matrice e graffiò le spalle.
Stessa macchina. Tonnellaggio simile. Finali completamente diversi.
È il bivio che incontri quando smetti di venerare i numeri di durezza. Non stai scegliendo tra “forte” e “debole”. Stai scegliendo tra un utensile che cede lentamente e uno che rilascia tutta l’energia accumulata in un istante. Uno ti costa manutenzione programmata. L’altro comporta rischio di schegge. L’ho visto succedere.
Se la redditività si misura in costo per colpo, il punzone che si deforma in modo prevedibile può comunque vincere l’incontro dei pesi massimi. Quello che si frattura in modo spettacolare può sembrare più duro sulla brochure, ma esce dal ring a pezzi. Quindi cosa spinge realmente un utensile verso un destino o l’altro?
Osserva un punzone che ha piegato in aria acciaio dolce per mesi. Il naso è lucidato. I bordi si ammorbidiscono. Il trasferimento di materiale lascia leggere striature. È usura abrasiva e adesiva—danno superficiale da contatto scorrevole e calore da attrito. È graduale. Nella produzione continua 24/7, quell’usura può accelerare di circa un terzo rispetto agli utilizzi intermittenti perché i cicli di attrito non si fermano mai, ma il meccanismo resta lo stesso: perdita superficiale, non collasso strutturale.
Ora osserva un punzone che ha piegato a fondo lamiera spessa vicino al suo limite di tonnellaggio. Non sempre vedrai forte usura. A volte la superficie sembra a posto. Ma al raggio d’angolo—dove la geometria concentra lo sforzo—troverai microfessure che corrono perpendicolari al carico. È fatica da impatto: carichi compressivi elevati e ripetuti con rimbalzo di trazione alla superficie. Le micro-crepe si formano e poi si collegano. Un turno sono invisibili. Il successivo, la punta è sparita.
Ma le medie nascondono i picchi.
Superare il tonnellaggio nominale anche solo del 20 per cento può dimezzare la vita dell’utensile. Non perché la superficie si sia consumata due volte più velocemente, ma perché lo sforzo di picco ha superato la soglia di tenacità alla frattura. La durezza rallenta l’abrasione. Non fa nulla per fermare una crepa una volta che l’intensità dello sforzo sulla punta supera ciò che la lega può assorbire.
Se i tuoi lavori con lamiera più spessa vivono in quella zona di picco, perché dovresti ottimizzare per l’usura superficiale?
Immagina un utensile nominalmente progettato—sulla carta—per un certo carico basato sulla piegatura in aria di acciaio dolce. La forza è distribuita sulle spalle della matrice. La punta del punzone riceve contatto, sì, ma il materiale è per lo più sostenuto dalla geometria. La durezza qui è utile. Resiste al grippaggio. Mantiene i bordi nitidi. Un utensile leggermente fragile può sopravvivere perché l’ampiezza dello stress rimane sotto il suo limite di frattura.
Passa alla coniatura di acciaio inox da mezzo pollice.
Ora il punzone sta portando il materiale in deformazione plastica attraverso tutto lo spessore. La tonnellata può saltare a diverse volte rispetto alla piegatura ad aria. L’area di contatto si restringe. Il carico di compressione sulla punta raggiunge un picco, e quando l’ariete si ritrae, il ritorno elastico del pezzo tira sulla superficie del punzone, introducendo componenti di trazione proprio dove le cricche amano iniziare.
L’elevata durezza in tali condizioni è una lama a doppio taglio. Resiste sì all’indentazione. Ma riduce la tenacità alla frattura — la capacità di un materiale di resistere alla propagazione di una cricca sotto sforzo. Una volta formata una micro-cricca, una matrice dura e fragile le offre un’autostrada pulita.
Una lega più tenace nello stesso anello può mostrare una deformazione iniziale del naso. Il punzone non si è espanso in modo catastrofico; ha strisciato lentamente. Quello strisciamento è energia assorbita plasticamente invece di essere accumulata elasticamente. Energia dissipata, non trasformata in arma.
Quindi chiediti: stai eseguendo piegature leggere ad aria per tutta la settimana con un solo lavoro pesante il venerdì, oppure il venerdì rappresenta il tuo vero business?
Osserva la punta di quel punzone al microscopio dopo un lavoro a ciclo rapido su acciaio basso legato ad alta resistenza. Il calore da attrito può indurire localmente la superficie del pezzo in modo misurabile — aumenti percentuali a doppia cifra non sono fantasia sotto cicli rapidi. Quella striscia indurita agisce come carta vetrata contro il punzone. Nel frattempo, la stessa struttura martensitica del punzone — cristalli tetragonali a corpo centrato e duri formatisi durante la tempra — porta alte tensioni interne.
Ogni ciclo pesante carica quei cristalli in compressione. Al rilascio, gli sforzi di trazione raggiungono un picco sulla superficie. Le dislocazioni — difetti lineari nel reticolo cristallino — si accumulano ai bordi dei grani. In un acciaio più tenace, tali bordi possono smussare o deviare una cricca. In un cromoly molto duro spinto oltre 60 HRC, le particelle di carburo e i bordi di grano rigidi possono diventare iniziatori di cricche.
La prima micro-cricca è microscopica. La seconda si connette. La meccanica della frattura la definisce fattore di intensità degli sforzi; in officina, la chiamiamo “ha ceduto”.”
Ora aggiungi il disallineamento. Ho visto punzoni mal allineati perdere una nitidezza visibile in un centinaio di cicli su acciaio inox duro. Non è un problema di lega; è un problema di setup. Anche l’acciaio più tenace non può salvarti da un carico irregolare concentrato su un angolo. Ma una volta che l’allineamento è corretto, la scelta del materiale decide se quello sforzo concentrato produce una bava — o una rottura.
A livello atomico, la tenacità è la capacità di smussare la punta di una cricca mediante deformazione plastica. La durezza è la resistenza all’indentazione. Sotto un’estrema tonnellata per piede, lo smussamento della cricca mantiene il tuo utensile in gioco. La resistenza all’indentazione lo mantiene solo bello finché dura.
Se la tenacità alla frattura è la vera polizza assicurativa contro i carichi pesanti, allora la domanda cambia: quali leghe combattono in quella classe di peso senza trasformare ogni sovraccarico in schegge?
Quindi quali leghe sopravvivono realmente alla piegatura pesante senza trasformare la tua pressa piegatrice in una granata?
Non quelle con le brochure più appariscenti.
Tra gli acciai al carbonio morbidi e gommosi che si consumano come il gesso e i cromoly ultra-duri spinti a livelli di durezza da vanità si trova una classe media: D2, A2, T10 e 42CrMo ben trattato. Non campioni in ogni parametro. Ma nella giusta categoria di peso vincono sul costo per colpo — l’unico titolo che paga l’affitto.
Il profitto non si preoccupa di quale nome di lega sia inciso sul codolo. Gli interessa quante volte puoi ciclare prima di riaffilare, quanto spesso rischi la frattura e se i tuoi lavori più pesanti si trovano vicino a quella scogliera di sforzo massimo che abbiamo appena scalato.
È qui che il mito comincia a incrinarsi.
Immagina un’officina che lavora sezioni da tre metri di acciaio inox 304 per tutta la settimana. La resistenza alla trazione aumenta di circa il 50 percento rispetto all’acciaio dolce, quindi la tonnellata per piede cresce di conseguenza. Ora immagina che calcolino il preventivo assumendo la matematica della piegatura ad aria sull’acciaio dolce, poi scalino senza modificare la larghezza della matrice. Sono più vicini al limite di quanto pensino. L’ho visto succedere.
Un cromoly temprato in modo aggressivo per resistere all’usura eviterà inizialmente il grippaggio. Il bordo rimane affilato. Il punzone appare magnifico. Poi arrivano i picchi — il sovraccarico momentaneo dovuto a una matrice a V più stretta, a un lotto più duro di acciaio inox, a un leggero disallineamento. Ma le medie nascondono i picchi.
D2 e A2 si comportano in modo diverso. D2 offre un’elevata resistenza all’usura grazie ai suoi carburi di cromo ma, se trattato termicamente in modo ragionevole — non eccessivamente duro per vanità — mantiene una tenace resistenza alla frattura utilizzabile. A2 rinuncia a un po’ di resistenza all’usura in favore di una migliore stabilità dimensionale e tolleranza all’impatto. Nelle lunghe lavorazioni su acciaio inox, dove abrasione e carico ciclico contano entrambi, tale equilibrio significa meno microfessure che si collegano in una frattura catastrofica.
E qui sta la parte che i rappresentanti di vendita non tengono in conto: se le tue lavorazioni su acciaio inox stanno distruggendo i bordi, e un utensile più tenace a basso tenore di lega dura il 20 percento in più con metà del rischio di schegge, la matematica si ribalta. Anche se richiede riaffilature leggermente più frequenti, il costo per colpo diminuisce perché non stai buttando via un punzone frantumato alle 2 di notte.
Ora fatti la domanda scomoda: cosa succede quando quell“”inox” è tipo 201 invece di 304 e la tonnellata richiesta aumenta ancora?
Immagina un utensile valutato — sulla carta — per un certo carico basato sulla piegatura in aria di acciaio dolce. Poi il lavoro cambia: matrice più stretta, spessore maggiore, magari un incremento di tensione che non avevi previsto. Il tonnellaggio per piede aumenta gradualmente e improvvisamente stai operando in una classe di peso più elevata rispetto a quella per cui il tuo utensile era stato concepito.
T10 è un acciaio da utensili ad alto tenore di carbonio. Può essere temprato fino a livelli elevati, mantiene bene il filo e ha un prezzo accessibile. 42CrMo — il classico cromomolibdeno — offre resistenza e una discreta tenacità, specialmente se correttamente rinvenuto. Su una scheda tecnica, 42CrMo spesso appare come la scelta più “forte”.
Ma la resistenza non è la stessa cosa della tenacità alla frattura.
Spingi il 42CrMo verso durezze più elevate per inseguire la resistenza all’usura, e la sua tolleranza all’impatto diminuisce. Sotto carichi di picco ripetuti, soprattutto nella piegatura a fondo di lamiere più spesse, tale calo si manifesta come crepe negli angoli piuttosto che come usura graduale. L’ho visto succedere. Il punzone non si è deformato a fungo; si è spaccato.
T10, mantenuto a una durezza leggermente inferiore ma comunque “sufficientemente buona”, può consumarsi un po’ più velocemente in situazioni abrasive. Ma se il tuo vero rischio è la frattura da stress di picco — non l’abrasione lenta — allora quella durezza extra è un’armatura cosmetica. L’allestimento più tenace assorbe l’energia invece di rifletterla sul punto di incrinatura.
La durezza “sufficientemente buona” che sopravvive è superiore alla durezza perfetta che esplode.
Naturalmente, tutto ciò presuppone che tu possa mantenere il filo in modo economico una volta che si sia consumato.
La durata dell’utensile non è solo quanto dura nella pressa. È quante riaffilature pulite si riescono a fare prima che la geometria si alteri o le microfessure riemergano.
D2 e A2, se correttamente trattati termicamente, si rettificano in modo prevedibile. La distribuzione dei carburi è abbastanza uniforme da non dover inseguire zone morbide lungo il bordo. T10 è semplice — meno complessità di lega, meno sorprese alla mola. E questo è importante in un’officina impegnata, dove i tempi morti costano.
Un cromomolibdeno troppo temprato può essere capriccioso. Le tensioni residue da trattamenti termici aggressivi rendono la riaffilatura un rischio; se rimuovi materiale in modo non uniforme potresti rilasciare tensione che era lì, silenziosa, in attesa. Una piccola crepa che non avevi visto diventa visibile dopo la rettifica. L’ho visto succedere.
Ed ecco il vantaggio silenzioso: gli acciai a basso legame più tenaci tollerano piccoli errori di molatura senza trasformarli in concentratori di stress. Sono più indulgenti. In un mondo dove l’allineamento non è perfetto e gli operatori non sono robot, questa capacità di perdonare riduce il rischio di schegge più di qualsiasi altro punto aggiuntivo di durezza HRC.
Il che porta alla domanda che conta più del nome della lega stampato sul lato: se due utensili sono fatti dello stesso acciaio, perché uno sopravvive e l’altro fallisce sotto carichi identici?
Due punzoni. Stessa barra di 42CrMo, stessa durezza sul certificato. Stessa pressa piegatrice, stesso lavoro su acciaio inox da 3/8 di pollice. Uno ha funzionato per sei mesi ed è tornato per una riaffilatura pulita. L’altro ha sparso una mezzaluna di acciaio nello spazio tra le matrici in un martedì notte. L’ho visto succedere.
La lega non è cambiata. Il carico non è cambiato. Ciò che è cambiato è ciò che non potevi leggere sulla brochure: quanto in profondità arrivava la durezza, come era trattata la superficie e come quella pelle temprata si collegava al nucleo sottostante. Quando il cedimento inizia in superficie — e di solito accade così sotto piegature cicliche — la chimica conta meno dell’architettura. Quindi, cosa esattamente in quell’architettura decide se il bordo si consuma educatamente o lascia schegge?
Immagina una sezione trasversale al microscopio. Un utensile temprato a cuore—tempra e rinvenimento corretti—mostra una durezza abbastanza uniforme dalla superficie al nucleo. Non identica, ma coerente. L’intero corpo condivide il carico e, quando si deforma, lo fa gradualmente. Ottieni rigonfiamenti, arrotondamenti dei bordi, segnali di avvertimento.
Ora prendi un punzone temprato a induzione. La superficie può mostrare 58–60 HRC nei test, ma la profondità del caso è spesso inferiore a 2 millimetri. Sotto c’è un nucleo più morbido e tenace. Sulla carta suona ideale: pelle dura per l’usura, centro duttile per l’impatto. Per la piegatura in aria di lamiera sottile, funziona.
Passa alla piegatura a fondo di lamiere spesse, alte tonnellate per piede, e carichi di picco ciclici. Lo strato superficiale è martensitico—duro e fragile. Il nucleo flette microscopicamente sotto carico. Questo disallineamento crea una sollecitazione di taglio proprio all’interfaccia. Dopo un numero sufficiente di cicli, si formano minuscole cricche parallele alla superficie. Poi un segmento si solleva. Questo è lo sfogliamento—delaminazione superficiale dovuta al taglio ciclico. E quando quel guscio fragile si stacca, non si sfoglia come vernice. Si espelle.
Un caso superficiale poco profondo in un lavoro pesante è una discrepanza di categoria di peso. Il guscio esterno prende l’urto, il nucleo si muove diversamente e l’interfaccia diventa un’autostrada per le cricche. Il punzone non si è deformato a fungo. Ha perso frammenti.
La tempra a cuore evita quell’interfaccia, ma comporta il proprio compromesso: se spingi la durezza troppo in alto—pensa all’H13 portato ai 50 HRC alti—perdi tenacità a frattura ovunque, non solo in superficie. Ora l’intera sezione trasversale si comporta come quel guscio fragile. La modalità di cedimento si sposta dallo sfogliamento alla frattura completa del corpo. Percorso diverso. Stesso rischio di schegge.
Quindi, se la tempra a induzione è un elmetto sottile e la tempra a cuore può rendere fragile tutto il cranio, esiste una via di mezzo che non menta sulla propria categoria di peso?
La tempra laser funziona in modo diverso. Invece di riscaldare l’intero utensile o affidarsi alla profondità di penetrazione elettromagnetica come la tempra a induzione, utilizza un raggio laser controllato per austenitizzare una banda superficiale definita, poi si auto-tempra nel materiale di base. Su acciai comuni come 4140 o 4130, si può raggiungere circa 58–62 HRC in superficie con profondità di tempra controllata e distorsione minima—spesso sotto il millesimo di pollice su sezioni corte e alcune centesimi su lunghezze maggiori se gestito correttamente.
Questa precisione è fondamentale negli utensili per presse piegatrici, dove la rettilineità su tre metri decide se il tonnellaggio è distribuito uniformemente o concentrato in un angolo.
Ma ecco la parte che le brochure sussurrano: la profondità del caso è comunque finita. Stai ancora creando un gradiente—duro fuori, più tenace dentro. La differenza è il controllo. Il laser consente di regolare profondità e larghezza della zona temprata per adattarla allo stress da contatto previsto. Per la piegatura in aria di precisione e una piegatura a fondo moderata, ciò può ridurre l’usura senza creare il brusco salto di durezza tipico dei casi a induzione superficiali.
Non è magia. In un vero scenario pesante—V stretti, lamiere ad alta resistenza, ripetute piegature a fondo—se lo strato temprato è troppo sottile rispetto alla profondità di penetrazione della sollecitazione, si ricrea lo stesso rischio di delaminazione. La fisica non fa compromessi.
Dove il laser mostra il suo valore è nel controllo delle deformazioni e nella ripetibilità. Meno deformazioni post-riscaldo significano meno carichi di picco indotti da disallineamento. E ricordalo, le medie nascondono i picchi. Se un utensile deformato crea un sovraccarico locale, torni al punto di innesco della cricca in un angolo, indipendentemente dalla lega.
Quindi la tempra laser può essere il meglio di entrambi i mondi—se la profondità del caso corrisponde al campo di sollecitazione e l’acciaio di base conserva una reale tenacità alla frattura. Altrimenti, è solo un elmetto più bello.
Il che ci porta a qualcosa che la maggior parte degli acquirenti ignora perché non ha un numero Rockwell associato.
Passa l’unghia su due punzoni nuovi. Uno è rettificato con finitura fine e pulita lungo la linea di piega. L’altro mostra lievi segni di rettifica perpendicolari al carico. Entrambi misurano 56 HRC. Sotto carico, si comportano diversamente.
Quelle microscopiche creste agiscono come concentrazioni di tensione. Aumentano l’attrito contro la lamiera, il che innalza la temperatura locale nella zona di contatto. Il calore ammorbidisce proprio la superficie che hai pagato per indurire. Poi inizia il grippaggio—trasferimento di materiale dal foglio all’utensile. Ora hai creato punti alti che amplificano la sollecitazione di contatto alla corsa successiva.
L’attrito è forza. Forza extra significa tonnellaggio effettivo per piede più alto. Tonnellaggio più alto significa penetrazione più profonda delle sollecitazioni nella faccia dell’utensile. E all’improvviso quella profondità di tempra accuratamente progettata non basta più.
Una superficie più liscia riduce il coefficiente d’attrito, diminuisce la generazione di calore e distribuisce il contatto più uniformemente. Ciò riduce lo stress di picco, che abbassa la probabilità di innesco di cricche. Stesso acciaio. Stessa durezza. Integrità superficiale diversa. Costo per corsa diverso.
Ho visto officine inseguire aggiornamenti alle leghe quando in realtà il problema era una mancanza di disciplina nella rettifica.
La finitura superficiale non suona eroica. Non vince le discussioni alle fiere di settore. Ma nella matematica che conta—quante battute prima della riaffilatura, quante riaffilature prima dello scarto—sposta la curva. E quando moltiplichi questo per migliaia di cicli sui tuoi lavori più pesanti, il divario di profitto si manifesta nei tempi morti evitati e nei pezzi di ricambio urgenti non ordinati.
Quindi, se la profondità del trattamento termico determina la storia delle tensioni interne e la finitura superficiale stabilisce la storia del contatto, cosa significa questo per i tuoi intervalli di riaffilatura, le correzioni di distorsione e il vero costo per colpo quando la combinazione di lavori si fa difficile?
Vuoi sapere come la profondità del caso e la finitura superficiale si traducono in denaro, non in rapporti di laboratorio.
Se stai valutando combinazioni di utensili e macchine per produzioni a tonnellaggi più elevati o con materiali misti, è utile consultare specifiche dettagliate invece dei riassunti di marketing. Per dati tecnici su sistemi di piegatura, capacità di controllo CNC e campi di applicazione nella lavorazione di lamiere pesanti, puoi scaricare qui le brochure e le schede tecniche pertinenti: Scarica le brochure tecniche e i documenti di specifiche. Questi materiali di CN-HAWE illustrano soluzioni di piegatura basate su CNC sviluppate con un supporto R&D dedicato, offrendoti parametri concreti da confrontare con i tuoi calcoli di costo per piega.
Ecco come si presenta in pratica su una pressa piegatrice che lavora spessori elevati. Uno strato temprato superficiale sotto un alto tonnellaggio per piede inizia a microfessurarsi prima, il che significa che raggiungi la prima riaffilatura più presto. Ogni riaffilatura rimuove materiale, modifica la geometria dell’apertura della matrice e richiede una correzione di setup. Se la distorsione era già insita nel trattamento termico, ti ritrovi a fare spessori e regolazioni per ottenere nuovamente un contatto uniforme. A quel punto non è più metallurgia. È una macchina ferma mentre un asset da $200 all’ora aspetta che tu rincorra un millesimo su tre metri.
Il costo per piega è il prezzo d’acquisto diviso per il numero totale di pieghe riuscite prima dello scarto, più il costo di ogni interruzione lungo il percorso.
Ora aggiungi la componente dell’integrità superficiale. Una rettifica più ruvida aumenta l’attrito, che aumenta il tonnellaggio effettivo, che spinge le tensioni più in profondità rispetto alla tua durezza superficiale progettata. Le riaffilature arrivano prima. Il grippaggio crea punti alti. Quei punti alti concentrano il carico e accelerano l’innesco delle cricche. Ma le medie nascondono i picchi. Un solo sovraccarico localizzato su un utensile distorto può consumare una settimana di vita prevista in un solo turno. L’ho visto accadere.
Quindi la domanda smette di essere “Che Rockwell ho comprato?” e diventa “Quante battute ottengo tra un intervento e l’altro, e quanto mi costa ogni intervento in produttività persa?”
Se il passo successivo è parlare direttamente con il team, Contattaci è il passo più naturale.
L’utensile più costoso nel tuo magazzino non è quello con la fattura più alta.
È quello che si rompe alle 15:00 durante una lavorazione di 500 pezzi in lamiera da 3/8 di pollice, quando il ricambio è in un altro edificio e la matrice su misura che ci hai accoppiato è costata quattromila euro. Immagina un utensile valutato—sulla carta—per un certo carico basato sulla piegatura in aria dell’acciaio dolce. Ora mettilo a coniare materiale ad alta resistenza vicino alla capacità massima della macchina. Penetrazione completa. Nessun ritorno elastico. Tonellaggio massimo. Hai cambiato categoria di peso senza ammetterlo.
Quando un utensile fragile, ad alta durezza, si rompe a metà lavorazione, non perdi solo l’utensile. Perdi la programmazione. Rischi di scartare parti formate solo parzialmente. Se si trattava di un profilo personalizzato, non stai più ammortizzando quel costo su anni; lo stai assorbendo in una settimana difficile. Il costo per piega esplode perché il denominatore—le pieghe riuscite—è crollato.
E se la tua officina lavora pieghe lunghe, ricordati di questo: raddoppiare la lunghezza della piega raddoppia il tonnellaggio richiesto. Nessuna lega può aggirare quella matematica. Se la macchina è vicina al suo limite, ogni utensile sta combattendo nella categoria dei pesi massimi, che lo voglia o no. In quell’arena, la tenacità alla frattura non è un lusso. È sopravvivenza.
Allora, perché qualcuno dovrebbe pagare il 40% in più per un materiale “premium”?
A volte succede.
Se quel sovrapprezzo ti garantisce una tempratura più profonda e ben bilanciata con un nucleo resistente — il che significa che gli intervalli di riaffilatura si estendono, per esempio, da ogni 20.000 colpi a ogni 35.000 in un’ipotesi di produzione ad alto volume — i tempi di fermo macchina mensili si riducono. Meno estrazioni dell’utensile. Meno riallineamenti. Meno possibilità di introdurre errori di configurazione che creano carichi di picco. Su centinaia di migliaia di piegature, questo può compensare rapidamente una fattura più alta.
Ma ecco la trappola: se il sovrapprezzo serve principalmente ad acquistare una durezza superficiale più alta senza una tenacità a frattura proporzionale, e stai eseguendo lavori misti — piegatura in aria oggi, piegatura a fondo domani, magari coniatura venerdì — potresti ridurre la durata sotto condizioni di picco. Il punzone non si è deformato. Si è fratturato. Ora il tuo sovrapprezzo del 40% ha prodotto meno colpi totali rispetto a un’alternativa più tenace e leggermente più morbida.
Il costo per colpo non si cura dei livelli di marketing.
Il sovrapprezzo conviene quando estende il tempo di produzione stabile nei tuoi lavori con lamiera più spessa. Ti dissangua quando insegue numeri di durezza che non resistono al tonnellaggio di picco per piede. Ho visto officine imparare quella lezione nel modo più rumoroso.
Il che ci porta ai beniamini del mondo delle brochure.
Il carburo è un bisturi.
Nella piegatura in aria sottile e ripetibile con carichi controllati, mantiene splendidamente la geometria del bordo. Usura minima. Angoli prevedibili. Lunghi intervalli tra le manutenzioni. In quella categoria di peso, è un campione.
Portalo nella piegatura a fondo ad alto tonnellaggio o nella coniatura su piastra spessa, e stai chiedendo a un martello di vetro di colpire come acciaio forgiato. La resistenza alla compressione del carburo è enorme. La sua tenacità a frattura no. Un disallineamento. Un sovraccarico imprevisto dovuto a una lamiera deformata o a un leggero errore di bombatura. Rischio di schegge. L’ho visto succedere.
I rivestimenti raccontano una storia simile. Un rivestimento a basso attrito riduce l’incollaggio e il calore, il che può legittimamente estendere la durata riducendo il tonnellaggio effettivo. Questo aiuta il tuo costo per piegatura. Ma se il substrato sottostante manca della tenacità necessaria per i tuoi carichi di picco, il rivestimento diventa un’armatura decorativa su un nucleo fragile. Quando la base si crepa, il rivestimento sparisce con essa.
Quindi il vero calcolo non è “Il cromo-molibdeno è il re?” o “Il carburo è d’élite?”
È questo: dato il tuo tonnellaggio massimo per piede, le tue piegature più lunghe e il tuo mix di materiali più difficile, quale utensile resiste abbastanza spesso ai picchi da offrire il costo per piegatura più basso nell’arco di un anno?
Quella è l’unica cintura da campione che paga le tue bollette.
Non scegli l’attrezzatura in base alla tabella delle leghe. La scegli in base al lavoro più difficile che ti paga l’affitto.
La maggior parte delle officine non sa rispondere a una domanda semplice: qual è il tonnellaggio per piede più alto che raggiungiamo effettivamente in un mese normale, non in un test da brochure ma in una lavorazione reale con il nostro vero mix di pezzi? Finché non lo sai, stai discutendo di durezza come se fosse un tratto della personalità. Questo framework ti costringe a partire da dove gli utensili effettivamente falliscono — al carico di picco — e a risalire al materiale che sopravvive a quei picchi lentamente invece che esplosivamente.
Allora, da dove arrivano quei picchi nella tua officina?
Raccogli un anno di lavori. Non il fatturato—ma il materiale e lo spessore.
Le formule per l’acciaio dolce presumono una resistenza alla trazione di circa 60.000 PSI. È la base su cui si fondano la maggior parte delle tabelle di tonnellaggio. Ora guarda quanto spesso pieghi acciaio inox, lamiere anti-abrasione o gradi strutturali ad alta resistenza. L’adattamento è semplice in teoria: moltiplica il tonnellaggio base per la resistenza reale divisa per 60.000. Se il tuo inox si aggira intorno ai 90.000 PSI, hai appena aumentato il tonnellaggio di 1,5× per lo stesso spessore e apertura dello stampo.
Quel moltiplicatore è silenzioso sulla carta. È violento sulla punta del punzone.
Un’officina che dice, “Lavoriamo principalmente acciaio dolce,” ma inserisce due giorni a settimana di lavori ad alta resistenza ha già cambiato categoria di peso senza ammetterlo. Quei giorni fissano il rischio di schegge, non i martedì leggeri. L’ho visto succedere.
Quindi il primo diagnostico non è “Quale lega è la regina?” ma “Quale percentuale dei nostri colpi appartiene alla categoria dei pesi massimi?” Perché se anche il 20% del tuo volume annuale lavora a 1,5× o 2× rispetto al tonnellaggio base, quella coda fa muovere il cane dell’attrezzatura.
Ma il materiale da solo non spiega i veri picchi, vero?
Ora quantifichiamo i colpi che stai realmente tirando.
Inizia con il tonnellaggio standard per piede nella piegatura ad aria per lo spessore e l’apertura V più comuni. Poi aggiungi ciò che le formule di solito nascondono: fattore del metodo e scelta della matrice.
La piegatura ad aria è la tua base 1,0×. La piegatura a fondo può spingere fino a 5×. La coniatura può superare 10×. Se restringi una matrice a V al di sotto della regola tipica di 6–8× lo spessore, il tonnellaggio aumenta rapidamente—talvolta in modo esponenziale per gli spessori elevati. Le officine che inseguono raggi stretti su lamiere spesse spesso creano la propria condizione di sovraccarico e poi danno la colpa alla lega quando qualcosa si rompe.
Immagina un utensile nominalmente classificato—sulla carta—per un certo carico basato sulla piegatura ad aria di acciaio dolce. Ora esegui la piegatura a fondo su materiale ad alta resistenza in una matrice stretta. Non hai superato di poco il limite del catalogo. Hai cambiato la fisica del combattimento.
Ecco la mossa pratica: crea una semplice tabella per i tuoi dieci lavori principali per volume. Per ciascuno, elenca:
Calcola le tonnellate per piede. Poi moltiplica per la lunghezza della piega per vedere il carico totale della macchina. Evidenzia le tre condizioni di picco di tonnellaggio per piede. Questi sono i tuoi carichi di progetto. Tutto il resto è rumore.
Ma una volta che conosci i picchi, come traduci tutto ciò in scelta del materiale senza ricadere nel culto della durezza?
“Il migliore” non è la lega più dura che sopravvive al tuo carico teorico più alto.
“Il materiale ”migliore” è quello che, sotto il tonnellaggio per piede di picco identificato, si degrada in modo tale da proteggere il throughput.”.
Se lavori principalmente con piegatura ad aria su acciaio dolce con rari picchi, un utensile con maggiore durezza e tenacità moderata può allungare gli intervalli di riaffilatura e vincere sul costo per corsa. Il punzone non si è deformato a fungo. Si è usurato lentamente. In modo prevedibile. Questo è redditizio in una divisione leggera.
Se la tua tabella mostra frequenti piegature a fondo su lamiere spesse vicino alla capacità della macchina, ti trovi nella categoria pesi massimi. Qui la tenacità alla frattura — cioè la capacità di assorbire energia senza incrinarsi — conta più che guadagnare qualche punto Rockwell in più. Un nucleo leggermente più morbido e tenace che si deforma prima di fratturarsi ti dà un avvertimento. Può assumere la forma di fungo. Può richiedere una riaffilatura prima. Ma non esplode a metà ciclo portandosi dietro una matrice personalizzata da $4,000. L’ho visto accadere.
Quindi definisci prima la modalità di guasto accettabile. Usura lenta? Leggero arrotondamento del bordo? Va bene. Rottura catastrofica sotto carico di picco? Inaccettabile. Poi valuti i materiali non in base al livello indicato nella brochure, ma in base a come si comportano al tonnellaggio per piede evidenziato.
Ed ecco il cambiamento non ovvio: il tuo “DNA di officina” non è il tuo lavoro medio. Sono i tuoi picchi ripetibili. La lega vincente è quella la cui tenacità alla frattura corrisponde a quei picchi abbastanza da resistervi, ma la cui durezza è appena sufficiente a mantenere l’usura economica rispetto al tuo volume reale.
La redditività non è una cintura da campione per l’acciaio più duro del magazzino.
È il costo per corsa nella tua categoria di peso.


















