

Die Untermatrize brach mit einem Geräusch wie ein Gewehrschuss.
Viertelzoll-Platte. Nichts Exotisches. Der Bediener hatte die Berechnung auf der Rückseite eines Einrichtungsblattes gemacht: 575 × T² × L. Die Maschine war als sicher eingestuft. Der Auftrag hätte Routine sein sollen. Stattdessen kehrten wir Hartmetallreste zusammen und erklärten der Buchhaltung, warum eine “einfache Biegung” fünfstellige Kosten verursachte.
Da fängt man an, eine gefährliche Frage zu stellen: Was genau hat diese Formel vorausgesetzt?
Betritt man irgendeine Metallbauwerkstatt, kann jemand sie aus dem Gedächtnis aufsagen: 575 mal Dicke zum Quadrat mal Länge, geteilt durch Matrizenöffnung. Klingt wie Schwerkraft. Zahlen einsetzen, Kraft kommt heraus.
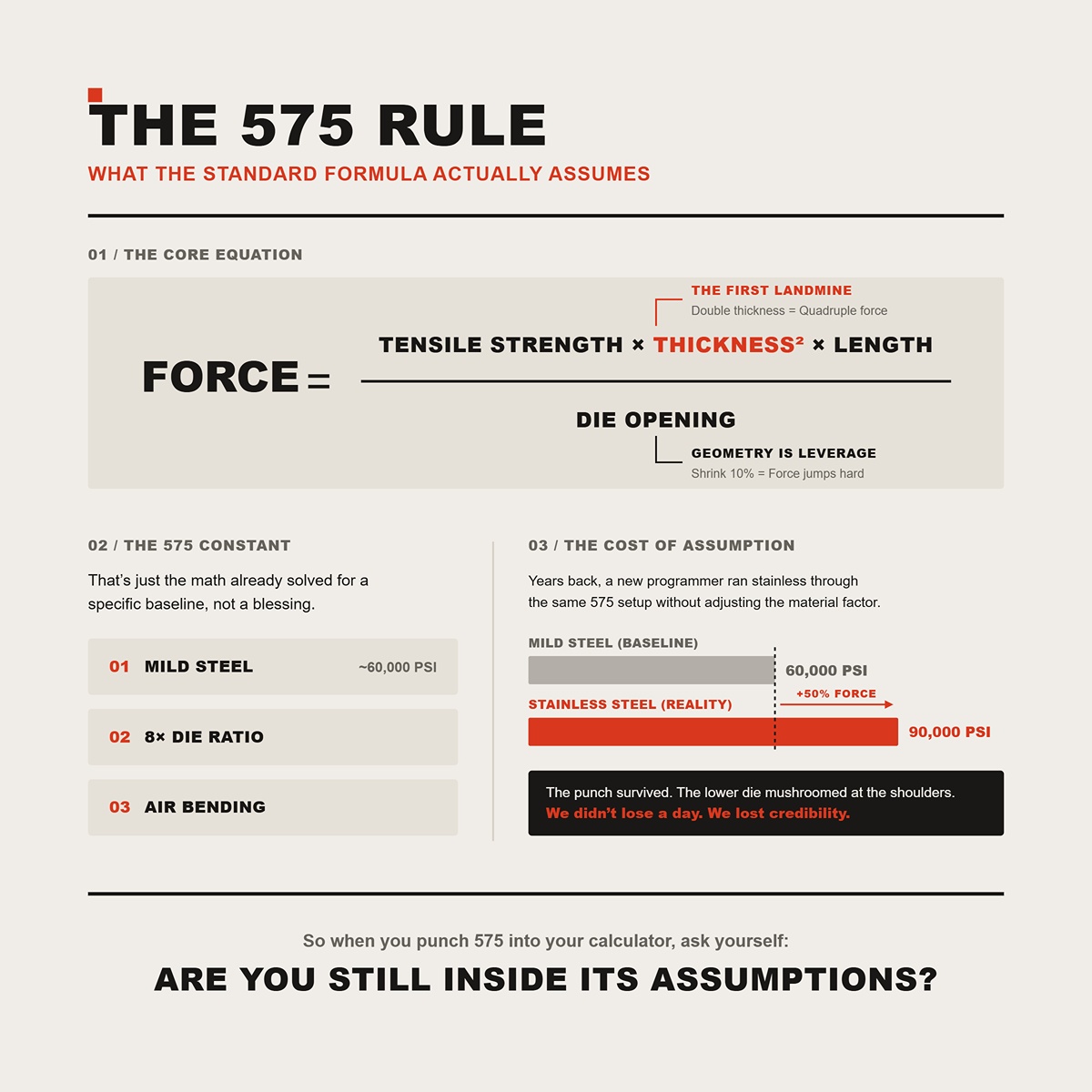
Aber 575 ist kein physikalisches Gesetz. Es ist eine Abkürzung, die um einen ganz bestimmten Fall herum geschaffen wurde: Luftbiegen von Baustahl mit etwa 60.000 PSI ZUGFESTIGKEIT, mit einer Matrizenöffnung ungefähr achtmal so groß wie die Materialdicke. Wenn man eines davon ändert, ist man nicht “nahe dran”. Man befindet sich in einer anderen Gleichung.
Ich habe gesehen, wie ein 90-Tonnen-Auftrag in der Realität zu 130 Tonnen wurde, weil jemand die Matrize enger gewählt hatte, um den Radius “zu schärfen”. Die Maschine beschwerte sich nicht. Das Werkzeug schon.
Lassen Sie uns konkret werden.
Die vollständige Form hinter dieser 575-Abkürzung sieht so aus:
Kraft ist proportional zu ZUGFESTIGKEIT × DICKE² × LÄNGE ÷ MATRIZENÖFFNUNG.
Dieser quadrierte DICKE Term ist die erste Mine. Verdoppelt man die Dicke, verdoppelt man die Kraft nicht – man vervierfacht sie. Beachten Sie nun, was sich sonst noch versteckt: MATRIZENÖFFNUNG im Nenner. Die Öffnung verkleinern V‑MATRIZENÖFFNUNG durch 10%, und die Kraft steigt nicht höflich an. Sie springt hart, weil Geometrie Hebelwirkung ist.
Und die 575‑Konstante? Das ist einfach die bereits gelöste Berechnung für Baustahl mit ungefähr 60.000 PSI bei einem 8× MATRIZENVERHÄLTNIS beim Luftbiegen. Es ist eine Grundlage, kein Segen.
Vor Jahren führte ein neuer Programmierer rostfreien Stahl — 90.000 PSI ZUGFESTIGKEIT — durch denselben 575‑Aufbau, ohne den Materialfaktor anzupassen. Der Stempel überlebte. Die untere Matrize wurde an den Schultern aufgestaucht. Wir verloren keinen Tag. Wir verloren Glaubwürdigkeit.
Also, wenn du 575 in deinen Taschenrechner eingibst, frag dich: Bewegst du dich noch innerhalb seiner Annahmen?
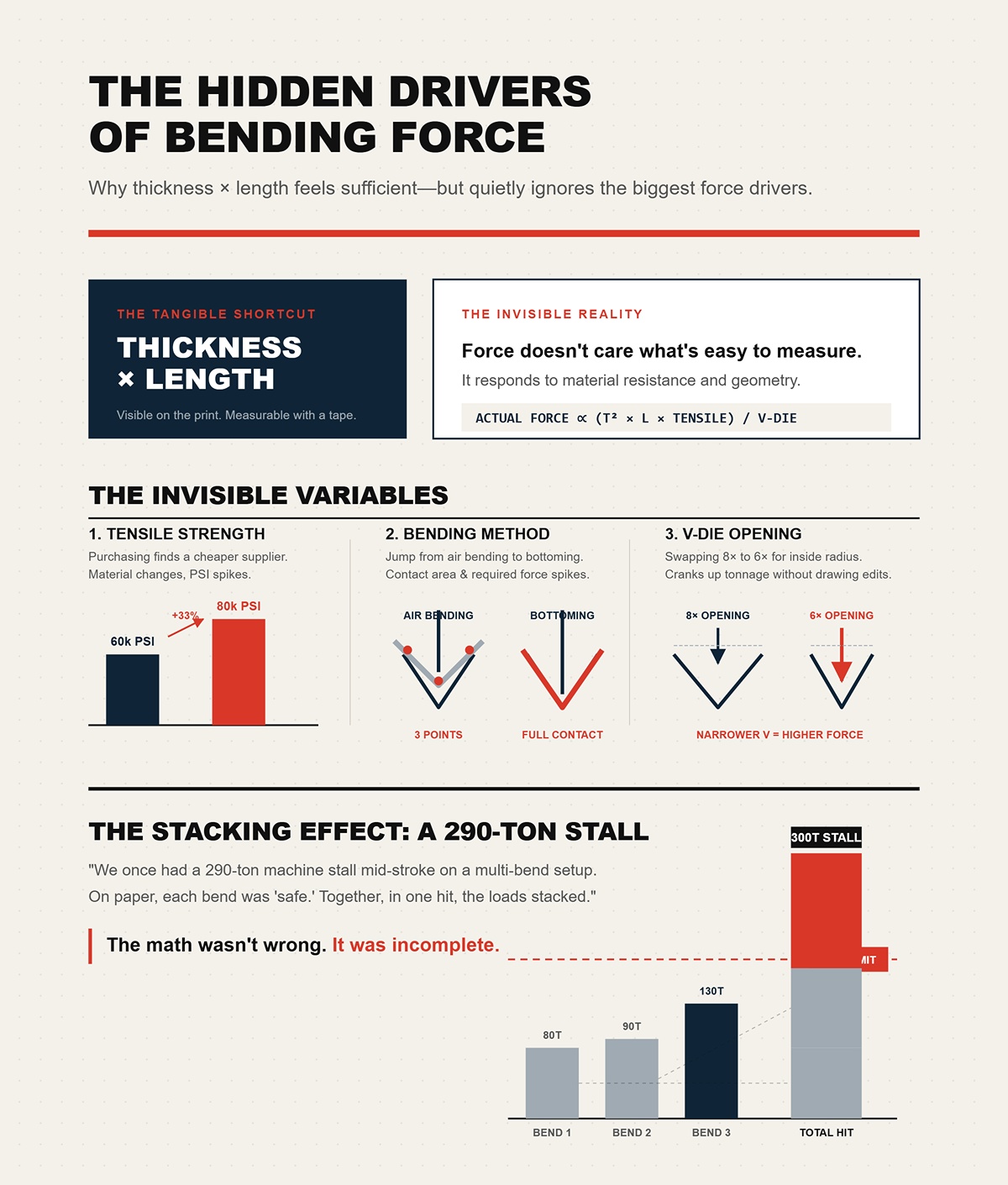
Ich weiß, warum die Jungs die Abkürzung lieben. DICKE × LÄNGE fühlt sich greifbar an. Du kannst es auf der Zeichnung sehen. Mit einem Maßband messen.
Du kannst nicht sehen, ZUGFESTIGKEIT wie sich von 60.000 auf 80.000 PSI ändert, weil der Einkauf einen günstigeren Lieferanten gefunden hat. Du spürst den Sprung vom Luftbiegen zum Bodenbiegen nicht, wo die Kontaktfläche — und die erforderliche Kraft — schnell ansteigt. Und du bemerkst definitiv nicht, wenn jemand von einem 8× auf ein 6× wechselt, V‑MATRIZENÖFFNUNG um den Innenradius zu kontrollieren, wodurch effektiv die erforderliche Tonnage erhöht wird, ohne die Zeichnung zu verändern.
Kraft kümmert sich nicht darum, was leicht zu messen ist. Sie reagiert auf Materialwiderstand und Geometrie.
Wir hatten einmal eine 290‑Tonnen‑Maschine, die mitten im Hub bei einer Mehrfach‑Biegung blockierte. Auf dem Papier war jede Biegung “sicher”. Zusammen, in einem Schlag, summierten sich die Lasten. Die Berechnung war nicht falsch. Sie war unvollständig.

“Fast richtig” ist, wie Werkzeuge sterben.
Eine 20%‑Unterschätzung riskiert nicht nur eine Überlastung; sie konzentriert die Spannung an den Matrizenschultern und der Stempelspitze. Stahl warnt dich nicht höflich. Er gibt nach und bricht dann. Und wenn er bricht, sendet er diesen Stoß zurück in deinen Stößel, deine Führungen, deinen Rahmen.
Ich sah, wie eine hydraulische Abkantpresse sich unter unerwarteter Belastung gerade so weit verdrehte, dass sie über die gesamte Bettlänge hinweg inkonsistente Winkel erzeugte. Nichts Dramatisches. Nur ein schleichender Verlust an Parallelität, der sich über Wochen hinweg in das Verfolgen von scheinbaren Rückfederungsproblemen verwandelte. Die Ursache? Die Tonnage wurde für Luftbiegen berechnet, der Auftrag jedoch näher an der Stauchkraft gefahren.
Die Formel versagte nicht. Der Bediener tat es – indem er annahm, sie sei universell.
Man zerstört kein Werkzeug, weil Mathematik kompliziert ist. Man zerstört es, weil man aufhört zu fragen, was die Mathematik voraussetzt.
Vor ein paar Jahren kalkulierten wir einen Auftrag mit Viertelzoll‑Platte aus A36, zehn Fuß lang. Über einer 3‑Zoll‑V‑Matritze ergab das Blech etwa 139 Tonnen. Sauber. Sicher auf einer 150‑Tonnen‑Abkantpresse. Gleiche Dicke, gleiche Länge — aber der Kunde wollte einen engeren Innenradius, also griff der Einrichter zu einer 1,5‑Zoll‑Matritze.
Die Tonnage sprang auf rund 300 Tonnen.
Sonst änderte sich nichts. Nicht DICKE. Nicht LÄNGE. Nur die Geometrie.
An diesem Punkt hört es auf, “ein Dickenproblem” zu sein, und wird zu einem Widerstandsproblem. Der Abkantpresse ist egal, was in der Zeichnung steht. Sie reagiert auf drei Dinge: den Widerstand des Materials gegen Dehnung, den Hebel, den Ihre Matrizengeometrie bietet, und darauf, wie vollständig Sie das Metall in seine Form zwingen.
Wenn Sie eines davon übersehen, wird Ihre 575‑Abkürzung zu einer geladenen Waffe mit der falschen Patrone im Lauf.
Wenn also 575 nur innerhalb seiner Annahmen funktioniert, wie berechnen Sie genau außerhalb davon? Sie hören auf, Tonnage als Tabellenwert zu behandeln, und beginnen, sie als Physik zu begreifen: KRAFT ∝ ZUGFESTIGKEIT × DICKE² × LÄNGE ÷ MATRIZENÖFFNUNG — und dann passen Sie sie an die Biegemethode an.
Drei Variablen. Jede einzelne kann Ihre Belastung verdoppeln, ohne die Zeichnung zu verändern.
Nehmen wir sie einzeln.
Ein Programmierer tauschte einmal 60.000 PSI Baustahl gegen 90.000 PSI Edelstahl aus und ließ alles andere in der Berechnung unverändert. Gleiche Viertelzoll‑Platte. Gleiche Matrize. Gleiche Länge.
Auf dem Papier? Identischer Aufbau.
In Wirklichkeit stieg die erforderliche Tonnage um 50%.
Hier ist der Grund. Beim Luftbiegen dehnen Sie die äußeren Fasern des Materials über die Streckgrenze hinaus. Je höher die ZUGFESTIGKEIT, ist, desto mehr Spannung widerstehen diese Fasern, bevor sie sich plastisch verformen. Die Formel “kümmert” sich nicht um die Bezeichnung Edelstahl oder Kohlenstoffstahl. Sie skaliert direkt mit ZUGFESTIGKEIT.
Wenn Ihre Ausgangskonstante 60.000 PSI annimmt und Sie mit 90.000 PSI arbeiten, lautet Ihr Multiplikator:
90.000 ÷ 60.000 = 1,5
Das ist kein Rundungsfehler. Das ist ein 100‑Tonnen‑Job, der zu 150 Tonnen wird.
Und Edelstahl verschlimmert die Situation noch. Seine Streckgrenze liegt oft näher an seiner Zugfestigkeit als bei Baustahl, und er verfestigt sich schneller. Das bedeutet, dass der Widerstand während des Biegevorgangs zunimmt. Ihre Presse spürt das als Lastspitze nahe dem unteren Totpunkt des Hubs.
Ich habe einmal gesehen, wie ein nagelneuer segmentierter Gesenk‑Satz an den Schultern abplatzte, weil jemand für einen Eilauftrag mit Edelstahl einer Baustahl‑Tabelle vertraute. Die Maschine war innerhalb der Bewertung. Das Werkzeug nicht. Wir verschrotteten nicht das Teil. Wir verschrotteten das Gesenk.
Edelstahl ist nicht “schwerer”. Er ist stärker in der Zugbeanspruchung. Die Formel hat Ihnen bereits gesagt, was zu tun ist – multiplizieren Sie mit dem Verhältnis des tatsächlichen ZUGFESTIGKEIT zur Ausgangsbasis.
Wenn Sie diese Zahl nicht anpassen, rechnen Sie nicht – Sie spielen.
Nun sprechen wir über Hebelwirkung.
Die gängige Regel ist ein Verhältnis von 8:1 — V‑GESENKÖFFNUNG ≈ 8 × DICKE für Luftbiegen von Baustahl. Dieses Verhältnis ist in den meisten Tonnagetabellen enthalten. Es ist bequem. Vorhersehbar.
Aber 575 ist kein physikalisches Gesetz.
Schauen Sie zurück auf das Beispiel mit der Viertel‑Zoll‑Platte. Ein 3‑Zoll‑Gesenk gegenüber einem 1,5‑Zoll‑Gesenk. Halbieren Sie die MATRIZENÖFFNUNG und, weil sie im Nenner der Gleichung steht, verdoppelt sich die erforderliche Kraft.
Nicht erhöht sich. Verdoppelt sich.
Das ist reine Mechanik. Ein schmaleres Gesenk verringert die Spannweite, die das Material überbrücken muss, wodurch das Biegemoment steigt, das erforderlich ist, um plastische Verformung zu erzwingen. Du hast den Hebelarm verkürzt. Die Abkantpresse kompensiert das mit mehr Kraft.
Hier liegt die Falle: Bediener ziehen das Gesenk enger, um den Innenradius “aufzuräumen” oder den Rückfederungseffekt zu kontrollieren. Die Zeichnung ändert sich nicht. DICKE ändert sich nicht. Aber die Tonnage steigt schnell an, weil sich die Geometrie geändert hat.
Ich habe gesehen, wie ein 90‑Tonnen‑Job zu einer 130‑Tonnen‑Realität wurde, weil jemand auf ein engeres Gesenk gewechselt hat, um den Radius “zu schärfen”. Keine Alarme. Kein Drama. Nur ein Gesenksatz, der sich langsam unter einer Belastung verformt, für die er nie ausgelegt war.
Und denk daran — in Werkzeugkatalogen ist die maximale Belastung in Tonnen pro Fuß angegeben. Manchmal in Short Tons. Manchmal in metrischen Tonnen. Das eine sind 2.000 Pfund. Das andere nicht. Verwechsle das, und deine Sicherheitsmarge verschwindet.
Das Verkleinern der V‑GESENKÖFFNUNG ist der schnellste Weg, eine Abkantpresse zu überlasten, ohne die Materialdicke zu verändern.
Jetzt kommen wir zu dem Punkt, der viele überrascht.
Nimm dieselbe Platte. Dasselbe DICKE. Dasselbe ZUGFESTIGKEIT. Dasselbe MATRIZENÖFFNUNG.
Biege sie in der Luft, und das Material berührt nur die Stempelspitze und die Gesenkschultern. Drei Punkte. Begrenzte Kontaktfläche. Kontrollierte Kraft.
Jetzt drücke sie auf den Boden. Du zwingst das Material in vollen Kontakt mit den Gesenkwänden. Die Kontaktfläche wächst. Die Reibung steigt. Die erforderliche Kraft springt oft auf das 3‑ bis 4‑Fache der Luftbiege‑Tonnage.
Prägst du? Dann biegst du nicht mehr nur, du komprimierst das Material entlang der Biegelinie, um die Rückfederung zu eliminieren. Das kann die Kraft auf das 5‑ bis 8‑Fache der Luftbiege‑Anforderungen treiben.
Gleiche Zeichnung. Völlig anderer Lastfall.
Ich habe einmal gesehen, wie ein Team während des Laufs vom Luftbiegen zum Durchdrücken wechselte, um die Winkelkonstanz zu erreichen. Sie haben die Tonnage nicht neu berechnet. Die Maschine explodierte nicht. Sie begann nur, sich unter Last leicht aus der Parallelität zu bewegen – eine subtile Rahmenverformung, der wir wochenlang nachgingen, bevor wir sie auf die Methode und nicht auf die Hydraulik zurückführten.
Luftbiegen ist elastisch‑plastische Verformung mit minimalem Gesenkkontakt. Durchdrücken und Prägen fügen Druckumformung und vollen Gesenkeingriff hinzu. Mehr Widerstand. Mehr Kraft.
Wenn du die Tonnage berechnest, ohne die BIEGEMETHODE anzugeben, du hast die Gleichung noch nicht beendet.
Und wenn du die Gleichung nicht beendet hast, hast du dir nicht das Recht verdient, der Zahl zu vertrauen.
Du hast gesehen, wie ZUGFESTIGKEIT, V‑MATRIZENÖFFNUNG, und BIEGEMETHODE anzugeben Kraft wie ein Vorschlaghammer schwingen kann.
Jetzt willst du die eigentliche Berechnung. Keine Tabelle. Kein “ungefähr richtig”. Eine schrittweise Zahl, die du verteidigen kannst, wenn der Schlag kommt.
Gut. So hörst du auf, Eisen zu brechen.
Die Standardkonstante, die alle verwenden, wurde für das Luftbiegen von 60.000 PSI Baustahl bei einem konventionellen Matrizenverhältnis abgeleitet. Sie ist eine Basispatrone in einer geladenen Waffe. Ändert man die Patrone, ändert sich der Rückstoß. Was wir jetzt tun werden, ist, eine Formel zu erstellen, die diese Patronen sichtbar macht – damit du genau weißt, was sich in der Kammer befindet, bevor du den Abzug drückst.
Und ja, wir werden ZUGFESTIGKEIT, tatsächliche V‑MATRIZENÖFFNUNG, und BIEGEMETHODE anzugeben explizit berücksichtigen – nicht als Annahmen, die sich in einer magischen Zahl verstecken.
Lassen Sie uns mit etwas Konkretem beginnen.
Nimm eine Viertelzoll‑Platte. 0,250 Zoll dick. Zehn Fuß Biegelänge. Zwei‑Zoll V‑Matrize. Luftbiegen.
Die Luftbiegungs‑Tonnage‑Formel in imperialer Form lautet:
TONNEN PRO FUSS = (ZUGFESTIGKEIT × DICKE²) ÷ (1,33 × V‑MATRIZENÖFFNUNG)
Diese 1,33 ist nichts Mystisches. Sie stammt aus der Balkenbiege‑Mechanik und der Einheitumrechnung, die auf 60.000 PSI Baustahl basiert. Es ist Geometrie und Spannungsverteilung, komprimiert zu einer Konstanten.
Setze Zahlen für 60.000 PSI Baustahl ein:
Also:
TONNEN PRO FUSS = (60.000 × 0,250²) ÷ (1,33 × 2,0) = (60.000 × 0,0625) ÷ 2,66 = 3.750 ÷ 2,66 ≈ 1.409 Pfund pro Zoll ≈ 16,9 Tonnen pro Fuß
Zehn Fuß lang? Multiplizieren:
16,9 × 10 = 169 Tonnen insgesamt erforderliche Kraft.
Das ist Luftbiegen. Das sind 60.000 PSI. Das ist eine Zwei‑Zoll‑Matrize.
Ändere jetzt nichts außer V‑MATRIZENÖFFNUNG auf 1,5 Zoll.
Der Nenner schrumpft. Die Kraft steigt:
(60.000 × 0,0625) ÷ (1,33 × 1,5) = 3.750 ÷ 1,995 ≈ 1.879 Pfund pro Zoll ≈ 22,5 Tonnen pro Fuß
Zehn Fuß ergeben 225 Tonnen.
Gleiches Material. Gleiche Dicke. Gleiche Länge. Eine halbe Zoll Matrizenänderung. Sechsundfünfzig Tonnen zusätzliche Last über die gesamte Bettlänge.
Das ist keine Diagramm‑Laune. Das ist Hebelmechanik — das Biegemoment steigt, wenn der Abstand abnimmt.
Ich habe einmal gesehen, wie eine Werkstatt genau diesen Versuch an einer 175‑Tonnen‑Presse gemacht hat. Die Berechnung ergab 225 Tonnen. Das Typenschild sagte 175. Sie führten es trotzdem aus, für einen kurzen Abschnitt nahe der Mitte. Der Stößel blieb dauerhaft gekrönt. Nicht dramatisch. Gerade genug, sodass bei jeder langen Biegung danach der Winkel von einem Ende zum anderen wanderte. Wir haben diese Maschine nie wieder gerade bekommen.
Und wir haben Edelstahl oder Bodenbiegen noch gar nicht angesprochen.
Beachte noch etwas: Diese Formel gibt die erforderliche Kraft an. Sie sagt jedoch nicht, ob deine 175‑Tonnen‑×‑10‑Fuß‑Maschine sicher 169 Tonnen über die gesamte Zehn‑Fuß‑Länge liefern kann oder nur in der Mitte. Maschinenbewertung und Kraftbedarf sind unterschiedliche Probleme. Bevor du der Zahl vertraust, musst du wissen, wie deine Abkantpresse die Last verteilt, wie ihr CNC‑Krönungssystem unter Belastung kompensiert und ob ihre Struktur für gleichmäßiges Biegen über die gesamte Länge ausgelegt ist. Moderne 100%‑CNC‑Plattformen wie die CN-HAWE-Abkantpresse sind für hochpräzises Biegen und realistische Lastkontrolle konstruiert, gestützt durch kontinuierliche F&E und Tests in den Bereichen Abkantpresse und Automatisierungssysteme — damit die berechnete Tonnage mit stabiler, reproduzierbarer Maschinenleistung übereinstimmt.
Zuerst erforderliche Kraft berechnen. Dann mit den realen Maschinenverteilungsgrenzen vergleichen.
Jetzt sprechen wir über die stille Art, wie Menschen sich selbst etwas vormachen.
Im metrischen System sieht die gleiche Luftbiege‑Beziehung so aus:
kN pro Meter = (1,42 × ZUGFESTIGKEIT (MPa) × DICKE² (mm)) ÷ V‑MATRIZENÖFFNUNG (mm)
Dieses 1,42 ersetzt das imperiale 1,33, weil die Einheitenumrechnungen bereits eingebettet sind. Andere Verpackung, gleiche Physik.
Hier ist der Punkt, an dem Werkstätten Probleme bekommen: jemand mischt MPa mit Zoll. Oder mm mit PSI. Oder wandelt Tonnen in metrische Tonnen um, ohne zu prüfen, ob die Werkzeugbewertung in Short Tons (2.000 lb) oder in metrischen Tonnen (2.204 lb) angegeben war.
Zweitausend gegenüber 2.204 klingt nicht nach viel. Es sind zehn Prozent. Bei einer Last von 200 Tonnen sind das 20 Tonnen “Ups”.”
Ich habe eine Matrize gesehen, die für 150 metrische Tonnen pro Meter gestempelt war und wie 150 Short Tons pro Fuß behandelt wurde. Das ist kein Rundungsfehler. Das ist eine deutliche Überschreitung des Werkzeugs. Die Schultern sind beim dritten Schlag gerissen.
Einheiten sind keine Buchführung. Sie sind Kraftmultiplikatoren, wenn man sie falsch anwendet.
Also gilt die Regel: Wähle ein Einheitensystem und bleibe darin von ZUGFESTIGKEIT bis zur endgültigen Tonnage. Wenn nötig, konvertiere nur einmal, am Ende.
Jetzt laden wir eine andere Kartusche.
Angenommen, deine Viertelzollplatte ist kein 60.000 PSI Baustahl. Es ist 90.000 PSI Edelstahl.
Die saubere Art der Anpassung ist:
MATERIALKORREKTURFAKTOR (MCF) = TATSÄCHLICHE ZUGFESTIGKEIT ÷ 60.000
Also:
MCF = 90.000 ÷ 60.000 = 1,5
Du “fügst nicht einfach ein bisschen mehr hinzu.” Du multiplizierst das gesamte Luftbiegungsergebnis mit 1,5.
Nimm unser früheres Beispiel mit 22,5 Tonnen pro Fuß auf der 1,5‑Zoll‑Matrize:
22,5 × 1,5 = 33,75 Tonnen pro Fuß.
Zehn Fuß?
337,5 Tonnen erforderlich.
So wird aus einem Aufbau, der bei Baustahl nach 169 Tonnen aussah, still und leise über 300 Tonnen bei Edelstahl mit engerer Matrize.
Nun füge die Methode obenauf.
Luftbiegungs‑Multiplikator = 1,0 Bodenpressen kann 4–5× Luftbiegung sein. Prägen kann 8–10× erreichen.
Wenn du diesen Edelstahl‑Auftrag selbst mit 4× bodenpresst:
337,5 × 4 = 1 350 Tonnen.
Gleiche Zeichnung. Gleiche Dicke. Gleiche Länge.
Andere Physik.
Hier ist der Teil, den die meisten Formeln verbergen: die MCF nimmt lineare Skalierung mit der Zugfestigkeit an. Für die meisten Baustähle in normalen Abkantpress‑Bereichen ist das ungefähr richtig. Aber hochfeste Legierungen, die sich stark kaltverfestigen, können die Last am unteren Hubende stark ansteigen lassen. Dieser Spitzenwert steckt nicht in der Basis‑Konstante. Dort zählen das Urteilsvermögen des Bedieners und die Echtzeit‑Lastüberwachung.
Ich habe einmal gesehen, wie ein Team “einfach mal eins ausprobierte” bei hochfestem Blech, ohne neu zu berechnen MCF. . Die Presse erreichte Spitzendruck, bevor die programmierte Tiefe erreicht wurde. Das Überdruckventil schrie. Die Matrize überstand es. Die Hydraulikdichtungen nicht.
Eine einheitliche Formel eliminiert kein Risiko. Sie legt es offen. Sie zwingt dich zu erkennen, dass:
Erforderliche Kraft = (Basis‑Luftbiegungskraft aus Geometrie) × MCF × METHODEN‑MULTIPLIKATOR
Erst danach vergleichst du mit:
Das ist die vollständige Kammerprüfung, bevor Sie den Abzug betätigen.
Als Nächstes führen wir diese einheitliche Berechnung durch reale Werkstattszenarien – und Sie werden sehen, wie kleine Variablenänderungen sich schneller zu maschinenschädigenden Lasten aufbauen, als Ihr Bauchgefühl erwartet.
Sie wollen wissen, wie schnell sich kleine Änderungen zu einer maschinenzerstörenden Last summieren?
Gut. Das ist die richtige Frage.
Wir haben bereits die einheitliche Gleichung erstellt – Grundluftbiegekraft aus der Geometrie, multipliziert mit MATERIALKORREKTURFAKTOR, multipliziert mit METHODEN‑MULTIPLIKATOR. Jetzt werden wir sie auf echte Aufträge anwenden – die Sorte, die donnerstags um 14:30 Uhr auf Ihrem Schreibtisch landet, wenn der Kunde sagt: “Muss bis morgen fertig sein.”
Gleiche Geometrie. Schauen Sie, was passiert, wenn wir jeweils nur eine Variable ändern.
Stellen Sie sich eine 10‑Gauge-Weichstahlhalterung vor. Die Dicke beträgt 0,135 Zoll. Die Biegelänge beträgt 48 Zoll. Sie wählen eine 8× Matrize, also ist Ihre V‑MATRIZENÖFFNUNG ungefähr 1,08 Zoll. Wir nennen es 1,0 Zoll, um die Berechnung einfach und leicht konservativ zu halten.
Das Material ist Weichstahl als Ausgangsbasis: ZUGFESTIGKEIT = 60.000 PSI.
Luftbiegen. Keine Tricks.
Beginnen Sie mit der Formel:
TONNEN PRO FUSS = (ZUGFESTIGKEIT × DICKE²) ÷ (1,33 × V‑MATRIZENÖFFNUNG)
Also:
Umrechnung in Tonnen pro Fuß:
821 lb/Zoll × 12 Zoll ≈ 9.852 lb/Fuß ≈ 4,9 Tonnen pro Fuß.
Dein Teil ist 4 Fuß lang:
4,9 × 4 = 19,6 Tonnen insgesamt.
Nennen wir es 20 Tonnen benötigte Kraft.
Das ist langweilig. Das ist sicher. Darauf basieren die Tabellen — Luftbiegen, Baustahl, “normales” Matrizenverhältnis.
Und hier werden Lehrlinge übermütig.
Ich hatte einmal einen Jungen, der sich ein 25‑Tonnen‑Ergebnis wie dieses ansah und sagte: “Das können wir auf jeder Maschine im Gebäude laufen lassen.” Zwei Stunden später versuchte er einen ähnlichen Job mit 10‑Gauge‑Blech nahe am Rand des Tisches auf einer alten mechanischen Bremse. Die exzentrische Belastung verdrehte den Stößel gerade so weit, dass eine Stempelspitze abbrach. Billige Lektion. Hätte schlimmer kommen können.
Standardarbeiten wie diese wiegen dich in dem Glauben, die Formel sei universell.
Ist es nicht.
Dieselbe Zeichnung. Derselbe 48‑Zoll‑Biegevorgang. Dieselbe Stärke von 0,135.
Jetzt wechselt der Kunde zu 304 Edelstahl. Typisch ZUGFESTIGKEIT? Etwa 90.000 PSI.
Und der Bediener beschließt, den “Radius zu verkleinern” mit einer 0,75‑Zoll‑Matrize V‑MATRIZENÖFFNUNG statt 1,0.
Das sind zwei veränderte Variablen. Achte auf die Aufsummierung.
Zuerst die Geometrie mit der neuen Matrize:
Umwandeln:
1.642 × 12 ≈ 19.704 lb/ft ≈ 9,85 Tonnen pro Fuß.
Vier Fuß lang:
9,85 × 4 ≈ 39,4 Tonnen.
Der “20‑Tonnen‑Job” wurde gerade zu einem 40‑Tonnen‑Job.
Nichts Außergewöhnliches ist passiert. Wir haben die Dicke nicht verdoppelt. Wir haben die Länge nicht verändert. Wir haben ZUGFESTIGKEIT um das 1,5‑Fache erhöht und V‑MATRIZENÖFFNUNG um 25 % verkleinert.
Die Kraft hat sich verdoppelt.
Genau so stürzt eine Werkstatt ab. Ich habe gesehen, wie ein 90‑Tonnen‑Job zur 130‑Tonnen‑Realität wurde, weil jemand auf eine engere Matrize gewechselt hat, um den Radius zu “schärfen”. Die Maschine beschwerte sich nicht. Das Werkzeug schon. Haarrisse in den Matrizenschenkeln tauchten drei Wochen später bei einem schwereren Einsatz auf.
“Aber 575 ist kein physikalisches Gesetz.”
Nein. Es ist eine Abkürzung, die auf Weichstahl und großzügige Matrizen ausgelegt ist. Ändert man eines davon, ändert sich der Hebelarm. Das Biegemoment steigt, weil man gleichzeitig die Spannweite verkürzt und den Materialwiderstand erhöht hat.
Jetzt starrst du auf 40 Tonnen statt auf 20.
Immer noch bequem?
Wir bleiben bei der obigen Edelstahlanordnung: 0,135 Zoll dick, 48 Zoll lang, 0,75‑Zoll‑Matrize, ZUGFESTIGKEIT = 90.000 PSI.
Luftbiegen erfordert etwa insgesamt 40 Tonnen.
Jetzt wechseln Sie die Methode.
Beim Bodenbiegen — bei dem der Stempel das Material in vollständigen Kontakt mit dem Gesenkwinkel drückt — wird typischerweise mindestens das 2‑Fache der Luftbiegungskraft für dieselbe Geometrie benötigt. Das ist keine Meinung. Das ist Material, das über die elastische Rückverformung hinaus in plastische Anpassung an die Gesenkwände gezwungen wird.
Also:
40 Tonnen × 2 = 80 Tonnen.
Minimum.
Einige Materialien, insbesondere kaltverfestigender Edelstahl, steigen darüber hinaus, wenn Sie sich dem unteren Hubende nähern, da die Kontaktfläche schnell zunimmt und die Reibung stark ansteigt. Ihre Lastkurve wird zum Ende hin steiler – genau dort, wo Maschinen den höchsten Hydraulikdruck erreichen.
Die Arbeit, die beim Luftbiegen von weichem Stahl wie eine angenehme 20‑Tonnen‑Anwendung aussah, ist nun eine 80‑Tonnen‑Edelstahl‑Bodenbiegeoperation.
Viermal die Ausgangsbasis.
Gleiche Zeichnung.
Ich sah ein Team, das versuchte, eine vermeintliche 50‑Tonnen‑Edelstahl‑Arbeit auf einer 60‑Tonnen‑Bremse zu Bodenbiegen. Die Luftbiegeberechnung war korrekt. Sie vergaßen die METHODEN‑MULTIPLIKATOR. Die Maschine erreichte den Entlastungsdruck mitten im Hub und blieb stehen. Sie versuchten es erneut. Das Gesenk überlebte. Die Führungsbuchsenspielräume des Stößels nicht. Diese Bremse lief danach nie wieder gerade.
Hier ist das Muster, das Sie erkennen sollen:
Das sind keine kleinen Korrekturen. Sie potenzieren sich.
Und die Maschine kümmert sich nicht darum, was das Diagramm gesagt hat. Sie spürt nur die Kraft über dem Maschinentisch – verteilt, konzentriert, außermittig, wie auch immer Sie sie zuführen.
Wenn also ein Plan das Material ändert, oder jemand ein engeres Gesenk nimmt, oder die Produktion beschließt, zu Bodenbiegen statt Luftbiegen zu wechseln, um den “Winkel zu fixieren”, dann raten Sie nicht.
Sie berechnen die Last von Grund auf neu. Dann vergleichen Sie sie mit der tatsächlichen Maschinenkapazität über genau diese Biegelänge – nicht mit der Namensschild‑Fantasie.
Weil die Formel eine geladene Waffe ist. Sicher, wenn man genau weiß, was sich in der Kammer befindet.
Tödlich, wenn man annimmt, dass jede Patrone gleich ist.
Du hast die Zahlen durchgerechnet. Du hast angepasst für ZUGFESTIGKEIT, die V‑MATRIZENÖFFNUNG, angezogen, für Unterbiegen multipliziert. Der Taschenrechner sagt 80 Tonnen.
Also, woher weißt du, dass deine 100‑Tonnen‑Abkantpresse diese Last über 6 Fuß tatsächlich aushält, ohne sich in Schrott zu verdrehen?
Angesichts dessen, dass das Produktportfolio von CN-HAWE zu 100 % CNC-basiert ist und High-End-Szenarien im Laser-schneiden, Biegen, Ritzen und Scheren abdeckt, besteht der nächste Schritt darin, direkt mit dem Team zu sprechen, Kontaktieren Sie uns passt hier natürlich hinein.
Hier ist der Teil, den niemand in die Tabelle schreibt: Die Formel geht von perfektem Werkzeug, gleichmäßig verteilter Last und perfekt reagierendem Material aus. Das ist eine Fantasie. In echten Werkstätten laufen abgenutzte Matrizen, versetzte Teile, Bleche mit gemischter Kornrichtung und Maschinen, die ihre volle Nennleistung nur über einen Teil der Bettlänge liefern. Eine 175‑Tonnen‑×‑10‑Fuß‑Abkantpresse ist nicht überall 175 Tonnen; wenn du diese volle Kraft über die gesamte Bettlänge drückst, wölbt sich der Rahmen, es sei denn, du verstehst, wie sich die Last verteilt.
Die Mathematik liefert dir eine Zahl. Die Maschine spürt ein Muster.
Diese Lücke ist der Ort, an dem das Werkzeug zerbricht.
Ich habe einmal gesehen, wie ein Team eine Viertel‑Zoll‑Platte nahe dem Ende eines langen Betts gebogen hat, weil “Platz war”. Der berechnete TONNEN PRO FUSS war in Ordnung. Was sie nicht respektierten, war, dass die volle Nennbelastung nur über etwa 60% dieser Bettlänge sicher war. Der Rahmen setzte sich. Dauerhafte Wölbung. Diese Presse lief nie wieder parallel ohne Unterlegscheiben und Gebete.
Eine scharfe Matrizenshoulder konzentriert die Kraft entlang einer klaren Kontaktlinie. Das ist es, was deine Gleichung annimmt.
Stell dir jetzt eine Matrize vor, die tausende Hübe auf Edelstahl gefahren hat. Der einst scharfe Radius an den MATRIZENSCHULTERN ist abgeflacht. Anstelle einer schmalen Kontaktlinie hast du eine verschmierte Kontaktfläche. Mehr Oberfläche. Mehr Reibung. Mehr Widerstand gegen Materialfluss.
Kraft steigt.
Nicht, weil sich ZUGFESTIGKEIT geändert hat. Nicht, weil… DICKE geändert. Weil sich Reibung und Kontaktgeometrie verändert haben, und deine Formel keine Kategorie für “abgenutzte Werkzeuge” vorsieht.”
Hypothetisch – und ich bezeichne das als eine Werkstattschätzung, nicht als Laborstudie – ich habe identische Arbeiten gesehen, die scheinbar 15–30 % mehr Kraft benötigten, wenn man von neuen, präzisionsgeschliffenen Matrizen auf abgenutzte Produktionsmatrizen wechselte. Der Klang der Presse verändert sich. Der Hydraulikdruck steigt gegen Ende des Hubs leicht an. Der Winkel kommt störrisch herein.
Der Rechner sagt immer noch 40 Tonnen.
Die Maschine sagt etwas anderes.
Ich habe einen 44 000‑Präzisionswerkzeugsatz zerstört, weil ich saubere Mathematik über schmutzigen Stahl gestellt habe. Die Zahlen stimmten. Das Werkzeugzeug nicht. Mikrorisse begannen an der abgenutzten Schulter und breiteten sich bei einem schwereren Folgeauftrag aus. Wir fanden sie, als eine Ecke während des Biegens brach und das Teil des Kunden verkratzte.
Du kannst Abnutzung nicht in einen sauberen DICKE² Term einfügen. Du musst das Metall vor dir ansehen und fragen, was es schon hinter sich hat.
Die Gesamttonnage ist nur die halbe Geschichte.
Abkantpressen sind in Tonnen über eine Länge bewertet – Tonnen pro Fuß, Tonnen pro Meter. Diese Bewertung setzt Verteilung voraus. Wenn du die Last gleichmäßig verteilst, trägt der Rahmen sie wie eine Brücke den Verkehr trägt.
Nun lege ein schmales Teil unter einen scharfen, kleinradiusigen Stempel nahe einem Ende des Bettes.
Du hast die gesamte VERFÜGBARE TONNAGE. nicht überschritten. Aber du hast TONNEN PRO FUSS in einem kurzen Abschnitt einen Spitzenwert erzeugt und ihn aus der Mitte verschoben. Der Stößel und das Bett sehen keine “80 Tonnen insgesamt”. Sie erleben ein konzentriertes Biegemoment, das sie auseinanderzudrücken versucht.
Das ist das spitze‑Stempel‑Problem.
Spezialstempel mit engen Nasen und schmalen V‑Matrizen verkleinern die Kontaktzone. Dieselbe berechnete Kraft fließt nun durch weniger Stahl im Werkzeug und über eine geringere Breite in der Maschinenstruktur. Die Spannung steigt schnell, weil Spannung gleich Kraft geteilt durch Fläche ist. Reduzierst du die Fläche, verdoppelst du die Spannung.
Ich habe gesehen, wie ein 90‑Tonnen‑Auftrag in der Realität zu 130 Tonnen wurde, weil jemand auf eine engere Matrize wechselte, um den Radius zu “verschärfen”. Die Erhöhung der Gesamtkraft war offensichtlich. Was nicht offensichtlich war, war der lokale Spitzenwert an der Stempelspitze. Die Spitze splitterte. Dann bildete sich ein Krater. Und dieser wurde so lange in jedes Teil eingeprägt, bis wir es bemerkten.
Und vergiss nicht das Bettlängen‑Limit. Viele Maschinen liefern sicher ihre volle Nennleistung über etwa 60 % der Bettlänge. Konzentrierst du deine Last auf 60 cm am Rand, befindest du dich nicht mehr im Wohlfühlbereich des Katalogs.
Deine Berechnung mag in der Gesamttonnage korrekt sein.
Es kann in deinem Rahmen trotzdem falsch sein.
Zwei Bleche. Gleicher Gütestempel. Gleiche ZUGFESTIGKEIT auf dem Papier.
Biege eines parallel zur Walzrichtung. Biege das andere senkrecht dazu.
Sie verhalten sich nicht gleich.
Das Walzen verlängert die Kornstruktur. Wenn du quer zur Faserrichtung biegst, kämpfst du anders gegen diese Struktur, als wenn du entlang der Fasern biegst. Rückfederung verändert sich. Der erforderliche Überbiegewinkel ändert sich. Manchmal wird die Kraftkurve am Ende des Hubes steiler, weil das Material entlang dieser Orientierung die Kompression anders widersteht.
Deine Formel behandelt Stahl wie isotropen Ton – mit denselben Eigenschaften in jeder Richtung.
Ist es nicht.
Und dann gibt es noch die Kaltverfestigung. Besonders Edelstahl baut beim Verformen Festigkeit auf. Je stärker du ihn beanspruchst, desto mehr widersteht er. Das bedeutet, dass die letzten paar Grad eines Bodenvorgangs unverhältnismäßig mehr Kraft erfordern können, als der Anfangshub vorhergesagt hat. Die Kraftmessdose – falls du klug genug bist, eine zu beobachten – zeigt diesen Ausschlag.
Ich habe einmal einen Stempel bei einem langen Edelstahlauftrag gespalten, weil wir die Bleche mitten im Batch gedreht hatten, um Verschnitt zu optimieren. Die Hälfte der Teile ließ sich gut biegen. Die gedrehten Bleche brauchten mehr Überbiegen und trafen härter am Boden auf. Das Werkzeug bemerkte den Unterschied, auch wenn die Zeichnung es nicht zeigte.
Material hat ein Gedächtnis. Dein Rechner nicht.
Was uns zu der Frage bringt, die du vor jedem ernsthaften Lauf stellen solltest: nicht “Wie lautet die theoretische Tonnage?”, sondern “Was ist das maximale TONNEN PRO FUSS das meine Maschine sicher über genau diese Länge, an genau dieser Position, mit genau dieser Werkzeugbedingung liefern kann?”
Das ist kein Formelproblem mehr.
Das ist ein Prozess zur Validierung durch den Bediener.
Du hast die Berechnung durchgeführt. Du hast angepasst für ZUGFESTIGKEIT, korrigiert für MATRIZENÖFFNUNG, multipliziert für Bodenbiegen statt Luftbiegen. Gut.
Jetzt vergiss den Stolz, den du für diese Tabellenkalkulation empfindest.
Weil die Maschine sich nicht darum kümmert, wie elegant deine TONNEN PRO FUSS Zahl aussieht. Sie interessiert sich dafür, wo diese Kraft angewendet wird, wie lange sie wirkt und ob der Stahlrahmen unter diesem Stößel sie tragen kann, ohne nachzugeben. Hier hören wir auf, Mathematiker zu sein, und werden zu Bedienern.
Hier ist das Protokoll. Keine Theorie. Kein Katalog-Geschwafel. Eine Abfolge.
Erstens: vergleichen TONNEN PRO FUSS mit dem, was deine Maschine über die genaue Länge, die du biegst, sicher leisten kann. Zweitens: baue eine echte Sicherheitsmarge ein, die Methodenänderungen und Unbekannte berücksichtigt. Drittens: mach den ersten Hub zu einem Diagnosetool, nicht zu einem Sprung des Glaubens.
Ich habe einmal gesehen, wie eine 175‑Tonnen-Abkantpresse eine dauerhafte Krone bekam, weil jemand der Gesamttonnage mehr vertraute als der Verteilung. Die Berechnung sagte 160 Tonnen insgesamt. Die Maschine sah 40 TONNEN PRO FUSS gestapelt nahe dem Ende des Betts. Der Stahl gab nach. Er kam nie zurück.
Eine Abkantpresse mit einer Nennleistung von 100 Tonnen über 10 Fuß ist nicht überall eine 100‑Tonnen-Maschine.
Sie ist eine 10 TONNEN PRO FUSS Tonnen-Maschine — vorausgesetzt gleichmäßige Verteilung über die Arbeitslänge.
Nimm jetzt ein 2‑Fuß‑Teil und positioniere es 12 Zoll von der linken Seite entfernt. Wenn deine Berechnung 25 TONNEN PRO FUSS, ergibt, verlangst du von diesem Abschnitt des Stößels und Betts, 50 Tonnen konzentriert in einer kleinen Zone zu tragen. Die anderen acht Fuß tun nichts.
Katalogbewertungen setzen Verteilung voraus. Rahmen sind wie Brücken konstruiert — Last über die Spannweite verteilt. Konzentrierst du sie, steigt das Biegemoment in diesem Abschnitt stark an. Die Durchbiegung ist nicht mehr linear. Sie ist geometrisch.
Und hier werden Bediener getäuscht: die Gesamt VERFÜGBARE TONNAGE kann unter dem Maximalwert der Maschine liegen, aber die lokale SPANNUNG — Kraft geteilt durch Fläche — übersteigt, was dieser Stößelsektor aushalten kann.
Ich habe eine kurze Edelstahlhalterung gesehen, kaum zwei Fuß lang, die die linke Seite eines Betts dauerhaft verdrehte, weil der Bediener die Nachführfinger statt des Teils zentrierte. Die Maschine überschritt nicht die Gesamt TONNAGE. Es überschritt den strukturellen gesunden Menschenverstand.
Also validierst du so:
Wenn deine Anforderung pro Fuß die Kapazität der Maschine pro Fuß an dieser Stelle übersteigt, bist du nicht “ein wenig aggressiv”. Du überlastest die Struktur.
Selbst wenn deine Zahlen auf dem Papier passen, betreibst du eine Abkantpresse nicht bei 100 % der Nenn‑ KAPAZITÄT.
Du fährst auch keinen Diesel jeden Schichtbeginn im roten Bereich.
Warum 80 %? Weil deine Formel nicht alles weiß. Sie erkennt keine Faserrichtung, keinen Werkzeugverschleiß, keine Reibungsänderungen, keine Temperaturschwankungen im Hydrauliköl und auch nicht den Unterschied zwischen einem Werkzeug, das in Short Tons pro Fuß, und einem, das in metrischen Tonnen pro Meter bei einem anderen Winkel bewertet ist. Ein Werkzeug mit der Prägung 60 in einem Katalog ist nicht immer stärker als eines mit der Prägung 46 in einem anderen, es sei denn, du konvertierst die Einheiten und Bewertungsbedingungen.
Hier ist der Mechanismus: Wenn du dich der maximalen Rahmenbelastung näherst, steigt die Durchbiegung nichtlinear. Eine kleine zusätzliche Kraft erzeugt überproportional größere strukturelle Verformung. Dann sind die Bombiersysteme ausgereizt. Dann beginnen Bolzen zu reiben. Dann entstehen Mikrorisse.
Jetzt füge die Biegemethode hinzu.
Luftbiegen als Ausgangspunkt? In Ordnung – die 80 %-Regel ergibt Sinn. Bodenkontakt‑Biegen mit 1,5‑facher Kraft? Deine Marge hat sich gerade verkleinert. Prägen mit 5‑facher Kraft? Die 80 %-Regel wird bedeutungslos, weil der Lastspitzenwert am unteren Totpunkt sofort die Bewertung überschreiten kann.
Ich habe einmal gesehen, wie ein Bediener ein Teil auf Anschlag gebogen hat, das die ganze Woche über luftgebogen wurde, weil “der Winkel wanderte”. Diese Methodenänderung erhöhte die effektive ERFORDERLICHE KRAFT über die Nenn‑ KAPAZITÄT auch wenn die ursprüngliche Luftbiege‑Berechnung sicher war. Die Kolbendichtungen versagten an diesem Tag nicht. Der Rahmen gab mit der Zeit nach. Sechs Monate später unterlegten wir wegen einer bleibenden Verformung.
Sicherheitsmarge ist keine Feigheit. Sie berücksichtigt das, was deine Formel nicht sehen kann.
Hier wird die Metapher der geladenen Waffe real.
Die Formel sagt dir, was passieren sollte. Der erste Treffer zeigt dir, was tatsächlich passiert.
Du validierst in Phasen:
Wenn die Last schneller steigt, als deine berechnete KRAFTKURVE, vorhersagt, halte an. Etwas hat sich geändert – vielleicht ist die tatsächliche ZUGFESTIGKEIT höher als die Spezifikation, vielleicht ist die MATRIZENÖFFNUNG durch Verschleiß effektiv kleiner, oder du schlägst unbeabsichtigt an.
Digitale Lastsensoren zeigen dir heute Abweichungen, die die alten Diagramme nie konnten. Wenn dein berechneter Bedarf 20 betrug TONNEN PRO FUSS und die Maschine bei den letzten wenigen Grad bereits 26 und steigend meldet, ist das nicht “nahe genug”. Das ist ein Fehler von 30 %.
Ich habe früh in meiner Karriere einen Satz segmentierter Stempel zerstört, weil ich der Zahl mehr vertraut habe als dem Klang. Das Manometer zeigte mir, dass die Lastkurve steiler war, als sie hätte sein sollen. Ich habe weitergedrückt. Das Segment ist an der Passfeder gebrochen. Die Berechnung war richtig für Luftbiegen. Die Maschine hat auf Anschlag gearbeitet, weil der Tiefenanschlag um ein Haar falsch eingestellt war.
Das ist die eine Erkenntnis, die du behältst:
Die Formel ist nicht die Autorität. Sie ist eine Hypothese.
Die Maschine – ihre Rahmennennleistung, ihre Belastungsgrenzen pro Fuß, ihr Live‑Last‑Feedback – ist das Experiment. Wenn diese beiden nicht übereinstimmen, glaube dem Stahl, nicht der Theorie.


















