

Нижняя матрица раскололась со звуком, похожим на треск винтовки.
Пластина в четверть дюйма. Ничего особенного. Оператор сделал расчёт на обратной стороне листа настройки: 575 × T² × L. Машина считалась безопасной. Работа должна была быть рутинной. Вместо этого мы подметали карбид и объясняли бухгалтерии, почему “простой изгиб” обошёлся в пять цифр.
Вот тогда начинаешь задавать опасный вопрос: что именно предполагала эта формула?
Зайдите в любую мастерскую по металлообработке — и кто‑то сможет процитировать её по памяти: 575 умножить на квадрат толщины, умножить на длину, разделить на раскрытие матрицы. Звучит как закон природы. Подставляешь числа — получаешь усилие.
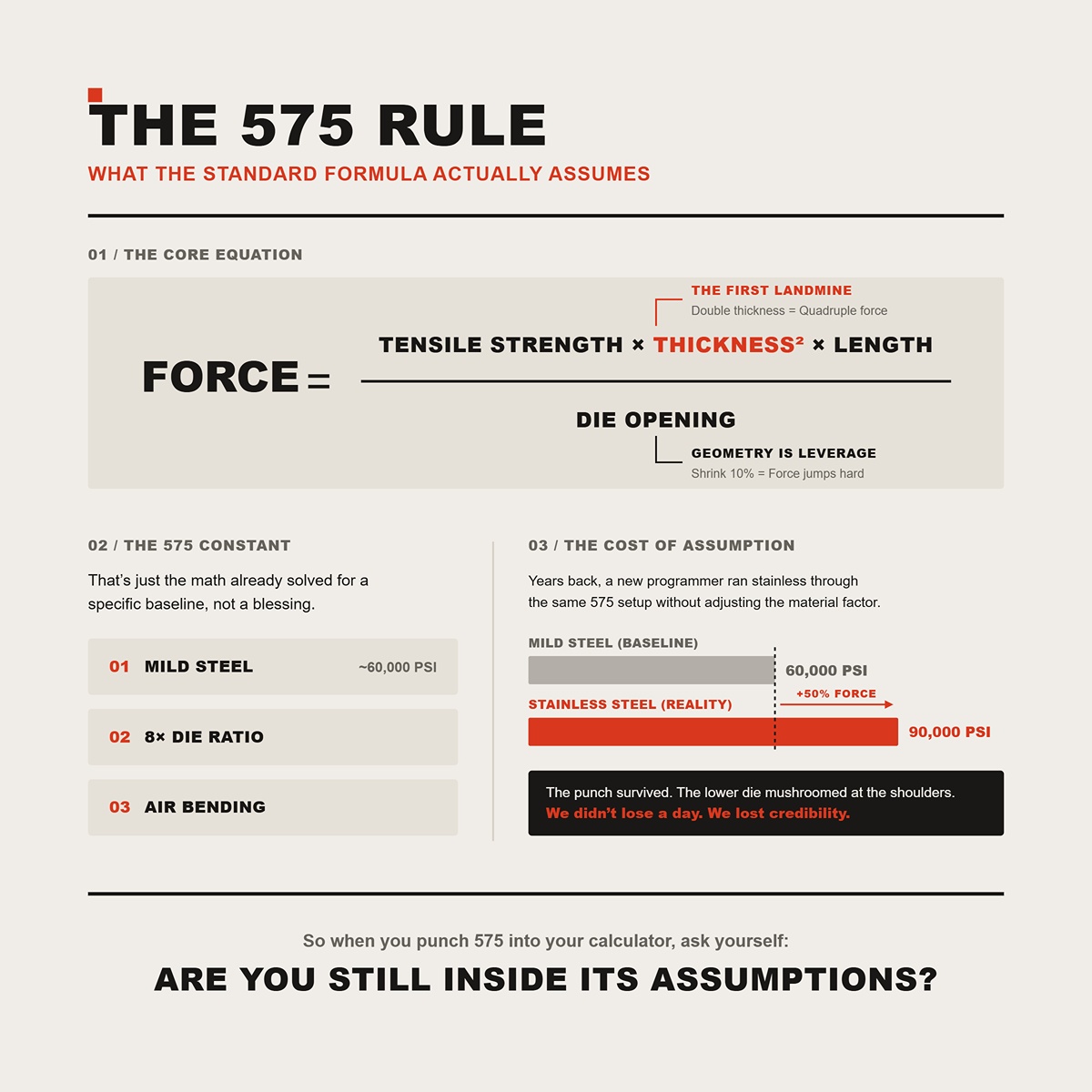
Но 575 — это не закон физики. Это упрощённая формула, основанная на одном очень специфическом случае: гибке «на воздухе» мягкой стали с пределом прочности примерно 60 000 PSI ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ, и раскрытием матрицы, примерно равным восьми толщинам материала. Измени хоть один из этих параметров — и ты уже не “почти прав”, ты работаешь совсем по другой формуле.
Я видел, как работа, рассчитанная на 90 тонн, превращалась в реальность в 130 тонн, потому что кто‑то заменил матрицу на более узкую, чтобы “заострить радиус”. Машина не возражала. Инструмент — да.
Давайте перейдём к конкретике.
Полная форма, лежащая в основе этого упрощения с числом 575, выглядит так:
Усилие пропорционально ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ × ТОЛЩИНА² × ДЛИНА ÷ РАСКРЫТИЕ МАТРИЦЫ.
Эта возведённая в квадрат ТОЛЩИНА — первая мина замедленного действия. Удвоишь толщину — и усилие увеличится не вдвое, а вчетверо. Теперь обрати внимание, что ещё скрывается здесь: РАСКРЫТИЕ МАТРИЦЫ в знаменателе. Уменьши РАЗМЕР V‑ОТВЕРСТИЯ по 10%, и усилие не растёт вежливо. Оно скачет резко, потому что геометрия — это рычаг.
А постоянная 575? Это просто уже решённая формула для мягкой стали примерно 60 000 PSI с коэффициентом 8× ОТНОШЕНИЕ МАТРИЦЫ при гибке «на воздухе». Это исходная база, а не благословение.
Годы назад новый программист гнул нержавейку — 90 000 PSI ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ — по той же схеме 575, не скорректировав коэффициент материала. Пуансон выжил. Нижняя матрица расплющилась по плечам. Мы не потеряли день. Мы потеряли репутацию.
Так что когда вводишь 575 в калькулятор, спроси себя: ты всё ещё внутри его предположений?
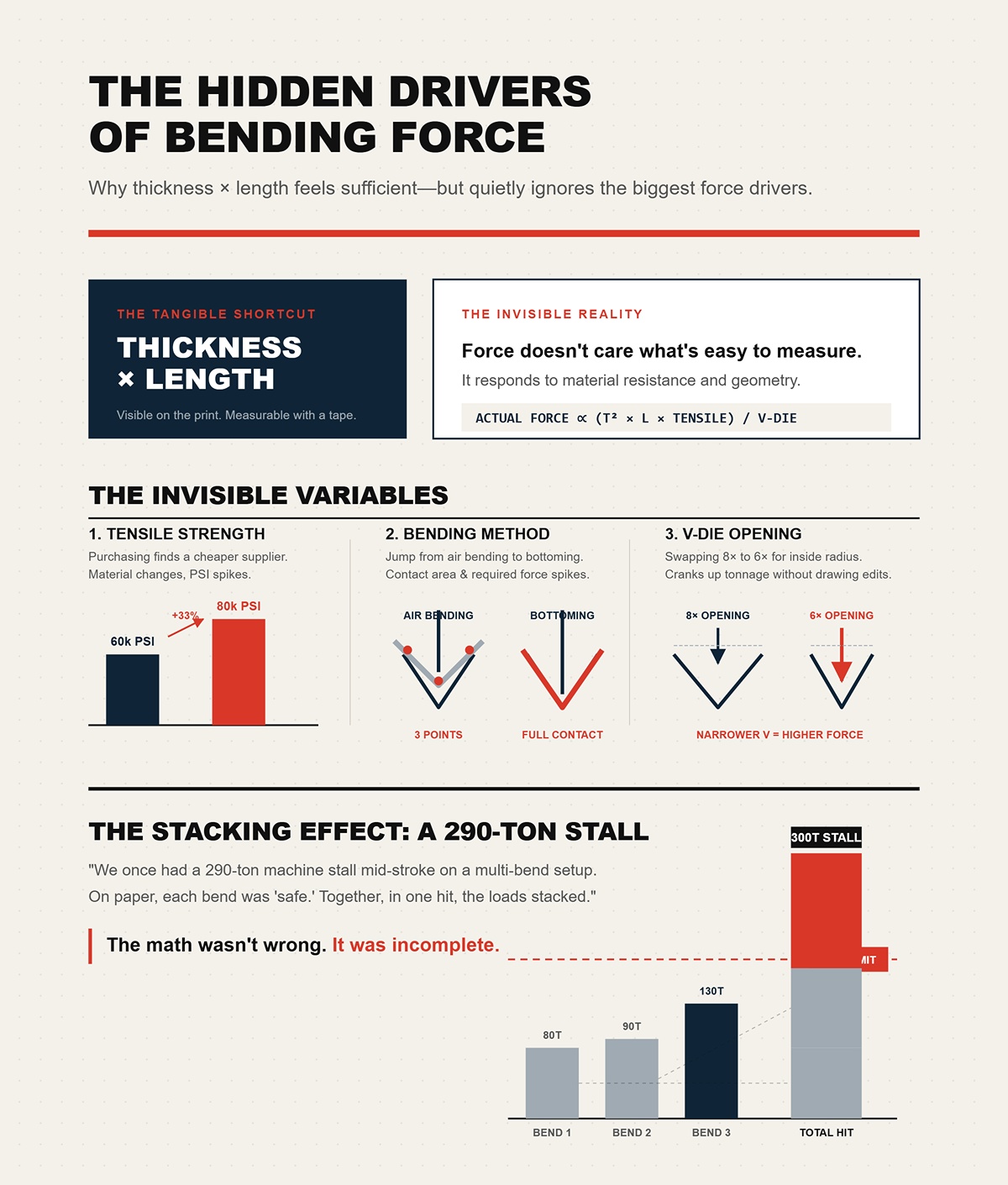
Я понимаю, почему ребята любят этот ярлык. ТОЛЩИНА × ДЛИНА кажется ощутимым. Это видно на чертеже. Можно измерить рулеткой.
Ты не видишь, ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ как давление меняется с 60 000 до 80 000 PSI, когда отдел закупок находит более дешёвого поставщика. Ты не ощущаешь скачок от гибки «на воздухе» к прижиму, где площадь контакта — и требуемое усилие — резко растут. И уж точно не замечаешь, когда кто-то меняет 8× на 6× РАЗМЕР V‑ОТВЕРСТИЯ чтобы контролировать внутренний радиус, фактически повышая требуемую тоннажность, не трогая чертёж.
Сила не заботится о том, что легко измерить. Она реагирует на сопротивление материала и геометрию.
Однажды у нас 290‑тонный пресс застопорился в середине хода при многозагибочной операции. На бумаге каждый сгиб был “безопасным”. Вместе, за один удар, нагрузки сложились. Математика была не ошибочной. Она была неполной.

“Почти достаточно” — вот как умирает инструмент.
Недооценка на 20% рискует не только перегрузкой; она концентрирует напряжение в плечах матрицы и на кончике пуансона. Сталь не предупреждает вежливо. Она сначала деформируется, потом ломается. А когда ломается, отправляет этот удар обратно в твой ползун, направляющие, раму.
Я наблюдал, как гидравлический листогиб слегка скрутился под неожиданной нагрузкой, из‑за чего начал выдавать несоответствующие углы по всей длине стола. Не драматично. Просто постепенная потеря параллельности, превратившаяся в недели поисков призрачных проблем с упругим восстановлением. Корневая причина? Расчёт тоннажа был сделан для воздушного гиба, а задание выполнялось ближе к усилию осадки.
Формула не подвела. Подвел оператор — решив, что она универсальна.
Вы не ломаете инструмент потому, что математика сложная. Вы ломаете его, когда перестаёте задаваться вопросом, какие предположения заложены в математике.
Несколько лет назад мы дали коммерческое предложение на серию деталей из листа толщиной четверть дюйма из A36, длиной десять футов. С V‑матрицей 3 дюйма лист по расчётам требовал около 139 тонн. Чисто. Безопасно на прессе в 150 тонн. Та же толщина, та же длина — но заказчик захотел меньший внутренний радиус, и настройщик взял матрицу 1,5 дюйма.
Тоннаж подпрыгнул примерно до 300 тонн.
Больше ничего не изменилось. Не ТОЛЩИНА. Не ДЛИНА. Только геометрия.
Вот тогда это перестаёт быть “проблемой толщины” и становится проблемой сопротивления. Листогибу всё равно, что указано в чертеже. Он реагирует на три вещи: сопротивление материала растяжению, рычаг, который даёт вам геометрия матрицы, и то, насколько полностью вы заставляете металл принять форму.
Пропустите одно — и ваш упрощённый расчёт по 575 превращается в заряженное оружие с неправильным патроном в патроннике.
Так если 575 работает только в рамках своих допущений, как же точно считать вне их? Прекратите рассматривать тоннаж как значение из таблицы и начните рассматривать его как физику: СИЛА ∝ ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ × ТОЛЩИНА² × ДЛИНА ÷ ОТКРЫТИЕ МАТРИЦЫ — а потом скорректируйте по методу гибки.
Три переменные. Каждая способна удвоить нагрузку, не трогая чертёж.
Разберём их по одной.
Один программист однажды заменил мягкую сталь с пределом прочности 60 000 PSI на нержавейку 90 000 PSI и оставил всё остальное в расчёте без изменений. Та же четвертьдюймовая пластина. Та же матрица. Та же длина.
На бумаге? Идентичная установка.
На практике требуемая тоннажность увеличилась на 50%.
Вот почему. При отгибе воздухом вы растягиваете внешние волокна материала за предел текучести. Чем выше ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ, тем больше напряжение эти волокна выдерживают, прежде чем деформируются пластически. Формула не “интересуется” маркировкой вроде нержавеющая или углеродистая сталь. Она масштабируется напрямую с ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ.
Если ваша базовая константа предполагает 60 000 PSI, а вы работаете при 90 000 PSI, ваш множитель равен:
90 000 ÷ 60 000 = 1,5
Это не погрешность округления. Это превращение задания на 100 тонн в 150 тонн.
А нержавейка усугубляет ситуацию. Её предел текучести обычно ближе к пределу прочности на растяжение по сравнению с мягкой сталью, и у неё быстрее происходит наклёп. Это значит, что по мере изгиба сопротивление растёт. Ваш пресс ощущает это как скачок нагрузки в нижней части хода.
Я однажды наблюдал, как совершенно новый комплект сегментированного пуансона откололся по плечам, потому что кто-то доверился таблице для мягкой стали при срочном заказе из нержавейки. Машина была в пределах допуска. Оснастка — нет. Мы не выкинули деталь. Мы выкинули пуансон.
Нержавейка не “тяжелее”. Она прочнее на растяжение. Формула уже сказала вам, что делать — умножить на отношение фактического ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ к базовому.
Если вы не скорректируете это число, вы не рассчитываете, а играете в азарт.
Теперь поговорим о рычаге.
Общее правило — соотношение 8:1 — ОТКРЫТИЕ V‑МАТРИЦЫ ≈ 8 × ТОЛЩИНА для воздушного гиба мягкой стали. Это соотношение заложено в большинство таблиц тоннажности. Оно удобно. Предсказуемо.
Но 575 — не закон физики.
Вспомните пример с четвертьдюймовой пластиной. Матрица 3 дюйма против 1,5 дюйма. Уменьшите РАСКРЫТИЕ МАТРИЦЫ вдвое, и поскольку оно находится в знаменателе уравнения, требуемое усилие удваивается.
Не возрастает. Удваивается.
Это чистая механика. Более узкая матрица уменьшает пролёт, который перекрывает материал, что увеличивает изгибающий момент, необходимый для вызова пластической деформации. Вы укоротили рычаг. Пресс‑тормоз компенсирует это увеличением силы.
Вот ловушка: операторы затягивают матрицу, чтобы “подчистить” внутренний радиус или контролировать возврат упругости. Чертёж не меняется. ТОЛЩИНА не меняется. Но тоннаж быстро растёт, потому что изменилась геометрия.
Я видел, как работа на 90 тонн превращалась в 130‑тонную реальность, потому что кто‑то поменял матрицу на более узкую, чтобы “заострить радиус”. Никакой сигнализации. Никакой драмы. Просто комплект матриц, медленно деформирующийся под нагрузкой, для которой он не был рассчитан.
И помните — каталоги инструментов указывают максимальную нагрузку в тоннах на фут. Иногда в коротких тоннах. Иногда в метрических. Одна тонна — это 2000 фунтов. Другая — нет. Перепутаете их — и ваш запас прочности испарится.
Уменьшение ОТКРЫТИЯ V‑МАТРИЦЫ — самый быстрый способ перегрузить пресс‑тормоз, не трогая толщину материала.
Теперь мы подошли к тому, что часто застает людей врасплох.
Возьмите ту же пластину. Ту же ТОЛЩИНА. Ту же ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ. Ту же РАСКРЫТИЕ МАТРИЦЫ.
При гибке воздухом материал касается только вершины пуансона и плеч матрицы. Три точки. Ограниченная площадь контакта. Контролируемая сила.
Теперь осадите её. Вы заставляете материал полностью прилегать к стенкам матрицы. Площадь контакта увеличивается. Трение возрастает. Необходимая сила подскакивает — часто в 3×–4× по сравнению с гибкой воздухом.
Чеканите? Вы не просто сгибаете. Вы сжимаете материал по линии гиба, чтобы устранить возврат упругости. Это может увеличить силу до 5×–8× по сравнению с требованиями при гибке воздухом.
Один и тот же чертёж. Совершенно разные условия нагрузки.
Однажды я наблюдал, как бригада перешла с гибки воздухом на осадку посреди партии, стремясь к постоянству угла. Они не пересчитали тоннаж. Машина не взорвалась. Она просто начала уходить из параллели под нагрузкой — едва заметное прогибание рамы, с которым мы боролись неделями, прежде чем выяснили, что дело было в методе, а не в гидравлике.
Гибка воздухом — это упруго‑пластическая деформация с минимальным контактом матрицы. Осадка и чеканка добавляют сжимающее формование и полный контакт матрицы. Больше сопротивления. Больше силы.
Если вы рассчитываете тоннаж, не указав МЕТОД ГИБКИ, вы ещё не закончили уравнение.
И если вы не закончили уравнение, вы не заслужили права доверять числу.
Вы видели, как ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ, РАЗМЕР V‑ОТВЕРСТИЯ, и МЕТОД ГИБКИ может обрушивать силу, как кувалда.
Теперь вам нужен настоящий расчёт. Не таблица. Не “достаточно близко”. Число, полученное шаг за шагом, которое вы сможете защитить, когда тараном начнут ударять.
Хорошо. Так вы перестанете ломать железо.
Стандартная константа, которой все бросаются, была выведена для гибки на воздухе мягкой стали с прочностью 60 000 PSI при обычном соотношении пуансон–матрица. Это базовый патрон в заряженном оружии. Измените патрон — отдача изменится. Сейчас мы построим формулу, которая делает эти патроны видимыми — чтобы вы точно знали, что находится в камере, прежде чем нажать на спуск.
И да, мы учтём ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ, фактический РАЗМЕР V‑ОТВЕРСТИЯ, и МЕТОД ГИБКИ явно — а не как предположения, скрытые внутри волшебного числа.
Начнём с чего‑то конкретного.
Возьмите пластину толщиной в четверть дюйма. 0,250 дюйма толщиной. Длина гиба — десять футов. V‑матрица — два дюйма. Гибка на воздухе.
Формула расчёта тоннажа при гибке на воздухе в имперской системе выглядит так:
ТОНН НА ФУТ = (ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ × ТОЛЩИНА²) ÷ (1,33 × РАЗМЕР V‑ОТВЕРСТИЯ)
Эта 1,33 не мистическая. Она происходит из механики изгиба балки и преобразования единиц, основанных на базовой стали с прочностью 60 000 PSI. Это геометрия и распределение напряжений, сведённые в постоянную величину.
Подставляем числа для мягкой стали с прочностью 60 000 PSI:
Итак:
ТОНН НА ФУТ = (60 000 × 0,250²) ÷ (1,33 × 2,0) = (60 000 × 0,0625) ÷ 2,66 = 3 750 ÷ 2,66 ≈ 1 409 фунтов на дюйм ≈ 16,9 тонн на фут
Длина десять футов? Умножаем:
16,9 × 10 = 169 тонн общего требуемого усилия.
Это воздушная гибка. Это 60 000 PSI. Это двухдюймовый штамп.
Теперь изменим только РАЗМЕР V‑ОТВЕРСТИЯ на 1,5 дюйма.
Знаменатель уменьшается. Усилие растёт:
(60 000 × 0,0625) ÷ (1,33 × 1,5) = 3 750 ÷ 1,995 ≈ 1 879 фунтов на дюйм ≈ 22,5 тонны на фут
Десять футов превращаются в 225 тонн.
Тот же материал. Та же толщина. Та же длина. Изменение размера штампа на полдюйма. Дополнительная нагрузка 56 тонн по всей длине стола.
Это не особенность таблицы. Это механика рычага — изгибающий момент увеличивается по мере уменьшения пролёта.
Однажды я видел, как в мастерской попытались сделать именно это на пресс‑гибе с усилием 175 тонн. Расчёт показал 225 тонн. Табличка — 175. Они всё равно запустили на коротком участке ближе к центру. Ползун навсегда прогнулся. Не катастрофически, но достаточно, чтобы каждый длинный изгиб после этого «уходил» по углу от одного конца к другому. Мы так и не смогли вернуть ту машину в норму.
И мы ещё даже не коснулись нержавейки или гибки в упор.
Обратите внимание ещё на одно: эта формула даёт требуемое усилие. Она не сообщает, может ли ваша машина 175 тонн × 10 футов безопасно выдать 169 тонн по всей длине в десять футов или только в центре. Номинал машины и требование по усилию — разные задачи. Прежде чем доверять числу, нужно знать, как ваш листогиб распределяет нагрузку, как его система компенсации прогиба (CNC crowning) работает под напряжением и рассчитана ли конструкция на равномерную гибку по всей длине. Современные CNC‑платформы 100%, такие как пресс-гиб CN-HAWE спроектированы для высокоточной гибки и управления нагрузкой в реальных условиях, при поддержке постоянных НИОКР и испытаний систем пресс‑гибов и автоматизации — чтобы рассчитанное усилие соответствовало стабильной, воспроизводимой работе машины.
Сначала рассчитайте требуемое усилие. Затем сравните с реальными ограничениями распределения нагрузки станка.
А теперь поговорим о том, как люди тихо обманывают сами себя.
В метрической системе та же зависимость при воздушной гибке выглядит так:
кН на метр = (1,42 × ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ (МПа) × ТОЛЩИНА² (мм)) ÷ ШИРИНА ПРОЁМА V‑МАТРИЦЫ (мм)
Эта величина 1,42 заменяет имперскую 1,33, потому что преобразования единиц уже учтены. Другая оболочка. Та же физика.
Вот где мастерские обжигаются: кто-то смешивает МПа с дюймами. Или мм с PSI. Или переводит тонны в метрические тонны, не проверив, обозначена ли оснастка в коротких тоннах (2 000 фунтов) или метрических (2 204 фунта).
Две тысячи против 2 204 не звучит как большая разница. Это 10 процентов. При нагрузке в 200 тонн это 20 тонн “упс”.”
Я видел, как матрицу, рассчитанную на 150 метрических тонн на метр, приняли за 150 коротких тонн на фут. Это не погрешность округления. Это превышение допустимой нагрузки на порядки. Плечи треснули на третьем ударе.
Единицы измерения — не бухгалтерия. Когда вы ошибаетесь, они становятся множителями силы.
Так что вот правило: выберите систему единиц и придерживайтесь её от ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ до итоговой нагрузки в тоннах. Если уж нужно, переводите только один раз, в конце.
Теперь мы загружаем другую «гильзу».
Предположим, ваша четвертьдюймовая пластина — не мягкая сталь 60 000 PSI, а нержавейка 90 000 PSI.
Корректно подстроиться можно так:
КОРРЕКТИРУЮЩИЙ КОЭФФИЦИЕНТ МАТЕРИАЛА (MCF) = ФАКТИЧЕСКИЙ ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ ÷ 60 000
Итак:
MCF = 90 000 ÷ 60 000 = 1,5
Вы не “добавляете немного больше”. Вы умножаете весь результат гибки на воздухе на 1,5.
Возьмём наш пример — 22,5 тонны на фут при применении матрицы 1,5 дюйма:
22,5 × 1,5 = 33,75 тонны на фут.
Десять футов?
Требуется 337,5 тонны.
Вот как установка, рассчитанная примерно на 169 тонн для мягкой стали, незаметно превращается в более чем 300 тонн для нержавеющей с более узкой матрицей.
Теперь добавим сверху влияние метода.
Множитель для гибки на воздухе = 1,0. Осадка может быть в 4–5 раз выше гибки на воздухе. Ковка — до 8–10 раз.
Если вы будете осаживать ту же нержавейку хотя бы при 4×:
337,5 × 4 = 1 350 тонн.
Тот же чертёж. Та же толщина. Та же длина.
Другая физика.
Вот часть, которую большинство формул скрывают: MCF предполагает линейное масштабирование с пределом прочности на растяжение. Для большинства конструкционных сталей в обычных диапазонах листогибов этого достаточно точно. Но у высокопрочных сплавов, способных интенсивно наклёпываться, нагрузка может резко возрасти ближе к нижней точке хода. Этот всплеск не учтён в базовой константе. Здесь важны операторское суждение и мониторинг нагрузки в реальном времени.
Однажды я наблюдал, как бригада “просто попробовала один” лист из высокопрочной стали без перерасчёта MCF. Гибочный пресс достиг пикового давления до достижения заданной глубины. Клапан сброса заорал. Матрица выжила. Гидравлические уплотнения — нет.
Единая формула не устраняет риск. Она его выявляет. Она заставляет увидеть, что:
Требуемое усилие = (Базовое усилие при гибке на воздухе, заданное геометрией) × MCF × МНОЖИТЕЛЬ МЕТОДА
Только после этого сравнивайте с:
Это полная проверка камеры перед тем, как нажать на спусковой крючок.
Далее мы пропустим это объединённое расчётное выражение через реальные производственные сценарии — и вы увидите, как небольшие изменения параметров складываются в нагрузки, убивающие машину быстрее, чем вы ожидаете.
Хотите узнать, как быстро небольшие изменения складываются в нагрузку, убивающую машину?
Отлично. Это правильный вопрос.
Мы уже построили объединённое уравнение — базовая сила воздушного гиба из геометрии, умноженная на КОРРЕКЦИОННЫЙ КОЭФФИЦИЕНТ МАТЕРИАЛА, умноженная на МНОЖИТЕЛЬ МЕТОДА. Теперь мы применим его к реальным заданиям — тем, которые попадают на ваш стол в четверг в 2:30, когда клиент “нужно к завтрашнему дню”.”
Та же геометрия. Посмотрите, что происходит, когда мы изменяем одну переменную за раз.
Представьте кронштейн из мягкой стали толщиной 10 калибра. Толщина — 0,135 дюйма. Длина гиба — 48 дюймов. Вы выбираете матрицу 8×, значит ваш РАЗМЕР V‑ОТВЕРСТИЯ примерно 1,08 дюйма. Мы округлим до 1,0 дюйма, чтобы расчёт был проще и немного консервативнее.
Материал — базовая мягкая сталь: ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ = 60 000 PSI.
Воздушный гиб. Без хитростей.
Начнём с формулы:
ТОНН НА ФУТ = (ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ × ТОЛЩИНА²) ÷ (1,33 × РАЗМЕР V‑ОТВЕРСТИЯ)
Итак:
Преобразовать в тонны на фут:
821 фунт/дюйм × 12 дюймов ≈ 9 852 фунт/фут ≈ 4.9 тонны на фут.
Ваша деталь имеет длину 4 фута:
4.9 × 4 = 19.6 тонн всего.
Округлим — требуется 20 тонн усилия.
Это скучно. Это безопасно. Именно на этом основаны таблицы — воздушная гибка, мягкая сталь, “нормальное” соотношение пуансона и матрицы.
И вот тут ученики начинают зазнаваться.
Однажды парень увидел результат в 25 тонн вроде этого и сказал: “Мы можем сделать это на любом станке в цехе”. Через два часа он попробовал похожую работу с 10‑калиберным листом возле края стола на старом механическом прессе. Смещение нагрузки из центра чуть‑чуть скрутило ползун и привело к трещине на кончике пуансона. Дешёвый урок. Могло быть хуже.
Базовые работы усыпляют вас, заставляя думать, что формула универсальна.
Это не так.
Тот же чертёж. Та же гибка 48 дюймов. Та же толщина 0.135.
Теперь заказчик переходит на нержавеющую сталь 304. Обычно ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ? Около 90 000 PSI.
И оператор решает “ужесточить радиус”, используя 0.75‑дюймовую РАЗМЕР V‑ОТВЕРСТИЯ вместо 1.0.
Изменено два параметра. Следите за расчётом.
Сначала геометрия с новой матрицей:
Преобразуем:
1 642 × 12 ≈ 19 704 фунта/фут ≈ 9.85 тонны на фут.
Длина четыре фута:
9.85 × 4 ≈ 39.4 тонны.
“20‑тонная работа” только что превратилась в 40‑тонную.
Ничего необычного не произошло. Мы не удвоили толщину. Мы не изменили длину. Мы увеличили ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ в 1.5 раза и уменьшили РАЗМЕР V‑ОТВЕРСТИЯ на 25%.
Сила удвоилась.
Вот именно так мастерская идёт к катастрофе. Я видел, как 90‑тонная работа превращалась в 130‑тонную реальность, потому что кто‑то заменил матрицу на более узкую, чтобы “подточить радиус”. Машина не жаловалась. Инструмент — да. Микротрещины на плечах матрицы проявились спустя три недели при более тяжёлой партии.
“Но 575 — не закон физики”.”
Нет. Это упрощённая формула, основанная на мягкой стали и широких матрицах. Измени одно из этих условий — и рычаг изменится. Момент изгиба растёт, потому что вы сократили пролёт и одновременно увеличили сопротивление материала.
Теперь вы смотрите на 40 тонн вместо 20.
Всё ещё комфортно?
Остаёмся с нержавеющей настройкой, описанной выше: толщина 0,135, длина 48 дюймов, матрица 0,75 дюйма, ПРОЧНОСТЬ НА РАЗРЫВ = 90 000 PSI.
Для воздушного гиба требовалось около 40 тонн общего усилия.
Теперь сменим метод.
Нижний гиб — когда пуансон вдавливает материал в полный контакт с углом матрицы — обычно требует как минимум в 2 раза больше усилия, чем воздушный гиб при той же геометрии. Это не мнение. Это материал, который принудительно проходит стадию упругого восстановления и переходит в пластическое соответствие стенкам матрицы.
Итак:
40 тонн × 2 = 80 тонн.
Минимум.
Некоторые материалы, особенно упрочняющаяся при деформации нержавеющая сталь, требуют ещё большего усилия по мере приближения к нижней точке хода, потому что площадь контакта резко увеличивается и трение возрастает. Кривая нагрузки становится круче внизу — именно там, где машина испытывает пиковое гидравлическое давление.
Работа, которая при воздушном гибе мягкой стали казалась комфортными 20 тоннами, теперь становится 80-тонной операцией по нижнему гибу нержавейки.
В четыре раза больше исходного значения.
Та же чертёжная документация.
Я наблюдал, как команда выполняла нижний гиб, думая, что это задание на 50 тонн из нержавейки, на прессе на 60 тонн. Расчёты для воздушного гиба были верны. Они забыли про МНОЖИТЕЛЬ МЕТОДА. Машина достигла предельного давления примерно на середине хода и остановилась. Попробовали снова. Матрица выжила. Зазоры направляющих ползуна — нет. После этого пресс никогда больше не ходил прямо.
Вот закономерность, которую следует видеть:
Это не мелкие поправки. Они складываются.
И машине всё равно, что говорит таблица. Она ощущает только усилие по столу — распределённое, сосредоточенное, смещённое — любое, что вы ей даёте.
Так что когда в чертеже меняется материал, или кто-то берёт более узкую матрицу, или производство решает выполнить нижний гиб вместо воздушного, чтобы “зафиксировать угол”, — не гадайте.
Вы восстанавливаете нагрузку с нуля. Затем сравниваете её с реальной мощностью машины на этой самой длине изгиба — а не с фантазией паспортных данных.
Потому что формула — это заряженное оружие. Безопасное, если точно знаешь, что в патроннике.
Смертельно опасное, если предположить, что все патроны одинаковы.
Вы провели расчёты. Вы скорректировали ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ, подтянули РАЗМЕР V‑ОТВЕРСТИЯ, умножили для нижнего гиба. Калькулятор показывает 80 тонн.
Так откуда вы знаете, что ваш 100‑тонный пресс‑гиб действительно выдержит эту нагрузку на 6 футах без того, чтобы превратиться в металлолом от перекручивания?
Учитывая, что продуктовый портфель CN-HAWE основан на ЧПУ 100% и охватывает высокотехнологичные сценарии лазерной резки, гибки, фрезеровки, резки, если следующим шагом будет прямой разговор с командой, Свяжитесь с нами логично вписывается сюда.
Вот часть, которую никто не включает в таблицу: формула предполагает идеальный инструмент, идеально распределённую нагрузку и идеально ведущий себя материал. Это фантазия. В реальных цехах работают с изношенными пуансонами, смещёнными деталями, листами с разнонаправленным зерном и станками, которые выдают полную номинальную мощность только на части длины стола. Пресс‑гиб 175 тонн × 10 футов — это не 175 тонн по всей длине; если приложить полную силу на весь стол, вы выгнете раму, если не понимаете, как распределяется нагрузка.
Математика даёт вам число. Машина чувствует рисунок.
Именно в этом промежутке ломаются инструменты.
Я однажды видел, как бригада гнула четвертьдюймовую плиту у дальнего края длинного стола, потому что “там было место”. Расчётное ТОНН НА ФУТ было в порядке. Они не учли, что полная номинальная нагрузка безопасна только примерно на 60% длины стола. Рама получила остаточную деформацию. Постоянный прогиб. Этот пресс больше никогда не выходил в параллель без прокладок и молитв.
Острая кромка пуансона концентрирует силу вдоль чистой линии контакта. Именно это предполагает ваша формула.
А теперь представьте пуансон, который сделал тысячи ударов по нержавейке. Когда‑то чёткий радиус на ПЛЕЧАХ ПУАНСОНА сплющился. Вместо узкой линии контакта вы получаете размазанную зону. Больше площади. Больше трения. Больше сопротивления потоку материала.
Сила растёт.
Не потому ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ изменилось. Не потому что ТОЛЩИНА изменилось. Потому что изменились трение и геометрия контакта, а в твоей формуле нет места для “убитого инструмента”.”
Гипотетически — и я обозначаю это как производственную оценку, а не лабораторное исследование — я видел, как одинаковые работы требовали, казалось, на 15–30% больше усилия, когда свежие прецизионно шлифованные штампы заменяли изношенными производственными. Звук пресса меняется. Гидравлическое давление немного растёт ближе к нижней точке хода. Угол становится упрямым.
Калькулятор всё ещё говорит 40 тонн.
Станок говорит иначе.
Я уничтожил комплект прецизионных штампов $4,000, полагаясь на чистую математику вместо грязной стали. Цифры были верны. Инструмент — нет. Микротрещины начали появляться на изношенном плече и разошлись паутиной под более тяжёлой последующей работой. Мы обнаружили их, когда угол сломался посреди гиба и испортил деталь клиента.
Износ нельзя neatly ТОЛЩИНА² вписать в формулу. Нужно смотреть на металл перед собой и спрашивать, через что он прошёл.
Общая тоннажность — лишь половина истории.
Листогибы оцениваются в тоннах на длину — тонны на фут, тонны на метр. Этот рейтинг предполагает распределение. Распределите нагрузку равномерно — и рама держит её, как мост держит движение.
Теперь поместите узкую деталь под острый пуансон с малым радиусом у одного конца стола.
Вы не превысили общую ДОСТУПНУЮ ТОННАЖНОСТЬ. Но вы создали всплеск ТОНН НА ФУТ в одной короткой секции и сместили центр. Плунжер и стол не видят “80 тонн всего”. Они видят сосредоточенный изгибающий момент, пытающийся разорвать их.
Это и есть проблема острого пуансона.
Индивидуальные пуансоны с узкими носами и узкими V‑матрицами уменьшают зону контакта. Та же рассчитанная сила теперь проходит через меньшее количество стали в инструменте и меньшую ширину конструкции станка. Напряжение растёт быстро, потому что напряжение равно силе, делённой на площадь. Уменьшите площадь — удвоите напряжение.
Я видел, как работа на 90 тонн превращалась в реальность на 130 тонн, потому что кто‑то заменил матрицу на более тесную, чтобы “заострить радиус”. Увеличение общей силы было очевидно. Неочевидным оказался локальный всплеск на кончике пуансона. Кончик скололся. Потом выкрашился. Потом начал тиснить этот кратер на каждой детали, пока мы не заметили.
И помните про ограничение по длине стола. Многие станки безопасно выдают полную мощность примерно на 60% длины. Сосредоточьте нагрузку на двух футах у края — и вы больше не в «радужном» каталожном режиме.
Ваш расчет может быть правильным в общих тоннах.
Он все еще может быть неверным для вашей рамы.
Два листа. Одинаковая маркировка. Одинаковая ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ на бумаге.
Согните один параллельно направлению прокатки. Другой — перпендикулярно.
Они ведут себя по-разному.
Прокатка вытягивает зернистую структуру. Когда вы гнете поперек волокон, вы сопротивляетесь этой структуре иначе, чем когда гнете вдоль. Отскок меняется. Необходимый перегиб изменяется. Иногда кривая усилия к концу хода становится круче, потому что материал по-разному сопротивляется сжатию в зависимости от ориентации.
Ваша формула рассматривает сталь как изотропную глину — одинаковые свойства во всех направлениях.
Это не так.
А еще есть наклеп. Нержавейка, в частности, упрочняется при деформации. Чем больше вы её давите, тем сильнее она сопротивляется. Это значит, что последние несколько градусов при осадке могут потребовать несоразмерно большего усилия, чем предсказывал ранний ход. Датчик нагрузки — если вы достаточно сообразительны, чтобы наблюдать его показания — покажет этот скачок.
Однажды я расколол пуансон на длинной партии из нержавейки, потому что мы вращали листы посреди серии, чтобы сократить отходы. Половина деталей гнулась нормально. Повернутые листы требовали большего перегиба и ударяли сильнее внизу. Инструмент это почувствовал, даже если чертеж — нет.
У материала есть память. У вашего калькулятора — нет.
Что приводит нас к вопросу, который следует задавать перед каждым серьезным запуском: не “Какова теоретическая тоннажность?”, а “Какова максимальная ТОНН НА ФУТ нагрузка, которую моя машина может безопасно выдать на эту точную длину, в этом точном положении, при этих условиях инструмента?”
Это уже не вопрос формулы.
Это процесс проверки оператором.
Вы сделали расчет. Вы скорректировали для ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ, исправили для РАСКРЫТИЕ МАТРИЦЫ, умножили для осадки вместо гибки в воздухе. Хорошо.
Теперь забудь про гордость, которую ты чувствуешь за ту таблицу.
Потому что машине безразлично, насколько элегантно выглядит твое ТОНН НА ФУТ число. Ей важно, где прикладывается усилие, как долго оно действует и способен ли стальной каркас под прессом выдержать его без деформации. Здесь мы перестаем быть математиками и становимся операторами.
Вот протокол. Не теория. Не рекламный каталог. Последовательность действий.
Первое: сравни ТОНН НА ФУТ с тем, что твоя машина может безопасно выдать на реальной длине изгиба. Второе: создай реальный запас прочности, который учитывает изменения метода и неизвестные факторы. Третье: сделай первый удар диагностическим инструментом, а не прыжком веры.
Однажды я видел, как пресс на 175 тонн получил постоянный прогиб, потому что кто‑то доверился общей тоннажности вместо распределения нагрузки. Расчет показал 160 тонн в сумме. Машина увидела 40 ТОНН НА ФУТ , сосредоточенные у конца стола. Сталь деформировалась. Всё — навсегда.
Пресс, рассчитанный на 100 тонн при длине 10 футов, не является машиной на 100 тонн по всей длине.
Это машина на 10 ТОНН НА ФУТ — при условии равномерного распределения нагрузки по рабочей длине.
Теперь возьми деталь длиной 2 фута и поставь её на 12 дюймов левее центра. Если твои расчёты показывают 25 ТОНН НА ФУТ, ты просишь, чтобы этот участок рамы и стола выдержал 50 тонн, сосредоточенных в одной небольшой зоне. Остальные восемь футов не делают ничего.
Каталожные характеристики предполагают распределение. Рамы проектируются как мосты — нагрузка распределяется по пролету. Сосредоточь её, и изгибающий момент в локальном участке резко возрастает. Прогиб становится уже не линейным. Он геометрический.
И вот здесь операторы ошибаются: общая ДОСТУПНУЮ ТОННАЖНОСТЬ может быть меньше максимальной мощности машины, но местное НАПРЯЖЕНИЕ — сила, делённая на площадь, — превышает то, что этот сегмент рамы способен выдержать.
Я видел, как короткий кронштейн из нержавеющей стали, всего двух футов в длину, навсегда скрутил левую сторону стола, потому что оператор выровнял пальцы упора по центру, а не саму деталь. Машина не превысила общую ТОННАЖ. Это превысило структурный здравый смысл.
Итак, вы проверяете это так:
Если ваша требуемая нагрузка на фут превышает допустимую нагрузку машины на фут в данном месте, вы не “немного агрессивны”. Вы создаёте структурную перегрузку.
Даже если ваши расчёты на бумаге совпадают, нельзя эксплуатировать пресс‑гиб с 100 % от номинальной МОЩНОСТИ.
Вы ведь не крутите дизельный двигатель на максимальных оборотах каждую смену.
Почему 80 %? Потому что ваша формула не знает всего. Она не учитывает направление волокон, износ матрицы, изменения трения, колебания температуры гидравлического масла или разницу между матрицей, рассчитанной в коротких тоннах на фут, и метрических тонн на метр под другим углом. Матрица с маркировкой 60 в одном каталоге не всегда прочнее той, что имеет 46 в другом, если вы не переведёте единицы и условия испытаний.
Вот как это работает: по мере приближения к максимальной нагрузке рамы прогиб возрастает нелинейно. Небольшое дополнительное усилие создаёт непропорционально большую структурную деформацию. Именно тогда системы компенсации прогиба достигают предела. Именно тогда штифты начинают изнашиваться. Именно тогда появляются микротрещины.
Теперь добавим метод гибки.
Воздушная гибка как базовый вариант? Отлично — правило 80 % имеет смысл. Осадка с усилием в 1,5 раза больше? Ваш запас уменьшился. Ковочная гибка с усилием в 5 раз больше? Правило 80 % становится бессмысленным, потому что пик нагрузки в конце хода может мгновенно превысить номинал.
Однажды я наблюдал, как оператор осаживал деталь, которую всю неделю гнули воздушным способом, потому что “угол начал уплывать”. Это изменение метода увеличило эффективное ТРЕБУЕМОЕ УСИЛИЕ сверх номинального МОЩНОСТИ хотя исходные расчёты для воздушной гибки были безопасны. Уплотнения поршня не вышли из строя в тот день. Рама деформировалась со временем. Через шесть месяцев мы подкладывали шайбы, компенсируя постоянный прогиб.
Запас прочности — это не проявление трусости. Это учёт того, чего не видит твоя формула.
Вот где метафора «заряженного пистолета» становится реальностью.
Формула говорит тебе, что должно произойти. Первый удар показывает, что происходит на самом деле.
Проверяй пошагово:
Если нагрузка растёт быстрее, чем предсказано твоей вычисленной КРИВОЙ НАГРУЗКИ, остановись. Что‑то изменилось — возможно, фактический ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ выше, чем в спецификации, возможно, РАСКРЫТИЕ МАТРИЦЫ фактически меньше из‑за износа, или, может быть, ты непреднамеренно дошёл до дна.
Современные цифровые датчики нагрузки покажут тебе отклонения, которые старые графики никогда не могли показать. Если по расчетам требовалось 20 ТОНН НА ФУТ , а машина показывает 26 и рост усилия на последних градусах становится резким — это не “почти совпадает”. Это промах на 30%.
Я повредил комплект сегментированных пуансонов в начале карьеры, потому что больше доверял числам, чем звуку. Манометр показывал, что кривая нагрузки была круче, чем должна быть. Я продолжил. Сегмент треснул на шпоночном пазу. Расчёт был верен для воздушного гиба. Машина же фактически упиралась, потому что ограничитель глубины был смещён на долю миллиметра.
Вот что ты должен вынести для себя:
Формула — не авторитет. Это гипотеза.
Машина — её рамная мощность, предельные нагрузки на погонный фут, живая обратная связь по нагрузке — это эксперимент. Если они расходятся, верь стали, а не теории.


















